In den Spezialgebieten Umweltsanierung und biologische Chemieproduktion stellt die Bekämpfung persistenter Gerüche und flüchtiger organischer Verbindungen (VOCs) in niedrigen Konzentrationen eine herausragende technische Herausforderung dar. Herkömmliche Reinigungstechnologien stoßen oft an ihre Grenzen angesichts des besonderen Paradoxons dieser Sektoren: Luftströme mit enormen Volumenströmen, aber relativ geringen Schadstoffkonzentrationen. Von den stechenden Schwefelemissionen kommunaler Kläranlagen bis hin zu den aggressiven Lösungsmittelprofilen der pharmazeutischen Synthese und der Kautschukverarbeitung – einfache Filtration reicht nicht mehr aus. Die integrierte Synergie von Zeolith-Adsorption/Desorption und katalytischer Verbrennung bietet eine optimale Lösung für den End-of-Pipe-Bereich, die eine Reinigungsleistung von über 951 TP3T erreicht und gleichzeitig den Energieverbrauch großtechnischer Anlagen drastisch reduziert.

Abb. 1: Integriertes Zeolith-Adsorptions-Desorptionssystem zur regionalen Geruchs- und VOC-Minderung
1. Strukturelle Überlegenheit: Zeolith vs. traditionelle Medien
Der entscheidende Vorteil von Zeolith-Molekularsieben im biochemischen Bereich liegt in ihrer hochgeordneten Kristallstruktur. Im Gegensatz zu amorphen Materialien wie Aktivkohle, die eine chaotische und unregelmäßige Porenverteilung aufweisen, besteht Zeolith aus einem dreidimensionalen Netzwerk von Siliziumdioxid- und Aluminiumoxid-Tetraedern. Diese atomare Präzision führt zu einer Struktur aus „gleichförmigen Waben“ – Kanälen, die bis in den Subnanometerbereich identisch sind und somit eine vorhersagbare und stabile Umgebung für die Molekülbindung bieten.
Oberfläche und Wärmewiderstand
Das innere Porenvolumen dieser Wabenstrukturen macht fast die Hälfte des Gesamtvolumens des Materials aus. Daraus ergibt sich eine enorme spezifische Oberfläche von typischerweise bis zu 1000 Quadratmetern pro Gramm. Darüber hinaus verleiht die anorganische Natur des Zeoliths ihm höchste hydrothermale Stabilität und absolute Nichtbrennbarkeit. Dies ist ein entscheidender Sicherheitsvorteil für pharmazeutische und gummierende Produktionsanlagen, in denen hochsiedende organische Verbindungen kohlenstoffbasierte Filter überhitzen oder selbstentzünden können.
Da die Kanäle geradlinig und regelmäßig verlaufen, ist der Luftwiderstand des gesamten Systems bemerkenswert niedrig (ca. 300 Pa). Dies minimiert den Energieaufwand für industrielle Saugzugventilatoren und ermöglicht die kontinuierliche Verarbeitung großer Luftströme aus Klärbecken oder Schlachthallen mit minimalem Stromverbrauch.
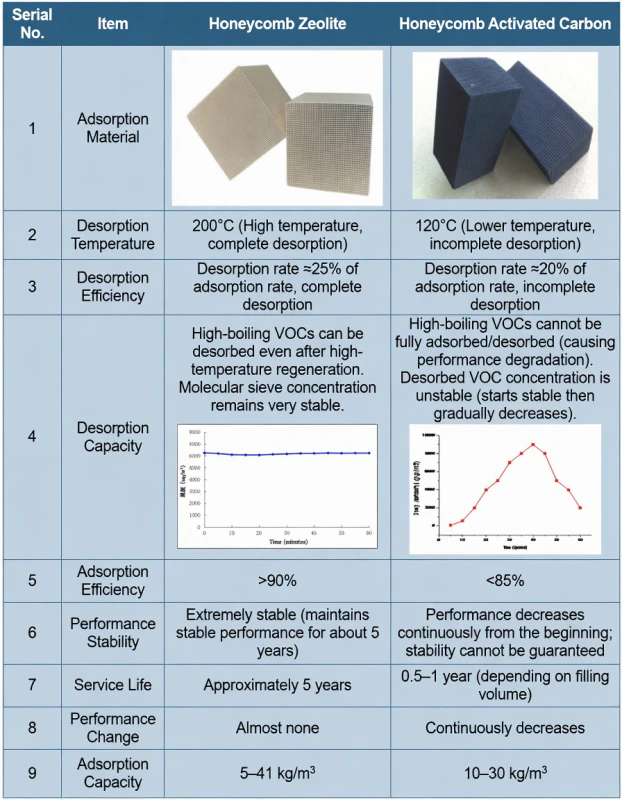
Abb. 2: Morphologischer Kontrast: Geordnetes Zeolithgitter vs. amorphe Kohlenstoffporen
Der Mikrosiebmechanismus: Präzision im Angström-Bereich
Mithilfe der Rasterelektronenmikroskopie (REM) wird das perfekt angeordnete Wabengitter des Molekularsiebs sichtbar. Diese physikalische Konsistenz ist die Grundlage für die formselektive Adsorption des Systems. Die Durchmesser der Zeolith-Hohlräume liegen zwischen 0,6 und 1,5 Nanometern und sind damit optimal auf die Molekülstruktur gängiger industrieller VOCs wie Benzol, Toluol und komplexer Ester abgestimmt.
Diese Homogenität ermöglicht dem System einen „Molekularsieb“-Effekt: Schädliche organische Moleküle werden physikalisch zurückgehalten und in den inneren Hohlräumen eingeschlossen, während kleinere, harmlose atmosphärische Gase wie Stickstoff und Sauerstoff ungehindert passieren können. In Anlagen zur Wiederverwertung erneuerbarer Rohstoffe, wo der Gasstrom eine Vielzahl fragmentierter Kohlenwasserstoffe enthalten kann, verhindert diese strukturelle Zuverlässigkeit die „Verstopfung“ oder „Vergiftung“, die weniger gut organisierte Adsorptionsmedien oft beeinträchtigt.
Betriebliche Beständigkeit: Im Gegensatz zu Kohlenstoff, dessen Effizienz mit ungleichmäßiger Verstopfung der Poren abnimmt, behält Zeolith seine anfänglichen Abscheideraten über Hunderttausende von Zyklen bei und gewährleistet so die langfristige Einhaltung von Umweltauflagen für besonders sensible Branchen.
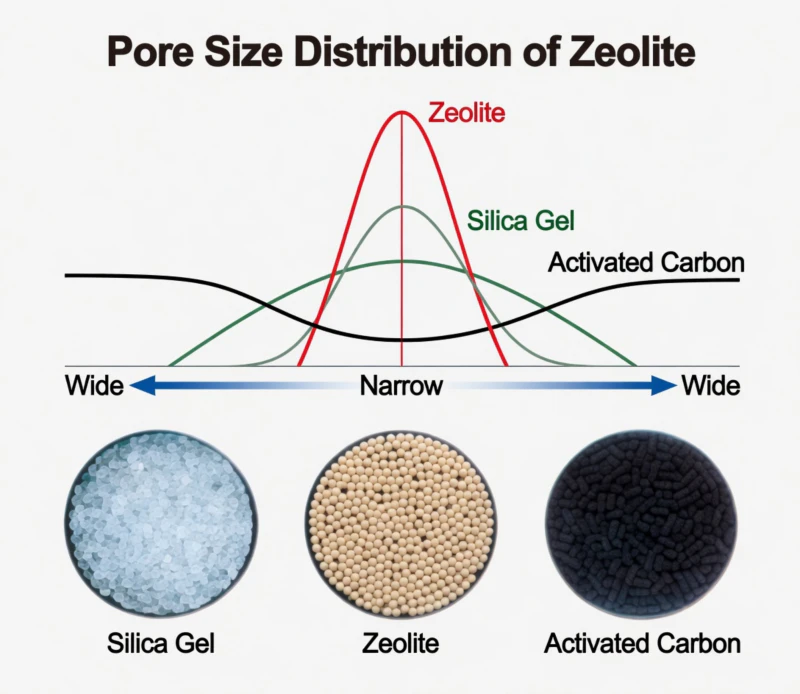
Abb. 3: SEM-Visualisierung der präzisen Zeolithgeometrie und Porenkonsistenz
3. Polaritätswahl und das interne elektrostatische Feld
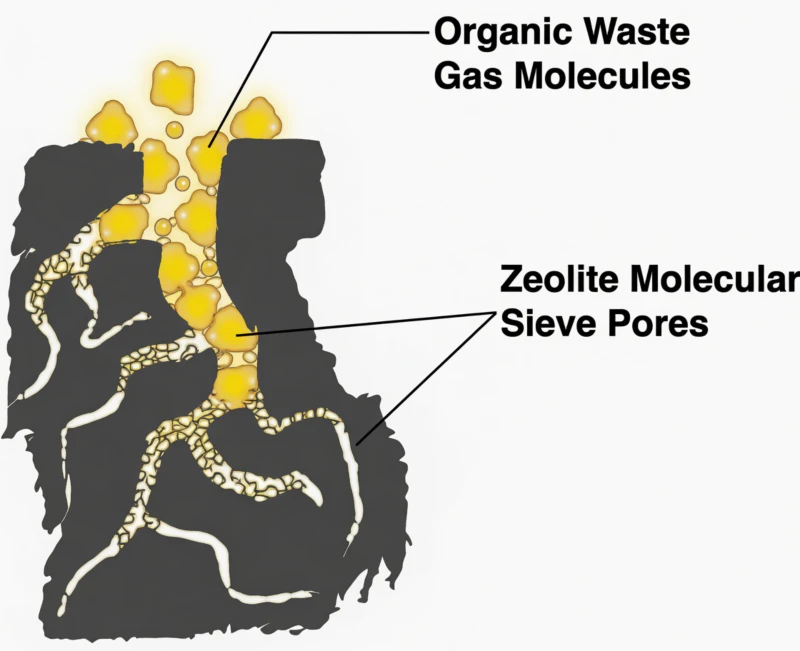
Abb. 4: Dualmechanismus-Einfang: Größenausschluss und Polaritätsinduktion
Jenseits der physikalischen Dimensionen
Während die geometrische Siebung den ersten Filtrationsschritt darstellt, liegt die eigentliche „Abschlusswirkung“ von Zeolithen in ihrem starken internen elektrostatischen Feld. Aufgrund der Eigenladung der Aluminiumatome im Silikatgerüst wirken Zeolith-Molekularsiebe als polare Adsorbentien. Dies ist essenziell für die biochemische Industrie, wo Schadstoffe wie Mercaptane, Amine und schwefelhaltige Verbindungen aus Schlachtprozessen hochpolar sind.
Das elektrostatische Feld erzeugt einen „molekularen Anker“, der die Ziel-VOCs mit deutlich größerer Kraft bindet als die einfachen Van-der-Waals-Kräfte herkömmlicher Filter. Dies ermöglicht die hocheffiziente Behandlung selbst stark verdünnter Abgasströme, da die Anziehung durch molekulare Physik und nicht durch die Gaskonzentration bedingt ist. Darüber hinaus können spezielle hydrophobe Zeolithe ausgewählt werden, um sicherzustellen, dass in der feuchten Umgebung der Abwasserbehandlung organische Moleküle gegenüber Wasserdampf bevorzugt adsorbiert werden.
4. Synergie zwischen Adsorption, Desorption und thermischer Zerstörung

Abb. 5: Dreiphasen-Prozesskreislauf: Adsorption, thermische Desorption und Standby
Konzentration und Desorption
Um Produktionsausfälle zu vermeiden, nutzt das System mehrere Adsorptionstanks (A, B und C). Während ein Tank die Abgase aktiv reinigt, wird ein anderer regeneriert. Mithilfe von Heißluft, die ausschließlich aus der Restwärme der katalytischen Verbrennung stammt, desorbiert das System die gebundenen VOCs. Dieser Konzentrationsschritt reduziert das zu behandelnde Gasvolumen um das 20-Fache und wandelt so ein verdünntes Problem in einen energiereichen Strom um, der für die abschließende Oxidation bereit ist.
Thermische Zerstörung mit niedriger Energie
Das konzentrierte, toxische Gas gelangt in die katalytische Verbrennungsanlage, wo organische Substanzen bei Temperaturen zwischen 300 und 500 °C oxidiert und in unschädliches CO₂ und Wasserdampf zersetzt werden. Da das konzentrierte Gas reich an organischem Brennstoff ist, reicht die freigesetzte exotherme Wärme oft aus, um die Reaktion ohne externes Erdgas aufrechtzuerhalten. Dadurch wird das System zu einem „energieerhaltenden Kreislauf“, der als Goldstandard für die Industrie der erneuerbaren Ressourcen gilt.
5. Unübertroffene Kapazität für moderne Industrieparks
Die Unterstützung umfangreicher, branchenübergreifender Szenarien erfordert enorme Fertigungskompetenz. Unser integriertes System ist definitiv in der Lage, extrem große Abgasmengen zu verarbeiten, die herkömmliche Technologien überfordern würden. Für große Tierhaltungsanlagen oder Pharmaparks kann eine einzelne Einheit Auslegungsluftmengen von bis zu erstaunlichen 200.000 Kubikmetern pro Stunde problemlos bewältigen.
Mechanische Integrität
Das System wird aus hochbelastbarem Kohlenstoffstahl mit fortschrittlichen Rostschutzbeschichtungen hergestellt und bewältigt die stark feuchten und korrosiven Atmosphären der Abwasserbehandlung und der Gummiverarbeitung ohne strukturelle Schäden.
Modulare Vielseitigkeit
Unabhängige Molekularsiebmodule ermöglichen eine schnelle Wartung und gezielte Materialanpassung, egal ob es sich um Mercaptane aus Schlachthöfen oder pharmazeutische Lösungsmittel handelt.
Kaltstartbereitschaft
Mit einer kurzen Kaltstartzeit von 20 bis 30 Minuten eignet sich das System perfekt für intermittierende biologische Verarbeitungszyklen und chargenbasierte Recyclingprozesse für erneuerbare Rohstoffe.
Durch die strikte Einhaltung des ISO 9001-Managementsystems gewährleisten wir, dass jede unserer Anlagen – ob in einem abgelegenen Abwasserbecken oder einem hochmodernen Recyclingzentrum – in puncto Arbeitssicherheit und Reinigungsleistung führend ist. Mit einem System, das einen Windwiderstand von nur 300 Pa und Abscheideraten von über 951 TP3T erreicht, erzielen Anlagenbetreiber die optimale Balance zwischen gesetzlicher Vorgaben und Wirtschaftlichkeit.
Machen Sie Ihre Strategie zur Einhaltung industrieller Vorschriften zukunftssicher
Für die Bereiche Umweltsanierung, Biochemie und erneuerbare Ressourcen stellen Gerüche und VOCs keine regulatorischen Hürden mehr dar. Durch den Einsatz fortschrittlicher, nicht brennbarer Zeolith-Konzentrationstechnologie sichern Sie Ihre Rentabilität und gewährleisten gleichzeitig die Einhaltung aller Vorschriften durch die zuverlässige Beseitigung toxischer Emissionen. Kontaktieren Sie noch heute unser Expertenteam, um ein maßgeschneidertes Abgasreinigungssystem für Ihre Großanlage zu entwickeln und sich den führenden energieautarken Industrieunternehmen anzuschließen.





















