Bei der Untersuchung der Architektur moderner industrieller Emissionskontrollsysteme konzentriert sich die Fachliteratur überwiegend auf die chemischen Komplexitäten von SCR-Reaktoren (Selektive Katalytische Reduktion), die Thermodynamik des Ofens und die Präzision von Ammoniak-Dosiersystemen. Doch selbst der technisch ausgefeilteste chemische Reaktor kann katastrophal versagen, wenn seine aerodynamischen Strömungswege beeinträchtigt werden. Industrielle Rauchgase sind ein extrem aggressives und turbulentes Milieu. Sie enthalten große Mengen an abrasiver Flugasche, verdampften Schwermetallen und hochkorrosiven chemischen Aerosolen. Der wahre, oft übersehene Held jeder Hochleistungs-Denitrifikationsanlage ist das automatisierte Rußblassystem. Als unermüdlicher „Reiniger“ des Reaktorgehäuses ist das Rußblassystem maßgeblich für die Beseitigung von Ascheablagerungen und chemischen Verstopfungen verantwortlich. Durch die kontinuierliche Aufrechterhaltung optimaler aerodynamischer Strömungswege verhindert dieser entscheidende Mechanismus die Erstickung von Partikeln, schützt millionenschwere Katalysatoren vor dauerhafter Schädigung und reduziert den Eigenstromverbrauch der gesamten Produktionsanlage drastisch. Diese umfassende technische Abhandlung beleuchtet detailliert die Funktionsweise, die verschiedenen technologischen Varianten und den immensen Nutzen, den industrielle Rußbläser bieten.

Abbildung 1: Mega-Denitrifikationsinfrastruktur, die ständige aerodynamische Wartung erfordert
1. Die Anatomie der Kontamination: Asche und Ammoniumsalze
Um die unverzichtbare Bedeutung des Rußbläsers wirklich zu verstehen, müssen Umweltingenieure zunächst die verheerenden chemischen und physikalischen Kräfte begreifen, die ständig auf das Innere eines Denitrifikationsreaktors einwirken. Rauchgase aus der Schwerindustrie – wie etwa Kohlekraftwerken, Trockenbrennöfen für Zement oder metallurgischen Sinteranlagen – enthalten extrem hohe Konzentrationen an Feinstaub. In vielen Industriezweigen kann diese Staubbelastung 80 Gramm pro Normkubikmeter überschreiten. Die Bedrohung für das System geht jedoch nicht allein von inertem Schmutz aus.
Die klebrige Ammoniumfalle
In jedem Ammoniak-basierten Denitrifikationssystem gelangt zwangsläufig ein geringer Anteil nicht umgesetzten Ammoniaks an der primären Reaktionszone vorbei. Dieses Phänomen ist allgemein als „Ammoniak-Schlupf“ bekannt. Während das heiße Rauchgas stromabwärts strömt und abkühlt, reagiert dieses Ammoniak mit dem im Gasstrom enthaltenen Schwefeltrioxid und bildet in Verbindung mit Wasserdampf eine hochviskose, klebrige Verbindung namens Ammoniumbisulfat. Diese Chemikalie wirkt wie ein starker Industrieklebstoff. Sie bindet sich an die vorbeiströmende mikroskopische Flugasche und bildet eine dichte, betonartige Kruste. Ohne sofortiges und energisches mechanisches Eingreifen sammelt sich diese Kruste rasch auf der Oberfläche und tief in den mikroskopischen Poren der Katalysatorbetten an und führt zu einem kaskadenartigen Versagen der gesamten Reinigungsmatrix.
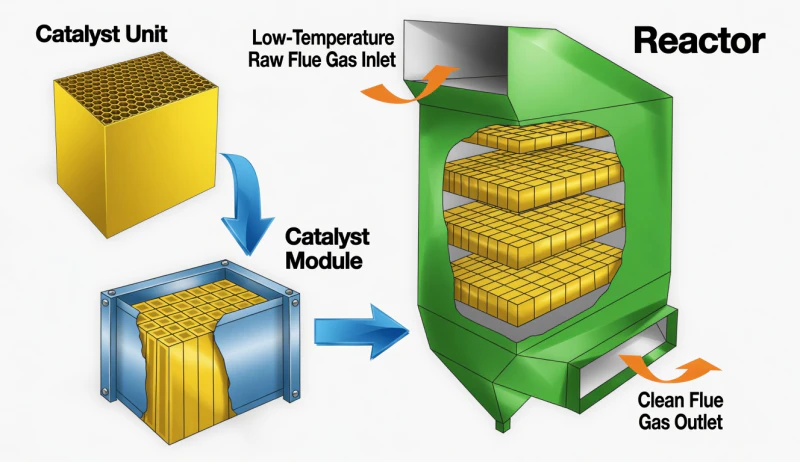
Abbildung 2: Die Katalysatormatrix: Das primäre Ziel schädlicher Asche- und Salzablagerungen
2. Aerodynamische Reinheit: Die Grundlage chemischer Effizienz
Die strenge Geometrie der laminaren Strömung
Ein moderner Denitrifikationsreaktor ist vollständig auf die gleichmäßige, laminare Gasverteilung angewiesen. Verstopft ein lokaler Bereich des wabenförmigen Katalysators durch Ascheablagerungen, kommt der massive Rauchgasstrom nicht einfach zum Stillstand; stattdessen wird er mit deutlich höherer Geschwindigkeit durch die verbleibenden offenen Bereiche des Reaktors gepresst. Dieses Phänomen zerstört die Verweilzeit des Systems – die kritische, präzise kalibrierte Zeitspanne, die das Gas im engen Kontakt mit den katalytisch aktiven Zentren verbringen muss, um eine vollständige chemische Neutralisation zu erreichen.
Die Hauptfunktion des Aasfressers
Das integrierte Rußgebläse wurde speziell entwickelt und eingesetzt, um diese Gefahr physikalisch zu beseitigen. Es bläst Flugasche, Grobstaub und klebrige Ammoniumsalze kraftvoll von der Oberfläche und tief in die mikroskopischen Poren des Katalysators, um Verstopfungen zu verhindern. Durch die Durchführung präzise programmierter, hochintensiver Reinigungszyklen gewährleistet das System, dass das Rauchgas den gesamten Katalysatorquerschnitt gleichmäßig durchströmt. Dies verhindert eine Beeinträchtigung der Denitrifikationsleistung durch Totzonen und aerodynamische Kanalbildung. Letztendlich ist diese kontinuierliche, automatisierte Wartung der Schlüssel, um sicherzustellen, dass die Anlage die gesetzlichen Emissionsgrenzwerte über einen mehrjährigen Lebenszyklus hinweg konstant einhält.
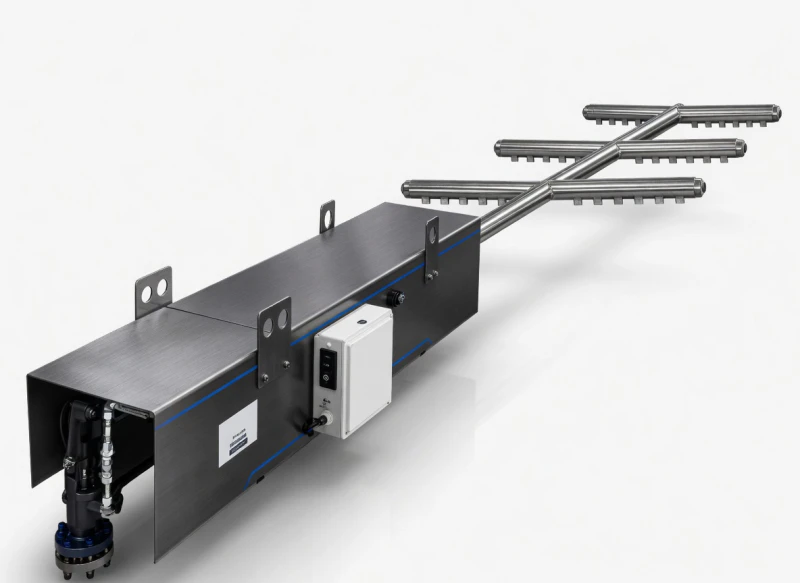
Abbildung 3: Akustisches Rußbläserhorn zur Durchdringung mikroskopischer Katalysatorporen
3. Technologisches Arsenal: Akustisches vs. pneumatisches Blasen
Akustische Resonanztechnologie
Moderne Umwelttechnik nutzt zwei Hauptvarianten der Rußblastechnologie. Die erste ist das akustische Resonanz-Rußblasgerät. Dieses hochentwickelte System nutzt Druckluft, um eine Titanmembran anzutreiben und so niederfrequente, hochenergetische Schallwellen zu erzeugen. Diese Schallwellen breiten sich kugelförmig im gesamten Inneren des Reaktorgehäuses aus. Treffen die Schallwellen auf Ascheablagerungen auf der Katalysatoroberfläche, versetzen sie diese in starke Schwingungsresonanz. Die mechanischen Bindungen, die die Aschepartikel zusammenhalten, werden durch die Vibration aufgebrochen, wodurch der Staub verflüssigt und vom normalen Rauchgasstrom unschädlich abtransportiert wird. Der Hauptvorteil der akustischen Reinigung besteht darin, dass sie keine Feuchtigkeit in den Reaktor einbringt und keinen mechanischen Verschleiß der empfindlichen Katalysatorblöcke verursacht.
Pneumatische Dampf- und Luftrechen
Die zweite Variante ist der pneumatische Rußbläser, der mit hoher kinetischer Energie arbeitet. Dieses System besteht aus einer Reihe robuster Stahllanzen, die direkt über den Katalysatorbetten positioniert sind. Während eines Reinigungszyklus wird hochdruckbeaufschlagter Trockendampf oder Druckluft durch präzise gefertigte Düsen gepresst. Die enorme kinetische Energie des Strahls reinigt die Katalysatoroberfläche und entfernt so selbst hartnäckige Verstopfungen und verhärtete Salzkrusten. Dieses System ist in der Schwerindustrie, beispielsweise in Zementwerken und Biomasseverbrennungsanlagen, unerlässlich, da die schiere Menge und Klebrigkeit der Partikel akustische Systeme überfordern würden. Das System arbeitet auf einer Schiene und gewährleistet so, dass jeder Quadratzentimeter der Katalysatormatrix gezielt kinetisch gereinigt wird.
.webp)
Abbildung 4: Pneumatischer Rußbläser mit Rechenmechanismus für kinetische Hochgeschwindigkeitsreinigung
4. OPEX-Senkung: Der Kampf gegen den Systemwiderstand
Neben chemischen Störungen und der Überschreitung von Emissionsgrenzwerten stellt die Ascheablagerung eine erhebliche mechanische und finanzielle Bedrohung für die gesamte Industrieanlage dar. Ein stark verschmutztes Katalysatorbett wirkt wie ein verstopfter Filter in einer industriellen Vakuumanlage. Der aerodynamische Widerstand im Reaktor steigt sprunghaft an.
Erleichterung für die Fans des Drafts
Um Millionen Kubikmeter schweres Rauchgas durch einen verstopften Reaktor zu pressen, müssen die massiven Saugzugventilatoren der Anlage ihre Leistung exponentiell steigern. Diese zusätzliche elektrische Last verbraucht direkt die Primärenergieerzeugung des Werks und beeinträchtigt die Rentabilität des Betriebs erheblich.
Der häufige, automatische Betrieb des Rußbläsers ist speziell darauf ausgelegt, den Systemwiderstand kontinuierlich zu reduzieren. Durch das Offenhalten der wabenförmigen Kanäle vermeidet das Reinigungssystem übermäßige Druckunterschiede im Abgaskanal und der Reaktorinfrastruktur. Dies senkt dauerhaft den Stromverbrauch der Saugzugventilatoren. Bei Großkraftwerken amortisiert sich die Investition in die gesamte Rußbläseranlage oft schon in den ersten Betriebsjahren allein durch diesen einen Vorteil.
5. Investitionsschutz: Verlängerung der Katalysatorlebensdauer
Schutz vor Abrieb und chemischer Vergiftung
Die Katalysatorblöcke stellen den größten Kostenfaktor im Betrieb von Denitrifikationsanlagen dar. Die Beschaffung und der Austausch verunreinigter oder physikalisch zerstörter Katalysatorschichten können Millionen von Dollar kosten und erfordern umfangreiche, den Anlagenbetrieb stark beeinträchtigende Stillstandszeiten. Wenn sich Flugasche an den Vorderkanten des Katalysators ablagert, verändert sie die Aerodynamik und erzeugt lokale Hochgeschwindigkeitswirbel, die das aktive chemische Material regelrecht wegsandstrahlen.
Enthält die angesammelte Asche hohe Konzentrationen an Schwermetallen oder alkalischen Giften, wird die chemische Reaktivität des Substrats durch längeren physikalischen Kontakt dauerhaft neutralisiert. Das Rußblassystem dient als primäre Schutzbarriere für den Katalysator. Durch die Verhinderung von Ascheablagerungen, mechanischem Abrieb und chemischer Vergiftung fungiert es als umfassendes Lebenserhaltungssystem, das die Lebensdauer des Katalysators erheblich verlängert und die Investitionen der Anlage schützt.
.webp)
Abbildung 5: Branchenübergreifende Einsätze, die auf aerodynamischer Wartung basieren
6. Intelligente Automatisierung: Der BAOLAN-Qualitätsmaßstab
Ein Rußblassystem darf nicht als isoliertes, nachträglich an einen Reaktor angebautes Element betrachtet werden; es muss nahtlos in die gesamte aerodynamische und elektrische Architektur der Anlage integriert sein. BAOLAN agiert als Komplettanbieter für Umwelttechnik und gewährleistet die synchrone Echtzeitkommunikation aller mechanischen Teilsysteme.
Enorme Produktionskapazität
Unsere Anlagen verfügen über eine jährliche Produktionskapazität von über fünfzigtausend Tonnen. Dadurch können wir schnell massive Reaktorgehäuse fertigen und einsetzen, die mit kundenspezifischen akustischen und pneumatischen Rußbläsern ausgestattet sind, welche präzise auf Ihre spezifische Staubbelastung und Ihre Betriebsparameter abgestimmt sind.
Intelligente Automatisierungsarchitektur
Unsere Rußbläser arbeiten nicht im Blindflug. Sie sind direkt mit modernen speicherprogrammierbaren Steuerungen (SPS) verbunden, die den Differenzdruck im Reaktor kontinuierlich und in Echtzeit überwachen. Sobald der Widerstand einen kritischen Schwellenwert überschreitet, löst das System automatisch und ohne menschliches Eingreifen einen genau definierten Reinigungszyklus aus.
Kompromisslose Qualitätssicherung
Jede einzelne Komponente, von den Hochdruckdampfverteilungsventilen bis hin zu den internen Ultraschallmembranen, wird unter strenger Einhaltung der Normen gefertigt. Wir gewährleisten, dass unsere gesamte Produktion nach dem Managementsystem ISO 9001 abläuft und somit höchste Zuverlässigkeit auf internationalem Niveau in der Schwerindustrie garantiert.
Sichern Sie noch heute die Lebensdauer Ihrer Emissionsinfrastruktur.
Lassen Sie nicht zu, dass abrasive Flugasche, chemische Vergiftungen und starke aerodynamische Verstopfungen Ihre strengen Compliance-Vorgaben gefährden und die Energieeffizienz Ihrer Anlage beeinträchtigen. Schützen Sie Ihre millionenschwere Katalysatorinvestition mit den international fortschrittlichen, vollautomatischen Rußblassystemen von BAOLAN. Kontaktieren Sie noch heute unser erfahrenes Ingenieurteam, um eine maßgeschneiderte, wartungsfreie Architekturlösung für Ihre Industrieanlage zu entwickeln.





















