I tungindustrielle applikasjoner – fra massive kullkraftverk og sementovner til metallurgiske ovner – fungerer støvsamleren i posehuset som anleggets primære respirasjonssystem. Når dette systemet svikter, stopper hele produksjonslinjen opp. To av de vanligste, katastrofale og dypt misforståtte feilene i tekstilfiltrering er "blindende pose" (der de mikroskopiske porene i filtermediet blir permanent forseglet av en sementlignende blanding av fuktighet og klebrig støv) og "askebrobygging" (der støv samler seg og størkner i mellomrommene mellom tilstøtende poser, og skaper en solid blokk som stopper gasstrømmen).
Selv om mange anleggsoperatører feilaktig skylder på kvaliteten på filterposematerialet for disse problemene, ligger den underliggende årsaken nesten alltid dypere. Den virkelige forebyggingen av blinding og brodannelse dikteres av presisjonsteknikk av støvsamlerens indre strukturFra de mikroskopiske toleransene til den CNC-maskinerte rørplaten og stivheten til støtteburene, til den termodynamiske isolasjonen av foringsrøret og fluiddynamikken til pulsstrålerengjøringssystemet, må hvert strukturelle element optimaliseres perfekt. I denne omfattende tekniske veiledningen vil vi gå gjennom hvordan avansert intern arkitektur utrydder disse driftsmessige marerittene.

1. Mekanikken bak blinding og brobygging
For å kunne konstruere en løsning må vi først forstå fysikken bak problemet. Et posefilter fungerer på en syklisk sekvens av fysisk filtrering og høytrykkspulsrensing. Støvholdig gass kommer inn i den nedre delen av samleren. Når den strømmer oppover, fører treghet, diffusjon, oppfanging og elektrostatiske effekter til at støvet fester seg til den ytre overflaten av filterstoffet og danner en «støvkake».
Hva er poseforblinding?
Bag Blinding er primært en termodynamisk feil blandet med kjemiske reaksjoner. Når røykgassen inneholder høye nivåer av fuktighet eller sure gasser (som SO2/SÅ3), og den indre temperaturen i støvsamleren synker under det sure duggpunktet, oppstår kondens direkte på overflaten av filterposene. Denne væsken blandes med den akkumulerte støvkaken. Gjennom kapillærvirkning trekkes denne gjørmete pastaen dypt inn i de mikroskopiske porene i den nålestansede filten. Når temperaturen stiger igjen, bakes denne blandingen til en herdet, ugjennomtrengelig skorpe. Ingen mengde trykkluftpulsrensing kan løsne denne skorpen, noe som fører til en permanent, uopprettelig økning i driftsmotstand (trykkfall).
Hva er askebrobygging?
Askebrobygging er en mekanisk og aerodynamisk feil. Når filterposer installeres for tett sammen, eller når dårlig intern burkonstruksjon gjør at de lange posene (ofte 6 til 8 meter lange) kan svaie og gli under den voldsomme pulsstråle-rengjøringssyklusen, berører posene hverandre fysisk. Når de berører hverandre, komprimeres støvkaken mellom dem i stedet for å falle ned i beholderen. Over tid bygger det seg opp en solid "bro" av komprimert aske over flere rader med poser. Dette blokkerer den oppadgående strømmen av rå gass, skaper alvorlig lokal slitasje (som ødelegger stoffet), og tvinger til slutt systemet ut av drift.
Skjematisk fremstilling av aerodynamisk støvakkumulering
2. Grunnlaget for justering: Presisjonsteknikk for rørplater
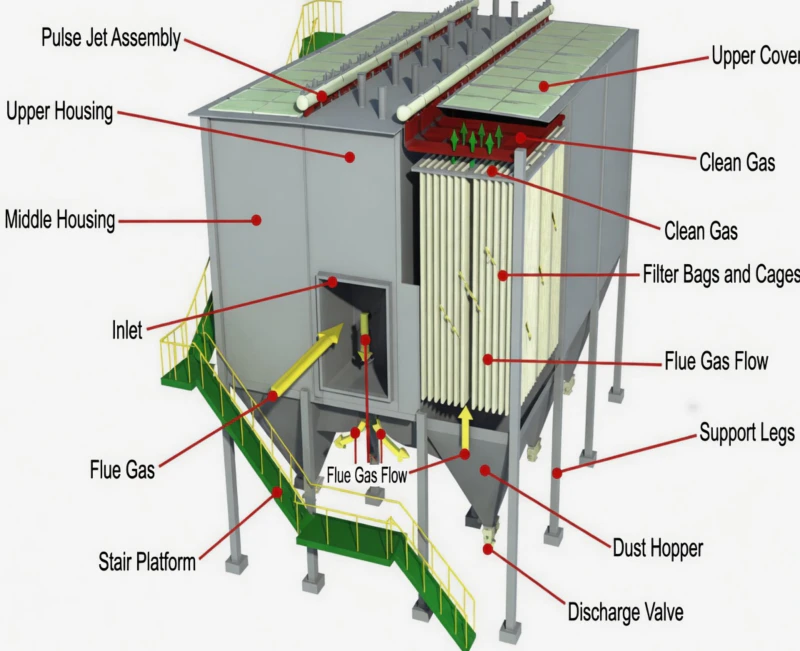
Platen, ofte omtalt som rørplate (eller blomsterplate), er plassert i den øvre horisontale delen inne i støvsamlerhuset. Den fungerer som den kritiske fysiske grensen som skiller kammeret for skitten rå gass (nedre del) fra plenumet for ren luft (øvre del). Et visst antall omhyggelig arrangerte platehull er skåret inn i denne platen for å henge opp filterposene og deres støttebur. Hvis denne platen er dårlig produsert, vil posene henge skjevt og svinge inn i hverandre under filtrering eller pulsrengjøring, noe som forårsaker umiddelbar og katastrofal brodannelse.
CNC-laserskjæring for absolutt toleranse
For å eliminere brodannelse forårsaket av feiljustering, er plateoverflaten laget av 5–8 mm tykk premium lavkarbonstålplateI stedet for tradisjonell plasma- eller flammeskjæring, produseres hullene ved nøyaktig posisjoneringsprosessering på en høypresisjons CNC-laserskjæremaskin. Dette minimerer termisk deformasjon under prosessering. Senteravstandsfeilen mellom to posehull kontrolleres strengt innenfor ±2 mm, og avviket fra den teoretiske geometriske posisjonen er mindre enn ±1 mmDenne matematiske presisjonen garanterer at hver eneste pose henger perfekt parallelt, og opprettholder den kritiske mellomromsavstanden som kreves for gasstrøm.
Overflateglatthet og lekkasjeforebygging
Skjæreflaten etter hullåpning må være usedvanlig glatt og flat. Våre produksjonsstandarder krever en indre hulloverflateruhet på nøyaktig $Ra=12,5$, oppnådd i et enkelt etterbehandlingstrinn. De indre kantene er polert for å være helt fri for grad. Videre må ikke den totale plateoverflaten vri seg under høye driftstemperaturer; vi opprettholder et planhetsavvik på mindre enn ±2,5 mm over hele spennet. Denne eksepsjonelle glattheten gjør at snapbåndet på filterposen danner en lufttett og lekkasjesikker forsegling uten å bli skadet av slipemiddel under installasjon eller drift.
3. Støtteburet: Skjelettet mot brodannelse
Selv med en feilfritt maskinert rørplate, vil et dårlig konstruert indre filterbur undergrave hele systemet. Ved høye temperaturer vil dårligere filterbur vri seg, bøye seg eller bøye seg, noe som fører til at bunnen av de 8 meter lange filterposene berører hverandre fysisk. Når kontakten først er opprettet, kan ikke støv slippe ut under rengjøringspulsen, og askebrodannelse skjer nesten umiddelbart.

Segmenterte korrosjonssikre støttebur
Strukturell stivhet og vertikal toleranse
Poseholderen er laget av høyfast materiale #20 karbonstål og grundig behandlet med organisk silikon eller spesialiserte korrosjonsbestandige belegg for å tåle sure atmosfærer. Den er designet for å være lett og utrolig solid samtidig, ved å bruke robuste materialer Ø4 mm langsgående ribbetråder av karbonstål med stive støtteringer vanligvis plassert nøyaktig 200 mm fra hverandre for å forhindre sideveis kollaps.
For å forenkle logistikk og rask montering på stedet for store forsyningsinstallasjoner, er poseburet konstruert i tre sammenlåsende seksjoner. De tre delene er koblet sammen med en svært sikker, proprietær intern låsemekanisme som ikke krever spesialverktøy, men som forhindrer aksial forskyvning.
Avgjørende er at buret produseres på en robotstyrt automatisert samlebånd. Dette sikrer faste sveiser og helt glatte, gradfrie sveisepunkter. En enkelt skarp kvern vil fungere som et barberblad mot filterposen under den raske utvidelsen av en pulsstråle-rengjøringssyklus, og makulere stoffet. Viktigst av alt er den tekniske standarden for vertikalitet usedvanlig streng: etter opphenging er det maksimale avviket for avstanden mellom bunnene av to tilstøtende 8-meters filterposer konstruert for å være mindre enn 40 mmDenne enorme sikkerhetsmarginen garanterer at posene aldri berører hverandre, noe som effektivt eliminerer den mekaniske årsaken til askebrodannelse.
4. Væskedynamikk og antikondensisolasjon
Som tidligere nevnt er poseforsegling fundamentalt sett en termodynamisk feil. Når varm, svovelholdig røykgass med høy luftfuktighet treffer dårlig isolerte kalde stålgrenser i kollektoren (og skaper «kalde punkter» eller «kuldebroer»), faller temperaturen raskt under det sure duggpunktet.
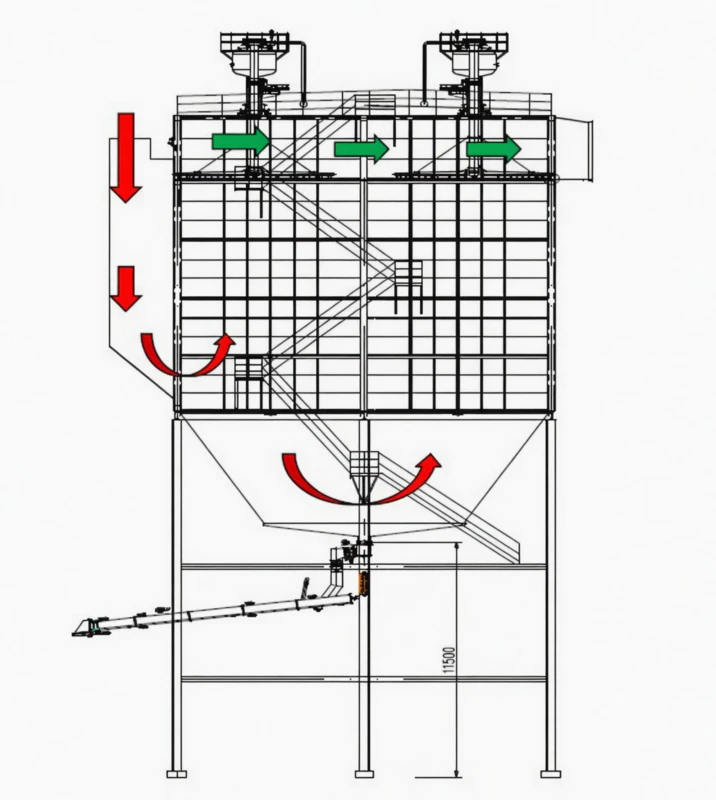
I tillegg, for å forhindre at tungt, slipende støv smeller direkte ned i posene – noe som forårsaker strukturell slitasje og tung lokal belastning – er støvoppsamlerens innløp utstyrt med en forhåndsstøvfjerningsenhet. Bredden på innløpsrøret er nøye beregnet for å utnytte en plutselig reduksjon av strømningshastigheten og strategisk plasserte interne ledeplater for å oppnå forhåndsstøvfjerning. Ved å slippe grove partikler direkte ned i beholderen før de når posene, reduseres den totale filtreringsbelastningen dramatisk, noe som krever mindre hyppig pulsrengjøring og forlenger posens levetid.
Intern planløsning og forhåndsseparasjonssoner
5. Perfeksjonering av pulsstrålerengjøringsdynamikken
Pulsstrålerensesystemet er den aktive mekanismen som reverserer støvopphopningen. Trykkluft, som opererer ved høyt trykk (vanligvis 0,3 til 0,6 MPa), skytes ned i posene i en brøkdel av et sekund. Dette skaper en sjokkbølge som bøyer posen utover og knuser støvkaken slik at den kan falle ned i askebeholderen. Men hvis dette systemet ikke er strukturelt optimalisert, kan det faktisk forverre brodannelsen.
Blåserørjustering og venturirør
Blåserøret må være perfekt justert over den nøyaktige midten av hver posehylse. Hvis blåserørsdysen er feiljustert med bare noen få millimeter, vil den supersoniske luftstrålen treffe posens indre vegg i stedet for å bevege seg rett ned. Dette forårsaker ujevn rengjøring (og etterlater støvflekker som fremmer brodannelse) og sliter raskt et hull gjennom siden av posen. For å sikre perfekt justering og maksimere induksjonen av sekundær rengjøringsluft, er presisjonsstøpte venturirør integrert i toppen av hver burkrage, og leder sjokkbølgen jevnt nedover hele 8 meter lange lengde.
Optimalisering av gassoppsamlingsboks
For å gi tilstrekkelig volum slik at den rene luften kan stabilisere seg, og for å gi pulsstrålesystemet nok klaring til å fungere effektivt, er høyden på gassoppsamlingsboksen over rørplaten konstruert for å være 800–1000 mmDette store volumet løser problemet med overdreven, jevn motstandsfordeling og forhindrer ujevn filtreringslufthastighet over posematrisen, slik at hver pose deler en lik belastning.
6. Endelig forsvar: Valg av synergistisk filtermateriale
Når den interne strukturen er perfeksjonert for å forhindre mekanisk svinging, feiljustering og termodynamisk kondens, er det siste trinnet i å forhindre blinding å velge riktig filtermedium. Filtermaterialet er den primære barrieren, og dets kjemiske og termiske grenser definerer systemets grenser.

Premium industrielt filtermedium
PTFE (polytetrafluoretylen)
Den absolutte gullstandarden for kjemisk motstand. Den tåler driftstemperaturer opptil 240 °C og er praktisk talt immun mot syre- og alkaliangrep, noe som gjør den til det beste valget for avfallsforbrenningsanlegg og svært korrosive kjemiske avgasser.
PPS (polyfenylensulfid)
Ryggraden i kullkraftverk. Med en vekt på 500 g og en driftskapasitet på opptil 160 °C, håndterer den svovelrike miljøer eksepsjonelt bra. Når den behandles med PTFE-membraner, blir den svært hydrofob (vannavvisende), noe som reduserer risikoen for fuktighetsindusert blinding betraktelig.
Modifisert høysilika
Når temperaturene stiger over smeltepunktene til standardpolymerer (opptil 260 °C), brukes uorganiske fibre som høysilika. De brukes mye i metallurgi og sementovner, og opprettholder strukturell integritet og forhindrer porekollaps under ekstremt termisk sjokk.
Eliminer nedetid for støvsamlere for alltid
Lider anlegget ditt av lammende trykkfall, hyppige poselukkinger eller de enorme vedlikeholdskostnadene ved askebrobygging? Problemet er ikke bare posene dine; det er den interne arkitekturen. Kontakt vårt globale miljøtekniske team for en omfattende strukturell gjennomgang, CFD-analyse og avansert ettermonteringsplan.





















