Estudio de caso · Control de emisiones industriales
Cómo un productor de materiales especiales de aleación de aluminio de alto rendimiento logró una eficiencia de desnitrificación SCR del 99,61 TP3T, una eliminación de polvo mediante filtro de mangas del 99,81 TP3T y un cumplimiento de emisiones ultrabajas en NOx, PM, SO₂, HF y HCl, resolviendo el desafío pionero del envenenamiento del catalizador SCR de temperatura media por metales alcalinos en los gases de escape de los hornos de fundición.
Gases residuales del horno de fundición de aluminio
Eliminación de polvo de filtros de bolsa
Emisión de NOx ultrabaja
Solución para el envenenamiento de catalizadores de metales alcalinos
01 — Antecedentes de la industria
Materiales especiales de aluminio: un sector en crecimiento que se enfrenta a requisitos de emisiones cada vez más estrictos.
La industria del aluminio abarca la minería, el refinado, la fundición, el procesamiento y la venta a lo largo de una compleja cadena de valor global. El aluminio se utiliza ampliamente en la industria aeroespacial, la fabricación de automóviles, la construcción, la transmisión de energía, el embalaje y la electrónica de consumo. El sector tiene una gran importancia económica a nivel mundial, impulsado por la transición hacia materiales ligeros en las industrias automotriz y aeroespacial, donde el aluminio sustituye a componentes más pesados de acero y titanio para reducir el consumo de energía y las emisiones de carbono.
El subsector de aleaciones de aluminio de alto rendimiento y materiales especiales de aluminio se centra en productos avanzados que requieren las propiedades de material más exigentes: tapas de latas ultrafinas para fabricantes de bebidas globales (cuota interna líder en el mercado, aproximadamente 101 TP3T de cuota de mercado global), tapas de latas ultrafinas de 0,208 mm y láminas de latas ultrafinas de 0,235 mm producidas a gran escala, película plástica de aluminio para baterías de nueva energía, lámina de aluminio para colectores de corriente y lámina de aluminio polar para vehículos de nueva energía y electrónica de consumo. El productor de este caso de estudio posee activos totales por un equivalente a 231 mil millones de euros, con una capacidad anual de 690 000 toneladas de aluminio procesado, 150 000 toneladas de carbono, 90 000 kW de potencia y 2,25 millones de toneladas de carbón en bruto, lo que lo convierte en un actor global de primer nivel en materiales especiales de aluminio.
Con el endurecimiento de las normativas medioambientales, la purificación de los gases de combustión de los hornos de fundición de aluminio se ha convertido en un requisito fundamental para la competitividad y el cumplimiento normativo. El reto para este sector reside en la alta temperatura, la elevada cantidad de polvo y, sobre todo, el alto contenido de metales alcalinos de los gases de escape de los hornos de fundición alimentados con gas natural. Los compuestos de metales alcalinos (principalmente sales de potasio y sodio) presentes en el polvo del horno se transportan en la corriente de gas en concentraciones suficientes para envenenar progresivamente los catalizadores SCR convencionales, reduciendo la eficiencia de la desnitrificación con el tiempo. Este problema de envenenamiento por metales alcalinos fue el principal desafío de ingeniería que convirtió a esta instalación en pionera en el sector.
.webp)
“La aplicación de la reducción catalítica selectiva (SCR) a temperatura media a los gases de escape de los hornos de fundición de aluminio no es simplemente una adaptación de la tecnología SCR de las centrales eléctricas. Los compuestos de metales alcalinos presentes en el polvo del horno actúan como venenos para el catalizador en las concentraciones que transporta esta corriente de gas. La solución al problema de la selección y protección del catalizador es lo que hace que esta instalación sea única: fue la primera vez que se implementó con éxito la SCR de alta eficiencia a temperatura media en este sector a nivel mundial.”
— Resumen técnico de ingeniería, Proyecto de eliminación de polvo y desnitrificación de materiales especiales de aleación de aluminio de alto rendimiento
02 — Perfil de contaminación
Gases de escape de hornos de fundición de aluminio: Alto contenido de NOx, alto contenido de polvo y alto contenido de metales alcalinos.
La línea de producción de esta planta consta de dos hornos de fundición y dos hornos de mantenimiento, todos integrados en una única chimenea. Cada horno de fundición funciona con gas natural; los gases de escape contienen una cantidad significativa de NOx, producidos por reacciones de combustión a alta temperatura. Los cuatro hornos están equipados con un único filtro de mangas. Los gases de combustión de todos los hornos se combinan en una chimenea para su descarga. Al utilizar gas natural como combustible, los gases de escape no contienen SO₂, pero sí NOx, partículas (incluidas finas partículas de NaCl, KCl y otras sales de metales alcalinos), HF, HCl y CO, cuyas emisiones deben controlarse dentro de los límites permitidos.
El principal desafío en materia de contaminación para esta aplicación radica en el contenido de metales alcalinos en la fracción particulada de los gases de escape del horno de fundición. El polvo transporta partículas de NaCl, KCl y compuestos de potasio y sodio relacionados en concentraciones suficientes para envenenar progresivamente los catalizadores SCR convencionales de vanadio-titania en cuestión de meses de funcionamiento, al ocupar los sitios ácidos activos en la superficie del catalizador. Este mecanismo de envenenamiento requiere una formulación de catalizador específicamente resistente a la desactivación por metales alcalinos, o bien una etapa de pre-eliminación de polvo aguas arriba del reactor SCR para reducir la carga de partículas de metales alcalinos antes de que entren en contacto con el catalizador. Este caso de estudio utiliza un SCR de temperatura media ubicado aguas arriba del filtro de mangas (en la zona de pre-desempolvado de alta temperatura, a 350–400 °C), con un catalizador diseñado para tolerar la exposición a metales alcalinos y con el filtro de mangas ubicado aguas abajo para el pulido final del polvo.
| Parámetro | Gas crudo / Entrada | Outlet (Diseño) | Referencia de límite UE/NL |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤50 mg/Nm³ | Directiva IED 2010/75/UE ≤100 mg/Nm³ (combustión) |
| Material particulado (PM) | 2.000 mg/Nm³ | ≤10 mg/Nm³ | NER (Decreto de Actividades Neerlandés) ≤5 mg/Nm³ |
| SO₂ | No presente (combustible de gas natural) | ≤5 mg/Nm³ | Directiva IED 2010/75/UE |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | Directiva IED 2010/75/UE |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | IED 2010/75/UE HF BAT |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | IED 2010/75/UE HCl BAT |
| Volumen de gases de combustión del proceso | 125.000 Nm³/h | — | — |
| Temperatura nominal de los gases de combustión | 350–420 °C | — | — |
| Temperatura de diseño del SCR | 350 °C (salida del horno, preenfriador) | — | — |
| Punto de temperatura para la eliminación de polvo | 200 °C (entrada del filtro de mangas) | — | — |
| Temperatura de desnitrificación SCR | 359°C | — | — |
| Contenido de sustancia corrosiva en la entrada | 30 mg/Nm³ (sales alcalinas) | — | — |
03 — Requisitos de ingeniería
Siete criterios de diseño que definen la arquitectura SCR de temperatura media para esta aplicación.
Cada uno de los siguientes requisitos era vinculante antes de la selección de la tecnología y refleja las características específicas de los gases de escape de los hornos de fundición de aluminio alimentados con gas natural, que difieren de los contextos de las centrales eléctricas y las calderas industriales en los que se suele implementar la tecnología SCR.
SCR posicionado antes de la eliminación de polvo
El reactor SCR se instala a la salida del horno, antes del enfriador de aire, a una temperatura del gas de 350–400 °C, ya que en esta etapa el gas no contiene SO₂, lo que permite el uso de catalizadores de temperatura media. El SCR reduce los NOx antes de que el filtro de mangas elimine las partículas aguas abajo, creando una configuración SCR en el lado caliente que aprovecha el rango de alta temperatura previo al enfriamiento del gas.
Formulación de catalizador tolerante a metales alcalinos
El catalizador debe estar específicamente formulado y validado para tolerar la intoxicación por sales de potasio y sodio a una concentración de entrada de compuestos de metales alcalinos de 30 mg/Nm³. Los catalizadores convencionales de vanadio-titania sin resistencia a los álcalis no pueden alcanzar la garantía de vida útil química de 24 000 horas en este entorno de servicio.
Arquitectura de capas Catalyst 3+1
El reactor SCR utiliza un diseño de capa catalítica 3+1: 3 capas activas que proporcionan una eficiencia de desnitrificación del 99,61 TP3T, más 1 capa de reserva que se puede cargar si alguna capa activa requiere ser reemplazada durante la vida útil química de 24 000 horas, evitando así la interrupción de la producción por el cambio de catalizador.
Integración de soplado de hollín y control de temperatura
El sistema incluye soplado automático de hollín con retroalimentación de temperatura y caudal al sistema de control. En función de la temperatura del gas monitorizada, la frecuencia e intensidad del soplado de hollín se ajustan en tiempo real. La preparación de la solución de urea y la retroalimentación de la descomposición térmica de la urea también están integradas en el sistema de control, con capacidad de reinicio automático con un solo botón para válvulas y bombas.
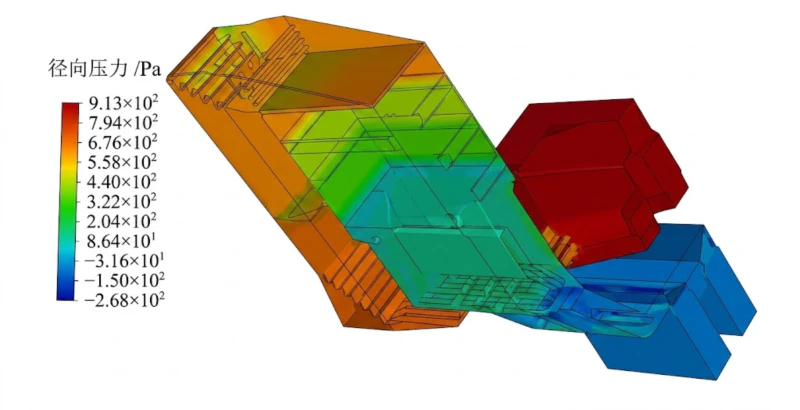
Validación de la distribución de presión mediante simulación
La distribución general de la presión en la unidad SCR se valida mediante simulación computacional antes de su construcción. Esto garantiza que el gas fluya uniformemente a través de toda la sección transversal del catalizador, evitando puntos calientes de velocidad localizada que provoquen la desactivación prematura del catalizador y el incumplimiento de las normas debido a efectos de canalización.
Sistema de reactivos de urea
La urea (pureza 98%, sesgo 5%) se utiliza como agente reductor SCR. El consumo de urea es de 9,5 kg/h; el sistema de hidrólisis de urea produce amoníaco mediante la descomposición térmica de la solución de urea, con la retroalimentación de la descomposición conectada al sistema de control. El consumo de agua para la disolución de la urea es de aproximadamente 40 kg/h.
Filtro de mangas aguas abajo para el pulido final
El filtro de mangas está ubicado después del reactor SCR y del enfriador de aire, y trata el gas a aproximadamente 200 °C. Esta ubicación posterior implica que el filtro de mangas no está expuesto a la zona de mayor temperatura y, por lo tanto, utiliza un medio filtrante de mangas estándar, al tiempo que recoge cualquier polvo de catalizador o subproducto de sal de amonio de la etapa SCR antes de la descarga final en la chimenea.
Respuesta a la fluctuación de NOx
La concentración de NOx en el horno de fundición fluctúa con los cambios en los ajustes del quemador, la composición de la carga metálica y la fase del ciclo de producción. El sistema de control de inyección de urea debe responder dinámicamente a estas fluctuaciones para mantener la relación molar NH₃/NOx dentro del rango objetivo: una inyección excesiva de urea provoca fugas de amoníaco, mientras que una inyección insuficiente provoca un exceso de NOx.
04 — Solución de tratamiento
Arquitectura integrada de tratamiento con filtro de mangas: SCR → Refrigeración por aire → Filtro de mangas
Debido al endurecimiento de las normativas medioambientales, la configuración del filtro de mangas existente en la línea de producción ya no era suficiente para cumplir con los límites de NOx. La mejora incluyó la incorporación de un sistema de desnitrificación SCR de temperatura media aguas arriba, ubicado a la salida del horno antes del enfriador de aire, donde la temperatura del gas es de 350–400 °C —dentro del rango óptimo de operación del SCR de temperatura media— y donde no hay SO₂ presente que pueda envenenar el catalizador. La combustión de gas natural no produce azufre, lo que permite el uso de formulaciones de catalizadores de temperatura media que se desactivarían rápidamente por el SO₂ en aplicaciones con carbón.
Diagrama de flujo del proceso: del horno de fundición a la chimenea de emisiones ultrabajas.
Horno (×2)
+ Mantener (×2)
350–400 °C
(3+1 capas)
→ 200 °C
Eliminación de polvo
Chimenea de emisiones
⭐ Equipos nuevos o mejorados en este proyecto
.webp)
Validación de la distribución de presión mediante CFD
La distribución general de la presión en la unidad SCR se validó mediante simulación computacional antes de su construcción. La simulación confirmó que el flujo de gas que ingresa a las capas del catalizador es suficientemente uniforme para evitar puntos calientes de velocidad local que causarían la desactivación prematura del catalizador en un entorno de gas rico en metales alcalinos. Se confirmó que la caída de presión en toda la unidad SCR es ≤600 Pa en condiciones de operación a plena carga.
Parámetros técnicos clave
| Parámetro | Especificación |
|---|---|
| Volumen de gases de combustión del proceso | 125.000 Nm³/h |
| Volumen estándar | 55.000 Nm³/h |
| Temperatura de funcionamiento del reactor SCR | 350 °C (diseño); máx. 350 °C; mín. 200 °C |
| Configuración de la capa catalizadora | 3+1 (3 activos + 1 de reserva) |
| Tamaño del elemento catalizador | Sección transversal de 150 × 150 mm, altura de 800 mm (H) |
| Espesor de la pared (interior/exterior) | 1,0 mm interior / 1,7 mm exterior |
| Porosidad | 72.59% |
| Área superficial específica del catalizador | 409 m²/m³ |
| Tipo de componente activo | V₂O₅ y WO₃ (vanadio/tungsteno) |
| Material portador | TiO₂ |
| Garantía de vida útil del producto químico del catalizador | 24.000 horas |
| Vida mecánica del catalizador | 10 años |
| Garantía de eficiencia de desnitrificación | ≥88% (actividad inicial); rendimiento ≥24.000 h |
| tasa de conversión SO₂/SO₃ | ≤1% |
| Garantía de deslizamiento de amoníaco | ≤6 ppm |
| Caída de presión del SCR | ≤600 Pa |
| Consumo de urea | 9,5 kg/h (pureza 98%) |
| Consumo de agua en la hidrólisis de urea | ≈40 kg/h |
| Carga máxima de funcionamiento del sistema | 196,5 kW instalados; 147,5 kW en funcionamiento real. |
| Coste anual de electricidad (8.000 h/año) | Aproximadamente 425.280 EUR/año (equivalente a 0,36 unidades monetarias) |
.webp)
05 — Ventajas principales
Por qué el sistema SCR de temperatura media en el lado caliente es la arquitectura adecuada para la desnitrificación de hornos de fundición de aluminio.
- ✓
La ausencia de SO₂ en la entrada del SCR permite la selección de catalizadores a temperatura media: Debido a que los hornos de fundición funcionan con gas natural en lugar de carbón o fuelóleo pesado, los gases de escape no contienen SO₂. Esta es la condición que permite la instalación del sistema SCR a temperatura media, entre 350 y 400 °C. En aplicaciones con carbón, el SO₂ a estas temperaturas reaccionaría con los sitios activos del catalizador, formando depósitos de sulfato de amonio que lo desactivan en cuestión de semanas. La ausencia de SO₂ en esta aplicación con gas natural hace viable el sistema SCR a temperatura media en el lado caliente, logrando simultáneamente la alta eficiencia de eliminación de NOx de la operación a alta temperatura sin la limitación del envenenamiento por SO₂. - ✓
Una formulación de catalizador tolerante a metales alcalinos resuelve el desafío único de envenenamiento del sector: El catalizador convencional de vanadio-titania utilizado en la reducción catalítica selectiva (SCR) de las centrales eléctricas se desactiva progresivamente por los 30 mg/Nm³ de compuestos de metales alcalinos (NaCl, KCl) presentes en los gases de escape de los hornos de fundición de aluminio. Los iones de metales alcalinos desplazan las especies activas de vanadio de los sitios ácidos de la superficie del catalizador, reduciendo la velocidad de reacción NOx-NH₃. El catalizador formulado específicamente para esta instalación alcanzó una garantía de vida útil química de 24 000 horas gracias a una arquitectura resistente a los álcalis que mantiene la densidad de sitios activos requerida a pesar de la exposición a metales alcalinos; esta es la principal innovación técnica de esta primera implementación en el sector. - ✓
99,6% Eficiencia de desnitrificación verificada: Salida de NOx a 4 mg/Nm³ frente a un límite de 50 mg/Nm³: La eficiencia de desnitrificación verificada del 99,61 TP3T proporciona una concentración real de NOx a la salida de aproximadamente 4 mg/Nm³ frente al límite de diseño de 50 mg/Nm³ y el límite reglamentario de 50 mg/Nm³, lo que representa un margen de cumplimiento del 921 TP3T. Este nivel de cumplimiento superior al estándar ofrece garantías ante un posible endurecimiento futuro de las normas y robustez frente a las fluctuaciones estacionales y entre lotes en la generación de NOx del horno. - ✓
La arquitectura de capas Catalyst 3+1 permite el funcionamiento continuo mediante el cambio de Catalyst: La cuarta capa de reserva garantiza que, cuando cualquiera de las tres capas activas requiera ser reemplazada al final de su vida útil química de 24 000 horas, el repuesto pueda cargarse desde la capa de reserva sin detener la línea de producción. Esta característica de diseño elimina la interrupción forzosa de la producción que, de otro modo, sería necesaria para el cambio de catalizador en un sistema de múltiples hornos y una sola pila. - ✓
El filtro de mangas aguas abajo logra una eliminación de polvo del 99,81 TP3T con una salida de PM de 4 mg/Nm³: La ubicación del filtro de mangas aguas abajo del reactor SCR y del enfriador de aire permite que el filtro trate un flujo de gas más frío (aproximadamente 200 °C en lugar de 350 °C), lo que reduce el estrés térmico en el tejido de la manga y prolonga su vida útil. Esta posición aguas abajo también permite capturar los subproductos de sales de amonio de la etapa SCR, evitando su descarga a la chimenea, y proporciona una concentración de partículas de aproximadamente 4 mg/Nm³ frente al límite de diseño de 10 mg/Nm³. - ✓
La simulación de la distribución de presión evita la mala distribución del flujo antes de la construcción: La simulación de distribución de presión mediante dinámica de fluidos computacional (CFD) validó el flujo uniforme de gas en toda la sección transversal del catalizador antes de la fabricación de cualquier estructura de acero. Esto evita los puntos calientes de velocidad localizada que causarían tasas de desactivación diferenciales del catalizador en el lecho catalítico, generando patrones de fuga de NOx no uniformes que son difíciles de diagnosticar y corregir después de la puesta en marcha.
06 — Resultados operativos
Datos de cumplimiento verificados: Todos los parámetros se encuentran muy por debajo de los límites establecidos por la Directiva sobre Dispositivos Médicos Independientes de la UE y el Decreto de Actividades de los Países Bajos.
El sistema logró el siguiente rendimiento de cumplimiento verificado, con todas las concentraciones de salida reales sustancialmente por debajo tanto de los objetivos de diseño como de los límites reglamentarios:
Eficiencias de tratamiento alcanzadas: desnitrificación 90% (de 100 a ≤10 mg/Nm³ objetivo de diseño), alcanzada real 99,6% a 4 mg/Nm³; eliminación de polvo 99,8% (de 2.000 a ≤4 mg/Nm³ real). La carga máxima de funcionamiento del sistema es de 196,5 kW instalados, con una carga operativa real de 147,5 kW. Con un funcionamiento de 24 h/día, 8.000 horas anuales y el equivalente a 0,36 RMB/kWh, el coste anual de electricidad es aproximadamente 425.280 EUR equivalente. Coste anual de agua para la disolución de urea: aproximadamente 640 decenas de mil RMB equivalente. Coste anual de urea con un consumo de 7,2 kg/h: aproximadamente 633,6 decenas de mil RMB equivalente.
07 — Precauciones de implementación
Lecciones críticas de ingeniería y operación para aplicaciones SCR en la fundición de aluminio
- ⚠️
La intoxicación por metales alcalinos del catalizador SCR es el principal riesgo para el rendimiento a largo plazo; la selección del catalizador no puede delegarse al postor que ofrezca el precio más bajo: La concentración de 30 mg/Nm³ de compuestos de metales alcalinos en los gases de escape del horno de fundición representa el principal desafío de esta aplicación. Los catalizadores SCR estándar de las centrales eléctricas se desactivan rápidamente al exponerse a esta carga. La especificación del catalizador debe requerir pruebas de tolerancia a metales alcalinos validadas, considerando las especies y concentraciones reales de sales alcalinas presentes en los gases de escape, y no afirmaciones genéricas de "resistencia a los álcalis". Solicite informes de pruebas de terceros que demuestren la retención de la actividad del catalizador tras una exposición simulada a metales alcalinos antes de aceptar cualquier propuesta de suministro de catalizador. - ⚠️
Una alta concentración de polvo (2000 mg/Nm³) que ingresa al SCR provoca un bloqueo rápido del catalizador sin una eliminación eficaz del hollín: Los gases de escape del horno de fundición, con una concentración de partículas de 2000 mg/Nm³, representan aproximadamente 20 veces la carga de polvo de las instalaciones típicas de SCR en centrales eléctricas. La acumulación de polvo en los canales de la estructura alveolar del catalizador obstruye progresivamente el flujo, aumenta la caída de presión y reduce la superficie efectiva del catalizador disponible para el contacto con NOx-NH₃. El sistema automatizado de soplado de hollín con retroalimentación de temperatura y caudal debe diseñarse, ponerse en marcha y mantenerse adecuadamente como un sistema crítico para la producción, y no como un auxiliar opcional. El intervalo de soplado de hollín debe calibrarse a partir de datos operativos reales durante el primer mes de funcionamiento. - ⚠️
Las fluctuaciones de NOx y de la temperatura de los gases de combustión provocan inestabilidad en la descarga del sistema; la inyección de urea debe responder de forma dinámica: El principal riesgo documentado son las fluctuaciones en la temperatura de los gases de combustión y la concentración de NOx, derivadas de cambios en los ajustes del quemador del horno y la composición de la carga metálica. El sistema de control de inyección de urea debe contar con un tiempo de respuesta de retroalimentación del sensor adecuado para ajustar las tasas de inyección dentro de la frecuencia de cambio del ciclo del horno. Si el retardo de respuesta es demasiado lento, el SCR entra en periodos de sobreinyección (que provoca fugas de amoníaco) y subinyección (que provoca superaciones de los límites de NOx) durante cada transición del ciclo operativo del horno. - ⚠️
La estrecha vinculación operativa entre el equipo del horno y la sala de control del tratamiento de gases es un requisito funcional: Cuando se detectan fluctuaciones en la temperatura o la concentración de NOx, el equipo de operación del horno debe notificar a la sala de control de tratamiento de gases con anticipación antes de realizar cualquier ajuste en el quemador o la carga. Sin esta coordinación, el sistema de control SCR reacciona a los cambios de NOx después de que estos ya han ingresado a la zona del catalizador, lo que no deja tiempo suficiente para ajustar la inyección de urea. Un protocolo simple que requiere un aviso previo de 15 a 30 minutos sobre los cambios planificados en la operación del horno previene la mayoría de los eventos de incumplimiento en tiempo real. - ⚠️
El control de las fugas de amoníaco es tan importante como la reducción de NOx: se debe monitorear activamente la garantía de ≤6 ppm: La fuga de amoníaco a la salida del SCR es un parámetro regulado por la Directiva IED de la UE y el Decreto de Actividades neerlandés, y también constituye un problema de olores molestos que puede provocar quejas de la comunidad e inspecciones regulatorias. La garantía de fuga de amoníaco de ≤6 ppm exige una monitorización continua a la salida del SCR y la reducción automática del caudal de inyección de urea cuando la concentración de NH₃ se aproxima al límite de fuga. Es fundamental incluir un sensor de NH₃ in situ en las especificaciones del CEMS desde el día de la puesta en marcha. - ⚠️
El protocolo del sistema de raspado de yeso debe mantenerse aunque esta aplicación no genere yeso (no hay SO₂ en los gases de escape del gas natural): Esta aplicación no incluye un sistema de desulfuración húmeda de gases de combustión (FGD) debido a la ausencia de SO₂. Sin embargo, si en el futuro se añade a los hornos una opción de combustión conjunta con biomasa que contenga SO₂ o un combustible suplementario, se requeriría una etapa de desulfuración húmeda. Cualquier modificación futura del tipo de combustible debe notificarse al ingeniero del sistema de tratamiento de gases antes de su implementación, ya que alteraría fundamentalmente el perfil de contaminantes que ingresan al catalizador SCR y podría acelerar la intoxicación por sulfatos.
08 — Lecciones de ingeniería
Cuatro lecciones aprendidas del primer despliegue de SCR a temperatura media en la fundición de aluminio
- 1
La ausencia de SO₂ en los hornos de aluminio alimentados con gas natural es la condición que posibilita la reducción catalítica selectiva (SCR) en la fase caliente; este factor diferenciador debe identificarse en la etapa de definición del proyecto. La decisión de ubicar el SCR aguas arriba del filtro de mangas a 350–400 °C solo fue posible porque la combustión de gas natural no produce SO₂. En una aplicación equivalente que utilizara carbón o fuelóleo pesado, esta posición en el lado caliente provocaría una rápida intoxicación del catalizador de bisulfato de amonio. El tipo de combustible del horno debe confirmarse y documentarse antes de tomar cualquier decisión sobre la arquitectura del SCR. - 2
El envenenamiento del catalizador por metales alcalinos es un desafío específico del sector que requiere una solución específica del sector; no especifique un catalizador estándar de central eléctrica para el tratamiento catalítico reducido (SCR) de hornos de fundición. El contenido de metales alcalinos en los gases de escape de los hornos de fundición de aluminio es la principal diferencia con respecto a las aplicaciones SCR en centrales eléctricas y calderas industriales. Las formulaciones estándar de catalizadores se desactivan en cuestión de meses con una exposición a sales de metales alcalinos de 30 mg/Nm³. La vida útil química de 24 000 horas lograda en este proyecto fue el resultado directo de especificar una formulación de catalizador resistente a los álcalis, una decisión de diseño que, si bien incrementó el costo de adquisición del catalizador, evitó la necesidad de un reemplazo de emergencia a los 6-12 meses. - 3
Lograr una eficiencia de desnitrificación del 99,61 TP3T (NOx a 4 mg/Nm³ frente al límite de 50 mg/Nm³) crea un margen de cumplimiento que absorbe tanto la incertidumbre de la medición como el endurecimiento futuro de las normas. Bajo las condiciones de la Directiva de Equipos Industriales (IED) de la UE y el permiso ambiental neerlandés, las concentraciones promedio horarias de NOx se monitorean continuamente. Un sistema que opera a 4 mg/Nm³ frente a un límite de 50 mg/Nm³ tiene un margen de cumplimiento de 8 veces, suficiente para absorber la deriva de calibración del sistema de monitoreo continuo de emisiones (CEMS), la variación estacional de NOx en el horno y una posible revisión futura del límite de 50 a 30 mg/Nm³ sin necesidad de modificar el sistema. Este es el punto de referencia adecuado para un horizonte de inversión tecnológica de 10 años. - 4
El principio de diseño de la capa catalítica 3+1 debería convertirse en la arquitectura estándar para cualquier instalación SCR con un perfil operativo de producción continua. La cuarta capa de catalizador de repuesto en esta instalación elimina la interrupción de la producción que, de otro modo, sería necesaria para el cambio programado del catalizador al alcanzar las 24 000 horas de vida útil. Para cualquier instalación SCR en la que la línea de producción conectada no pueda detenerse para el mantenimiento del catalizador sin un impacto financiero significativo, el costo adicional de especificar una capa de catalizador de repuesto en la etapa de diseño inicial es insignificante en comparación con el costo de una interrupción no planificada para el cambio del catalizador más adelante en la vida útil del sistema.
09 — Preguntas frecuentes
Sistema SCR de temperatura media para hornos de fundición de aluminio: Diez preguntas respondidas
Preguntas de gestores de permisos ambientales, ingenieros de procesos y equipos de adquisiciones en plantas de fundición de aluminio y fábricas de materiales especiales que evalúan mejoras en la desnitrificación SCR.
¿Listo para resolver el problema de las emisiones de NOx de su horno de aluminio?
Descubra la gama completa de soluciones para el control de emisiones industriales.
Desde la desnitrificación SCR a temperatura media para hornos de fundición de aluminio hasta Sistemas de oxidación térmica regenerativa para la reducción de COV industrialesNuestro equipo de ingeniería ofrece soluciones que cumplen con la normativa IED de la UE para los requisitos de control de emisiones de metales no ferrosos más exigentes.





















