Ürün Genel Bakışı ve Sektör Zorlukları
Baskı, kaplama ve elektronik imalatı gibi sektörlerde, düşük konsantrasyonlu Uçucu Organik Bileşikler (VOC'ler) içeren egzoz gazının arıtılması, çevresel uyumluluk açısından her zaman önemli bir zorluk olmuştur. Geleneksel tek teknolojiler genellikle aşağıdakiler de dahil olmak üzere kritik dezavantajlardan muzdariptir: yüksek enerji tüketimi, yüksek işletme maliyetleri ve ikincil kirlilik.
O Zeolit Adsorpsiyon Konsantrasyonu + Katalitik Yanma Bu birleşik işlem, bu sorunları zarif bir şekilde çözüyor. "Adsorpsiyon-desorpsiyon-yanma"nın sinerjik etkisi sayesinde, son derece verimli arıtma ve kaynak kullanımı sağlayarak, modern endüstriyel hava arıtma için önde gelen bir çözüm haline geliyor.
Teknik Plan ve Proses Akışı
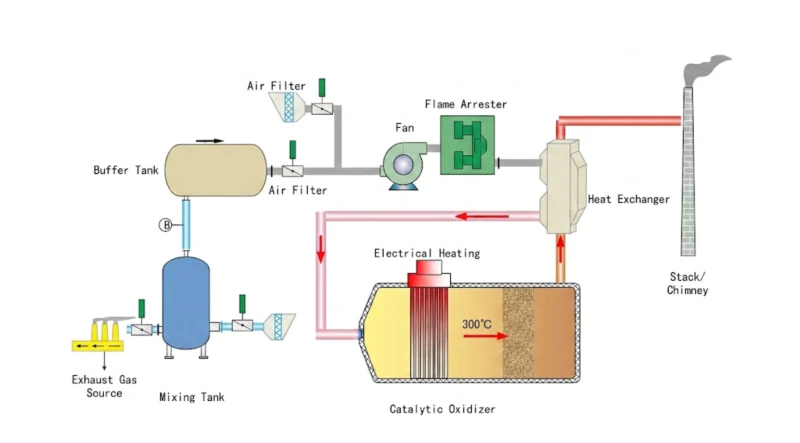
Sistem Yapısı Diyagramı

Katalitik Yanma Prosesi Akış Şeması
Bu sistemin tesisinize nasıl uyduğunu görmek ister misiniz?
Zeolit Katalitik Yanma Sistemimizin tüm yeteneklerini ve mühendislik detaylarını keşfedin.
Detaylı Özellikleri GörüntüleÇalışma Prensibi: Adsorpsiyon-Desorpsiyon Döngüsü
Zeolit sistemimiz, sürekli ve yüksek verimli bir döngüsel işlemle çalışır. Kesintisiz egzoz gazı arıtımını sağlamak için filtrasyon, konsantrasyon ve termal oksidasyon arasında sorunsuz bir geçiş sağlar.

Dinamik Adsorpsiyon-Desorpsiyon-Yanma proses akışının şematik gösterimi.
Ön İşlem Filtrasyonu
Öncelikle, ham egzoz gazı kuru filtreye girer. Partikül maddeler ve safsızlıklar, aşağı akışta bulunan zeolit ortamının tıkanmasını önlemek için etkili bir şekilde tutulur.
Adsorpsiyon ve Anahtarlama
Filtrelenmiş gaz, aktif adsorpsiyon tanklarına (örneğin, A/B tanklarına) gönderilir. A tankı doygunluğa yaklaştığında, sistem hava akışını otomatik olarak yedek bir tanka (örneğin, C tankına) yönlendirir ve A tankı adsorpsiyonu durdurur.
Termal Desorpsiyon ve Yanma
Doymuş A Tankından desorpsiyon işlemi için sıcak hava akımı verilir. Konsantre organik atık gaz daha sonra katalitik yanma cihazına yönlendirilir ve burada güvenli ve tamamen CO₂ ve H₂O'ya ayrıştırılır.
Sürekli Döngülü Çalışma
Desorpsiyon işleminden sonra, A tankı soğur ve bekleme durumuna geçer. B tankı doygunluğa yaklaştığında, sistem tekrar eski haline döner ve desorpsiyon işlemi tüm tanklarda sürekli döngüsel bir şekilde sistematik olarak devam eder.
Detaylı İnceleme: Temel Sistem Bileşenleri
Hassas işçilik ve üstün malzemelerle tasarlanan Zeolit Adsorpsiyon-Desorpsiyon Sistemimizdeki her modül, maksimum verimlilik, güvenlik ve uzun çalışma ömrü için üretilmiştir.
Gelişmiş Kuru Filtrasyon Ünitesi
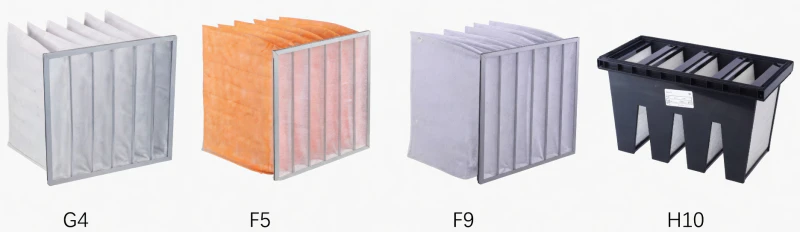
Egzoz gazı, ön arıtma filtresine verilir ve burada son derece dayanıklı filtre pamuğundan geçerek büyük moleküler parçacıkları ve 100 nm'den büyük tozları etkili bir şekilde yakalar. 5 μmArdından, çok aşamalı bir torba filtreleme sisteminden geçirilerek ince parçacıklar uzaklaştırılır. 0,5 μm.
Yüksek kaliteli sentetik elyaflardan dokunan filtre malzememiz, nemli koşullarda, yüksek hava akışında ve yoğun toz yüklerinde üstün performans gösterir. Optimize edilmiş torba şekli, düzgün hava akışı dağılımı, düşük çalışma direnci ve yüksek toz tutma kapasitesi sağlar.
Başlangıç Direnci: ≤ 50 Pa
Başlangıç Direnci: ≤ 80 Pa
Başlangıç Direnci: ≤ 100 Pa
Başlangıç Direnci: ≤ 120 Pa

Modüler Adsorpsiyon Odası
Adsorpsiyon kutusu, düzgün hava akışı dağılımını sağlamak için çok katmanlı zeolit tasarımını kullanır. Boş kule rüzgar hızıyla çalışırken, 0,8 - 1,5 m/sSistem, maksimum VOC yakalama kapasitesi sağlarken son derece düşük aerodinamik direnci de koruyor.
-
🛡️
Sağlam ve Paslanmaz Zorlu endüstriyel ortamlara dayanabilmesi için üstün pas önleyici yüzey işlemleriyle işlenmiş, ağır hizmet tipi karbon çelikten üretilmiştir.
-
👷
Bakım ve Güvenlik Açısından Hazır Özel bakım menholleri, entegre işletme platformları, güvenlik merdivenleri ve korkuluklarla donatılmıştır.
-
🧩
Modüler Kartuş Tasarımı Moleküler elekler bağımsız olarak monte edildiğinden, tüm sistemi aksatmadan hızlı ve bölgesel bakım yapılabilir.

Yüksek Performanslı Petek Zeolit
Doğal inorganik mikrogözenekli zeolitten (SiO₂, Al₂O₃) oluşur. Moleküler elekler, aralarındaki boşluk çapları bulunan düzenli bir çerçeveye sahiptir. 0,6 - 1,5 nm ve gözenek boyutları 0,3 - 1 nmBu hassas kristal yapı, olağanüstü şekil seçici ve polariteye dayalı adsorpsiyonu mümkün kılar.
Muazzam bir özgül yüzey alanıyla (300-1000 m²/gZeolitimiz yüksek sıcaklık direnci, mutlak yanmazlık ve sağlam hidrotermal kararlılık garantisi sunar.
🔥 Termal Desorpsiyon Sinerjisi
Desorpsiyon işlemi, doğrudan kaynaktan elde edilen sıcak havayı kullanır. Katalitik yanmanın aşağı akış yönündeki artık ısısıBu sinerji, neredeyse hiç ek yardımcı enerji gerektirmediğinden, işletme maliyetlerini önemli ölçüde azaltmaktadır. 1/20 doğrudan katalitik yöntemlerden.
Esnek Desorpsiyon Seçenekleri:
- • Çevrimiçi Desorpsiyon: Yüksek otomasyon seviyesi. Doygunluğa ulaşıldığında vanalar durum değiştirir ve sıcak hava gerçek zamanlı olarak doğrudan yatak içinden geçirilir.
- • Çevrimdışı Desorpsiyon: Doymuş modüler elekler, belirlenmiş güvenli bir alanda bulunan özel, izole edilmiş bir desorpsiyon cihazına elle aktarılır.
Temel Teknolojik Avantajlar
Zeolit Katalitik Yanma işlemimiz, geleneksel VOC arıtma yöntemlerinin sınırlamalarının üstesinden gelmek üzere tasarlanmıştır ve benzersiz verimlilik, güvenlik ve işletme tasarrufu sağlar.
Olağanüstü Ekonomi ve Enerji Tasarrufu
Sistem çalışmaya başladıktan sonra, yüksek konsantrasyondaki uçucu organik bileşikler (VOC'ler), sistemin devamlılığını sağlamak için yeterli termal enerji üretir. kendi kendini sürdüren yanma Katalitik reaktör içinde (ototermal çalışma) gerçekleşir. Bu yöntem, atığın kendi enerjisini mükemmel bir şekilde yeniden kullanarak, yardımcı elektrik veya doğal gaz tüketimini önemli ölçüde azaltır.
Kesintisiz Sürekli Çalışma
Gelişmiş çok yataklı (adsorpsiyon kutusu) paralel alternatif geçiş mekanizmasıyla tasarlanmıştır. Bu, sistemin adsorpsiyon ve desorpsiyon aşamaları arasında sorunsuz bir şekilde geçiş yapmasını sağlayarak garanti eder. 7/24 kesintisiz egzoz arıtma Üretim hatlarınızı hiç durdurmanıza gerek kalmadan.
Tavizsiz Güvenlik Standartları
Doğrudan yakmanın aksine, sistemimiz şu yöntemleri kullanır: düşük sıcaklıkta alevsiz katalitik oksidasyonTamamen entegre edilmiş olan bu sistem, patlamaya dayanıklı emniyet valfleri, alev tutucular ve yedekli çok noktalı sıcaklık ve basınç sensörü izleme sistemi ile operasyonel tehlikeleri tamamen ortadan kaldırır.
Kapsamlı Çevre Uyumluluğu
Uçucu organik bileşikleri tamamen ve kalıcı olarak zararsız CO₂ ve su buharına dönüştürerek hiçbir atık bırakmaz. Doymuş aktif karbonun tehlikeli atık olarak işlenmesiyle ilişkili fahiş bertaraf maliyetlerine ve ikincil çevre kirliliğine veda edin.
Geniş Uygulama Senaryoları
Zeolit Adsorpsiyon-Desorpsiyon Sistemi, endüstriyel tesislerde karşılaşılan sorunlar için nihai çözümdür. büyük hava hacimleri ve düşük konsantrasyonlu VOC emisyonları Ağır ve hassas imalat sektörlerinin geniş bir yelpazesinde.

🎨 Yüzey Kaplama
Boya püskürtme kabinlerinde büyük miktarlarda boya buharı ve solvent buharı oluşan otomotiv, havacılık, gemi yapımı ve mobilya imalatı sektörleri için idealdir.
🖨️ Baskı ve Ambalaj
Yüksek hızlı baskı sırasında endüstriyel mürekkeplerden, boyalardan ve yapıştırıcılardan buharlaşan uçucu çözücüleri yakalamada ve termal olarak yok etmede son derece etkilidir.
⚡ Elektronik Üretimi
Hassas devre kartı temizliği ve yarı iletken üretiminde kullanılan organik çözücüleri ve mikroskobik kimyasal emisyonları güvenli ve etkili bir şekilde ortadan kaldırır.
🧪 Kimyasal Tesisler
Karmaşık, karışık kimyasal ve petrokimyasal atık akışlarının güvenilir, kesintisiz ve 7/24 arıtılmasını sağlayarak emisyon düzenlemelerine sıkı uyumu garanti eder.
🏭 Ağır Sanayi
Sağlam mühendislik yapısı, sistemin büyük ölçekli emisyon kontrolü gerektiren ağır hizmet operasyonlarına (Enerji, Metalurji, Çimento) sorunsuz bir şekilde entegre olmasını sağlar.
Sistem Seçimi ve Özelleştirme Akışı
Her endüstriyel tesisin kendine özgü bir egzoz profili vardır, bu nedenle mühendislik çalışmalarımızda bunu göz önünde bulunduruyoruz. 100% özel boyutlu sistemlerUyumluluk ve verimlilik ihtiyaçlarınız için mükemmel Zeolit kurulumunu tasarlamamıza yardımcı olmak için 4 adımlı iş akışımızı izleyin.
Kirletici Profilini Belirleyin
Toplam egzoz tüketiminizi belirleyin. Hava Hacmi (m³/h) ve tam olarak Uçucu organik bileşik bileşenleri ve konsantrasyonları (mg/m³)Bu, adsorpsiyon odalarının kapasitesini belirlemek için kullanılan temel verilerdir.
Çalışma Koşullarını Değerlendirin
Girişi değerlendirin sıcaklık, nem ve partikül madde Yüksek toz veya nem seviyeleri, zeoliti korumak için özel kuru filtre sınıfları (G4-H10) ve ön soğutma ayarlamaları gerektirir.
Mühendislik ve Akışkanlar Dinamiği
Verilerinizi mühendislik ekibimize gönderin. Kesin değeri belirlemek için titiz akışkan dinamiği hesaplamaları yapıyoruz. konsantrasyon oranı (10x-20x)Yatak boyutlandırması ve termal gereksinimler.
Özel Proje Teslimatı
Sistem CAD çizimleri, beklenen arıtma verimliliği (≥95%), kurulu güç gereksinimleri ve yatırım getirisi analizi de dahil olmak üzere kapsamlı, özelleştirilmiş bir teknik teklif alın.
1. Adıma başlamaya hazır mısınız?
Operasyonel parametrelerinizi tam olarak nasıl ölçeceğinizden emin değilseniz, akışkanlar dinamiği mühendislerimiz mevcut üretim hatlarınızı değerlendirmenize yardımcı olabilir.
Ücretsiz Mühendislik Danışmanlığı Talep EdinVaka Çalışmaları: Gerçek Dünya Performansı
Zeolit Adsorpsiyon-Desorpsiyon Katalitik Yanma Sistemlerimiz, dünya çapında yüzlerce endüstriyel tesiste kusursuz bir şekilde çalışmaktadır. Aşağıda, düşük konsantrasyonlu büyük hacimli egzoz gazlarının arıtılmasında olağanüstü performansı gösteren iki tipik başarı öyküsü yer almaktadır.
.webp)
Önde gelen bir otomobil üreticisi için Boya Kabini Egzoz Arıtma Sistemi
Müşterinin boya tesisinde yüksek miktarda düşük konsantrasyonlu benzen serisi VOC'ler üretiliyordu. Zeolit teknolojimizi entegre ederek, egzoz gazı termal oksidasyondan önce dinamik olarak 20 kat konsantre edildi ve böylece yardımcı enerji maliyetleri önemli ölçüde düşürüldü.
| Hava Hacminin İşlenmesi | 80.000 m³/saat |
| Birincil Kirleticiler | Toluen, Ksilen |
| Giriş Konsantrasyonu | 150 - 250 mg/m³ |
| Arıtma Verimliliği | ≥ 97.5% |
.webp)
Ambalaj İşletmesi için Gravür Baskıda Uçucu Organik Bileşik (VOC) Kontrolü
Yüksek hızlı baskı işlemlerinden kaynaklanan büyük miktardaki solvent emisyonlarıyla mücadele eden bu sistem, 7/24 kesintisiz ve kesinlikle uyumlu emisyonları garanti etmek için 3 yataklı alternatif adsorpsiyon konfigürasyonunu (A/B/C Tankları) kullanmaktadır.
| Hava Hacminin İşlenmesi | 50.000 m³/saat |
| Birincil Kirleticiler | Etil Asetat, İzopropanol |
| Giriş Konsantrasyonu | 300 - 500 mg/m³ |
| Arıtma Verimliliği | ≥ 96.8% |
Sektörünüzle ilgili benzer örnek olay incelemelerini görmek ister misiniz?
Veritabanımızda 500'den fazla küresel kurulumdan elde edilen performans ölçümleri bulunmaktadır. Size, üretim sektörünüze özel detaylı saha operasyon raporları sağlayabiliriz.
Sektör Referans Raporu Talep Edin




















