直射式 热氧化器 (到)
专为高浓度、低流量、高度复杂的工业废气而设计。采用经典的“3T”燃烧原理,其绝对破坏去除效率 (DRE) 高达 99.99%,且不受任何催化剂中毒物或重颗粒物的影响。
联系我们直燃式热氧化器(TO)
直燃式废气焚烧炉是有机废气焚烧处理系统中的关键设备。其设计原则是确保废物在规定的焚烧温度和足够的停留时间内于炉内完全燃烧。
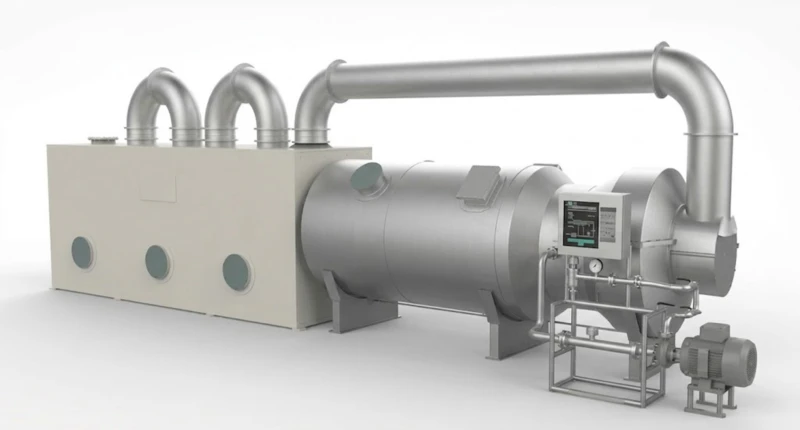
垃圾焚烧炉分为立式和卧式两种类型。圆柱形焚烧炉由炉壳、炉衬、防雨罩(根据具体需求而定)等组成。炉壳通常采用Q345R材料。炉体设有观察口、热电偶导管、压力接头等附件。这些附件导管采用耐高温不锈钢制成。观察口配备视镜球阀,可安全隔离炉内烟气,防止其泄漏。
在高温工艺气体流动中,需要考虑如何实现气流的均匀分布。炉膛内部采用了特殊设计,包括形状独特的整流环和花纹壁,作为流量均衡措施。这些方法能够最大限度地减少设备压力损失,并且非常实用。
具体细节如下:在焚烧炉前部的特定位置安装导流环,以合理形成燃烧动力场,增强炉内气流的充分混合和燃烧。花纹壁确保气流均匀进入炉内并与烟气均匀混合,从而实现更充分的反应。此外,花纹壁还具有蓄热功能,可有效利用炉内温度。
方砖砌筑的方格墙体中心设有圆形孔洞,采用干砌法,结构稳固。底部采用拱形孔结构,也可作为人孔使用。运行过程中,拱形孔洞可用方砖密封,以确保烟气均匀流动。
产品
结构

刻录机
热氧化器(TO)
热交换器/
废热锅炉
扇子
烟囱
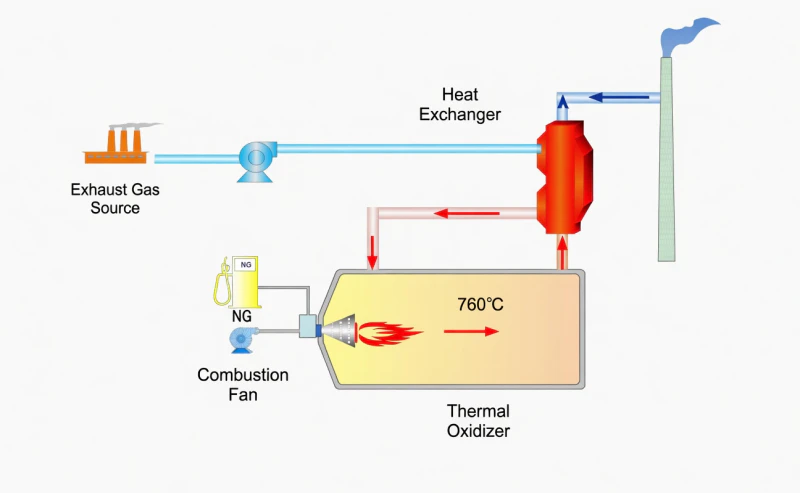
TO流程如何运作 (热氧化原理)
介绍与混合
含有挥发性有机化合物(VOC)的废气由系统风扇吸入燃烧室。其中一部分废气甚至可以直接用作燃烧器的燃烧空气。
直接燃烧
燃烧器(通常以天然气或燃油为燃料)点燃,迅速将混合气体加热到目标温度(例如 850°C)。
保留
气体在耐火材料衬里的反应室中停留特定的停留时间,确保复杂的有机分子被彻底氧化。
热回收与排气
由此产生的高温清洁废气可以直接通过烟囱排放,或者通过外部热交换器(例如壳管式热交换器或余热锅炉)产生热水、蒸汽或导热油,用于其他工厂工艺。
主要特点和优势
低资本支出
极其 简单结构 无需复杂的陶瓷介质、气动切换阀或昂贵的催化剂,因此初始投资极少。
卓越的适应能力
不受灰尘堵塞和催化剂中毒的影响(硅、硫、磷、卤素能够同时处理废气和液体。
最高效率
最高可达 99.99% DRE超高温环境确保即使是最难分解的有机化合物也能被破坏。
结构紧凑,维护成本低
最少的活动部件确保了高可靠性。该设备 脚印 比 RTO 和 RCO 系统小得多。
核心部件:高效燃烧器
⚙️ 焚烧过程的核心
燃烧器主要由燃烧器本体、火焰稳定装置、空气分配器、点火气枪、主气枪、防爆高能点火装置和火焰探测设备组成。
🌪️ 高级涡流模式
我们高效燃烧器最显著的特点是: 旋转的混合气流形成低压区 在燃烧室中心,部分烟气被吸回,延长燃料的停留时间,确保完全燃烧。充分混合加速了反应速率,缩短了火焰长度。这种强烈的混合和稳定的火焰根部能够防止各种燃料出现火焰不稳定和燃烧不完全的问题。
🔥 两段式点火和精准控制
燃烧器采用了一种 两阶段点火法 (点火枪→点火气枪→主气枪)。该装置结构紧凑,燃烧稳定,调节比高,噪音低。中央送风口配备火焰稳定罩,形成循环区。此外,还设有观察窗,用于观察燃烧状态,并在进气口处配备自动或手动风门。

-2.webp)
选材指南
(何时选择TO而非RTO/CO)针对客户最常见的疑问:由于热氧化器 (TO) 的运行能耗相对较高,为什么在某些情况下它们仍然是绝对的最佳选择?
高浓度尾气
当废气浓度极高,接近或达到爆炸下限 (LEL) 的 25% 时,TO 无需额外燃料即可维持燃烧,甚至可以通过余热锅炉产生大量副产品蒸汽。
催化剂毒物的存在
当废气中含有大量硫化物、卤素(例如,特氟龙生产废气)或重金属时,这些物质会立即使CO/RCO催化剂中毒失效,而TO的纯粹高温热燃烧则完全不受影响。
高粉尘或焦油含量
高颗粒物或粘性物质的废气容易堵塞RTO中的蜂窝陶瓷介质,造成安全隐患并增加清洗成本。而TO的直通式无阻结构则能轻松应对这些恶劣工况。
低产量和间歇性生产
RTO/RCO系统体积庞大、升温缓慢且关闭繁琐,因此不适合频繁启停。相比之下,TO系统启动迅速且结构简单,是小型、非连续性排气源的理想选择。
理想应用
(行业及典型场景)
化学与制药
非常适合用于批量生产工艺和含有卤素、硫化物或催化剂毒物的废气流,这些物质会迅速破坏标准的 RTO/RCO 陶瓷介质和催化剂。

石油化工及油气行业
能够安全高效地处理波动剧烈的气体流量和极高的VOC浓度(接近爆炸下限)。能够利用高热值气体生成副产品蒸汽。

危险废物处理
适用于颗粒物含量高、粘性残留物(焦油)较多的恶劣环境,或需要同时焚烧高污染气体和液体废物的场景。
客户评价
(深受行业领导者信赖)“我们处理的废气中卤素浓度很高,以前我们的RTO介质几个月内就会被损坏。自从改用这种热氧化器后,我们的停机时间降到了零。它简洁的设计对我们化工厂来说简直是救星。”
“由于我们特种涂料生产的间歇性,传统的RTO加热成本太高。这台TO装置启动迅速,完美契合我们的批量生产工艺,而且余热回收锅炉产生的蒸汽足以抵消我们的燃料成本。”
“卓越的销毁效率。我们需要99.99%的DRE才能满足针对高浓度VOC气流的严格新环保法规。这款高效燃烧器完全符合预期,而且维护起来极其简单。”





















