Modern industrial facilities face a growing challenge in managing multi-phase contaminants that standard filtration cannot handle. The Ionization Catcher has emerged as an advanced equipment solution in the fields of environmental protection and energy recovery[cite: 10, 12]. With an internationally leading technical level, these systems integrate design, manufacturing, installation, and commissioning into a seamless turnkey infrastructure[cite: 10, 11, 12]. Developed through years of continuous optimization in numerous industrial projects, the equipment offers rational structural integrity, strong operational stability, and high processing efficiency[cite: 10, 13].

Integrated Application of the Ionization Catcher in a Chemical Processing Plant
1. Electrostatic Adsorption and Coulomb Force
The Ionization Catcher functions as a powerful scavenger for smoke containing impurities such as tar and droplets[cite: 23, 24]. When the contaminated gas passes through the internal electric field, the impurities collide with negative ions and electrons, leading to the charging phenomenon[cite: 23, 24]. Under the relentless action of the electric field’s Coulomb force, these charged particles are driven toward the precipitation electrode[cite: 23, 24].
Upon reaching the precipitation electrode, the particles release their charge and adsorb onto the collection surface[cite: 23, 24]. Unlike traditional dry filters that require mechanical intervention, the Ionization Catcher leverages gravity[cite: 23, 25]. When the mass of accumulated impurities increases beyond their adhesion force, they automatically flow down toward the bottom of the equipment for discharge, allowing clean gas to exit from the upper part of the tower[cite: 23, 25]. This creates a continuous, high-efficiency cycle that eradicates tar and dust in a single pass.
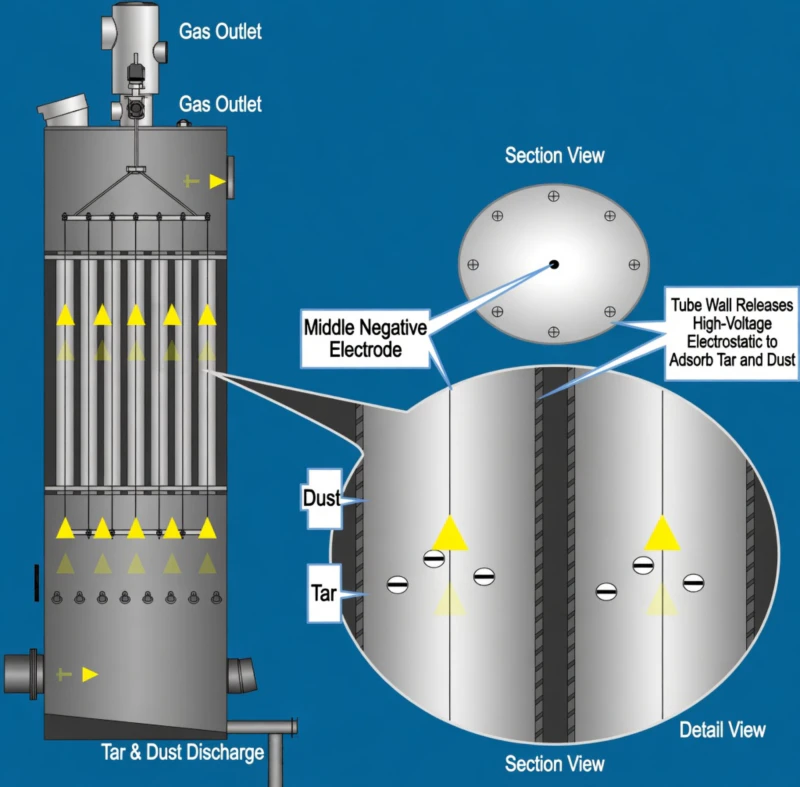
Technical Schematic of Coulomb Migration and Adsorption
2. Decoding the Core Hardware
The reliability of the Ionization Catcher stems from the sophisticated coordination of its electrical and mechanical components. Every element is engineered to withstand extreme high-voltage stress and corrosive industrial atmospheres.
The Corona System
This serves as the electrical heart of the system[cite: 26, 27, 48]. The main component is the corona wire, supported by high-voltage porcelain bottles, suspension rods, and stabilizing weights[cite: 29, 49]. When energized, the corona wire generates an intense high-voltage electric field that ionizes the gas medium[cite: 29, 50].
This ionization produces the charges necessary to negatively charge the complex mixture of tar, water mist, and dust[cite: 29, 50]. The precision alignment and dielectric strength of this system are critical for sustained performance.
Intelligence and Automation
The High Voltage Control Cabinet acts as the centralized brain, managing power input, working voltage adjustments, and output regulation[cite: 30, 31, 51, 52]. It includes automated fault alarms and emergency cut-off features for safe operation[cite: 31, 52].
To supply the corona electrode system, a High Voltage Electrostatic Silicon Rectifier transforms AC power into stabilized high-voltage DC[cite: 32, 33, 54, 55]. This ensures a uniform electric field capable of consistent capture across fluctuating gas loads.

High Voltage Automation and Rectification Hardware
Safety in Saturated Conditions: Insulator Boxes
High-voltage isolation must be maintained even in humid environments. To prevent condensation and electrical tracking on the porcelain dielectric surfaces, the insulator is equipped with a thermal insulation box fitted with an electric heating device[cite: 34, 35, 56, 57]. This heating ensures the insulation remains dry, preventing catastrophic short circuits and ensuring the system operates with the stability required for chemical and printing industries[cite: 35, 57].
3. Performance Analysis and Specifications
Scaling environmental infrastructure requires a deep understanding of gas volume and energy drain. The BLBZQ series of Ionization Catchers offers a broad range of standalone configurations designed to achieve high efficiency with an exceptionally low operational energy profile.
| Model Series | Air Volume (m3/h) | Electrode Tubes | Energy Load (KW) |
|---|---|---|---|
| BLBZQ-10000 | 10,000 [cite: 58, 60] | 37 Tubes [cite: 58, 60] | 15 KW [cite: 58, 60] |
| BLBZQ-20000 | 20,000 [cite: 58, 60] | 73 Tubes [cite: 58, 60] | 29 KW [cite: 58, 60] |
| BLBZQ-30000 | 30,000 [cite: 58, 60] | 91 Tubes [cite: 58, 60] | 42 KW [cite: 58, 60] |
The precipitation electrode tubes are robustly constructed from galvanized circular tubes with a diameter of 250mm and a length of 4000mm, featuring a wall thickness of 0.8mm[cite: 58, 60]. This structural rigidity is vital for maintaining the stable high-voltage electric field necessary to treat tar mists in chemicals, coking, carbon, spraying, and printing industries[cite: 10, 14].
4. World-Class Manufacturing Quality
High-efficiency emission control requires millimetric precision during fabrication. Our company is an integrated supplier specializing in the research, development, and production of environmental protection system equipment[cite: 61, 62, 63].
Production Powerhouse
With an annual production capacity exceeding 50,000 tons, the facilities are equipped with specialized production lines for polar plates and discharge electrodes[cite: 62, 64]. Manufacturing operations utilize large-scale edge planers and plate bending machines specifically for ring girders, fully meeting the requirements of mass production[cite: 62, 64].
Adhering strictly to the ISO9001 management system, production quality maintains a leading position in the industry[cite: 62, 65]. The integration of CNC cutting machines, robot automatic welding, and laser engraving ensuring every Ionization Catcher delivered meets the highest performance benchmarks[cite: 66, 67, 68, 70, 74, 77].

Finished Industrial Ionization Catcher Equipment
Secure Your Industrial Facility with Leading Technology
Sticky tar aerosols, ink mists, and viscous contaminants are the silent killers of industrial efficiency. Do not settle for standard dry systems that are destined for failure. Contact our environmental engineering team today to architect an Ionization Catcher system custom-tailored to your exact multi-phase contaminant profile.





















