Industrial Acid Gas Scrubbing:
Maximum Corrosion Resistance & 99% Efficiency
Tailored engineering solutions for HCl, HF, SOx, Cl2, and H2S. Utilizing advanced FRP/PP materials and Smart pH feedback loops to ensure absolute compliance with the strictest emission thresholds.
Why Acid Gas Demands Specialized Engineering
Acid gases such as Hydrogen Chloride (HCl) and Hydrogen Fluoride (HF) are not just atmospheric pollutants; they are "equipment killers." When these gases condense, they create a highly corrosive environment that leads to rapid pitting, stress corrosion cracking, and structural failure of standard metal components.
When treating Halogenated VOCs (chlorinated or fluorinated solvents), the RTO combustion process irrevocably converts these organic molecules into acidic byproducts. Therefore, a Post-RTO Scrubber is a mandatory system standard to protect the stack and fan.
Stopping rapid oxidation of ductwork and downstream fans.
Achieving mg/Nm3 thresholds for inorganic acid compounds.
.webp "Integrated Acid Gas Control. Hover to see the RTO association.")
Integrated System Logic
This system exemplifies the "Second Half" of halogenated VOC treatment. After the RTO thermal process breaks the organic bonds, the resulting acid gas must be immediately neutralized. Our post-RTO scrubbers utilize rapid-quench cooling and chemical absorption to ensure that the final exhaust is both solvent-free and non-acidic.
Pollutant Treatment Spectrum: Acid Gas
Engineering inventory for high-integrity atmospheric protection.
Inorganic Acid Gaseous Compounds
System Validation
Our scrubbing architecture is validated for the terminal treatment of complex chemical off-gases. Whether acting as a standalone scrubber or a Post-RTO Halogen Abatement stage, the system ensures compliance with the most stringent global emission directives (ZZS, NeR, EU BREF).

Technology Matrix: Integrated Acid Gas Abatement

Wet Packed Bed Scrubbing
Our primary defense for high-concentration acid gas streams. Utilizing counter-current chemical absorption, toxic gases and alkaline neutralization liquids interface within high-surface-area packing media. This design ensures a consistent neutralization efficiency of 99% or higher for substances like HCl and HF.
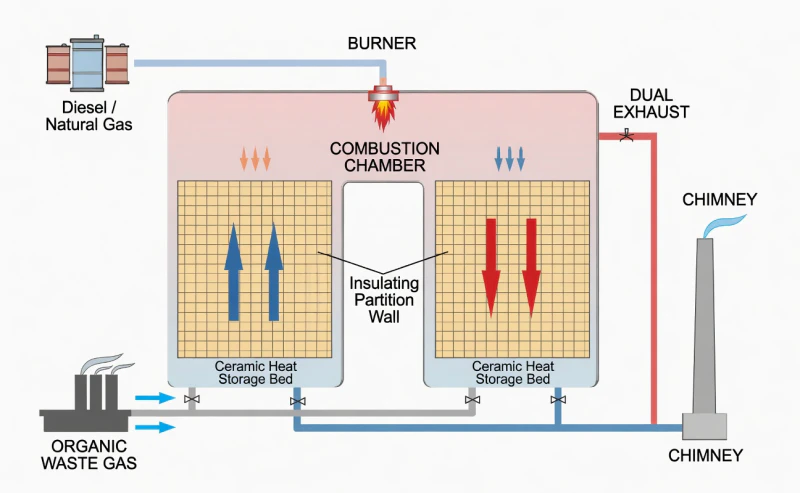
RTO + Post-Scrubbing Integration
Specifically engineered for halogenated VOC streams. After thermal oxidation in the RTO, acidic byproducts are immediately addressed in the post-treatment scrubber. Built with corrosion-proof materials (FRP/PP) to eliminate acid-dew-point corrosion and ensure long-term structural integrity.
Selection Matrix: Integrated RTO & Acid Gas Solutions
Engineering the critical link between thermal oxidation and chemical neutralization.
| RTO Configuration | Halogenated VOC Profile | Acid Gas Abatement Stage |
|---|---|---|
|
Two-Bed RTO
Standard Compliance
Reliable thermal destruction for stable process flows with predictable VOC loads. |
Chlorinated Solvents
Primary byproduct: HCl. Designed for typical chemical synthesis and batch reactor exhaust. |
Single-Stage Wet Scrubber
Vertical packed tower using FRP/PP materials for high-efficiency acid absorption. |
|
Three-Bed RTO
Zero-Puff Technology
Purge-bed cycle eliminates emissions during valve switching. Ideal for strict ZZS limits. |
High-Risk ZZS Species
Byproducts: HF or mixed halogens. Requires maximum residence time and destruction integrity. |
Dual-Stage Scrubber Array
Sequential treatment (Quench + Alkali Polish) to ensure non-detectable inorganic discharge. |
H2SO4 Dew Point Protection
Post-RTO engineering designed to prevent sulfuric acid condensation on metal surfaces, extending system lifespan by 15+ years.
99.9% HCl Removal
Utilizing high-surface-area random packing to ensure maximum gas-liquid interface for total Hydrogen Chloride neutralization.
Smart pH Feedback
Automated closed-loop dosing adjusts reagent flow based on real-time inlet acidity, reducing chemical waste by up to 30%.
ZZS / NeR Compliant
Our integrated RTO + Scrubber architectures are validated to meet the strictest Netherlands and EU BREF emission thresholds.
Corrosion-Proof Metallurgy
Strategically deployed FRP, PP, and Hastelloy components in critical high-acid zones to ensure 24/7 operational reliability.
Low Pressure Drop Design
Internal fluid dynamic optimization reduces energy consumption of the main fan while maintaining turbulence for absorption.
Ready to calculate your chemical consumption and system sizing?
Consult a Project EngineerApplication Scenarios: Acid Gas Control
Precision-engineered neutralization for the world's most demanding industrial process streams.

Batch Reactor Vents
Managing intermittent, high-concentration acid surges from halogenated synthesis. Our scrubbers act as the critical secondary treatment stage for post-RTO thermal exhaust.
Precision Etching Exhaust
Tailored abatement for high-purity etching and lithography off-gases. Focused on extreme chemical reliability and deep interface contact for Hydrogen Fluoride elimination.

Flue Gas Desulfurization
Handling high-load sulfur streams from complex refining and coking processes. Robust FRP/PP construction ensures 24/7 durability in harsh industrial and coastal environments.
Performance Metrics: Verified Acid Gas Removal
Field-tested data across high-concentration industrial streams.
| Pollutant Type | Inlet Concentration | Neutralization Efficiency | Stack Emission (Avg) |
|---|---|---|---|
| Hydrogen Chloride (HCl) | 5,000 - 15,000 mg/Nm³ | > 99.8% | < 5.0 mg/Nm³ |
| Hydrogen Fluoride (HF) | 500 - 2,000 mg/Nm³ | > 99.5% | < 1.0 mg/Nm³ |
| Sulfur Dioxide (SO2) | 2,000 - 8,000 mg/Nm³ | > 99.2% | < 20.0 mg/Nm³ |
| Chlorine Gas (Cl2) | Up to 5,000 mg/Nm³ | > 99.0% | < 3.0 mg/Nm³ |
Post-RTO Abatement for Halogenated VOCs
A large-scale chemical facility required a terminal solution for HCl and Cl2 byproducts generated during the thermal oxidation of chlorinated solvents.
- Challenge: Corrosive flue gas at 280°C with high acid load.
- Solution: Integrated Quench + FRP Two-Stage Packed Tower Scrubber.
- Outcome: Achieved total compliance with Netherlands NeR standards; 100% equipment uptime over 36 months.

Ready to Secure Your Emission Compliance?
Don't risk corrosive damage or environmental fines. Contact our engineering team today for a comprehensive Acid Gas treatment simulation and site-specific proposal.
Start Technical Consultation




















