Case Study · Industrial Emission Control
How a Shanxi Province antibiotic active pharmaceutical ingredient producer achieved zero visible white plume and full GB 13271−2014 compliance — deploying a graphene composite Magnetic Plume Abatement system treating 60,000 Nm³/h of chain-grate boiler off-gas in a sub-freezing northern climate, with dedicated equipment insulation and cold-weather protection as design-critical requirements.
Pharmaceutical Boiler Off-Gas Treatment
Magnetic Fume Purification
Non-Thermal Plume Suppression
Cold-Climate Boiler Flue Gas Abatement
01 — Industry Background
The Antibiotic Raw Material Pharmaceutical Sector and Its Emission Compliance Challenge
The global antibiotic market was valued at approximately 42.3 billion USD in 2022, with a projected compound annual growth rate of 5.5% through the forecast period. Rising incidence of infectious diseases, new product development, and sustained growth in antibiotic prescribing volumes worldwide are the primary demand drivers. China is a major global supplier of antibiotic active pharmaceutical ingredients (APIs), and the domestic pharmaceutical manufacturing sector is subject to increasingly stringent environmental regulation.
Antibiotics are medicines used to treat bacterial and animal cell infections. Among the most widely used combinations globally is amoxicillin 500 mg tablets, followed by cephalosporin 200 mg tablets. According to the US Centers for Disease Control and Prevention (CDC), approximately 7,174 cases of drug-resistant tuberculosis were reported in the United States in 2020, and common infectious diseases affect hundreds of millions of people annually worldwide, underpinning sustained antibiotic demand.
Antibiotic API manufacturing facilities use large-scale steam-generating boilers to supply process heat across fermentation, extraction, purification, drying, and formulation stages. In northern China, where coal-fired chain-grate boilers remain the predominant steam source, the boiler off-gas stream — even after desulfurization, denitration, and dust removal — continues to produce visible white plume due to the saturated water vapor and residual fine aerosol content of post-scrubber exhaust. Under GB 13271−2014 Emission Standard of Air Pollutants for Boilers, facilities in the northern plain area face stricter emission limits and are now also required to demonstrate no visible white plume under applicable local regulatory guidance.
“Datong’s climate presents conditions that are close to worst-case for MPA installation: sub-zero winters bordering Inner Mongolia, combined with the need to maintain continuous pharmaceutical production. Equipment insulation and cold-weather protection are not optional add-ons — they are fundamental design requirements that must be resolved before any equipment is ordered.”
— Engineering Technical Summary, Antibiotic Raw Material Pharmaceutical Magnetic Plume Abatement Project

02 — Pollution Profile
Flue Gas Characterization: Chain-Grate Coal Boiler Off-Gas After Multi-Stage Pre-Treatment
The facility is a joint-stock antibiotic API manufacturer established in 1998 in Shanxi Province. It is designated a key pharmaceutical production enterprise by Shanxi Province, with annual streptomycin output of 8,000 tonnes and economic-technical indicators ranked among the best in the domestic industry. The facility operates chain-grate coal-fired boilers as the primary steam source for its pharmaceutical production processes.
The existing boiler flue gas treatment train consists of: chain-grate boiler → waste heat boiler → SCR denitration → wet desulfurization → induced draft fan → stack. Despite this multi-stage treatment, the post-wet-scrubber exhaust continues to generate visible white plume due to the high water vapor content and residual fine aerosol that passes through the scrubber. The MPA upgrade was installed downstream of the desulfurization scrubber to provide the final deep purification and plume suppression stage.
The facility is located at the northernmost part of Shanxi Province, bordering multiple counties and cities of Inner Mongolia Autonomous Region. Due to the extremely cold spring and winter seasons, the operating environment imposes special requirements on equipment running and maintenance. In this climate, equipment insulation work is critically important to prevent freeze damage during cold-weather operation, and the cold-climate protection specification must be incorporated into the system design before equipment sizing is finalized.
- NOx: Initial 50 mg/Nm³; outlet limit 50 mg/Nm³ under GB 13271−2014. Addressed by the upstream SCR denitration unit.
- SO₂: Initial 100 mg/Nm³; outlet target ≤30 mg/Nm³. Addressed by the upstream wet desulfurization scrubber.
- Particulate matter (PM): Initial 50 mg/Nm³; outlet target ≤10 mg/Nm³. The lack of a dedicated pre-desulfurization dust removal device in the original treatment chain means residual particulate loading at the MPA unit inlet is higher than in installations with upstream baghouse or ESP stages.
- Saturated water vapor and white plume: Post-wet-scrubber exhaust enters the MPA unit at approximately 40°C with 50% humidity and mixed inlet pollutant loading of 50 mg/Nm³. Without active aerosol removal, this produces a dense white plume visible under all ambient conditions, particularly in the cold, clear northern Shanxi atmosphere where temperature differentials between exhaust and ambient air are at their greatest.
- Absence of dedicated upstream dust removal: The original flue gas treatment flow lacks a specialized dust removal device between the boiler and the desulfurization scrubber. This increases particulate loading at the scrubber and MPA unit inlet, and is identified in the project experience summary as a key risk factor for treatment efficiency that must be addressed through MPA absorber backwash design rather than upstream equipment addition.
| Parameter | Innledende konsentrasjon | Outlet (Design) | Regulatory Limit |
|---|---|---|---|
| NOx | 50 mg/Nm³ | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 100 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Particulate matter (PM) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Mixed inlet pollutant density (MPA unit inlet) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Visible white plume | Present (dense) | None (invisible) | No visible white plume |
| Flue gas volume (rated) | 60,000 Nm³/h | — | — |
| Flue gas temperature (boiler exit) | 50°C | — | — |
| Inlet temperature (MPA unit) | ≈40°C | — | — |
| Inlet humidity (at MPA unit) | 50% | — | — |
| Applicable emission standard | GB 13271−2014 Emission Standard of Air Pollutants for Boilers | ||
03 — Engineering Requirements
Design Criteria for Magnetic Plume Abatement in Cold-Climate Pharmaceutical Boiler Applications
The following binding design requirements were established before technology selection. They reflect the unique combination of cold-climate operation, pharmaceutical-grade facility standards, the absence of dedicated upstream dust removal, and the applicable boiler emission standard that characterize this application.
Proven Technology, National Standards
Only commercially mature, field-proven purification technologies are acceptable. All equipment and ancillary materials must meet applicable national manufacturing and quality standards. The system must achieve a 30%–50% improvement over existing baseline performance using verified abatement techniques.
Load Tolerance 10%–110%
The system must maintain stable purification performance and white plume suppression when flue gas volume varies between 10% and 110% of rated design capacity. Pharmaceutical production runs multiple shifts continuously, but boiler load varies with seasonal heating demand and process steam requirements.
Korrosjonsbestandige materialer
All components in contact with the post-scrubber flue gas must incorporate certified anti-corrosion protection. The graphene composite absorber layer provides the required acid resistance for the desulfurization scrubber condensate and thermal stability for periodic regenerative backwash purging.
Null sekundær forurensning
No new wastewater streams, spent chemical reagent, or additional hazardous solid waste may result from the abatement process. System raw materials must have a stable domestic supply chain. All major equipment must be sourced from nationally certified quality manufacturers.
Energy Efficiency and Cost Control
Equipment selection must minimize both capital expenditure and operational running costs. Design must incorporate energy-saving technologies and devices to reduce the investment and running expense of the system, targeting the lowest feasible specific energy consumption per unit volume treated.
Noise Compliance
Equipment noise must not exceed 85 dB(A) at 1 m, meeting GB 12348−2008 Class II industrial limits. The facility is located within an industrial zone close to residential areas, making noise management a community relations requirement as well as a regulatory one.
Cold-Climate Protection (Priority Requirement)
The Datong site borders Inner Mongolia and experiences severe sub-freezing winters. Equipment insulation work is a priority design requirement. All condensate handling pipework with outdoor exposure must be trace-heated. Instrument enclosures must be frost-rated. Sump heaters must be thermostatically controlled. These are non-negotiable design elements, not post-commissioning additions.
Modular and Future-Proof
The modular design concept must accommodate tightening emission requirements over 3–5 years. Advanced abatement technology must simultaneously reduce residual gaseous pollutant co-emissions, positioning the facility to meet future ultra-low boiler emission standards without capital-intensive system replacement.
04 — Treatment Solution
How the Magnetic Plume Abatement System Was Configured for Cold-Climate Pharmaceutical Boiler Off-Gas
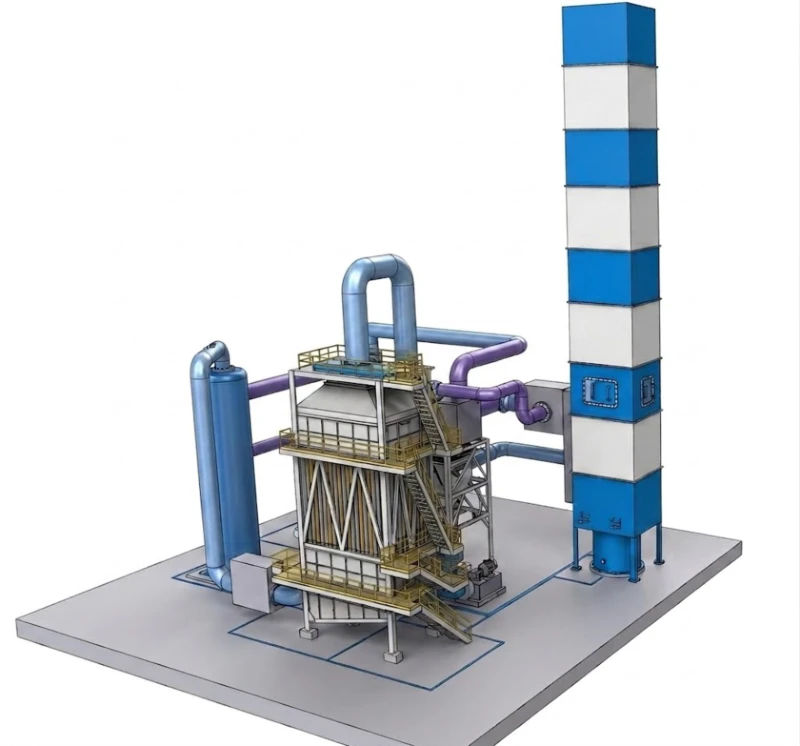
Magnetic Plume Abatement (MPA) — also known as magnetic fume purification, dry-phase acid mist capture, non-thermal plume suppression, or magnetic field boiler flue gas polishing — eliminates visible white plume by simultaneously removing fine particulates, acid mist aerosols, and saturated water vapor from post-desulfurization exhaust. The BLEMG-1KS magnetic energy generator creates a controlled field gradient that migrates paramagnetic molecules and charged aerosol particles toward the graphene composite absorber layer, rendering the exiting gas stream depleted of the aerosol fraction responsible for visible plume formation.
The MPA unit is installed downstream of the existing desulfurization scrubber, serving as the final deep-polishing and plume suppression stage. A waste heat recovery heat exchanger was also added to the upgraded process train to improve energy utilization efficiency and reduce energy consumption and production costs, simultaneously achieving environmental protection and energy-saving goals. The complete upgraded process flow is as follows:
Upgraded Process Flow: Chain-Grate Boiler to Clean Stack
Boiler
Boiler
Denitration
Scrubber
Exchanger ★
(BLCNXB-6W)
Stack
★ New equipment added in this upgrade ⭐ New equipment added in this upgrade
.webp)
System Configuration and Key Technical Parameters
The BLCNXB-6W unit uses a tower-external, bottom-entry / top-exhaust configuration, installed as a standalone module adjacent to the existing desulfurization scrubber. At 6.05×6.05×18.2 m, the unit has a relatively slender and tall profile suited to the constrained space available within the existing boiler house treatment train footprint.
| Parameter | Spesifikasjon |
|---|---|
| Unit Model | BLCNXB-6W |
| Layout Type | Tower-external, stand-alone module |
| Air Flow Orientation | Bottom-entry, top-exhaust |
| Rensingseffektivitet | ≥97% |
| Inlet Mixed Pollutant Concentration | 50 mg/Nm³ |
| Outlet Mixed Pollutant Concentration | ≤10 mg/Nm³ |
| System Resistance | 250 Pa |
| Treated Flue Gas Volume | 60,000 Nm³/h |
| Inlet Flue Gas Temperature (MPA unit) | ≈40°C |
| Absorber Layer Material | Graphene composite |
| Equipment Dimensions (L×W×H) | 6.05 m × 6.05 m × 18.2 m |
| Magnetic Energy Generator Model | BLEMG-1KS |
| Running Power | 53 kW |
| Annual Operating Days | 330 days/year |
| Annual Electricity Cost | Approx. 209,800 RMB/year |
| Applicable Emission Standard | GB 13271−2014 Boiler Emission Standard |
05 — Core Advantages
Why Magnetic Plume Abatement Outperforms Alternatives for Pharmaceutical Boiler Off-Gas in Cold Climates
- ✓
Cold-Climate Design Engineered at System Level: Unlike retrofit wet scrubbing systems that require freeze protection of liquid reagent lines, circulation pumps, and wastewater settling tanks — all of which are inherently problematic in Datong’s sub-freezing winters — the MPA system’s dry operating mechanism dramatically reduces the scope of freeze-protection infrastructure required. The condensate sump heater, trace-heated drain lines, and frost-rated instrument enclosures are the primary cold-climate elements, and all are incorporated at the design stage rather than added reactively after a freeze event. - ✓
Waste Heat Recovery Integration Delivers Energy Savings Alongside Compliance: The addition of a waste heat recovery heat exchanger to the upgraded process train — installed between the desulfurization scrubber outlet and the MPA unit — captures residual thermal energy from the exhaust gas that would otherwise be discharged to atmosphere. This recovered heat is returned to the plant utility steam system, reducing boiler fuel consumption and lowering the overall production cost per kilogram of antibiotic API produced. The combined environmental and economic benefit improves the business case for the compliance investment. - ✓
Complete White Plume Elimination from First Commissioning: The MPA unit completed first-time commissioning with all operating data and plume elimination performance meeting design targets. The monitoring data report confirmed that all regulated parameters were below GB 13271−2014 limits simultaneously. The visible transformation — from a dense white plume rising visibly against the northern Shanxi sky to an invisible discharge — represents both regulatory compliance and a meaningful improvement in the facility’s community environmental footprint. - ✓
Dry Process Eliminates Chemical Reagent Cost and Wastewater at a Northern Site: In northern Chinese manufacturing facilities, wastewater management in winter is among the highest-risk operational activities: pipes freeze, treatment basins ice over, and regulatory wastewater discharge limits are violated without any process fault. The MPA dry process generates no new wastewater continuously, eliminating this entire risk category from the emission control system and simplifying the facility’s winter environmental management obligations. - ✓
Compact Tower-External Module Integrates with Existing Boiler House Layout: The BLCNXB-6W’s 6.05×6.05×18.2 m profile is suited to the space available adjacent to existing desulfurization tower structures in standard industrial boiler house configurations. The tower-external installation method requires only connection to the existing scrubber exhaust duct and brief outage for mechanical tie-in, minimizing production disruption during installation. - ✓
Low Specific Energy — 53 kW for 60,000 Nm³/h: At 0.88 W per Nm³/h specific energy consumption, the BLCNXB-6W delivers cost-efficient compliance. Annual electricity cost at 0.5 RMB/kWh for 330 operating days is approximately 209,800 RMB — a modest and predictable OPEX position that compares favorably with wet reheat alternatives requiring 3–5× the specific energy input and ongoing reagent procurement.
Technology Comparison: MPA vs. Conventional Alternatives for Pharmaceutical Boiler Off-Gas in Cold Climates
| Criterion | Magnetic Plume Abatement | Alkali Wet Scrubbing | GGH Gas Reheating |
|---|---|---|---|
| White plume elimination | Complete (invisible stack) | No (haze persists) | Partial (temp-dependent) |
| Cold-climate freeze risk | Low (dry process) | High (reagent lines) | Low (dry system) |
| Secondary wastewater (winter risk) | Ingen | High (freeze + discharge issues) | Ingen |
| Purification efficiency | ≥97% | ≈80–85% | N/A (no removal) |
| Reagent cost | Null | Ongoing (NaOH) | Null |
| Waste heat recovery compatible | Yes (integrated upstream) | Possible but complex | Ja |
| Winter operational complexity | Low (minimal liquid systems) | High (reagent, wastewater) | Lav |
06 — Operational Results
First-Time Commissioning Success, Independent Monitoring Data, and Operational Verification
The magnetic plume abatement unit completed first-time commissioning successfully. All operating data and plume elimination performance met design targets. The independent monitoring report confirmed full compliance with all GB 13271−2014 parameters. The before-and-after field photographs document the complete transformation: a dense white plume visible above the boiler stack under cold northern Shanxi conditions with the system in standby, and a genuinely invisible discharge with the system fully operational under identical production conditions.

07 — Implementation Cautions
Critical Engineering Considerations for Cold-Climate Pharmaceutical Boiler Off-Gas Applications
- ⚠️
Geographic location and climate conditions determine the cold-weather protection specification: Datong borders Inner Mongolia and experiences winter temperatures frequently below −15°C. At these temperatures, any exposed condensate line without trace heating will freeze within hours of a heating system failure. All MPA condensate handling components with outdoor or semi-outdoor exposure — drain lines, sump outlet pipes, pump suction lines, pressure transmitter impulse lines — must be trace-heated and insulated. The trace heating design must be reviewed against the minimum design ambient temperature for the site, not the annual average temperature. Failure to do so leads to freeze events in the first winter of operation. - ⚠️
Absence of upstream dedicated dust removal increases MPA absorber fouling rate: The original boiler treatment train in this facility lacked a specialized dust removal device upstream of the desulfurization scrubber. This meant that particulate loading at the scrubber and MPA unit inlet was higher than in installations with an upstream baghouse or electrostatic precipitator. The MPA absorber backwash system must be sized for the higher-than-standard particulate loading condition, and the first-year backwash inspection interval should be set at monthly rather than quarterly until the actual fouling rate under operating conditions has been established. Adding a dedicated upstream dust removal stage as part of a future upgrade would reduce MPA absorber fouling rate and extend absorber layer service life. - ⚠️
Seasonal SO₂ concentration variation from coal quality changes requires scrubber monitoring: Coal quality in northern China varies significantly between supply batches, causing swings in SO₂ content in the raw boiler off-gas. If SO₂ concentration at the wet scrubber inlet increases beyond the scrubber design envelope, breakthrough SO₂ at the scrubber outlet increases the acid loading at the MPA unit inlet. Monitor scrubber outlet SO₂ continuously and set an MPA inlet alarm at 80% of design inlet concentration to provide early warning of scrubber underperformance before it affects MPA operation. - ⚠️
Pharmaceutical GMP facility standards impose additional constraints on maintenance access: Unlike industrial chemical or smelting facilities, pharmaceutical manufacturing plants operate under Good Manufacturing Practice (GMP) regulatory requirements that restrict unplanned access to production areas and impose strict contamination control protocols. All MPA maintenance activities — absorber layer backwash purge, filter element replacement, condensate sump inspection — must be pre-planned as scheduled maintenance events compatible with the facility’s GMP maintenance management system. Spontaneous corrective maintenance in response to unplanned system failures is more disruptive in a pharmaceutical facility than in a general industrial context. - ⚠️
Waste heat exchanger thermal cycling in cold conditions requires expansion joint specification: The waste heat recovery heat exchanger inserted upstream of the MPA unit experiences significant thermal cycling: flue gas inlet temperatures of approximately 40–50°C during production and close to ambient temperature during boiler shutdowns. In Datong’s climate, the difference between operating and shutdown temperatures can exceed 60°C. All heat exchanger connection flanges and ductwork expansion joints must be specified for this thermal cycling range to prevent fatigue cracking at weld joints and flange faces over the 10-plus-year design life. - ⚠️
CEMS monitoring port location and access must be re-validated after the upgrade: Adding the waste heat exchanger and MPA unit between the existing scrubber outlet and the main stack changes the location of the official discharge monitoring point. Before submitting for acceptance inspection, confirm with the competent ecological environment bureau that the CEMS installation position is correctly re-designated to the MPA unit outlet, and that all monitoring access platforms, isokinetic sampling ports, and CEMS probe locations comply with GB/T 16157 and applicable local monitoring technical standards.
08 — Engineering Takeaways
Four Transferable Lessons from This Cold-Climate Pharmaceutical Boiler Project
- 1
Cold-climate protection is a design discipline, not a commissioning afterthought. Every MPA installation in northern China with sub-freezing winter temperatures must have a dedicated cold-climate protection specification document prepared before equipment procurement is opened. This document should identify every component with outdoor or semi-outdoor exposure, specify the trace heating power density and control set-point for each, define insulation thickness based on minimum design ambient temperature, and confirm frost-rated ratings for all instruments. Facilities that defer this work to the commissioning phase invariably discover gaps when the first cold snap arrives. - 2
Waste heat recovery integration converts compliance cost into production benefit. Adding a waste heat recovery heat exchanger between the scrubber outlet and the MPA unit in this project recovered thermal energy that would otherwise be discharged to atmosphere. By returning this heat to the plant steam system, the upgrade reduced boiler fuel consumption, partially offsetting the energy cost of the new equipment. This dual-benefit framing — compliance plus cost reduction — is a replicable model for pharmaceutical facilities seeking to improve the business case for environmental infrastructure investment. - 3
Upstream dust removal gaps must be compensated in MPA backwash system sizing. Where the existing boiler treatment train lacks a dedicated dust removal stage upstream of the wet scrubber, the MPA absorber will receive a higher particulate loading than the standard inlet design assumption. Rather than accepting the resulting shortened absorber service life, the engineering response is to size the backwash system for the actual higher-loading condition and to set the first-year inspection interval accordingly. This is a design-phase decision, not a field adjustment made after fouling is observed. - 4
Dry technology is the most appropriate MPA process for northern pharmaceutical boiler compliance. The combination of strict GMP maintenance access controls, severe winter operating conditions, and the regulatory complexity of adding new wastewater streams to a pharmaceutical facility’s environmental permit all point toward dry-process MPA as the preferred abatement technology. Wet reagent-based alternatives create operational, regulatory, and winter-management burdens that are disproportionately severe in the pharmaceutical sector compared with general industrial applications.
09 — Frequently Asked Questions
Magnetic Plume Abatement for Pharmaceutical Boilers in Cold Climates: Ten Questions Answered
Questions from environmental compliance officers, boiler engineers, and procurement teams at pharmaceutical API facilities in northern China considering MPA technology.
Ready to Eliminate Your White Plume?
Explore the Full Range of Industrial Emission Control Solutions
From cold-climate pharmaceutical boiler magnetic plume abatement to regenerative thermal oxidation systems for industrial VOC abatement, our engineering team delivers field-verified solutions for the most demanding emission control challenges across all industrial sectors and climates.





















