Estudio de caso · Control de emisiones industriales
Cómo un productor de fósforo amarillo en la provincia de Sichuan logró cero emisiones visibles de humo blanco, el cumplimiento total de la norma GB 31573−2015 y una recuperación significativa de agua a partir de una corriente de gases de escape de horno fuertemente ácida y altamente adhesiva, utilizando una unidad de reducción de humos magnéticos compuesta de grafeno que trata 800 000 Nm³/h con una potencia de funcionamiento de 480 kW.
Tratamiento de los gases residuales del fósforo amarillo
Purificación magnética de humos
Supresión de la pluma no térmica
Recuperación de agua condensada
01 — Antecedentes de la industria
Fabricación de fósforo amarillo y el imperativo de cumplimiento de la normativa sobre la emisión de humo blanco.
El fósforo amarillo (también conocido como fósforo blanco) es un producto químico industrial fundamental que se utiliza en la producción de ácido fosfórico, retardantes de llama, aditivos alimentarios y una amplia gama de compuestos especiales de fósforo. Fabricado mediante un proceso de horno de arco eléctrico de alta temperatura que reduce la roca fosfática con coque y sílice a temperaturas superiores a 1400 °C, la producción de fósforo amarillo genera algunos de los gases residuales más agresivos químicamente y de composición más compleja que se encuentran en la industria química.
El Plan de Acción Nacional “Defensa del Cielo Azul” y el Norma de emisión de contaminantes atmosféricos para la industria química inorgánica La norma GB 31573−2015 impone límites estrictos de descarga de múltiples contaminantes a los productores de fósforo amarillo: NOx ≤100 mg/Nm³, SO₂ ≤30 mg/Nm³ y partículas ≤10 mg/Nm³, junto con un requisito de cumplimiento estricto para que no haya una columna de humo blanca visible en condiciones normales de funcionamiento. La norma también exige que el vapor de agua condensado de los gases de escape —que contiene ácido fosfórico disuelto a un pH ≈ 2— se recupere en lugar de descargarse, lo que convierte el reciclaje de agua en una parte integral de la solución de cumplimiento.
Lograr estos límites simultáneamente, al tiempo que se gestiona la excepcional corrosividad (condensado con pH ≈ 2), el carácter particulado adhesivo del polvo de fósforo y la presencia de monóxido de carbono en concentraciones explosivas en el gas de horno crudo, exige un enfoque de mitigación fundamentalmente diferente al del lavado húmedo industrial estándar. La tecnología de mitigación de plumas magnéticas, con su mecanismo de purificación en seco, su medio absorbente compuesto de grafeno y su diseño integrado de recuperación de condensado, se desarrolló específicamente para abordar esta convergencia de desafíos.
Los gases de escape de los hornos de ácido fosfórico de proceso en caliente son corrosivos, adhesivos y presentan riesgo de explosión. Ninguna tecnología de control convencional logra eliminarlos todos. El sistema de control magnético de la pluma resuelve los problemas de corrosión y adhesión en la etapa final de purificación, mientras que el diseño del proceso previo gestiona el riesgo de explosión de CO antes de que el gas alcance cualquier recipiente de tratamiento cerrado.
— Resumen técnico de ingeniería, Proyecto de mitigación de la pluma magnética de la industria del fósforo amarillo

02 — Perfil de contaminación
Caracterización de gases de combustión: Gases de escape de un horno eléctrico de ácido fosfórico de proceso en caliente
La instalación está ubicada en la Zona Industrial del Condado de Leibo, Prefectura de Liangshan, Provincia de Sichuan. El proyecto se implementó entre julio y diciembre de 2022, adaptando un sistema existente de recuperación de agua condensada y reducción de la columna magnética a la infraestructura de desulfuración existente de la planta. El objetivo principal era doble: recuperar el agua condensada de la corriente de gases de escape (mejorando así el suministro de agua potable de la planta) y eliminar la columna blanca visible, cumpliendo plenamente con los límites nacionales de emisiones especiales.
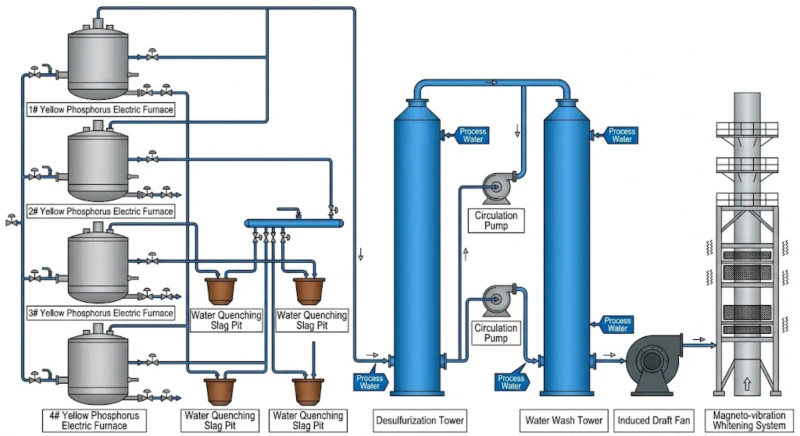
La planta opera cuatro hornos de arco eléctrico para ácido fosfórico de proceso en caliente, cada uno con un tanque de enfriamiento por agua, una campana extractora de humos previa al horno, un tanque de recolección de ácido y un sistema de recirculación de la piscina de ácido. El volumen nominal combinado de gases de combustión en los cuatro hornos es de 800 000 Nm³/h a una temperatura de salida del horno de aproximadamente 80 °C, enfriándose a aproximadamente 35 °C en la entrada de la unidad de reducción de la pluma magnética después de pasar por el depurador de desulfuración.
- NOx: Concentración inicial 100 mg/Nm³. Límite de salida regulado 100 mg/Nm³: margen de cumplimiento estricto que requiere un rendimiento de tratamiento multietapa estable.
- SO₂: Concentración inicial de 550 mg/Nm³; valor objetivo de salida ≤30 mg/Nm³. Este problema se soluciona mediante el lavador de desulfuración húmeda aguas arriba, antes de que el gas entre en la unidad MPA.
- Material particulado (PM): Concentración inicial de 220 mg/Nm³; objetivo de salida ≤10 mg/Nm³. El polvo fino de fósforo y las partículas de carbono requieren una captura profunda submicrométrica.
- monóxido de carbono (CO): Concentración inicial de 2000 mg/Nm³ a la salida del horno. El CO es incoloro, inodoro, tóxico y tiene un límite inferior de explosividad de 12,51 TP3T v/v. Debe controlarse aguas arriba, antes de llegar a cualquier etapa de tratamiento cerrada.
- Fluoruro de hidrógeno (HF): Inicial: 50 mg/Nm³. Altamente corrosivo; determina la especificación del material compuesto de grafeno para todos los componentes de la capa absorbente.
- Arsénico (As): Concentración inicial de 0,95 mg/Nm³. Requiere su captura hasta niveles prácticamente nulos para proteger la salud pública y cumplir con las disposiciones sobre metales pesados.
- Condensado fuertemente ácido (pH≈2): Los gases de escape posteriores al lavador húmedo transportan niebla de ácido fosfórico condensado y vapor de agua. La unidad MPA captura este condensado para reciclarlo como agua de reposición de la planta, convirtiendo un problema de cumplimiento normativo en un recurso.
- Polvo de fósforo adhesivo: Las partículas de fósforo son altamente adhesivas a temperaturas inferiores al punto de rocío. Las superficies de los equipos y las boquillas de pulverización corren el riesgo de sufrir incrustaciones progresivas, lo que requiere un material absorbente compuesto de grafeno y un sistema de retrolavado con filtración específica.
| Parámetro | Concentración inicial | Outlet (Diseño) | Límite reglamentario |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO₂ | 550 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Material particulado (PM) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| CO (gas bruto del horno) | 2.000 mg/Nm³ | Controlado aguas arriba | — |
| fluoruro de hidrógeno (HF) | 50 mg/Nm³ | Casi cero | — |
| Arsénico (As) | 0,95 mg/Nm³ | Casi cero | Suministro de metales pesados |
| Densidad de contaminantes de entrada mixtos (entrada MPA) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Pluma blanca visible | Presente (denso) | Ninguno (invisible) | No se observa ninguna columna de humo blanco. |
| Volumen total de gases de combustión | 800.000 Nm³/h | — | — |
| Temperatura de entrada (unidad MPa) | ≈35°C | — | — |
| Humedad de entrada (en la unidad MPA) | 50% (post-depurador) | — | — |
03 — Requisitos de ingeniería
Criterios de diseño para la reducción de la pluma magnética en aplicaciones de fósforo amarillo
Antes de seleccionar la tecnología de mitigación, el equipo de ingeniería estableció los siguientes requisitos de diseño vinculantes. Estos reflejan el carácter corrosivo, adhesivo y explosivo único de los gases de escape de los hornos de fósforo amarillo y son coherentes con la documentación del proyecto.
Tecnología de eficacia comercial probada
Solo se aceptan tecnologías probadas en campo y comercialmente maduras. Los equipos y materiales deben cumplir con las especificaciones de las normas nacionales de fabricación. Los procesos experimentales o a escala piloto quedan excluidos de la consideración para una instalación que opere bajo la aplicación de límites especiales de emisiones nacionales.
Amplia tolerancia de carga
El sistema debe mantener el rendimiento de purificación y la supresión de la columna de humo blanco cuando el volumen de gases de combustión varía entre 10% y 110% de la capacidad nominal de diseño. Las paradas individuales del horno, los ciclos de carga y las variaciones en la calidad del material de alimentación provocan fluctuaciones significativas en el volumen total de gas que el sistema debe absorber sin la intervención del operador.
Resistencia a la corrosión específica del grado
Todos los componentes que entren en contacto con el flujo de gas cargado de ácido fosfórico deben incorporar protección anticorrosión certificada. La capa absorbente de compuesto de grafeno proporciona resistencia a la corrosión frente al entorno de condensado con HF y pH ≈ 2, así como estabilidad térmica para la purga regenerativa periódica con agua caliente. No se aceptan grados estándar de acero inoxidable para este servicio.
Cero contaminación secundaria
El proceso de descontaminación no debe generar nuevos flujos de aguas residuales, reactivos usados ni residuos sólidos peligrosos. El condensado capturado por la unidad MPA, que contiene ácido fosfórico residual, se dirige a la unidad de recuperación de agua condensada y se recicla como agua de reposición para la planta, cerrando así completamente el ciclo del agua.
Eficiencia energética y electrodomésticos
La selección de equipos debe minimizar los costos de capital y operativos. Todos los equipos importantes que se adquieran deben provenir de fabricantes de calidad con certificación nacional y cadenas de suministro nacionales, lo que garantiza la disponibilidad de repuestos a largo plazo sin depender de componentes importados sujetos a los riesgos de los plazos de entrega internacionales.
Cumplimiento de las normas sobre ruido
El ruido de todos los equipos rotativos no debe superar los 85 dB(A) a 1 m, de acuerdo con los límites industriales de la clase II de la norma GB 12348−2008. A una escala de 800 000 Nm³/h, la selección de ventiladores requiere especial atención al rendimiento acústico debido a los altos caudales de aire involucrados.
Modular y preparado para el futuro
El concepto de diseño modular debe adaptarse a límites de emisiones cada vez más estrictos durante un período de 3 a 5 años sin necesidad de reemplazar el sistema central. La tecnología avanzada debe abordar simultáneamente las coemisiones de contaminantes gaseosos de baja frecuencia para que la instalación pueda obtener la clasificación de emisiones ultrabajas y la renovación proactiva del permiso.
Integración de la recuperación de agua condensada
El objetivo de recuperación de agua condensada del proyecto exige que el depósito de recogida de condensado de la unidad MPA esté conectado a una unidad de recuperación evaporativa específica. El agua recuperada se devuelve al sistema de agua circulante, lo que reduce el consumo de agua potable de la fábrica y elimina cualquier nueva descarga de aguas residuales derivada de la mejora del sistema de control de emisiones.
04 — Solución de tratamiento
Cómo se configuró el sistema de reducción de la pluma magnética para los gases residuales de fósforo amarillo
Reducción de la pluma magnética (MPA), también conocida como purificación magnética de humos, captura de niebla ácida en fase seca, eliminación de humo blanco no térmico, o pulido de escape de campo magnético — Elimina la columna de humo blanca visible al eliminar simultáneamente las partículas finas, los aerosoles de niebla ácida y el vapor de agua saturado de los gases de combustión posteriores a la desulfuración. Un campo magnético controlado generado por la unidad BLEMG-2KT provoca que las moléculas paramagnéticas y las partículas de aerosol cargadas migren hacia la capa absorbente de compuesto de grafeno, donde son capturadas, dejando el flujo de gas de salida libre de la fase de aerosol que genera la columna de humo visible.
En esta aplicación de fósforo amarillo, la unidad MPA se instala como la etapa final de purificación profunda, aguas abajo del depurador de desulfuración húmeda existente. Después de que el ventilador de tiro inducido recoge los gases de escape del horno y los procesa en la torre de desulfuración para eliminar SO₂, HCl y HF, el gas pretratado entra en la unidad MPA a aproximadamente 35 °C con una humedad del 50 % y una carga de contaminantes mixtos de entrada de 50 mg/Nm³. El campo magnético y el absorbedor compuesto de grafeno completan la purificación profunda, reduciendo la concentración de salida a ≤10 mg/Nm³ antes de que el gas limpio se descargue a través de la chimenea principal.
Diagrama de flujo del proceso: Cuatro hornos eléctricos para la limpieza de la chimenea.
Hornos de arco
y Pre-Colección
Depurador
(BLCNXB-80W)
Unidad de recuperación
Pila
Configuración del sistema y parámetros técnicos clave
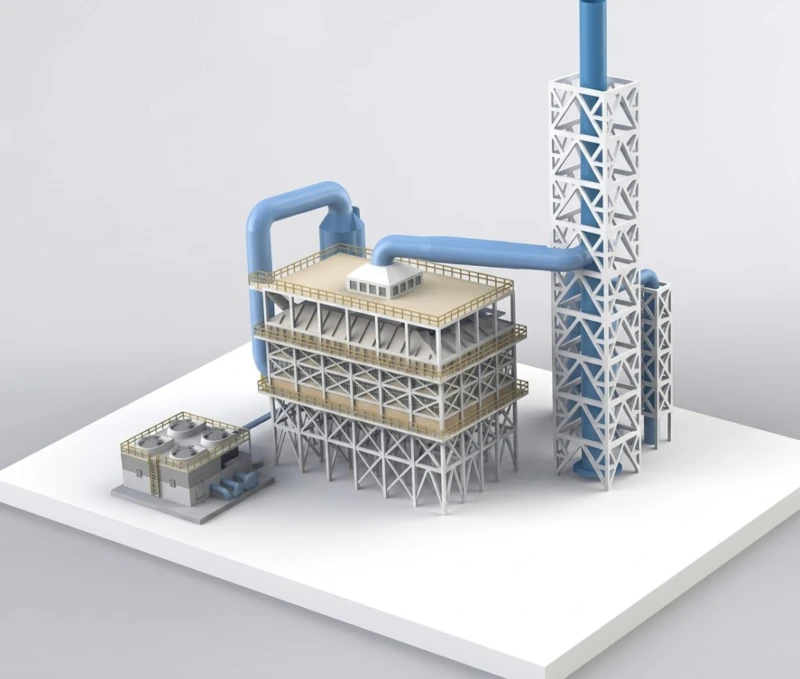
La unidad MPA para este proyecto utiliza un Torre externa, entrada inferior / salida superior Configuración instalada como módulo independiente junto a la infraestructura existente de la torre de desulfuración. Con una capacidad de 800 000 Nm³/h, se trata de una de las mayores instalaciones individuales de MPA en el sector del fósforo amarillo, lo que requiere una superficie de equipo igualmente grande de 30,0 × 17,0 × 26,5 m.
| Parámetro | Especificación |
|---|---|
| Modelo de unidad | BLCNXB-80W |
| Tipo de diseño | Módulo independiente para instalación externa en torre |
| Orientación del flujo de aire | Entrada inferior, escape superior |
| Eficiencia de purificación | ≥97% |
| Concentración de contaminantes mixtos en la entrada | 50 mg/Nm³ |
| Concentración de contaminantes mixtos en la salida | ≤10 mg/Nm³ |
| Resistencia del sistema | 250 Pa |
| Volumen de gases de combustión tratados | 800.000 Nm³/h |
| Temperatura de los gases de combustión de entrada | ≈35°C |
| Material de la capa absorbente | compuesto de grafeno |
| Dimensiones del equipo (largo × ancho × alto) | 30,0 m × 17,0 m × 26,5 m |
| Modelo de generador de energía magnética | BLEMG-2KT |
| Potencia de funcionamiento | 480 kW |
| Días operativos anuales | 330 días/año |
| Costo anual de electricidad | Aproximadamente 1.368.500 RMB/año |
05 — Ventajas principales
Por qué la reducción de la pluma magnética supera a las alternativas para la eliminación de gases residuales de fósforo amarillo
- ✓
La recuperación de agua condensada convierte un flujo de residuos en un recurso: A diferencia de cualquier método de recalentamiento húmedo o depuración alcalina para la supresión de la pluma de condensado, el sistema MPA captura el condensado con ácido fosfórico de la capa absorbedora y lo dirige a través de una unidad de recuperación por evaporación, devolviendo el agua condensada limpia al sistema de agua de circulación de la planta. Esto permite recuperar cantidades significativas de agua de reposición diaria, reduce el costo de adquisición de agua dulce de la fábrica y elimina la posible responsabilidad por descarga de aguas residuales en un solo paso integrado. - ✓
El absorbente compuesto de grafeno resiste el condensado de ácido fosfórico con un pH aproximado de 2: El condensado fuertemente ácido presente en los gases de escape del fósforo amarillo degrada rápidamente los absorbentes metálicos y fibrosos convencionales. La capa compuesta de grafeno especificada para este proyecto mantiene su integridad estructural y eficiencia de absorción en contacto continuo con un fluido de pH ≈ 2, lo que garantiza la vida útil de varios años necesaria para que la inversión de capital sea económicamente viable. - ✓
Eliminación total de emisiones visibles verificada en la primera puesta en marcha: El sistema MPA logró eliminar por completo la emisión visible de humo blanco de las cuatro chimeneas de los hornos eléctricos simultáneamente durante su primera puesta en marcha. Los datos operativos confirmaron que la tecnología cumplió plenamente con los objetivos de diseño. La eliminación de la emisión visible no solo mejoró el entorno de la fábrica, sino que también redujo notablemente el impacto en la comunidad circundante, un criterio clave para el cumplimiento de los permisos en el contexto de la estricta vigilancia ambiental conocida como "Blue Sky Defense". - ✓
Cero reactivos químicos, cero aguas residuales: Economía de procesos en seco a gran escala: Con un caudal de 800 000 Nm³/h, los costes de reactivos y tratamiento de aguas residuales de un sistema de lavado húmedo de capacidad equivalente serían considerables. El proceso en seco MPA elimina ambos. Una potencia de funcionamiento de 480 kW durante 330 días al año a 0,36 RMB/kWh genera un coste anual de electricidad de aproximadamente 1 368 500 RMB, lo que representa una posición competitiva en cuanto a gastos operativos para la escala de capacidad de tratamiento que ofrece. - ✓
Amplia tolerancia de carga en el funcionamiento de salida variable de 4 hornos: El mantenimiento individual de los hornos, la programación de la carga y las variaciones en la calidad de la alimentación provocan fluctuaciones significativas en el volumen total de gas en el banco de cuatro hornos. El generador BLEMG-2KT ajusta continuamente la intensidad del campo magnético en función del monitoreo en tiempo real, manteniendo el rendimiento de purificación previsto en todo el rango operativo de 10% a 110% sin necesidad de realizar cambios manuales en los puntos de ajuste. - ✓
El espacio reservado para equipos simplifica la futura expansión de la capacidad: Las especificaciones del proyecto incluían el requisito de que la disposición de los equipos principales reservara espacio para futuras actualizaciones o capacidad adicional. Esta decisión de diseño con visión de futuro, incorporada en la fase inicial de ingeniería, evita las costosas modificaciones de ingeniería civil que suelen acompañar a las ampliaciones de las líneas de tratamiento existentes.
Comparación de tecnologías: MPA frente a alternativas convencionales para la eliminación de gases residuales de fósforo amarillo
| Criterio | Reducción de la pluma magnética | Lavado húmedo con álcalis | Recalentamiento de gas GGH |
|---|---|---|---|
| eliminación de la nube blanca | Completo (pila invisible) | No (la neblina persiste) | Parcial (dependiente de la temperatura) |
| Recuperación de condensado | Sí (agua de reposición) | No (genera aguas residuales) | No |
| pH ≈ 2 resistencia al ácido | Alto (compuesto de grafeno) | Moderada (corrosión rápida) | Bajo (riesgo de corrosión por HX) |
| Eficiencia de purificación | ≥97% | ≈80–85% | N/A (sin eliminación de contaminantes) |
| Costo del reactivo | Cero | En curso (NaOH/Ca(OH)₂) | Cero |
| Salida de aguas residuales | Ninguno | Alto volumen | Ninguno |
| Adecuado para 800.000 Nm³/h | Sí (módulo único) | Sí (gran huella) | Coste energético muy elevado |
06 — Resultados operativos
Puesta en marcha exitosa desde el primer intento y rendimiento verificado.
La unidad magnética de recuperación de vapor de agua para la reducción de la pluma de humo alcanzó un éxito total en su primera puesta en marcha. Los datos operativos y el rendimiento de la reducción de la pluma cumplieron plenamente con todos los objetivos de diseño. El sistema demostró una alta fiabilidad y profesionalidad en su ingeniería, ya que todos los indicadores de rendimiento alcanzaron los parámetros de diseño y mantuvieron la estabilidad y la eficiencia operativas durante todo el período de prueba.
La eliminación de la nube blanca fue especialmente notable: el sistema logró eliminarla por completo de los gases de escape, alcanzando el objetivo previsto y mejorando tanto el entorno de la fábrica como la calidad del aire en las inmediaciones. El funcionamiento de alta eficiencia de la unidad de recuperación de condensado no solo redujo el consumo energético y los costes de producción, sino que también demostró la viabilidad práctica y la fiabilidad de la tecnología para el cumplimiento de la normativa del sector del fósforo amarillo.

07 — Precauciones de implementación
Consideraciones críticas de ingeniería para aplicaciones de gases residuales de fósforo amarillo
- ⚠️
El condensado altamente corrosivo (pH≈2) requiere una especificación anticorrosión para todo el sistema: El condensado de los gases de escape del horno de fósforo amarillo tiene un pH aproximado de 2 debido al ácido fosfórico disuelto. No se trata de un contaminante residual, sino de la fase líquida principal presente en toda la unidad MPA y en los equipos de manejo de condensado posteriores. Todos los componentes de tuberías, recipientes, bombas, carcasas de sensores y elementos estructurales que puedan entrar en contacto con este condensado deben estar fabricados con materiales aptos para servicio continuo a pH 2. El uso de materiales con una clasificación inferior a la requerida para reducir los costos de adquisición es la causa más común de fallas prematuras en los equipos de esta aplicación. - ⚠️
La adhesión del polvo de fósforo requiere una mayor presión de retrolavado y un mayor volumen de circulación: Las partículas de fósforo son significativamente más adhesivas que el polvo industrial típico. El sistema de recirculación de retrolavado debe diseñarse con una mayor altura de bombeo y un mayor caudal que los especificados para aplicaciones con polvo no adhesivo de carga equivalente. Los sistemas de retrolavado de tamaño insuficiente pierden eficiencia progresivamente a medida que se acumula polvo adhesivo en las superficies del absorbedor, lo que reduce la permeabilidad del lecho y aumenta la caída de presión del sistema más allá del punto de funcionamiento del ventilador. - ⚠️
La topografía del terreno restringe el acceso de la grúa; planifique el montaje antes de que comience la construcción: Las plantas de fósforo amarillo suelen ubicarse en terrenos montañosos o accidentados con acceso restringido por carretera principal. Este proyecto identificó específicamente que la topografía del sitio limitaba las posiciones disponibles para las grúas a lo largo de la carretera de acceso principal, lo que prolongaba los ciclos de instalación debido a la necesidad de reposicionar repetidamente el equipo de elevación. Realice un estudio de elevación y un análisis de acceso para grúas antes de finalizar la disposición del equipo, y seleccione dimensiones de las unidades que permitan su colocación con las grúas disponibles en el sitio. - ⚠️
Reserve espacio para equipos en el diseño de distribución inicial: La fase principal de diseño del equipo debe reservar espacio físico para futuros equipos adicionales que puedan ser necesarios a medida que se endurezcan los requisitos ambientales. El equipo instalado en la fase inicial no debe ubicarse de manera que bloquee las rutas de acceso o las áreas de las plataformas que se requerirán para futuras actualizaciones. Las instalaciones que no reservan este espacio generalmente enfrentan costos civiles y estructurales entre 30 y 50 TP3T más altos cuando necesitan aumentar su capacidad en ciclos de permisos posteriores. - ⚠️
El control de la concentración de CO es obligatorio antes de cualquier etapa de tratamiento posterior en recinto cerrado: Los gases de escape del horno de fósforo amarillo crudo contienen CO hasta en 2000 mg/Nm³. Si bien esta concentración está muy por debajo del límite inferior de explosividad de 12,51 TP3T v/v, el gas debe monitorearse continuamente aguas arriba del ventilador de tiro inducido. Si la concentración de CO aumenta hasta alcanzar un umbral de seguridad definido —debido a una alteración del horno, una falla en el contacto de los electrodos o una variación en la alimentación de carbono—, debe activarse una secuencia automática de derivación y retención de seguridad antes de que el gas llegue a cualquier recipiente cerrado. Los monitores de CO deben calibrarse según un programa que cumpla con el programa de monitoreo de gases peligrosos de la instalación. - ⚠️
La clasificación de la unidad de recuperación de condensado afecta a los permisos: El agua condensada recuperada por la unidad MPA contiene ácido fosfórico disuelto y posibles trazas de metales pesados y fluoruro. Antes de la puesta en marcha, obtenga un análisis de laboratorio de la composición del condensado y confirme su clasificación como residuo con la oficina ambiental local. Si el condensado se clasifica como residuo peligroso en lugar de aguas residuales industriales generales, su reutilización como agua de reposición para la circulación podría requerir una modificación del permiso o un tratamiento adicional antes de su reincorporación al sistema de agua.
08 — Lecciones de ingeniería
Cuatro lecciones transferibles de este proyecto sobre el fósforo amarillo.
- 1
La recuperación de condensado transforma un coste de cumplimiento normativo en un beneficio para la producción. La decisión de integrar una unidad de recuperación de condensado en el diseño del sistema MPA transformó la contabilidad interna del proyecto, pasando de ser un mero costo de cumplimiento ambiental a una inversión parcialmente autofinanciada. El agua recuperada tiene un valor económico directo como agua de reposición para la planta, lo que reduce los costos de adquisición de agua dulce. Este enfoque mejoró la aceptación de las partes interesadas internas para la inversión de capital y constituye un modelo para otras instalaciones del sector del fósforo amarillo y el ácido fosfórico que enfrentan características similares en el flujo de gas. - 2
Es factible implementar un sistema de gestión de aguas pluviales a gran escala con un caudal de 800 000 Nm³/h en un solo módulo. Este proyecto demostró que la tecnología de reducción de plumas magnéticas es escalable a volúmenes de gas muy grandes dentro de una sola unidad de tratamiento. El BLCNXB-80W representa una de las mayores implementaciones de MPA (Arena de Plumas Magnéticas) en el sector, y su exitosa puesta en marcha inicial confirmó que las características de rendimiento de la tecnología —eficiencia, estabilidad y tolerancia a la carga— se mantienen a gran escala. Las instalaciones que tratan más de 500 000 Nm³/h no necesitan recurrir a múltiples unidades paralelas para cumplir con la normativa. - 3
La logística de instalación en obra merece tanta atención por parte de la ingeniería como el diseño del proceso. El desafío de acceso para grúas documentado en el resumen de la experiencia de este proyecto pone de relieve una categoría de riesgo de instalación que a menudo se subestima en la fase de diseño de ingeniería. Para unidades de gran tamaño (30,0 × 17,0 × 26,5 m) en emplazamientos montañosos con acceso restringido, la secuencia de montaje e instalación debe diseñarse junto con el diseño del proceso, y no abordarse como una improvisación durante la fase de construcción una vez que el equipo llega al lugar. - 4
Reservar espacio en la fase de diseño no cuesta nada y supone un gran ahorro posteriormente. La necesidad de reservar espacio para futuras actualizaciones de equipos —documentada explícitamente en los requisitos de ingeniería de este proyecto— es una decisión de diseño de bajo costo con un valor a largo plazo desproporcionadamente alto. A medida que las normas ambientales se vuelven más estrictas en el sector químico del fósforo, las instalaciones con espacio reservado para actualizaciones podrán responder a los nuevos requisitos a una fracción del costo de las instalaciones que deben adaptarse a diseños existentes con limitaciones.
09 — Preguntas frecuentes
Reducción de la contaminación magnética en plantas de fósforo amarillo: Diez preguntas respondidas
Preguntas de gerentes de planta, ingenieros de cumplimiento ambiental y equipos de adquisiciones que evalúan la tecnología MPA para instalaciones de fabricación de fósforo amarillo y ácido fosfórico.
¿Listo para eliminar tu nube blanca?
Descubra la gama completa de soluciones para el control de emisiones industriales.
Desde la reducción de la pluma magnética en plantas de fósforo amarillo y ácido fosfórico hasta Sistemas de oxidación térmica regenerativa para la reducción de COV de alta concentración.Nuestro equipo de ingeniería ofrece soluciones probadas en campo para los desafíos más exigentes en materia de control de emisiones industriales.





















