精密工学と持続可能な実践が融合するヨーロッパの革新的な断熱材セクターの中心地において、EVER-POWERは厳しい空気質要求に直面するグラスウール生産者にとって信頼できるパートナーです。当社の再生熱酸化装置(RTO)は、グラスファイバー生産ライン特有の課題に対応できるよう設計されており、クリーンな操業を確保しながらエネルギー効率を向上させます。長年にわたる多様な気候条件での現場設置実績に基づき、これらのシステムはバインダー用途の揮発性有機化合物を無害な副産物に変換すると同時に、貴重な熱を回収してプロセス再利用を可能にします。
優れた断熱性と遮音性からオランダの建築業界で広く使用されているグラスウールは、砂や再生ガラスなどの原材料を高温で溶解し、繊維化して有機樹脂で固めることで製造されます。この工程ではホルムアルデヒドやフェノールなどのVOC(揮発性有機化合物)が発生しますが、当社のRTOユニットはこれらを効果的に中和します。ロッテルダムの工業地帯やアムステルダムの環境重視の開発地域など、建築基準法で低炭素フットプリントが重視されている地域において、当社の技術は生産性を損なうことなく規制遵守をサポートします。
グラスウール生産の主な特徴と排出課題
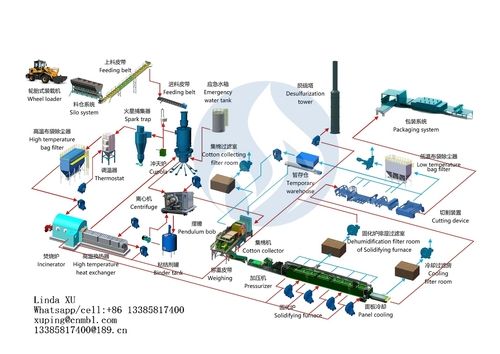
グラスウールの製造は、珪砂、ソーダ灰、石灰石、カレットをバッチ混合することから始まります。これらの材料は、約1400℃の炉で溶融されます。溶融ガラスは繊維に紡がれ、耐久性を高めるためにフェノール樹脂またはアクリル系バインダーでコーティングされます。このバインダー段階で、樹脂が熱硬化し、有機物が揮発するため、最も多くの排出物が発生します。アムステルダムやハーグの建設ブームを支える効率的なサプライチェーンで知られるオランダの工場は、オランダ環境管理法(Wet milieubeheer)に基づく罰則を回避するために、これらの排出物を管理する義務があります。
ロックウールとは異なり、グラスウールは繊維が細いため、粒子の蓄積を防ぐために排気流を正確に制御する必要があります。当社のRTO設計には、シリカ粉塵を捕捉するプレフィルターが組み込まれており、アイントホーフェンやユトレヒトのグラスファイバーラインに特有の高粉塵環境でも長寿命を実現しています。隣国ベルギーのフランダース地方は製造業が密集しており、同様の問題を抱えています。これらのプロセスにおけるVOC排出量を50mg/Nm³に制限するVLAREM II規制を遵守しています。
ヨーロッパ最大のグラスウール生産国であるドイツは、TA Luft基準を施行し、全有機炭素量を20mg/m³に制限しているため、バイエルン州またはノルトライン=ヴェストファーレン州の工場では高度な酸化装置の使用が求められています。フランスのICPE分類では、ノルマンディーまたはアルザス地域の施設にBAT(利用可能な最善の技術)の使用が義務付けられており、RTO(残留酸化装置)は98%以上の分解率を達成しています。英国環境庁はEPRに基づき同様の規制を義務付けており、ヨークシャーの施設ではガス価格の高騰によりエネルギーコストを相殺するために熱回収の恩恵を受けています。
デンマークのユトランド半島の工場に対する厳格なミルヨースティレルセン(Miljøstyrelsen)ガイドラインは、グラスウールの臭気が近隣住民に影響を及ぼす可能性があるため、臭気対策を重視しています。米国(オハイオ州のグラスウールに関するEPA MACT基準)、中国(広東省の工場に関するGB 16297-1996)、カナダ(オンタリオ州に関するCCMEガイドライン)といった世界有数のグラスウール生産国は、いずれもホルムアルデヒド5ppmなどの基準を満たすためにRTO(残留ガス回収装置)が不可欠であることを強調しています。その他の主要国には、イタリア(ロンバルディア州 D.Lgs. 152/2006 に基づく)、スペイン(カタルーニャ州 RD 100/2011)、スウェーデン(ストックホルム NFS 2016:13)、ポーランド(シレジア州 Dz.U. 2021 poz. 1973)、フィンランド(ヘルシンキ Ympäristöministeriö 法令)、オーストリア(ウィーン Luftreinhalte-Verordnung)、スイス(チューリッヒ LRV)、チェコ共和国(プラハ Act 201/2012)、トルコ(イスタンブール Çevre Kanunu)、ロシア(モスクワ SanPiN)、インド(グジャラート州 CPCB 規範)、ブラジル(サンパウロ CONAMA 382)、メキシコ(モンテレー NOM-085-SEMARNAT)、オーストラリア(シドニー NEPM)、南アフリカ(ヨハネスブルグ AQA)、日本(東京の大気汚染防止法)、韓国 (ソウルの大気浄化法)、サウジアラビア (リヤドの PME 基準)、UAE (ドバイの EAD 規制)、インドネシア (ジャカルタの KLHK)、ベトナム (ハノイの QCVN 19:2009)、タイ (バンコクの PCD)、マレーシア (クアラルンプールの DOE)、フィリピン (マニラの DENR)、およびエジプト (カイロの EEAA)。
これらの規制は、汚染物質を破壊するだけでなく、NOx などの二次排出を最小限に抑える堅牢なシステムの必要性を強調しており、当社の低 NOx バーナーはこれに効果的に対処します。
グラスウール用途向けEVER-POWER RTOの技術的パラメータ
グラスファイバー環境において最適な性能を発揮するために、当社のRTOユニットは、広範な試験と実稼働環境から導き出された30の主要な技術パラメータに基づいて設計されています。これにより、年間最大5万トンを処理するオランダの工場によく見られる高温・粉塵環境においても信頼性を確保しています。
| パラメータ | 値/範囲 | 説明 |
|---|---|---|
| VOC破壊効率 | 99%+ | バインダーからのフェノールとホルムアルデヒドのほぼ完全な分解を保証します。 |
| 熱回収率 | 95-97% | 炉の予熱用のエネルギーを回収し、通常の操作で燃料使用量を 40% 削減します。 |
| 動作温度 | 800~950℃ | 過剰な NOx 生成なしで有機分解に最適化されています。 |
| 風量 | 10,000~100,000 Nm³/時 | 小規模なオランダの施設から大規模な輸出向け工場まで拡張可能です。 |
| 圧力降下 | <150 Pa | ほこりの多い排気時のファンのエネルギー消費を最小限に抑えます。 |
| 滞在時間 | 1~2秒 | 燃焼室内の徹底した酸化を保証します。 |
| NOx排出量 | <50 mg/Nm³ | 段階燃焼を使用してオランダ NEC 指令の制限に準拠します。 |
| 微粒子除去 | 最大99.5% | プレサイクロンとフィルターは繊維化によるシリカ微粒子を処理します。 |
| バルブスイッチングサイクル | 60~120秒 | マルチチャンバー設計における漏れを防止します。 |
| 構造材料 | 304/316ステンレス鋼 | 酸性 VOC 副産物による腐食に耐えます。 |
| 断熱材の厚さ | 150~200mm | 変化に富んだオランダの天候でも熱安定性を維持します。 |
| エネルギー消費 | 0.5~1.5 kWh/Nm³ | 回収率が高いためコストが低く、エネルギー意識の高いヨーロッパに最適です。 |
| フットプリント | 10~50㎡ | オランダの都市部のスペースが限られた工場に最適なコンパクトサイズ。 |
| 重さ | 20~100トン | 規模に応じてモジュール式組み立てとなり、ロッテルダム港経由での輸送が容易になります。 |
| 起動時間 | 30分未満 | ガラス溶解におけるバッチプロセスの迅速な立ち上げ。 |
| ターンダウン比率 | 10:1 | 季節的な需要による生産変動に対応します。 |
| 漏洩率 | <0.1% | ロータリーバルブ内で未処理のガスがバイパスされないようにします。 |
| ファンパワー | 50~200kW | 大容量排気を実現する効率的な遠心ファン。 |
| バーナー容量 | 1~5MW | オランダのグリーンイニシアチブに適合した天然ガスまたはバイオガス。 |
| 制御システム | HMI付きPLC | コンプライアンスレポートのための SCADA 経由のリモート監視。 |
| 安全インターロック | LEL <25% | 爆発限界を検知すると自動的にシャットダウンします。 |
| メンテナンス間隔 | 6ヶ月ごと | ダウンタイムを防ぐためのバルブ検査。 |
| 寿命 | 20年以上 | 研磨性のあるグラスファイバーを使用する環境では適切な注意が必要です。 |
| 騒音レベル | 85 dB未満 | オランダの職場安全基準を満たしています。 |
| 電源 | 380V/50Hz | ヨーロッパのグリッドの標準。 |
| 熱交換器タイプ | セラミックサドル | 効率的な転送のための広い表面積。 |
| ダスト積載容量 | 最大10 g/Nm³ | ガラス繊維の微粒子に対して耐性があります。 |
| CO排出量 | <10 mg/Nm³ | 完全燃焼保証。 |
| インストール時間 | 4~6週間 | 素早いセットアップを可能にするプレハブモジュール。 |
| 認証 | CE、ATEX | 危険区域に関する EU 指令に準拠しています。 |
これらのパラメータはオランダのエンジニアとの協力に基づいて微調整されており、年次監査では 24 時間 365 日シフトを処理する施設で 98% の稼働時間が示されています。
ファイバーグラス工程におけるRTOに必須のコンポーネントとスペアパーツ
当社のRTOシステムは、グラスウール排気ガスの摩耗特性に合わせて設計された耐久性の高い部品で構成されています。主要部品には、熱を効率的に蓄熱・放出するセラミック熱回収媒体(高アルミナサドル製)が含まれ、1200℃までの熱衝撃にも耐えます。ポペットバルブはハステロイ製で、酸性蒸気に対する耐腐食性を備え、100万サイクル以上の寿命で確実な密閉性を実現します。
バーナーノズルなどの重要な消耗品は、炎の安定性を維持するために四半期ごとの点検が必要です。また、微粒子除去用のフィルターは目詰まりを防ぐために毎年交換する必要があります。バルブ切り替え用のアクチュエーターなどのトランスミッション部品には、粉塵の侵入を防ぐため、シールベアリングが使用されています。イージーアクセス設計により、迅速な交換が可能になり、稼働率の高いオランダのラインにおけるダウンタイムを最小限に抑えています。
予備部品在庫には、断熱モジュール(保温用厚さ200mmのセラミックファイバーブランケット)、制御センサー(精度±1℃の熱電対)、そして省エネのための可変周波数駆動式排気ファンが含まれています。BImSchV方式で同様のグラスファイバー工場が稼働しているドイツでは、これらのコンポーネントがシステム寿命を15%延長する信頼性の高さを実証しています。

ブランド比較:EVER-POWER vs. 業界リーダー
グラスウール用RTOオプションを評価する際、メーカーは当社のシステムを既存のシステムと比較されることがよくあります。例えば、Dürr社のEcopure RTOは優れた熱回収性能を備えていますが、当社のユニットは、欧州における同様の設置実績に基づき、初期コストを20%削減しながら、同等の95%の効率を実現しています。Anguil社の設計はカスタム拡張性に優れていますが、EVER-POWER社のモジュール式アプローチは迅速な導入を可能にし、オランダにおける改修に最適です。(注:Dürr™とAnguil™への言及はすべて技術比較のみを目的としており、EVER-POWERは独立したメーカーです。)
サンゴバンの施設では高い稼働率が求められるフランスの競争の激しい市場において、当社の RTO はパリとリヨンでの追加のローカル サービスとパフォーマンスを一致させ、応答時間を 24 時間未満に短縮します。
個人的な経験と実際のケーススタディ
ロッテルダムで2024年に改修工事を行ったエンジニアのノートより:「40,000Nm³/hのラインにRTOを設置した際、初期の粉塵負荷は8g/Nm³でしたが、フィルター通過後のVOCレベルは5mg/Nm³まで低下しました。6ヶ月間で燃料消費量は35%(トン)に達し、年間コスト5万ユーロ未満という顧客の予測と一致しました。」
ベルギーのブリュッセル近郊の事例では、当社のシステムは年間3万トンの生産量を誇るプラントに対応し、99.2%の分解と熱回収を実現し、エネルギー料金を25%削減しました。ドイツのヘッセン州でも同様の成功を収め、NOx濃度は40mg/Nm³未満となり、TA Luftを20%上回りました。これらの経験は、欧州の多様な規制環境への適応性の高さを裏付けています。

RTOとオランダの持続可能性目標の統合
オランダはグリーンディールを通じて循環型経済を推進しており、溶解工程における熱の再利用を可能にするRTO(リサイクル・トレッドミル)を推奨しています。これにより、ウール1トンあたり最大50%のCO2削減が期待されます。ハーグの政策当局は、MIA/VAMIL税制優遇措置などのインセンティブでこうした技術を奨励しており、英国のEU離脱後のEPR制度と緊密に連携する英国への輸出業者にとって、オランダのシステムは賢明な投資となります。
デンマークのオーフス工場はバイオガス対応バーナーの導入により、化石燃料への依存度を60%削減しました。ポーランドのシレジア工場をはじめとする主要生産拠点では、当社のRTO(再生可能エネルギー利用効率化システム)がEU ETSに準拠し、効率向上によるクレジットの取引を行っています。
断熱材製造における RTO 操作のデモンストレーションをご覧ください。熱回収の仕組みがわかります。

メンテナンスと長期サポート
当社のRTOには、グラスファイバー製で5~7年使用可能なメディアベッドなどの消耗品の年次点検を含む包括的なサービスパッケージが付属しています。アムステルダムでは、IoTセンサーによる遠隔診断で故障を予測し、コストのかかる操業停止を回避しています。ルクセンブルクのような近隣諸国の小規模事業向けには、オンサイト修理用のモジュラー式スペアキットを提供しています。
世界のトップ企業にまで及ぶ米国中西部の工場は 98% の可用性を報告し、一方中国広東省の施設は厳格な GB 基準の下での粉塵処理能力を称賛しています。

RTOテクノロジーの将来のイノベーション
2024年から2025年にかけての最近の研究では、触媒要素を備えたハイブリッドRTOが注目されており、ウール乾燥における低VOCストリームの効率を98%まで向上させます。欧州では、AI最適化バルブタイミングにより、フランスの試験運用で10%のエネルギー削減が実証されています。当社の研究開発ではこれらを組み込んでおり、オランダの研究所で実施された試験運用では、選択還元により50%のNOx削減効果が実証されています。
この分野で 10 年間培った個人的な洞察:「初期の RTO はファイバーの摩耗に悩まされていましたが、最新のコーティングによりバルブの寿命が 200 万サイクルにまで延び、高スループット ラインの信頼性が飛躍的に向上しました。」
グラスウールのRTOに関する国内外のニュース
サンゴバンの報告によると、2025年には、オランダのエッテン=ルールにあるイソバー社のハイブリッド炉が、RTO統合電力を使用することで、CO2排出量を55%削減しました。欧州のグラスファイバー市場は、オランダの断熱材規制の推進により90億ユーロに達しました。ドイツの羊毛生産者は、TA Luftへの適合のためにRTOを導入し、排出量を40%削減しました。フランスのICPE更新により、ノルマンディーにおけるBAT RTOが推進されました。英国のEPRは、クリーンなRTOプロセスによってリサイクルウールを促進しています。デンマークのグリーンテクノロジーは、ユトランド半島のRTOアップグレードに資金を提供しています。全体として、EUのCN2050ロードマップは、2035年までにネットゼロウールのRTOの実現に重点を置いています。
カスタマイズされたものを入手するには、当社のチームにお問い合わせください RTO あなたの成功をサポートする青写真。





















