In the specialized sector of small and medium-sized industrial boilers and metallurgical kilns, the challenge of emission control is often complicated by high-dust flue gas and the necessity for multi-pollutant collaborative control. Traditional wet desulfurization, while effective for larger utility scales, often generates significant wastewater streams and requires an extensive physical footprint for slurry handling and dewatering. The Spray Drying Absorption (SDA) Semi-Dry Desulfurization system, specifically the BAOLAN BLSDA series, has established itself as the premier mainstream alternative. By integrating rapid evaporation with gas-liquid-solid three-phase neutralization, this process achieves over 95 percent desulfurization efficiency without the operational burden of a massive wastewater treatment plant.

Fig 1: High-Efficiency SDA Semi-Dry System Integrated into an Industrial Boiler Infrastructure
1. The Centrifugal Heart: Rotary Atomization
The defining mechanical characteristic of the SDA process is the Rotary Atomizer. Unlike standard spray nozzles that rely solely on liquid pressure, this core equipment utilizes immense centrifugal force generated through high-speed rotation. As the alkaline lime slurry is introduced into the atomizer, it is violently sheared into a dense mist of sub-micron droplets.
Optimizing Surface Area for Neutralization
By calibrating the atomizer to produce droplets with an average diameter of only 60 micrometers, the system creates a massive specific surface area for the gas-liquid interface. When these finely atomized droplets collide with hot, untreated flue gas (ranging from 140 to 220 degrees Celsius), the acidic sulfur oxides are absorbed nearly instantaneously. This rapid mass transfer allows the neutralization reaction and the physical drying of the droplets to occur simultaneously within seconds.
The rotary atomizer’s precision ensures that droplets reach a fully dry, powdery state before they can impact the absorber walls. This prevents the scaling and “wet wall” issues that cause mechanical failure in lower-quality systems, allowing the SDA system to handle inlet dust densities up to 2000 mg/Nm3 with absolute stability.
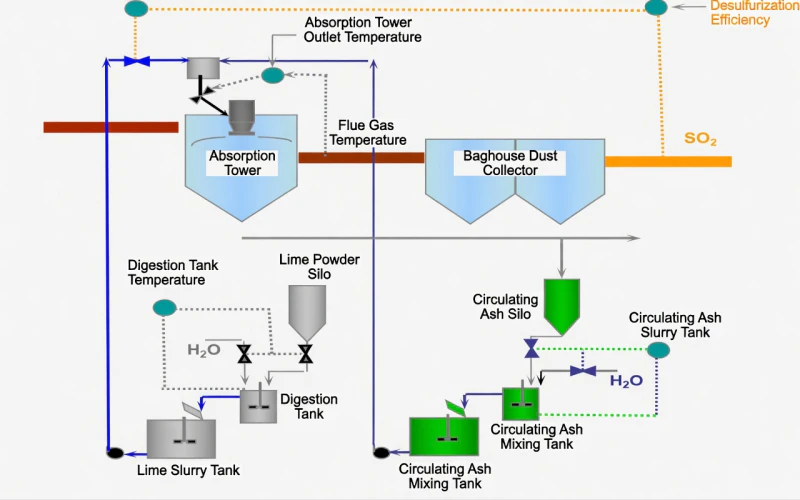
Fig 2: Component Topology highlighting the Slurry Preparation and Atomization Loop
2. Three-Phase Kinetics: The Process Flow Logic
The BLSDA series utilizes a sophisticated flow path designed to maximize gas-solid contact time while minimizing aerodynamic resistance.
Synergistic Multi-Path Entry
Flue gas enters the absorption tower through two strategically placed paths: the upper and lower sections. This multi-entry configuration ensures that untreated hot gases are evenly dispersed into the spray drying absorption chamber. Once inside, they encounter the rotating cloud of finely atomized lime slurry droplets.
By controlling gas distribution and slurry flow rate through the central PLC, the system ensures that acidic components like sulfur dioxide are absorbed by the alkaline droplets while moisture is simultaneously evaporated. The resulting product is a dry powdery fly ash, primarily consisting of calcium sulfite and calcium sulfate. This dry handling eliminates the need for expensive sludge dewatering equipment common in wet systems, significantly lowering capital expenditure for small industrial sites.
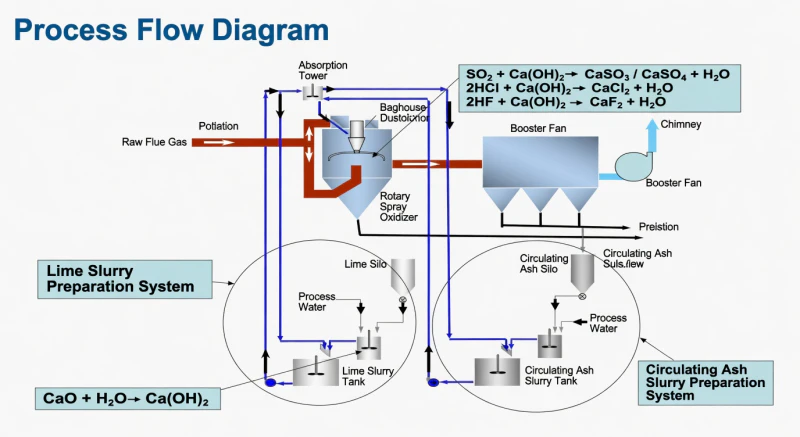
Fig 3: Synergistic Gas-Liquid contact Flow Path within the Reactor
3. Absorber Body Engineering and Multi-Acid Control
Industrial kilns often generate a cocktail of acidic gases, including Hydrogen Chloride (HCl) and Hydrogen Fluoride (HF). The SDA process provides a unique “Collaborative Control” mechanism where a single vessel neutralizes all of these species simultaneously.
Metallurgical and Coating Integrity
The tower body is fabricated from high-grade carbon steel, reinforced to withstand internal shell pressures of -6000 to 6000 Pa. To combat the corrosive impact of HCl and HF, the entire internal surface is lined with a specialized glass flake anti-corrosion barrier.
By integrating a central gas distributor with adjustable outlet guide vanes, the system induces a Slight Counter-Clockwise Rotation in the flue gas flow. This aerodynamic “Spin” ensures that the gas and slurry droplets are thoroughly mixed, preventing dead zones and maximizing the residence time for multi-pollutant capture. The result is a purified discharge with sulfur levels consistently below 35 mg/Nm3, easily meeting internasional ultra-low emission standards.

Fig 4: Glass-Flake Fortified Carbon Steel Absorber Shell
4. The 50 Percent Saving: Residue Recycling and Efficiency
The economic secret behind BAOLAN’s SDA technology lies in the intelligent reuse of desulfurization residue. For industrial kiln operators, reagent cost is the primary contributor to monthly operational expenditure.
Nucleated Absorption
Engineering experience proves that recycling desulfurization ash back into the slurry can reduce reagent consumption by 30 to 50 percent. The reaction products act as stable nuclei inside each new lime droplet, increasing the available surface area for reaction with raw flue gas.
Pneumatic Ash Handling
Using compressed air as a power source, the fly ash is conveyed through closed pipelines to circulating ash silos. This automated ash conveying system prevents fugitive dust emissions, realizing a completely pollution-free solid waste discharge for the entire facility.
By adhering to the full-service system—from R&D and design to intelligent commissioning—BAOLAN’s BLSDA series ensures that your industrial kiln achieves internasional advanced levels of structural rationality and operational stability. Whether you are managing utility boilers or glass furnaces, our SDA technology provides the ideal balance between environmental compliance and long-term financial health.
Maak uw industriële compliance-strategie toekomstbestendig.
Don’t let complex high-dust flue gas or wastewater disposal limitations compromise your operational permit. Implement the power of SDA Semi-Dry Desulfurization to ensure safe, stable, and economically superior flue gas purification. Contact our expert engineering team today to design a bespoke BLSDA series system custom-tailored to your facility’s exact volumetric and sulfur concentration targets.





















