Case Study · Industrial Emission Control
How a Yunnan Province electrolytic copper plant generating 170 m³/day of sulfuric acid copper bleed electrolyte treated 20,000 Nm³/h of acid mist-laden evaporator steam — achieving invisible stack discharge, full GB 26132−2010 compliance, and zero secondary wastewater — by replacing conventional alkali-scrubbing plume treatment with a graphene composite Magnetic Plume Abatement system.
Copper Smelting Acid Mist Treatment
Electrowinning Off-Gas Abatement
Non-Thermal Plume Suppression
Sulfuric Acid Mist Magnetic Capture
01 — Industry Background
Copper Smelting, Electrowinning, and the Acid Mist Compliance Challenge Under Yunnan Ecological Red Line Enforcement
On November 10, 2020, the Yunnan Provincial Government issued the Opinions on Implementing the “Three Lines and One List” Ecological and Environmental Zoning Management (Yunzhengfa [2020] No. 29). The document categorized 1,164 ecological environmental management units across Yunnan into three classes — priority protection, key management, and general management — and established binding requirements for: strict enforcement of ecological environmental protection laws, comprehensive coverage of fixed-source pollution emission permits, enhancement of motor vehicle pollution control, strengthening of soil pollution risk management, and deep industrial pollution treatment through the integrated remediation of “scattered, chaotic, and polluting” enterprises.
Under this regulatory framework, industrial copper smelting operations in Yunnan Province — a major copper-producing region — face intensified scrutiny for atmospheric emissions, water resource protection, and energy consumption per unit of output. For electrowinning copper plants specifically, the primary atmospheric compliance challenge is the acid mist generated by the evaporator system used to concentrate bleed electrolyte. The evaporator generates 20,000 Nm³/h of steam at approximately 50°C carrying fine sulfuric acid mist droplets at 100 mg/Nm³ — far above the GB 26132−2010 limit of 50 mg/Nm³ for NOx and the general particulate limit of 10 mg/Nm³.
Conventional treatment of this acid mist stream uses alkaline washing scrubbers (NaOH solution, Ca(OH)₂ solution, or similar alkali reagents) to neutralize the sulfuric acid aerosol. However, this approach generates significant volumes of contaminated wastewater (sulfate-rich, with elevated copper, arsenic, and heavy metal content from the electrowinning process), incurs ongoing reagent procurement cost, and typically fails to achieve the “no visible white plume” requirement because it does not remove the saturated water vapor and residual fine aerosol that exit the scrubber. Magnetic Plume Abatement technology was selected specifically because it eliminates all three components of the visible plume — particulates, acid mist, and saturated water vapor — without any liquid reagent input.
“Conventional alkali scrubbing treats the sulfuric acid mist by neutralization — but it cannot eliminate the white plume, because the saturated water vapor and residual sub-micron aerosol fraction that generates the visible plume passes straight through the scrubber packing. Only a technology that removes the aerosol phase simultaneously addresses the white plume problem. That is exactly what the magnetic capture mechanism achieves.”
— Engineering Technical Summary, Copper Smelting Magnetic Plume Abatement Project

02 — Pollution Profile
Evaporator Steam Characterization: Sulfuric Acid Mist-Laden Off-Gas from Electrowinning Copper Bleed Electrolyte Concentration
The facility is an electrolytic copper enterprise with a sulfuric acid copper bleed electrolyte evaporation rate of 170 m³/day, producing 20,000 Nm³/h of evaporator steam. In the evaporation process, steam passes through sulfuric acid copper solution and is heated, causing evaporation. The steam is collected and directed to a condensate water tank, and the condensate water discharged at the top (containing approximately 1.9 mg/m³ acid content) meets national discharge standards at 40 mg/m³ and is discharged to the atmosphere.
However, as environmental requirements tightened and the company pursued green development, comprehensive treatment was launched to address deeper processing of the exhaust gas. The primary acid mist and condensate collection routes were redesigned, and a water vapor management system was added to enable deep treatment of discharge gases. The acid mist from the reaction tank vent lines is collected via headers into a cold condensation tower for acid mist cold-condensation recovery, then directed by the induced draft fan into the MPA unit for final purification and discharge.
- Sulfuric acid mist (primary pollutant): The electrowinning process generates fine sulfuric acid mist droplets carried in the evaporator steam. Initial concentration 50 mg/Nm³ at the MPA unit inlet (post cold-condensation recovery), with a target outlet concentration of ≤10 mg/Nm³. The acid mist is both a compliance pollutant and the primary driver of visible white plume formation.
- SO₂ (from acid mist carry-over): Initial 100 mg/Nm³; outlet target ≤30 mg/Nm³. Present as both gaseous SO₂ and as sulfate aerosol entrained in the evaporator steam stream.
- Particulate matter (PM): Initial 50 mg/Nm³; outlet target ≤10 mg/Nm³. Includes fine salt crystals and aerosol droplets from the evaporator, in addition to the acid mist fraction.
- Acid mist pipeline routing complexity: The sulfuric acid reaction system has numerous reaction vessels with long piping runs between them. Gas flow field modeling (CFD) is required to correctly characterize the flow distribution before duct design is finalized, and manual air dampers must be installed on every acid mist branch line to allow overall airflow balancing and adjustment.
- Saturated steam generating white plume: The evaporator steam is fully saturated at approximately 50°C. After passing through the cold condensation tower, the gas enters the MPA unit at approximately 40°C with 50% humidity and a mixed inlet pollutant loading of 50 mg/Nm³, producing a dense white plume under all ambient conditions without active aerosol removal.
| Parameter | Innledende konsentrasjon | Outlet (Design) | Regulatory Limit |
|---|---|---|---|
| NOx | — | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 100 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Particulate matter (PM) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Sulfuric acid mist (MPA inlet) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Visible white plume | Present (dense acid mist plume) | None (invisible) | Invisible without abnormal odor |
| Flue gas volume (rated) | 20 000 Nm³/t | — | — |
| Flue gas temperature (evaporator exit) | 50°C | — | — |
| Inlet temperature (MPA unit, post cold-condenser) | ≈40°C | — | — |
| Humidity (at MPA unit inlet) | 50% | — | — |
| Applicable emission standard | GB 26132−2010 Emission Standard of Air Pollutants for Sulfuric Acid Industry | ||
03 — Engineering Requirements
Design Criteria for Magnetic Plume Abatement in Copper Smelting Electrowinning Off-Gas Applications
The following binding design requirements were established before technology selection, reflecting the acid mist composition, corrosive service environment, complex pipeline routing, and zero-secondary-wastewater requirement of this copper smelting electrowinning application.
Proven Technology, National Standards
Only commercially mature, field-proven purification technologies are acceptable. All equipment, ancillary materials, and manufacturing processes must meet national standard specifications. The system must achieve a 30%–50% improvement over existing baseline using verified abatement techniques applicable to sulfuric acid mist capture.
Load Tolerance 10%–110%
The system must maintain stable purification and plume suppression when flue gas volume varies between 10% and 110% of design capacity. Electrowinning plant evaporation rates vary with cathode copper production throughput and electrolyte composition changes, requiring a wide-range operating capability.
Sulfuric Acid Mist Corrosion Resistance
All components contacting the sulfuric acid mist stream must incorporate certified anti-corrosion protection. The graphene composite absorber layer provides the required acid resistance for sustained contact with sulfuric acid aerosol at 50 mg/Nm³ concentration and the thermal stability for periodic regenerative backwash purging.
Zero Secondary Pollution — No Alkali Reagent
The selected technology must not use alkali reagents (NaOH solution, Ca(OH)₂, or similar) and must not generate wastewater effluent or spent reagent. This requirement explicitly excludes conventional alkali scrubbing as an option, as the resulting sulfate wastewater cannot be discharged to the existing wastewater system without additional treatment.
Energieffektivitet
Equipment selection must minimize both capital and operating costs. Design must incorporate energy-saving technologies and devices to reduce running costs. All major equipment must be sourced from nationally certified quality manufacturers with established domestic supply chains.
Noise Compliance
Equipment noise must not exceed 85 dB(A) at 1 m, meeting GB 12348−2008 Class II limits. The copper smelting facility is subject to the same community noise obligations as all industrial operations under the Yunnan Three Lines and One List regulatory framework.
Acid Mist Pipeline Flow Field Design
The sulfuric acid reaction vessel system has numerous vessels with long piping runs. Gas flow field modeling (CFD) must be performed prior to duct design finalization. Manual air dampers must be installed on every acid mist branch line to enable overall airflow balancing and compensation for flow distribution asymmetries in the long pipeline network.
Modular and Future-Proof
Modular design must accommodate tightening emission limits over 3–5 years under the strengthening Yunnan ecological protection framework. Advanced technology must simultaneously address residual gaseous co-emissions, positioning the facility for ultra-low emission classification without full system replacement.
04 — Treatment Solution
How the Magnetic Plume Abatement System Was Configured for Copper Smelting Electrowinning Off-Gas
Magnetic Plume Abatement (MPA) — also known as magnetic fume purification, dry-phase sulfuric acid mist capture, non-thermal plume suppression, or magnetic field acid mist elimination — eliminates visible white plume by simultaneously removing fine particulates, acid mist aerosols, and saturated water vapor from the evaporator steam stream. The BLEMG-1KA generator creates a controlled magnetic field gradient that causes paramagnetic molecules and charged aerosol particles — including the sulfuric acid mist droplets and fine salt crystallite particles specific to copper smelting electrowinning off-gas — to migrate toward the graphene composite absorber layer, rendering the exiting gas genuinely invisible.
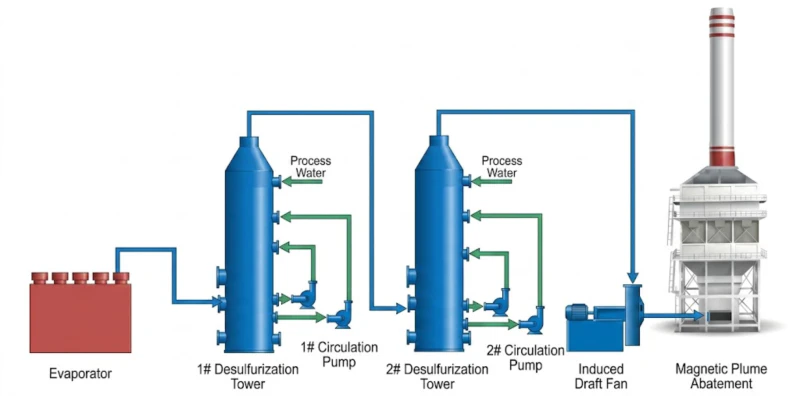
The treatment sequence begins with acid mist collection from the reaction vessel vent lines via a multi-branch manifold header system. The collected gas passes through a cold condensation tower where bulk acid mist condensate is recovered. The pre-treated gas then enters the MPA unit via the induced draft fan for final deep purification, before discharge through the stack. This two-stage approach — cold condensation recovery followed by MPA polishing — achieves both the regulatory compliance target and the maximum acid mist recovery for potential reuse within the process.
Process Flow: Reaction Vessels → Cold Condenser → MPA Unit → Stack
Vessel Vents
Header
Tower
Draft Fan
(BLCNXB-2W)
Stack
System Configuration and Key Technical Parameters
The BLCNXB-2W unit uses a tower-external, bottom-entry / top-exhaust configuration. At 3.6×3.6×13.2 m, its compact square-plan footprint is well-suited to installation within the constrained spaces available between existing electrowinning cell infrastructure and the cold condensation tower.
| Parameter | Spesifikasjon |
|---|---|
| Unit Model | BLCNXB-2W |
| Layout Type | Tower-external, stand-alone module |
| Air Flow Orientation | Bottom-entry, top-exhaust |
| Rensingseffektivitet | ≥97% |
| Inlet Mixed Pollutant Concentration | 50 mg/Nm³ |
| Outlet Mixed Pollutant Concentration | ≤10 mg/Nm³ |
| System Resistance | 250 Pa |
| Treated Flue Gas Volume | 20 000 Nm³/t |
| Inlet Flue Gas Temperature (MPA unit) | ≈40°C |
| Absorber Layer Material | Graphene composite |
| Equipment Dimensions (L×W×H) | 3.6 m × 3.6 m × 13.2 m |
| Magnetic Energy Generator Model | BLEMG-1KA |
| Running Power | 15 kW |
| Annual Operating Days | 300 days/year |
| Annual Electricity Cost | Approx. 43,200 RMB/year |
| Applicable Emission Standard | GB 26132−2010 Sulfuric Acid Industry Emission Standard |

05 — Core Advantages
Why Magnetic Plume Abatement Outperforms Alkali Scrubbing for Copper Smelting Acid Mist Treatment
- ✓
Zero Alkali Reagent — Zero Secondary Wastewater — the Decisive Differentiator: Conventional NaOH or Ca(OH)₂ scrubbing of sulfuric acid mist generates sulfate-rich wastewater that carries elevated copper, arsenic, cadmium, and other heavy metals from the electrowinning process. This wastewater cannot be simply discharged and requires either additional treatment or return to the process, adding both cost and operational complexity. The MPA dry process introduces zero liquid reagents and generates zero continuous wastewater, completely eliminating this secondary pollution challenge. This was the primary criterion that determined the technology selection. - ✓
Complete White Plume Elimination Where Alkali Scrubbing Cannot: Even if conventional alkali scrubbing reduces sulfuric acid mist concentration below regulatory limits, the saturated water vapor and residual sub-micron aerosol fraction that passes through the scrubber packing continues to generate a visible white or grey plume at the stack. The MPA system simultaneously captures particulates, acid mist, and the saturated water vapor phase, rendering the exhaust genuinely invisible. This is the fundamental physical mechanism difference between the two technologies. - ✓
Ultra-Low Specific Energy — 15 kW for 20,000 Nm³/h: At 0.75 W per Nm³/h, the BLCNXB-2W has a lower specific energy draw than any alkali scrubbing, electrostatic precipitator, or gas reheating alternative. Annual electricity cost at 0.4 RMB/kWh for 300 operating days is approximately 43,200 RMB — one of the lowest annual operating costs for a commercial MPA installation of any scale in the copper smelting sector. - ✓
Cold Condensation Pre-Stage Recovers Acid Mist for Reuse While Reducing MPA Loading: The cold condensation tower installed upstream of the MPA unit recovers a significant fraction of the acid mist as liquid condensate that can be returned to the process. This simultaneously reduces the inlet pollutant loading presented to the MPA absorber layer (extending service life) and captures valuable acid for process reuse rather than treatment as waste. The two-stage approach — cold condensation recovery + MPA polishing — is the optimal configuration for copper smelting acid mist streams. - ✓
Compact 3.6×3.6×13.2 m Footprint Installs in Constrained Electrowinning Hall Spaces: Electrowinning copper plants have characteristically dense equipment layouts with limited free floor area between cell rows, rectifier units, and acid management infrastructure. The BLCNXB-2W’s minimal plan footprint of 13 m² makes it installable in spaces that would be unavailable to the larger scrubber vessel, pump, and reagent storage infrastructure required by conventional alkali scrubbing upgrades. - ✓
Proactive Positioning Under Yunnan Ecological Red Line Enforcement: The Yunnan “Three Lines and One List” framework creates a multi-year regulatory tightening trajectory for copper smelting facilities. By installing MPA technology that already exceeds current emission limits, the facility has built a compliance buffer that reduces the likelihood of requiring further capital investment in response to future standard revisions. The modular design also enables add-on capacity if future regulations require it.
Technology Comparison: MPA vs. Conventional Alternatives for Copper Smelting Acid Mist
| Criterion | Magnetic Plume Abatement | Alkali (NaOH) Scrubbing | GGH + Dilution |
|---|---|---|---|
| White plume elimination | Complete (invisible) | No (haze persists) | Partial |
| Alkali reagent required | Ingen | Yes (ongoing NaOH cost) | Ingen |
| Secondary wastewater with heavy metals | Ingen | High volume (sulfate + Cu, As) | Ingen |
| Sulfuric acid mist removal efficiency | ≥97% | ≈85–90% | N/A (no removal) |
| Running power (kW) | 15 kW | 40–80 kW (pumps + fans) | 60–120 kW |
| Equipment footprint | 13 m² (3.6×3.6 m) | Large (vessel + pump + tank) | Medium |
| Acid recovery potential | Yes (upstream cold condenser) | No (neutralized as waste) | Partial |
06 — Operational Results
First-Time Commissioning Success and Verified Stack Performance
The magnetic plume abatement unit achieved complete first-time commissioning success. All operating data and plume elimination performance met design targets from initial start-up. The stack exhaust achieved genuinely invisible status under all normal operating conditions, confirming the complete elimination of the acid mist white plume that had previously been visible above the copper smelting plant under all atmospheric conditions.

07 — Implementation Cautions
Critical Engineering Considerations for Copper Smelting Electrowinning Acid Mist Applications
- ⚠️
Numerous acid mist reaction vessels with long piping runs require gas flow field simulation before duct design: The sulfuric acid electrowinning and evaporator system in a copper plant typically has multiple reaction vessels, evaporation tanks, and collection points distributed over a large floor area. The long piping runs between collection points and the MPA unit create asymmetric flow distribution: vessels closer to the induced draft fan receive disproportionately high airflow, while distant vessels receive insufficient extraction. This must be diagnosed and corrected by CFD gas flow field modeling before duct sizing is finalized, and manual dampers must be installed on every branch line to allow balancing. Facilities that skip this step routinely find that after commissioning, 30–50% of the reaction vessels are under-collected and continue to emit acid mist to the working environment. - ⚠️
Conventional alkali scrubbing generates sulfate wastewater containing copper, arsenic, and heavy metals that cannot be simply discharged: If a future upgrade or contingency plan involves adding an alkali scrubbing stage ahead of or behind the MPA unit, the resulting wastewater contains not only sodium sulfate or calcium sulfate but also copper, arsenic, and cadmium from the electrowinning electrolyte. This classifies the wastewater as potentially hazardous waste rather than standard industrial wastewater, requiring specialized treatment or return to the process. This is precisely why the dry MPA approach was selected for this application, and any deviation from the no-reagent design philosophy should be subject to full hazardous waste classification review. - ⚠️
Sulfuric acid condensate from the MPA absorber must be managed as a process-controlled acid stream: The condensate captured by the BLCNXB-2W absorber layer contains dilute sulfuric acid. Unlike the condensate from pharmaceutical or smelting applications, this condensate may have direct process reuse value as return acid for the electrowinning bath. Before finalizing the condensate disposal route, conduct a laboratory analysis of pH, copper content, arsenic content, and other electrowinning-relevant parameters. If the quality is compatible, route the condensate directly back to the acid management system rather than treating it as waste. - ⚠️
Cold condensation tower performance must be validated before finalizing MPA inlet loading: The cold condensation tower removes a significant fraction of the acid mist as liquid condensate before the gas enters the MPA unit. The MPA inlet specification (50 mg/Nm³ mixed pollutant loading) is based on the post-cold-condenser gas composition, not the raw evaporator steam composition. If the cold condensation tower underperforms — due to insufficient cooling water flow, fouling of condensate surfaces, or elevated ambient temperature — the actual MPA inlet loading will exceed the design specification. Monitor the cold condensation tower outlet concentration separately and ensure the MPA design has a 20% concentration margin above the maximum expected post-condenser loading. - ⚠️
Electrowinning production rate variation directly affects evaporation gas volume and acid mist concentration: Electrowinning copper plant output varies with electricity tariff economics, cathode demand, and planned maintenance of cell lines. These production variations cause corresponding changes in bleed electrolyte volume, evaporation rate, and consequently the gas volume and acid mist concentration entering the MPA system. The BLEMG-1KA control system adjusts magnetic field intensity automatically, but the manual damper balance established during commissioning is calibrated for a specific production operating point. If production rate changes permanently (e.g., capacity expansion or contraction), the damper balance should be recalibrated. - ⚠️
All ducting, fan casings, dampers, and connection flanges must be specified for continuous sulfuric acid mist service: Standard carbon steel or even 304 stainless steel corrodes rapidly in continuous contact with sulfuric acid mist at the concentrations characteristic of copper electrowinning off-gas. Specify FRP (fiber-reinforced plastic) or acid-resistant rubber-lined steel for all ductwork, fan casings, and expansion joints. Acid-resistant gasket materials (PTFE or equivalent) must be used on all flanged connections. Failure to specify corrosion-resistant materials throughout the duct run from the collection headers to the MPA unit is the most common cause of early system failure in this application.
08 — Engineering Takeaways
Four Transferable Lessons from This Copper Smelting Electrowinning Project
- 1
The no-secondary-wastewater requirement is a decisive technology selector in copper smelting applications. When the process stream contains heavy metals (copper, arsenic, cadmium) and the regulatory and waste management environment is tight — as it is under Yunnan’s ecological protection framework — the presence or absence of a liquid reagent in the treatment process is often the determining technology selection criterion, not treatment efficiency or capital cost. Any technology that requires alkali reagent addition and generates heavy-metal-contaminated wastewater faces a disproportionate compliance burden in this context. The MPA dry process sidesteps this entire issue. - 2
Cold condensation pre-treatment upstream of MPA is the optimal two-stage configuration for high-concentration acid mist streams. The cold condensation tower in this project performs double duty: it recovers liquid acid for process reuse (valuable in a copper electrowinning context), and it reduces the inlet loading at the MPA absorber layer, extending absorber service life. For any application where the raw gas acid mist concentration significantly exceeds 50 mg/Nm³, inserting a cold condensation or partial pre-scrubbing stage before the MPA unit is the preferred configuration, and the condensate recovery route should be factored into the economic analysis of the technology selection. - 3
Gas flow field modeling is mandatory, not optional, for multi-vessel acid mist collection systems. The engineering experience summary for this project explicitly identifies the acid mist pipeline routing complexity as a key engineering challenge requiring gas flow simulation and manual damper balancing. For any copper smelting facility with more than four reaction vessels or evaporation tanks connected to a shared collection header, CFD modeling of the gas flow field in the duct network should be a contractual deliverable in the detailed design phase, not an optional addition. The cost of the modeling is trivial compared to the cost of a post-commissioning remediation to correct flow imbalance. - 4
Annual electricity cost of 43,200 RMB represents the gold standard for 20,000 Nm³/h acid mist compliance. The BLCNXB-2W’s 15 kW running power delivering 20,000 Nm³/h throughput at ≥97% purification efficiency establishes a benchmark for cost-efficient compliance in the copper smelting sector. When presenting the investment case to facility management, compare the 43,200 RMB/year electricity OPEX against the combined reagent, wastewater treatment, and energy cost of the conventional alkali scrubbing alternative — the difference is typically 5–8× the annual MPA electricity cost, representing a compelling payback argument for the capital investment.
09 — Frequently Asked Questions
Magnetic Plume Abatement for Copper Smelting Acid Mist: Ten Questions Answered
Questions from environmental compliance engineers, plant managers, and HSE teams at electrolytic copper and copper smelting facilities evaluating MPA technology.
Ready to Eliminate Your Acid Mist White Plume Without Alkali Reagent?
Explore the Full Range of Industrial Emission Control Solutions
From dry-process magnetic plume abatement for copper smelting acid mist to regenerative thermal oxidation systems for high-concentration VOC abatement, our engineering team delivers zero-secondary-waste solutions for the most demanding non-ferrous metals emission control requirements.





















