Im modernen Industrieparadigma ist „Null Abfall“ kein utopisches Ideal mehr, sondern eine wirtschaftliche Notwendigkeit. Die Rauchgasentschwefelungsanlage mit Kalkstein-Gips-Technologie (REA) gilt als Paradebeispiel für diesen Wandel. Durch die Abscheidung von giftigem Schwefeldioxid (SO₂) und dessen chemische Umwandlung in hochreines Calciumsulfat-Dihydrat leisten großtechnische Anlagen mehr als nur Luftreinigung – sie betreiben eine riesige chemische Syntheseanlage. Dieser Prozess wandelt ein gefährliches Verbrennungsnebenprodukt in „Entschwefelungsgips“ um, einen wertvollen Rohstoff für die Baustoffindustrie. Diese technische Analyse untersucht den ausgeklügelten Rückgewinnungskreislauf und den immensen wirtschaftlichen Nutzen der Umwandlung von Industrieabgasen in ein marktfähiges Produkt.

Abb. 1: Industrielle Rauchgasentschwefelungsanlage im Megamaßstab: Ein Kraftzentrum für die Ressourcenrückgewinnung
1. Die molekulare Metamorphose
Der Übergang vom Gas zum Feststoff beginnt im Absorberturm. Unbehandeltes, SO₂-haltiges Rauchgas trifft auf eine fein zerstäubte Kalksteinsuspension ($CaCO₃$). Die anfängliche Reaktion erzeugt Calciumsulfit ($CaSO₃$), ein problematisches, absetzbares Nebenprodukt, das zur Ablagerung neigt. Das System ist jedoch so ausgelegt, dass diese Reaktion sofort in die endgültige, stabile Form überführt wird: Calciumsulfat-Dihydrat ($CaSO₄ · 2H₂O$).
Forcierte Oxidation und Kristallwachstum
Um die für Bauzwecke erforderliche Reinheit zu erreichen, nutzt das System die „erzwungene Oxidation“. Hochleistungs-Roots-Gebläse leiten Sauerstoff direkt in den Schlammbehälter ein, während seitliche Rührwerke für vollständige Homogenität sorgen. Dies löst die Umwandlung von $CaSO_3$ in $CaSO_4 · 2H_2O$ aus. Unter kontrollierten pH- und Temperaturbedingungen ordnen sich diese Moleküle zu großen, regelmäßigen Kristallen an. Diese Kristallwachstumsphase ist entscheidend; nur große, wohldefinierte Kristalle können effektiv entwässert werden, um die von der Trockenbau- und Zementindustrie geforderten Feuchtigkeitsstandards (< 10%) zu erfüllen.
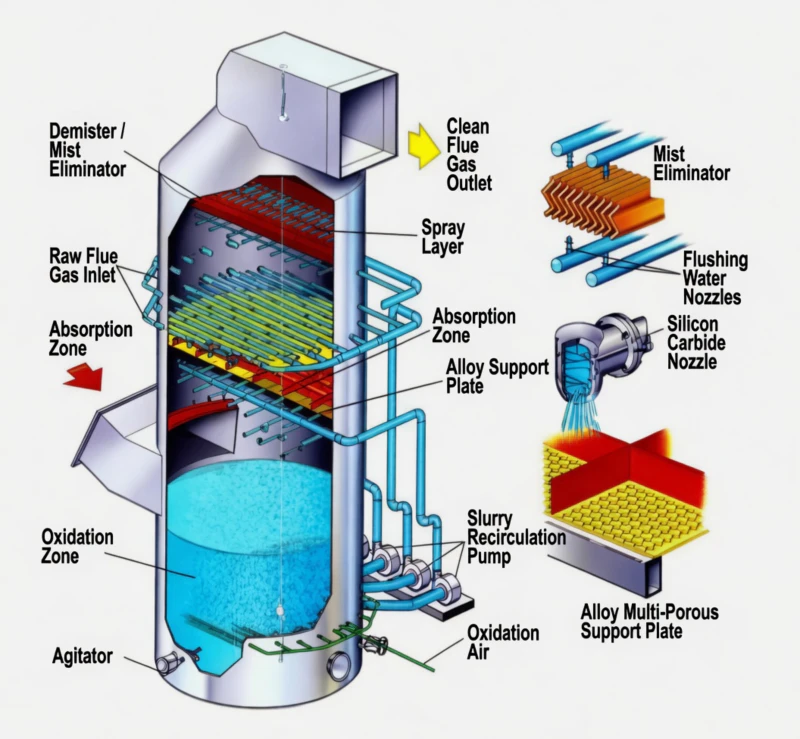
Abb. 2: Der systematische Ablauf der Schlammkonzentration und Entwässerung
2. Der Rückgewinnungskreislauf: Von der Suspension zum Feststoff
Die Gewinnung des Schwefels ist nur die halbe Miete. Um den Gips als Rohstoff zu gewinnen, muss das System die hochreinen Kristalle von einer riesigen Menge an industriellem Prozesswasser trennen.
Konzentration und Vakuumtrennung
Der Rückgewinnungsprozess erfolgt in zwei primären mechanischen Phasen:
- Primärkonzentration (Hydrozyklone): Die gipsreiche Suspension wird in eine Reihe von Hydrozyklonen gepumpt. Durch Zentrifugalkraft werden die schwereren Gipskristalle vom leichteren Wasser und dem nicht umgesetzten Kalkstein getrennt. In dieser Stufe wird die Suspension von ca. 151 t Feststoffen auf über 501 t Feststoffe konzentriert.
- Sekundäre Wasserhaltung (Vakuumsysteme): Die eingedickte Gipssuspension wird einem Vakuum-Bandfilter oder einer Zentrifuge zugeführt. Der atmosphärische Druck presst die restliche Feuchtigkeit heraus und hinterlässt einen Gipskuchen. Dieser Feststoff wird anschließend gewaschen, um Chloride zu entfernen – damit er Baumaterialien nicht angreift – und als Baugips in Silos abgelagert.

Abb. 3: Der Oxidationsmotor: Roots-Gebläse treiben die Kristallreinheit an
3. Hardware-Präzision: Schutz der Nebenproduktqualität
Bewegung und Homogenität
Für Baugips ist ein Reinheitsgrad ($CaSO₄ · 2H₂O$-Gehalt) von über 90% erforderlich. Stagnierende Zonen im Schlammbehälter führen zur Ausfällung von Verunreinigungen und zur Bildung von Ablagerungen, was die Qualität des Nebenprodukts beeinträchtigt. BAOLAN verwendet daher Hochleistungsrührwerke mit seitlicher Zuführung, um eine konstante kinetische Energie im Schlamm zu gewährleisten.
Diese Rührwerke verhindern Ablagerungen und gewährleisten eine gleichmäßige Verteilung der Zwangsluft für die Oxidation. Durch die Aufrechterhaltung eines optimalen mechanisch-chemischen Gleichgewichts erzeugt das System ein Nebenprodukt, das von natürlichem Gips nicht zu unterscheiden ist und somit nahtlos vom Industrieabfall in ein gewinnbringendes Produkt umgewandelt werden kann.

Abb. 4: Der Rührer für die Suspension: Gewährleistung kinetischer Gleichmäßigkeit und Produktreinheit
4. Die Ökonomie des Kreislaufs: Einnahmen vs. Ausgaben
Der Hauptgrund für die Entschwefelung von Kalkstein und Gips in Großprojekten ist deren transformative Rentabilität. In herkömmlichen Systemen stellt die „Entschwefelungsasche“ eine Belastung dar – ein Abfallprodukt, das hohe Transport- und Deponiekosten verursacht. Durch die Umstellung auf einen hochreinen Rückgewinnungskreislauf kehrt sich die wirtschaftliche Gleichung um:
Vermögensverwertung
Entschwefelungsgips ist der wichtigste Rohstoff für hochwertige Gipskartonplatten, Trockenbauplatten und Verzögerer in der Zementherstellung. Die Betriebe können dieses Nebenprodukt an andere Hersteller verkaufen und so eine stetige Nebeneinnahmequelle generieren.
Keine Deponiekosten
Durch die Einhaltung von Baustandards eliminieren Industrieanlagen 100% der Entsorgungsgebühren, die mit gefährlicher oder nicht marktfähiger Entschwefelungsasche verbunden sind.
Wasserrecycling
Das Filtratwasser aus den Vakuumsystemen wird in die Rauchgasentschwefelungsanlage zurückgeführt, wodurch der Frischwasserverbrauch der Anlage drastisch reduziert und die gesamten Betriebskosten gesenkt werden.
Diese Kreislaufwirtschaft – vom Abgas bis zur Gipskartonplatte – ermöglicht es Unternehmen der Schwerindustrie, den Status „extrem emissionsarm“ zu erreichen und gleichzeitig ihre Rentabilität zu steigern. Sie ist die optimale technische Lösung für Branchen, in denen der Abgasstrom in Millionen Kubikmetern pro Stunde gemessen wird.
Führen Sie die Ära der nachhaltigen industriellen Chemie an
Lassen Sie Ihr Entschwefelungsnebenprodukt nicht ungenutzt. Rüsten Sie auf einen hocheffizienten Kalkstein-Gips-Rauchgasentschwefelungskreislauf um, der Ihre Umweltbilanz verbessert und Ihre Emissionen in einen marktfähigen Industriewert verwandelt. Kontaktieren Sie BAOLAN EP INC. noch heute, um ein großvolumiges Rückgewinnungssystem zu entwickeln, das exakt auf die Emissions- und Ressourcenrückgewinnungsziele Ihrer Anlage zugeschnitten ist.





















