Advanced Emission Control Solutions Engineered for Global Cement Facilities
Achieving consistent sub-50 mg/Nm³ outlet emissions across kiln head, kiln tail, coal mill, and finish mill operations. Over 300 cement facilities worldwide have successfully deployed advanced electrostatic precipitator systems, proving exceptional reliability and performance in the most demanding industrial environments. These proven technologies enable cement manufacturers to exceed environmental regulations while maintaining maximum production efficiency and cost-effectiveness across facility scales ranging from regional operations to massive integrated complexes processing thousands of tons daily.
.webp)
Cement Manufacturing: Challenges, Regulations, and Advanced Solutions
The Global Cement Industry Challenge
Cement manufacturing stands as one of the world’s most critical and resource-intensive industrial processes, essential for global infrastructure development, construction projects, and economic growth. Simultaneously, it represents one of the most challenging industries for air pollution control. The cement production process inherently generates dust at multiple stages: raw material grinding produces fine limestone dust with particle sizes below 10 microns, kiln operations at temperatures exceeding 1400°C generate silicate-rich fumes that are difficult to capture, coal milling operations create combustible coal dust hazards, clinker cooler discharge generates hot particulate streams, and secondary equipment including crushers, conveyors, and classifiers each contribute additional fugitive emissions throughout the facility.
The particular challenge in cement manufacturing stems from the extraordinary fineness of cement kiln dust (CKD). Unlike many industrial dusts that settle relatively quickly due to their larger particle size, cement kiln dust particles often measure below 5 microns, with significant portions below 1 micron. These ultra-fine particles remain suspended in air for extended periods and pose serious health risks when inhaled, penetrating deep into the respiratory system and potentially causing long-term health damage to workers and nearby communities. Traditional mechanical dust collection systems such as cyclones and baghouses struggle to effectively capture these fine particles, achieving only 80-90% collection efficiency at best. Advanced electrostatic precipitator technology, by contrast, can achieve 95-98% collection efficiency for particles as small as 0.1 microns.
Increasingly Stringent Global Regulations
Global environmental regulations governing cement manufacturing emissions have become increasingly stringent over the past decade. China’s GB4915-2013 Standard for Cement Kiln Air Pollutant Emissions establishes mandatory emission limits that apply to all cement facilities regardless of age or production history: kiln head dust emissions must not exceed 200 mg/Nm³, and kiln tail emissions (the critical final emission point) must be limited to 50 mg/Nm³. These are not voluntary guidelines but legally binding requirements, with severe penalties for non-compliance including facility closure orders, substantial monetary fines, and potential criminal liability for facility operators.
The European Union’s Industrial Emissions Directive (2010/75/EU) establishes equally stringent limits, mandating 50 mg/m³ for kiln tail emissions and 200 mg/m³ for kiln head emissions. Additionally, European regulations require continuous emissions monitoring systems (CEMS) and quarterly compliance reporting to environmental authorities. Countries throughout Asia, Africa, and the Americas are rapidly adopting similar stringent standards as environmental consciousness increases and air quality becomes a major public health and political priority. India, Pakistan, Vietnam, Indonesia, and other rapidly industrializing nations with growing cement industries are establishing emission standards comparable to global best practices.
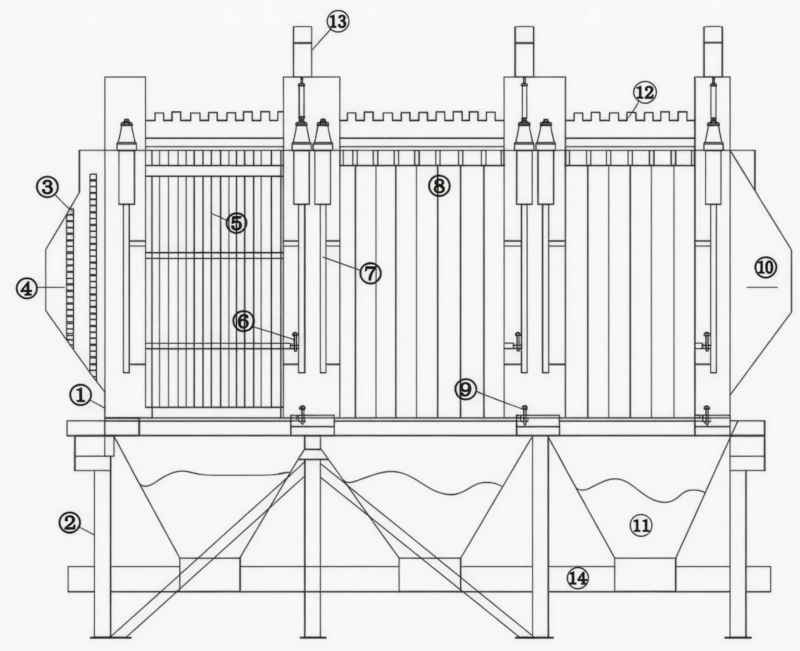
The Electrostatic Precipitator Solution
Advanced electrostatic precipitator systems deliver reliable, cost-effective emission control solutions enabling cement manufacturers to achieve and exceed regulatory compliance while maintaining operational efficiency. These systems work by electrically charging dust particles and then collecting them on oppositely charged collecting plates. The process is highly efficient even for ultra-fine particles, achieves minimal pressure drop (meaning less energy consumption to move air through the system), and generates minimal operational waste. Properly designed and maintained electrostatic precipitator systems can operate reliably for 15-20 years or more, delivering exceptional return on investment while enabling cement facilities to maintain regulatory compliance, protect worker health, minimize environmental impact, and enhance community relationships.
Specialized Systems for Each Critical Manufacturing Stage
Three critical application points with optimized technology for each unique process condition and environmental requirement



Advanced Components and Precision Engineering Design
State-of-the-art component technology enabling superior collection performance and operational reliability

Technical Performance Data by Application
| Parameter | Kiln Head | Kiln Tail | Coal Mill |
|---|---|---|---|
| Gas Volume (m³/h) | 300k-1.8M | 400k-1.4M | 20k-200k |
| Temperature (°C) | 130-150 | 80-160 | 60-120 |
| Inlet Dust (g/Nm³) | 80-200 | 50-300 | 500-1000 |
| Outlet (mg/Nm³) | <50 | <50 | <50 |
| Collection Efficiency | ≥95% | ≥95% | ≥95% |
Environmental Compliance and Comprehensive Operational Support
Meeting Global Regulatory Standards
China’s GB4915-2013 Cement Kiln Air Pollutant Emission Standard, the European Union Industrial Emissions Directive (2010/75/EU), and increasingly stringent regulations worldwide mandate strict emission limits at all cement facility emission points. These regulatory frameworks establish non-negotiable limits with enforcement mechanisms including facility closure orders, substantial monetary penalties, and potential criminal liability for non-compliance. Kiln tail emissions must not exceed 50 mg/Nm³ and kiln head emissions must be below 200 mg/Nm³. Advanced electrostatic precipitator systems enable cement producers not merely to achieve regulatory compliance, but to exceed requirements by 30-50%, establishing facility reputation, enabling access to sustainable finance, and providing operational margin for equipment upsets and maintenance activities.
Comprehensive Maintenance and Support Programs
Successful electrostatic precipitator operation requires comprehensive maintenance and operational support programs. Predictive monitoring systems continuously track electrode voltage, discharge current, pressure drop, and dust layer accumulation, identifying developing issues before they impact collection performance. Regular electrode cleaning prevents dust buildup that reduces electrical efficiency. Quarterly inspections verify mechanical integrity and identify wear items requiring replacement. Annual comprehensive maintenance including insulator condition assessment, high-voltage power supply verification, and complete system performance testing ensures reliable operation. Emergency response support available 24/7 with response times under 4 hours enables rapid repairs minimizing production disruption. Training programs ensure facility operators understand system operation, maintenance procedures, and troubleshooting methodologies enabling semi-autonomous problem solving and rapid communication with service teams when expert support is required.
Proven Global Success Record and Case Studies
Over 300 cement facilities across 50+ countries have successfully deployed advanced electrostatic precipitator systems, establishing a proven track record of reliability and performance across diverse geographic regions, climate conditions, feedstock compositions, and facility scales. These installations collectively process over 2.5 billion tons of cement annually. Average system uptime exceeds 98% demonstrating exceptional mechanical reliability. Many facilities have operated systems successfully for 15-20 years or more, validating long-term durability and cost-effectiveness. Installations range from massive 10,000 ton-per-day integrated cement complexes in China and India processing diverse raw materials and coal sources, to regional cement mills in Europe and the Americas serving local market needs. Retrofit projects have enabled aging facilities to extend operational life, meet modern environmental standards, and remain competitive in global markets. New-construction integrated systems achieve performance optimization faster than retrofit installations due to optimized facility layout and dedicated space allocation. The global success record demonstrates advanced electrostatic precipitator technology represents the proven, reliable standard for modern cement manufacturing environmental control.
Facilities Equipped
Countries
Tons Annual
Years Average





















