In der industriellen Emissionskontrolle steht Schwefeldioxid (SO₂) im Mittelpunkt der regulatorischen Aufmerksamkeit. Für Anlagenbetreiber und Instandhaltungsingenieure liegt die wahre Gefahr jedoch in seinem hochkorrosiven Derivat: Schwefeltrioxid (SO₃). Beim Abkühlen des Rauchgases reagiert SO₃ mit Feuchtigkeit und bildet einen tödlichen Schwefelsäurenebel – einen stillen Killer, der Filteranlagen, Saugzugventilatoren und die Schornsteininfrastruktur aggressiv angreift und so zu katastrophalen Anlagenausfällen und der berüchtigten „blauen Rauchfahne“ führt. Herkömmliche Nasswäscher sind oft nicht in der Lage, diese submikronen Säureaerosole effektiv abzuscheiden. Hier kommt das Natriumbicarbonat-Trockenentschwefelungssystem (SDS) ins Spiel. Durch die Nutzung der hohen Reaktivität von thermisch aktiviertem Natriumcarbonat bietet das SDS-Verfahren eine beispiellose synergistische Kontrolle und neutralisiert SO₃ in der trockenen Gasphase, bevor es kondensieren kann. Diese technische Analyse untersucht, wie die auf Natrium basierende Trockenkinetik ein starkes Korrosionsrisiko in ein stabiles, harmloses Pulver umwandelt.

Abb. 1: Industrieller Einsatz der Trockenentschwefelungsarchitektur der BLSDS-Serie
1. Der Säuretaupunkt: Anatomie einer Korrosionskrise
Um den Schutzwert des SDS-Systems zu verstehen, muss man zunächst die Thermodynamik von Schwefeltrioxid (SO₃) analysieren. In industriellen Hochtemperaturöfen, Verbrennungsanlagen und Kesseln werden etwa 11 bis 51 Tonnen des insgesamt erzeugten SO₂ auf natürliche Weise zu SO₃ oxidiert. Obwohl es nur einen geringen Anteil des Gesamtvolumens ausmacht, ist es aufgrund seines physikalischen Verhaltens im Abgaskanal überproportional schädlich.
Die Kondensationsfalle
SO₃ besitzt einen bekanntermaßen hohen Säuretaupunkt, der je nach Feuchtigkeitsgehalt typischerweise zwischen 120 °C und 150 °C liegt. Wenn das heiße Rauchgas durch die nachgeschalteten Kanäle strömt und den Schlauchfilter erreicht, verliert es zwangsläufig Wärmeenergie. Sobald die Temperatur unter diesen kritischen Taupunkt sinkt, reagiert gasförmiges SO₃ mit Wasserdampf und kondensiert zu hochkonzentrierten Tröpfchen flüssiger Schwefelsäure (H₂SO₄). Dieser klebrige, stark korrosive Nebel setzt sich sofort an den Innenflächen aller nachgeschalteten Anlagenteile ab.
Herkömmliche Nasswäscher mit Kalksteinfilter sind oft nach dem Filterhaus angeordnet und arbeiten bei niedrigen Temperaturen, wodurch die Filtersäcke nicht vor der Kondensation im Zulauf geschützt werden. Zudem können Nasswäscher diese submikronen Säureaerosole nur schwer abscheiden, sodass sie den Kamin passieren und eine gut sichtbare, streng regulierte „blaue Rauchfahne“ in der Atmosphäre bilden.
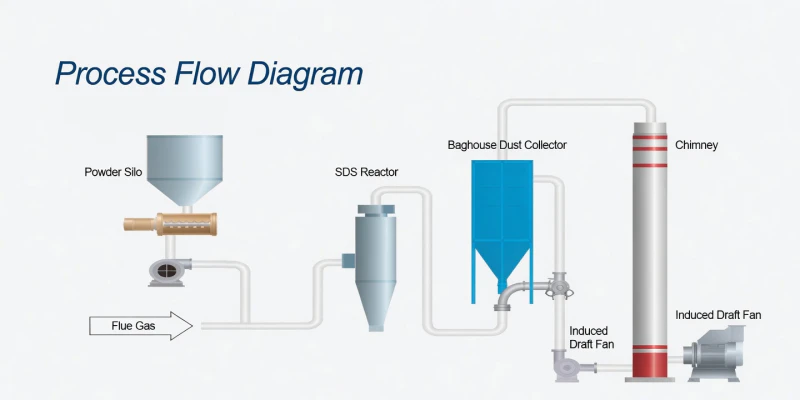
Abb. 2: Strategische Einspritzung: Neutralisierung von sauren Gasen vor empfindlichen Filtrationsanlagen
2. Die Natriumlösung: Kinetik der thermischen Aktivierung
Der „Popcorn-Effekt“ und die molekulare Reaktivität
Das SDS-System löst die SO₃-Krise, indem es die Säure in der Gasphase eliminiert, lange bevor sie den Taupunkt erreicht. Das Verfahren beruht auf der pneumatischen Einspritzung von ultrafeinem Natriumbicarbonat-Pulver (NaHCO₃) direkt in den Hochtemperatur-Rauchgaskanal (typischerweise Betriebstemperatur zwischen 140 °C und 260 °C).
Bei Einwirkung dieser intensiven thermischen Energie zersetzt sich Natriumhydrogencarbonat sofort endotherm und wandelt sich in Natriumcarbonat (Na₂CO₃), Kohlendioxid und Wasserdampf um. Das aus dem festen Partikel entweichende CO₂ zerstört die Kristallstruktur und erzeugt ein weitverzweigtes Netzwerk mikroskopischer Poren. Dieser „Popcorn-Effekt“ führt zu einem hochaktivierten, hochporösen Natriumcarbonatmolekül mit einer enormen spezifischen Oberfläche.
Da Natrium deutlich reaktiver ist als Absorptionsmittel auf Calciumbasis, spürt dieses hochporöse Na₂CO₃ nicht nur SO₂ auf und neutralisiert es, sondern bindet sich auch aggressiv mit Spurenmengen von SO₃, um stabiles, festes Natriumsulfat (Na₂SO₄) und Kohlendioxid zu bilden.
Synergistische Reaktionswege
Phase 1: Thermische Zersetzung
2NaHCO₃ + Wärme → Na₂CO₃ + CO₂ ↑ + H₂O
Phase 2: Beseitigung von Säurenebel (SO₃)
Na₂CO₃ + SO₃ → Na₂SO₄ + CO₂ ↑
Phase 3: Primäre Entschwefelung
Na₂CO₃ + SO₂ → Na₂SO₃ + CO₂ ↑
3. Der Filterkuchen: Der ultimative Schutz für Filteranlagen
Schlauchfilter sind bekanntermaßen anfällig für Schwefelsäurenebel. Kondensiert Säure auf den Filterschläuchen, führt dies zu einer raschen chemischen Hydrolyse des Filtergewebes (insbesondere von PPS- und PTFE-Materialien) und bildet mit der Flugasche einen nassen, klebrigen Schlamm. Dieses Phänomen, bekannt als „Verstopfung der Filterschläuche“, verursacht unkontrollierbare Druckverluste und einen katastrophalen Filterausfall.
Bildung alkalischer Krusten
Das SDS-System behebt diese Schwachstelle vollständig. Beim Eintritt des Gasstroms aus dem Kanal in das Filterhaus transportiert er eine erhebliche Menge hochreaktiven, nicht umgesetzten Natriumcarbonatpulvers. Dieses alkalische Pulver lagert sich kontinuierlich auf der Oberfläche der Filtersäcke ab und bildet einen porösen, stark basischen Filterkuchen.
Beim Durchströmen dieser basischen Kruste werden eventuell vorhandene, aus der Rohrleitungsreaktion entwichene SO₃-Moleküle in direkten Kontakt mit dem Natriumcarbonat gebracht. Die Säure wird direkt an der Oberfläche des Filtersacks neutralisiert. Anstatt eines klebrigen, schädlichen Säureschlamms entsteht trockenes, pulverförmiges Natriumsulfat, das sich im automatisierten Impulsstrahl-Reinigungszyklus leicht ablösen lässt. Dieser synergistische Mechanismus schützt die empfindlichen Gewebefasern aktiv vor Säurehydrolyse und erhält so die Integrität des Filtersystems.
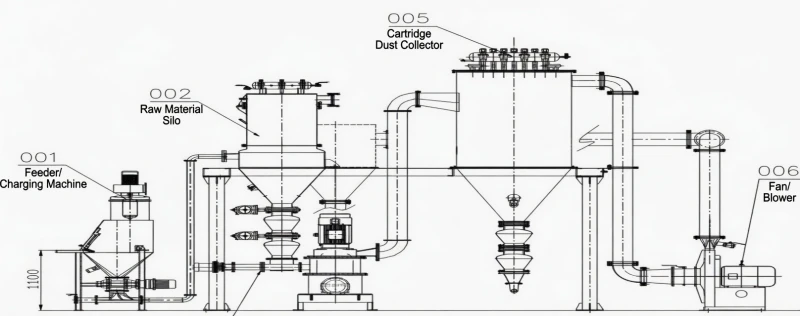
Abb. 3: Submikron-Pulverisierung zur Gewährleistung eines gleichmäßigen, hochporösen alkalischen Filterkuchens
4. Anlagenschutz: Sicherung des nachgelagerten Warenflusses
Der Schutz des SDS-Systems reicht weit über das Filterhaus hinaus. Durch die vollständige Eliminierung von Schwefelsäurenebel aus dem Abgasprofil sichern die Anlagenbetreiber die strukturelle Integrität der teuersten aerodynamischen Komponenten der Anlage.
Lebensdauer von Ventilatoren mit induziertem Luftzug
Der Saugzugventilator arbeitet unter enormer mechanischer Belastung. Wenn Säurenebel den Ventilator durchströmt, kondensiert er an den schnelllaufenden Laufradschaufeln und verursacht aggressive Lochfraßkorrosion, starke Korrosion und schließlich eine katastrophale Unwucht des Rotors. Da das SDS-Verfahren das gesamte SO₃ vor dem Filterhaus abscheidet, ist das Gas, das den Saugzugventilator durchströmt, vollständig trocken und frei von sauren Aerosolen. Dadurch können Standardlaufräder aus Kohlenstoffstahl verwendet werden, wodurch der Bedarf an extrem teuren, korrosionsbeständigen Legierungen oder häufigen Laufradwechseln vollständig entfällt.
Beseitigung der „blauen Rauchfahne“
Submikronäre Schwefelsäure-Aerosole streuen Sonnenlicht äußerst effektiv und erzeugen am Schornsteinausgang eine gut sichtbare, streng regulierte „blaue Rauchfahne“ – selbst wenn Standard-SO₂-Messgeräte Nullwerte anzeigen. Darüber hinaus führt die Säurekondensation im Inneren des Schornsteins mit der Zeit zu strukturellen Schäden. Die synergistische SO₃-Eliminierung durch das SDS-System gewährleistet, dass die Abgase unsichtbar, trocken und völlig unbedenklich sind und somit sowohl die strukturelle Sicherheit als auch die Einhaltung der optischen Vorschriften perfekt gewährleisten.
Maximieren Sie noch heute die Lebensdauer Ihrer Geräte.
Lassen Sie nicht zu, dass unsichtbarer Schwefelsäurenebel Ihre Filtersysteme beeinträchtigt, Ihre aerodynamische Infrastruktur zerstört oder behördliche Auflagen nach sich zieht. Die Implementierung des BAOLAN SDS Trockenentschwefelungssystems ist eine Investition in den absoluten Schutz Ihrer Anlagen. Verwandeln Sie Ihre Pipeline in einen Hochgeschwindigkeits-Chemiereaktor und sichern Sie Ihre Betriebskontinuität. Kontaktieren Sie noch heute unser spezialisiertes Ingenieurteam, um eine vollständig trockene, korrosionsfreie Emissionskontrollarchitektur für Ihre Anlage zu entwickeln.





















