Estudo de Caso · Controle de Emissões Industriais
Como uma empresa líder global em baterias de alta potência alcançou uma eficiência combinada de desnitrificação SNCR+SCR de 81,5% e uma dessulfurização de 97,9% a partir de gases residuais da produção de carbonato de lítio em forno rotativo, com concentrações de SO₂ na entrada atingindo 12.000 mg/Nm³ — implementando um sistema de tratamento FGD de linha dupla SNCR+SCR+calcário-gesso+cal, adaptado para a extrema variabilidade da composição química dos gases residuais da sinterização de carbonato de lítio de grau de bateria.
Desnitrificação combinada SNCR+SCR
FGD de calcário-gesso
Sinterização de carbonato de lítio
Emissões ultrabaixas na indústria de baterias
01 — Contexto do Setor
Produção de carbonato de lítio para baterias de alta potência: um setor em rápida expansão com desafios exigentes em termos de emissões.
O carbonato de lítio é uma matéria-prima fundamental para a fabricação de baterias de lítio. A demanda global está crescendo rapidamente devido à adoção de veículos elétricos e à expansão do armazenamento de energia em larga escala, com a produção aumentando de 4,1 t/a em 2014 para 39,5 milhões de toneladas em 2022, a uma taxa de crescimento anual composta de 281% ao ano, e projeções apontando para uma capacidade de 110 milhões de toneladas até 2025 e uma produção real de 51,79 milhões de toneladas em 2023 (crescimento anual de 31,11% ao ano). Os requisitos de capacidade de produção de carbonato de lítio para baterias só aumentarão à medida que os mercados de veículos elétricos continuarem a crescer, impulsionando ainda mais o investimento em instalações de produção e em sua infraestrutura associada de conformidade ambiental.
A empresa deste estudo de caso é uma das líderes globais no setor de baterias de alta potência e uma das poucas com cobertura completa da cadeia produtiva. Listada em uma importante bolsa de valores nacional em 2015 e na Bolsa de Valores Suíça em 2022, como a primeira empresa de baterias de alta potência da Suíça, seu principal negócio abrange baterias de lítio para aplicações de mobilidade, sistemas de armazenamento de energia e equipamentos de distribuição de energia. O produto de "bateria de estado sólido" anunciado para 2024 atinge uma densidade energética de 3.500 Wh/kg e densidade energética volumétrica de 800 Wh/L, com vida útil de 30.000 ciclos e alcance teórico superior a 300.000 km. A empresa também produz aproximadamente 100.000 unidades de distribuição anualmente.
A produção de carbonato de lítio utiliza a sinterização em forno rotativo para converter matérias-primas contendo lítio (principalmente sais de lítio derivados da mica) em carbonato de lítio de grau de pureza adequado para baterias. A química da sinterização envolve a reação em alta temperatura de compostos de sulfato e carbonato, o que leva à liberação de SO₂ em concentrações muito superiores às de caldeiras industriais convencionais ou usinas de energia. À medida que a demanda de mercado por carbonato de lítio cresce e as instalações de produção se expandem, o sistema de purificação de gases de combustão para sinterização em forno rotativo torna-se um gargalo crítico em termos de conformidade e operação. Este projeto implementa a desnitrificação de gases de combustão (FGD) com calcário e gesso, combinada com a desnitrificação SNCR+SCR, para atingir metas de emissões ultrabaixas e aprimorar as credenciais de desenvolvimento sustentável da instalação.
.webp)
02 — Perfil de Poluição
Emissões de gases de fornos rotativos de carbonato de lítio: extrema variabilidade do SO₂ como principal desafio
A instalação opera duas linhas de produção em forno rotativo, cada uma equipada com um coletor de pó ciclônico + unidade de resfriamento + coletor de pó com filtro de mangas, processando os gases de combustão provenientes da sinterização de material de carbonato de lítio para baterias. O forno é alimentado a gás natural. O volume padrão de gases de combustão por linha de produção é de 120.000 Nm³/h (185.897 Nm³/h em condições de processo, 150 °C). Após o resfriamento, os gases de combustão são coletados no sistema de dessulfurização de gases de combustão (FGD).
A característica principal dos gases de exaustão de fornos rotativos de carbonato de lítio é a extraordinária variabilidade da concentração de SO₂. Durante o ciclo de reação de sinterização, os compostos de sulfato de lítio se decompõem liberando SO₂: a concentração média de SO₂ que entra no absorvedor de dessulfurização é de aproximadamente 4.645 mg/Nm³, mas as concentrações de pico podem atingir 12.000 mg/Nm³, com níveis de referência em torno de 809 mg/Nm³ de NOx, corrigidos para oxigênio (conforme o padrão 12%). A variação de 10:1 na concentração de SO₂ entre o nível de referência e o pico (de aproximadamente 1.200 mg/Nm³ para 12.000 mg/Nm³) exige que o sistema de dessulfurização de gases de combustão (FGD) seja projetado para a condição de pico, mantendo a operação estável e a qualidade do gesso durante os períodos de nível de referência e intermediário.
| Parâmetro | Concentração inicial | Outlet projetado | Limite IED/NER da UE |
|---|---|---|---|
| NOx (como NO₂) | 809 mg/Nm³ (em 12% O₂, teor basal de amônia 12%) | ≤150 mg/Nm³ | IED 2010/75/UE: 150 mg/Nm³ |
| SO₂ (média na entrada do FGD) | 4.645 mg/Nm³ em média; pico de 12.000 mg/Nm³ | ≤100 mg/Nm³ | Decreto de Atividades Holandês NER |
| Material particulado (MP) | 658 mg/Nm³ | ≤30 mg/Nm³ | Decreto de Atividades Holandês NER ≤5 mg/Nm³ |
| HCl | 3,7 mg/Nm³ | ≤10 mg/Nm³ | IED BAT ≤10 mg/Nm³ |
| HF | 6,74 mg/Nm³ | ≤6 mg/Nm³ | IED BAT ≤1 mg/Nm³ |
| névoa ácida (névoa) | 191 mg/Nm³ | ≤20 mg/Nm³ | BATERIA IED |
| Gases de combustão padrão (por linha) | 120.000 Nm³/h | — | — |
| Gás de combustão do processo (por linha) | 185.897 Nm³/h a 150°C | — | — |
| volume de gases de combustão SCR | 273.846 Nm³/h (combinação de 2 linhas) | — | — |
| temperatura de saída do forno | 380–420°C (no ponto de instalação do SCR/SNCR) | — | — |
Principal desafio de design: A concentração de SO₂ na entrada, de 4.645 mg/Nm³ em média e 12.000 mg/Nm³ em pico, representa aproximadamente 3 vezes a concentração máxima de entrada de um sistema de dessulfurização de gases de combustão (FGD) típico de uma usina termelétrica a carvão. O pico de 12.000 mg/Nm³, combinado com a necessidade de atingir uma concentração de saída ≤100 mg/Nm³ (eficiência de remoção de 99,2% no pico), exige que o FGD seja projetado para sobrecarga extrema acima da condição operacional média. Isso resulta na necessidade de torres de absorção superdimensionadas, altas relações líquido/gás e relações estequiométricas conservadoras de cálcio/enxofre no projeto do sistema.
03 — Solução de Tratamento
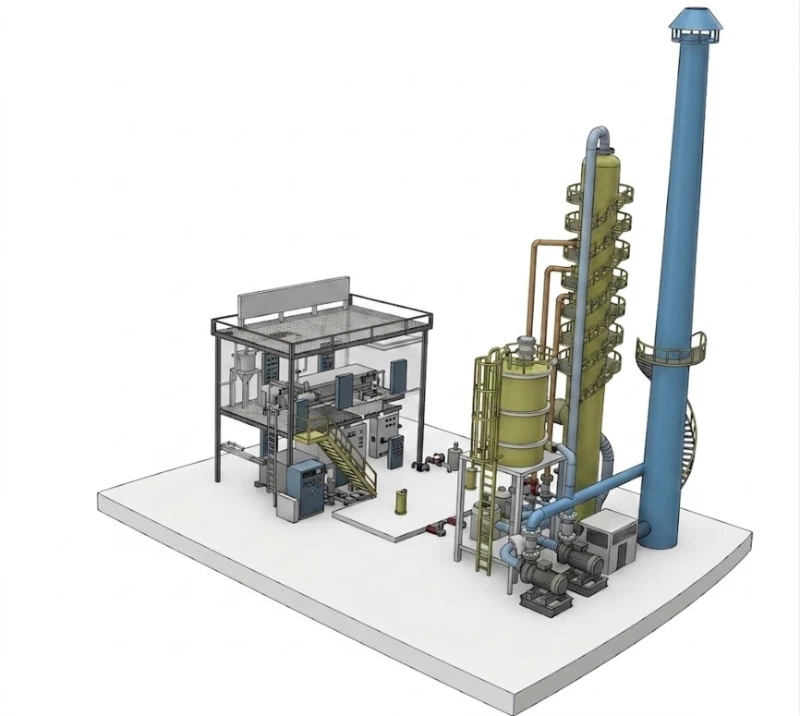
Arquitetura de tratamento de linha dupla: SNCR na saída do forno + SCR + FGD com calcário-gesso + dessulfurização com cal
O projeto abrange duas linhas de produção de fornos rotativos. O sistema de tratamento para cada linha inclui: pré-despoeiramento por ciclone → resfriamento de gases → remoção de poeira por filtro de mangas → coleta de gases de combustão → desnitrificação SNCR+SCR → dessulfurização de gases de combustão (FGD) com calcário-gesso → pós-dessulfurização com cal. Essa modernização foi implementada na linha de produção de fornos rotativos existente, com a adição de uma unidade de desnitrificação SCR e um sistema de dessulfurização com calcário-gesso + calcário (cal) para atingir a conformidade com os padrões de baixíssima emissão. Para a segunda linha de produção, localizada na parte traseira da instalação, um sistema de dessulfurização com calcário-gesso foi implantado simultaneamente para garantir que a emissão de SO₂ na saída seja ≤100 mg/Nm³, enquanto as médias de emissão dos gases de combustão em curtos períodos atingem a conformidade em todos os parâmetros.
Desnitrificação SNCR na saída do forno (zona de 380–420°C)
A posição de instalação do sistema SCR é selecionada na saída do coletor de pó multitubular do forno rotativo, onde a temperatura é mantida entre 380 e 420 °C. Nessa temperatura e com teor de SO₂ abaixo de 4.600 mg/Nm³, pode-se utilizar um catalisador SCR de temperatura intermediária. O catalisador interno do reator SCR é projetado com uma configuração de 2+1 camadas (2 camadas ativas + 1 camada reserva). O agente redutor é água amoniacal, e o sistema SNCR de entrada utiliza um sistema de pulverização com bico único. O sistema SNCR de entrada garante que a eficiência de desnitrificação atenda à meta estabelecida. Para as camadas de pulverização da torre de dessulfurização, a quantidade de abertura é ajustada com base em valores de monitoramento online, alcançando uma descarga estável de gases de combustão com emissões ultrabaixas.
Parâmetros-chave do reator SCR
Volume de gases de combustão 273.846 m³/h (combinado de 2 linhas); temperatura dos gases de combustão 350 °C no SCR; NOx inicial 809 mg/Nm³; PM inicial 658 mg/Nm³; O₂ real ≤15,2%; NOx na saída 150 mg/Nm³; número de poros do catalisador 18; porosidade do catalisador 72,59%; camadas do catalisador 2+1 (1 camada reserva); módulos de catalisador por camada 12; volume total do catalisador 31,104 m³; temperatura de projeto 230 °C; temperatura máxima de operação 350 °C; temperatura mínima de operação 200 °C; taxa de injeção de ureia 111,919 kg/h; eficiência de desnitrificação 88%; escape de amônia ≤3 ppm; queda de pressão ≤600 Pa; Método de remoção de fuligem: jato pulsado.
.webp)
Torre absorvedora FGD de calcário-gesso (φ4,4 m, 120.000 m³/h)
A torre de dessulfurização de gases de combustão (FGD) é o equipamento mais sobrecarregado do sistema, recebendo SO₂ a uma média de 4.645 mg/Nm³ e pico de 12.000 mg/Nm³. Para atingir uma concentração de SO₂ na saída ≤100 mg/Nm³ sob carga máxima (eficiência de remoção de 99,2%), a torre foi especificada com uma relação líquido/gás excepcionalmente alta de 30 e 4 camadas de pulverização. Parâmetros principais: volume de gases de combustão de 120.000 m³/h por torre; temperatura dos gases de combustão de 150 °C; SO₂ na entrada de 4.645 mg/Nm³; SO₂ na saída de 100 mg/Nm³; relação cálcio/enxofre de 1,1; velocidade do gás <3,5 m/s; diâmetro interno da torre de φ4,4 m; relação líquido/gás de 30; 4 camadas de pulverização; vazão de uma única bomba de 900 m³/h. Tempo de decantação da lama: 6 h; consumo operacional de calcário: 718 kg/h (máximo); produção de gesso: 1.488 kg/h (máximo); teor de umidade do gesso: ≤15%; eliminadores de névoa: eliminador de névoa com tela de 2 camadas; capacidade de armazenamento intermediário de calcário: 50 m³; autonomia de 7 dias.
Resumo do Fluxograma do Processo
380–420°C
injeção de NH₃
zona de 900°C
Pré-despoeiramento
Filtro de saco
350°C
2+1 camadas
φ4,4 m
97,9% SO₂
Pós-FGD
→ Pilha
⭐ Equipamentos novos ou atualizados neste projeto
Principais parâmetros do equipamento em resumo
| Equipamento | Especificações principais |
|---|---|
| ventilador de corrente de ar induzida | 220.000 m³/h; 5.000 Pa; 250–300 °C; 335 kW por unidade; velocidade variável de 50 Hz |
| Reator SCR | 273.846 m³/h; 350 °C; 2+1 camadas de catalisador; 31,104 m³ de catalisador; eficiência de NOx 88%; escape de NH₃ ≤3 ppm |
| torre absorvedora FGD | φ4,4 m; 120.000 m³/h; L/G=30; 4 camadas de pulverização; bomba de 900 m³/h; 718 kg/h de calcário; 1.488 kg/h de gesso |
| Produção de gesso (máx.) | 1.488 kg/h; teor de umidade ≤15%; comercialmente reutilizável |
| Armazenamento de calcário | 50 m³; autonomia de 7 dias com consumo máximo. |
| Potência máxima do sistema | Potência real: 1.047,52 kW; potência total instalada: 1.186,67 kW |
| Custo anual de eletricidade (8.000 h) | Aproximadamente 301,7 dezenas de mil RMB, equivalente a 0,36 RMB/kWh. |
| Custo anual da água | Aproximadamente o equivalente a 8,8 dezenas de mil RMB (5,5 t/h; 2 RMB/t) |
| Custo anual do calcário | Aproximadamente o equivalente a dez mil RMB (718 kg/h; 300 RMB/t) |
04 — Principais Vantagens
Por que a desnitrificação combinada SNCR+SCR e a dessulfurização de gases de combustão (FGD) com calcário e gesso são a arquitetura ideal para fornos de carbonato de lítio com alto teor de SO₂?
- ✓
A SNCR na zona do forno de alta temperatura maximiza a eficiência combinada da desnitrificação: A posição de injeção do SNCR na saída do forno rotativo (onde a faixa de temperatura de 850–1.100 °C está disponível) permite a decomposição térmica eficiente de NOx sem catalisador. O SNCR remove uma parte da carga de NOx antes que o gás entre no reator SCR, reduzindo a carga total de NOx na entrada do SCR. Essa pré-redução pelo SNCR permite que o reator SCR a jusante alcance a eficiência de desnitrificação combinada global 81.5% (de 809 mg/Nm³ para ≤150 mg/Nm³) com um volume de catalisador e uma queda de pressão que não seriam alcançáveis se o SCR tivesse que lidar sozinho com toda a carga de NOx na entrada. - ✓
A redução catalítica seletiva (SCR) a temperatura média de 350 °C é viável porque o forno de gás natural não contém SO₂ na entrada do SCR: O reator SCR está posicionado na saída do coletor de pó multitubular, onde a temperatura do gás é de aproximadamente 350–380 °C e — crucialmente — onde o SO₂ proveniente da reação de sinterização ainda não entrou completamente no fluxo de gás (ou foi parcialmente removido pelo coletor de pó a montante). Como o gás natural não contém enxofre, o SO₂ é inteiramente um produto da reação de sinterização. O posicionamento do SCR aproveita a janela de tempo anterior ao pico de liberação de SO₂ para utilizar um catalisador de temperatura intermediária sem o risco de envenenamento por bissulfato de amônio. Isso contrasta com a entrada do sistema de dessulfurização de gases de combustão (onde o SO₂ atinge a concentração média de 4.645 mg/Nm³), que destruiria imediatamente um catalisador SCR padrão. - ✓
A relação L/G de 30 e 4 camadas de pulverização atinge uma remoção de 97,9% de FGD a partir de uma média de 4.645 mg/Nm³: Os projetos padrão de dessulfurização de gases de combustão (FGD) para usinas termelétricas utilizam relações líquido/gás (L/G) de 8 a 15 para concentrações de SO₂ na entrada de 1.000 a 3.000 mg/Nm³. A torre de FGD com forno de carbonato de lítio opera com L/G = 30 — mais que o dobro da relação padrão de usinas termelétricas — com 4 camadas de pulverização em vez das 3 típicas. Essa combinação de alta relação líquido/gás e contato adicional com a pulverização proporciona o tempo de residência de absorção prolongado necessário para atingir a dessulfurização de 97,91 TP3T a partir da concentração média de entrada de 4.645 mg/Nm³, mantendo, ao mesmo tempo, uma margem de desempenho adequada para a condição de pico de 12.000 mg/Nm³, onde a remoção de 99,21 TP3T é necessária para permanecer dentro do limite de saída de 100 mg/Nm³. - ✓
O controle da camada de pulverização do sistema FGD baseado em monitoramento online otimiza o consumo de reagentes em toda a faixa de variabilidade de SO₂: A quantidade de abertura das camadas de pulverização da torre de dessulfurização é ajustada com base nos dados de monitoramento online de SO₂ na entrada e na saída do sistema de dessulfurização de gases de combustão (FGD). Durante períodos de SO₂ basal (quando a entrada está na faixa inferior da média de 4.645 mg/Nm³), menos camadas de pulverização são ativadas, reduzindo o consumo de energia da bomba e a taxa de circulação da lama calcária. Durante picos de SO₂, todas as 4 camadas de pulverização são ativadas simultaneamente. Esse gerenciamento dinâmico das camadas de pulverização reduz significativamente o custo anual de energia e reagentes em comparação com a operação contínua das 4 camadas na vazão máxima, independentemente da carga real de SO₂. - ✓
O subproduto do gesso, com capacidade máxima de 1.488 kg/h, possui valor comercial direto: A taxa de produção de gesso excepcionalmente alta (máximo de 1.488 kg/h, refletindo a concentração média de SO₂ na entrada de 4.645 mg/Nm³) torna este sistema de dessulfurização de gases de combustão (FGD) um produtor significativo de gesso. Com um teor de umidade ≤15%, o gesso atende à especificação de qualidade para reutilização em materiais de construção (substrato de drywall, aditivo para cimento), desde que o teor de cloreto esteja dentro do limite da norma EN 13279-1. Isso posiciona o sistema FGD como um processo de geração de valor agregado, em vez de simplesmente um centro de custos de conformidade, compensando parcialmente o custo do reagente de calcário de 718 kg/h por meio da receita de vendas do gesso. - ✓
Princípios de projeto de dessulfurização de gases de combustão (FGD) com calcário e gesso aplicados: sete vantagens para aplicações com carbonato de lítio: O processo de calcário-gesso foi selecionado para esta aplicação pelos mesmos sete princípios validados em usinas termelétricas: (1) baixo consumo de energia e custo operacional; (2) subproduto de gesso gerenciável sem poluição secundária; (3) pequena área ocupada e projeto de fluxo racional; (4) projeto otimizado por simulação computacional; (5) velocidade de gás otimizada para absorção uniforme; (6) matéria-prima de calcário de fácil obtenção e baixo custo; (7) componentes internos da torre utilizando pulverização em contracorrente e eliminadores de névoa para reduzir a deposição nas paredes da torre. Esses princípios são diretamente aplicáveis à dessulfurização de gases de combustão (FGD) em forno rotativo de carbonato de lítio, e a experiência operacional de milhares de instalações de FGD em usinas termelétricas fornece uma base de conhecimento sólida para o projeto e a solução de problemas do sistema.
05 — Resultados Operacionais
Dados de conformidade verificados e resumo de custos anuais
.webp)
Potência máxima de operação do sistema: 1.047,52 kW (real). Com 8.000 horas anuais e o equivalente a 0,36 RMB/kWh, o custo anual de eletricidade é de aproximadamente 301,7 milhões de RMB. Custo anual de água: aproximadamente 8,8 milhões de RMB (5,5 t/h, 2 RMB/t). Custo anual de calcário: aproximadamente 172,32 milhões de RMB (718 kg/h a 300 RMB/t). A receita com o subproduto gesso, com produção máxima de 1.488 kg/h, compensa parcialmente esses custos com reagentes.
06 — Precauções de Implementação
Considerações críticas de engenharia para o tratamento de gases residuais de fornos rotativos de carbonato de lítio
- ⚠️
Flutuações na concentração de SO₂ a montante (devido às condições de processamento na linha de produção) causam sobrecarga no sistema de dessulfurização de gases de combustão e impactam a eficiência da dessulfurização — o principal risco: O principal risco operacional documentado é que as flutuações do processo a montante causam oscilações na concentração de SO₂ que levam o sistema de dessulfurização de gases de combustão (FGD) a operar em sobrecarga, causando instabilidade na descarga do sistema. Com concentrações de pico de SO₂ em 12.000 mg/Nm³ e média em 4.645 mg/Nm³, o FGD já está dimensionado para sobrecarga extrema, acima das condições típicas de uma usina de energia. Qualquer pico adicional de SO₂ acima do pico de projeto de 12.000 mg/Nm³ pode levar o sistema a uma situação de não conformidade real. Implemente o monitoramento de SO₂ na entrada (antes da absorção) e na saída (após a absorção) do FGD, com feedback em tempo real para o controle da camada de pulverização, e estabeleça um protocolo para notificação prévia da equipe de produção antes de quaisquer alterações operacionais que afetem a química da sinterização e a taxa de liberação de SO₂. - ⚠️
O posicionamento do bocal SNCR no forno rotativo requer atenção cuidadosa — a parede do forno sofre evaporação em alta temperatura e os gases de combustão contêm grande quantidade de poeira que pode facilmente causar o bloqueio do catalisador: A experiência do projeto identifica explicitamente dois riscos específicos do SNCR: (1) o tubo de injeção na seção rotativa do forno rotativo deve ser manuseado com cuidado — a aderência à parede do forno é causada principalmente por processos de evaporação em alta temperatura, exigindo materiais de bico e métodos de instalação que suportem ciclos térmicos; (2) como o gás de combustão no ponto de injeção do SNCR contém alta concentração de poeira, o catalisador SCR a jusante é suscetível a obstruções por partículas. O sistema de limpeza de fuligem do SCR (jato pulsado) deve operar na frequência calibrada desde o dia do comissionamento, e a primeira inspeção do catalisador, aos 6 meses, deve incluir uma medição completa da queda de pressão em todas as camadas do catalisador para verificar se a taxa de obstrução está dentro dos limites aceitáveis. - ⚠️
A temperatura de desnitrificação do SNCR é crucial — somente dentro da faixa de temperatura adequada é possível alcançar a eficiência ideal de desnitrificação: O ponto de injeção do SNCR deve manter a temperatura do gás na faixa de 850–1.100 °C para uma decomposição térmica eficaz do NOx. Abaixo de 850 °C, a reação térmica NOx-NH₃ é muito lenta para uma redução eficaz; acima de 1.100 °C, a amônia oxida-se, formando NOx adicional em vez de reduzi-lo. A temperatura no ponto de injeção do SNCR deve ser monitorada continuamente e a vazão de água com amônia deve ser ajustada em tempo real para compensar as variações de temperatura na zona de injeção. Uma distribuição não uniforme de temperatura na seção transversal do forno (comum em fornos rotativos com taxas de alimentação variáveis) pode criar simultaneamente zonas de sobretemperatura e zonas de subtemperatura, reduzindo a eficiência de remoção do SNCR. - ⚠️
A taxa de consumo extremamente alta de calcário para dessulfurização de gases de combustão (máximo de 718 kg/h) exige uma gestão confiável da cadeia de suprimentos e armazenamento adequado no local: Com um consumo máximo de calcário de 718 kg/h e um estoque no local de 50 m³ (autonomia de 7 dias), a cadeia de suprimentos de calcário deve garantir um fornecimento semanal confiável. Qualquer interrupção no fornecimento que reduza o estoque de calcário abaixo do nível mínimo operacional forçará a redução da capacidade de tratamento de SO₂, criando um risco de não conformidade em questão de horas. Implemente cláusulas contratuais de fornecimento que exijam frequência de entrega garantida, mantenha um nível mínimo de estoque (por exemplo, suprimento restante para 3 dias) que acione um pedido de compra automático e documente o procedimento de contingência para redução temporária da taxa de dessulfurização de gases de combustão (FGD) durante interrupções no fornecimento. - ⚠️
O pH da pasta de dessulfurização de gases de combustão (FGD) e a oxidação do sulfito de cálcio devem ser controlados ativamente para evitar incrustações e manter a qualidade do gesso: Nas altas concentrações de SO₂ na entrada desta aplicação, o circuito de suspensão do sistema de dessulfurização de gases de combustão (FGD) acumula sulfito e sulfato em taxas muito superiores às práticas de FGD em usinas termelétricas. As faixas de controle de pH são críticas: quando o pH do circuito de circulação do lavador primário cai abaixo de 4,5, adicione suspensão e mantenha o pH entre 4,5 e 5,5; quando o pH do circuito de circulação do lavador secundário cai abaixo de 5,5, adicione suspensão e mantenha entre 5,5 e 6,5. O ventilador de oxidação deve funcionar continuamente para garantir o suprimento adequado de ar para a oxidação do sulfito de cálcio a gesso — a oxidação incompleta produz incrustações de sulfito de cálcio no absorvedor, em vez de cristais de gesso filtráveis que podem ser desidratados até uma umidade ≤15%. - ⚠️
A entrada de gases de combustão com alta concentração de SO₂ no sistema de dessulfurização pode causar sobrecarga no sistema. Recomenda-se a adoção de reagentes de dessulfurização à base de cálcio de alta eficiência para melhorar a eficiência do processo. Com base no resumo da experiência documentada, o ponto crítico deste processo é o seguinte: quando a concentração de SO₂ a montante atinge um pico de 12.000 mg/Nm³, o sistema de dessulfurização de gases de combustão (FGD) pode estar próximo do limite de sua capacidade de absorção, mesmo com L/G = 30 e 4 camadas de pulverização. Nesse ponto, a lama de calcário deve estar com pH ideal e oxidação totalmente ativada, e todas as 4 camadas de pulverização devem estar operando com vazão máxima. Se a qualidade do calcário se degradar (menor pureza de CaCO₃), se houver obstrução em algum bico de pulverização que reduza a cobertura efetiva ou se o pH da lama cair, o sistema não conseguirá atingir a concentração de saída ≤ 100 mg/Nm³ durante o pico. A inspeção regular (semanal) dos bicos de pulverização é necessária para garantir que a cobertura total seja mantida em todos os momentos.
07 — Principais conclusões de engenharia
Quatro lições aprendidas com este projeto de tratamento de gases de combustão de fornos de carbonato de lítio para baterias de alta potência
- 1
A combinação SNCR+SCR é essencial quando a concentração de NOx na entrada é superior a 600 mg/Nm³ e a concentração desejada na saída é ≤150 mg/Nm³ — nenhuma das tecnologias isoladamente consegue atingir a eficiência de remoção 81.5% exigida nessas condições de entrada do sistema de dessulfurização de gases de combustão (FGD). A SNCR sozinha atinge a remoção de NOx de 30–50%, mas com seletividade limitada e sensibilidade à variação de temperatura. A SCR sozinha, com vazão de 273.846 m³/h, exigiria um volume de catalisador impraticavelmente grande para atingir a remoção de 81,5% a partir de 809 mg/Nm³. A pré-redução por SNCR reduz o NOx de entrada da SCR a um nível gerenciável, enquanto a SCR fornece a redução precisa e de alta eficiência necessária para atender ao limite de ≤150 mg/Nm³ de forma confiável. A arquitetura combinada SNCR+SCR é a recomendação padrão para qualquer aplicação em que o NOx de entrada exceda 600 mg/Nm³ e o de saída deva ser inferior a 200 mg/Nm³. - 2
Projete o FGD para a condição de pico de SO₂, não para a média — para uma taxa de variabilidade de 10:1, a diferença no dimensionamento do sistema é substancial. A concentração média de SO₂ de 4.645 mg/Nm³ e o pico de 12.000 mg/Nm³ exigem a mesma concentração alvo na saída de ≤100 mg/Nm³. Na entrada média, a eficiência de remoção é de 97,8%; na entrada de pico, é necessária 99,2%. Projetar para condições médias (remoção de 97,8%) e dimensionar o sistema de acordo resultaria em excedentes de conformidade durante cada evento de pico de SO₂. O sistema de dessulfurização de gases de combustão (FGD) deve ser dimensionado para uma eficiência de remoção de 99,2% sob a condição de pico de 12.000 mg/Nm³, o que determina a especificação L/G=30 e o projeto de 4 camadas de pulverização. A margem de conformidade durante as condições médias (concentração na saída bem abaixo de 100 mg/Nm³) é o resultado natural de um sistema dimensionado corretamente para o pico. - 3
O controle dinâmico da camada de pulverização baseado em monitoramento online transforma a carga variável de SO₂ de um problema operacional em uma vantagem operacional. O controle de ativação da camada de pulverização baseado no monitoramento online de SO₂ transforma a variabilidade de 10:1 de SO₂, que antes representava um fator de estresse para o sistema, em uma oportunidade de otimização de energia e reagentes. Durante períodos de SO₂ basal, 1 a 2 camadas de pulverização são suficientes; durante períodos de pico, todas as 4 são ativadas. Essa gestão dinâmica reduz o consumo de energia elétrica da bomba e a circulação da lama calcária durante períodos de baixo SO₂ em 50 a 75% em comparação com a operação contínua das 4 camadas, proporcionando economias significativas de OPEX anuais e mantendo a total conformidade em todas as condições de SO₂. - 4
A produção de gesso a 1.488 kg/h a partir de FGD de carbonato de lítio com alto teor de SO₂ é suficientemente grande para exigir uma estratégia ativa de comercialização de gesso, e não apenas um plano de descarte. Na taxa máxima de produção, este sistema de dessulfurização de gases de combustão (FGD) gera aproximadamente 35,7 toneladas de gesso por dia de operação de 24 horas. Este é um volume comercialmente significativo que justifica o estabelecimento de um contrato de fornecimento com uma empresa de processamento de gesso para construção civil antes do comissionamento, em vez de tratar o descarte do gesso como uma questão secundária. Se a qualidade do gesso (teor de cloreto, umidade, teor de metais pesados) atender aos padrões aplicáveis para reutilização de materiais de construção, a receita com a venda do gesso pode compensar significativamente o custo do reagente calcário de 718 kg/h.
08 — Perguntas Frequentes
Tratamento de gases de exaustão de fornos rotativos de carbonato de lítio para baterias de alta potência: dez perguntas respondidas
Perguntas de gestores de licenças ambientais, engenheiros de processos e equipes de sustentabilidade em instalações de produção de materiais para baterias de energia que planejam a desnitrificação SCR e atualizações de FGD com alto teor de SO₂ de acordo com os requisitos do Decreto de Atividades IED da UE/Decreto de Atividades Holandês.
Pronto para alcançar a conformidade com as normas de baixíssima emissão para o seu forno de materiais de bateria?
Explore a gama completa de soluções para controle de emissões industriais.
Da desnitrificação SNCR+SCR e FGD de calcário-gesso com alto teor de SO₂ para fornos rotativos de carbonato de lítio para Sistemas regenerativos de oxidação térmica para redução de COVs industriaisNossa equipe de engenharia oferece soluções em conformidade com a norma EU IED para os requisitos mais exigentes de controle de emissões de materiais de baterias de novas energias.





















