Estudio de caso · Control de emisiones industriales
Cómo un líder mundial en baterías de potencia logró una eficiencia de desnitrificación combinada SNCR+SCR de 81,51 TP3T y una desulfuración de 97,91 TP3T a partir de los gases residuales de la producción de carbonato de litio en horno rotatorio con concentraciones de entrada de SO₂ que alcanzan los 12.000 mg/Nm³, mediante el despliegue de un sistema de tratamiento de doble línea SNCR+SCR+caliza-yeso FGD+cal adaptado a la extrema variabilidad de la química de los gases residuales de la sinterización de carbonato de litio de grado batería.
Desnitrificación combinada SNCR+SCR
Desulfuración de gases de combustión de caliza y yeso
Sinterización de carbonato de litio
Emisiones ultrabajas de la industria de las baterías
01 — Antecedentes de la industria
Producción de carbonato de litio para baterías: un sector en rápida expansión con exigentes desafíos en materia de emisiones.
El carbonato de litio es una materia prima fundamental para la fabricación de baterías de litio. La demanda mundial está creciendo rápidamente gracias a la adopción de vehículos eléctricos y la expansión del almacenamiento de energía a gran escala, con una producción que pasó de 4,1 t/a en 2014 a 39,5 millones de toneladas en 2022, con una tasa de crecimiento anual compuesta de 281 TP3T, y proyecciones que apuntan a una capacidad de 110 millones de toneladas para 2025 y una producción real de 51,79 millones de toneladas en 2023 (crecimiento interanual de 31,11 TP3T). Los requisitos de capacidad de producción de carbonato de litio de grado batería no harán más que aumentar a medida que los mercados de vehículos eléctricos sigan creciendo, impulsando así una mayor inversión en instalaciones de producción y su infraestructura asociada de cumplimiento ambiental.
La empresa objeto de este estudio de caso es una de las compañías líderes mundiales en baterías de potencia y una de las pocas que abarca toda la cadena de valor del sector. Cotizada en una importante bolsa nacional desde 2015 y en la Bolsa de Valores de Suiza desde 2022 como la primera empresa de baterías de potencia en Suiza, su actividad principal abarca baterías de litio para aplicaciones de movilidad, sistemas de almacenamiento de energía y equipos de distribución eléctrica. El producto de «batería de estado sólido» anunciado en 2024 alcanza una densidad energética de 3500 Wh/kg y una densidad energética volumétrica de 800 Wh/L, con una vida útil de 30 000 ciclos y una autonomía teórica superior a los 300 000 km. La empresa también produce aproximadamente 100 000 unidades de distribución al año.
La producción de carbonato de litio utiliza la sinterización en horno rotatorio para convertir materias primas que contienen litio (principalmente sales de litio derivadas de mica) en carbonato de litio apto para baterías. La química de la sinterización implica una reacción a alta temperatura de compuestos de sulfato y carbonato que libera SO₂ en concentraciones muy superiores a las de las calderas industriales o centrales eléctricas convencionales. A medida que crece la demanda de carbonato de litio y se amplían las instalaciones de producción, el sistema de purificación de gases de combustión para la sinterización en horno rotatorio se convierte en un cuello de botella crítico tanto para el cumplimiento normativo como para la operación. Este proyecto implementa la desulfuración de gases de combustión (FGD) con caliza y yeso, combinada con la desnitrificación SNCR+SCR, para alcanzar objetivos de emisiones ultrabajas y mejorar las credenciales de desarrollo sostenible de la planta.
.webp)
02 — Perfil de contaminación
Gases residuales del horno rotatorio de carbonato de litio: la extrema variabilidad del SO₂ como principal desafío.
La planta opera dos líneas de producción de hornos rotatorios, cada una equipada con un colector de polvo ciclónico, una unidad de enfriamiento y un colector de polvo con filtro de mangas, que procesan los gases de combustión provenientes de la sinterización de material para baterías de carbonato de litio. El horno funciona con gas natural. El volumen estándar de gases de combustión por línea de producción es de 120 000 Nm³/h (185 897 Nm³/h en condiciones de proceso, 150 °C). Tras el enfriamiento, los gases de combustión se recogen en el sistema de desulfuración de gases de combustión (FGD).
La característica definitoria de los gases de escape de los hornos rotatorios de carbonato de litio es la extraordinaria variabilidad de la concentración de SO₂. Durante el ciclo de reacción de sinterización, los compuestos de sulfato de litio se descomponen liberando SO₂: la concentración promedio de SO₂ que ingresa al absorbedor de desulfuración es de aproximadamente 4645 mg/Nm³, pero las concentraciones máximas pueden alcanzar los 12 000 mg/Nm³, con niveles de referencia de aproximadamente 12% de concentración corregida por oxígeno de alrededor de 809 mg/Nm³ de NOx. La variación de la concentración de SO₂ de 10:1 entre el nivel de referencia y el pico (de aproximadamente 1200 mg/Nm³ a 12 000 mg/Nm³) requiere que el sistema FGD se diseñe para la condición de pico, manteniendo al mismo tiempo una operación estable y la calidad del yeso durante los períodos de referencia y de rango medio.
| Parámetro | Concentración inicial | Salida diseñada | Límite de la UE para artefactos explosivos improvisados (IED) / NER |
|---|---|---|---|
| NOx (como NO₂) | 809 mg/Nm³ (a 12% O₂, contenido de amoníaco de referencia 12%) | ≤150 mg/Nm³ | Directiva IED 2010/75/UE: 150 mg/Nm³ |
| SO₂ (promedio en la entrada del FGD) | 4.645 mg/Nm³ promedio; pico 12.000 mg/Nm³ | ≤100 mg/Nm³ | Decreto de Actividades Neerlandesas NER |
| Material particulado (PM) | 658 mg/Nm³ | ≤30 mg/Nm³ | Decreto de Actividades Neerlandés NER ≤5 mg/Nm³ |
| HCl | 3,7 mg/Nm³ | ≤10 mg/Nm³ | IED BAT ≤10 mg/Nm³ |
| HF | 6,74 mg/Nm³ | ≤6 mg/Nm³ | IED BAT ≤1 mg/Nm³ |
| Niebla ácida | 191 mg/Nm³ | ≤20 mg/Nm³ | Murciélago IED |
| Gases de combustión estándar (por línea) | 120.000 Nm³/h | — | — |
| Gases de combustión del proceso (por línea) | 185.897 Nm³/h a 150 °C | — | — |
| Volumen de gases de combustión del SCR | 273.846 Nm³/h (combinado de 2 líneas) | — | — |
| Temperatura de salida del horno | 380–420 °C (en el punto de instalación del SCR/SNCR) | — | — |
Principal desafío de diseño: La concentración de SO₂ a un promedio de 4645 mg/Nm³ y un pico de 12 000 mg/Nm³ representa una concentración de entrada aproximadamente tres veces mayor que la concentración máxima de entrada de un sistema FGD típico de una central termoeléctrica de carbón. El pico de 12 000 mg/Nm³, junto con la necesidad de alcanzar una salida de ≤100 mg/Nm³ (eficiencia de eliminación del 99,21 TP3T en el pico), exige que el sistema FGD se diseñe para soportar sobrecargas extremas por encima de las condiciones de operación promedio. Esto conlleva la necesidad de torres absorbedoras sobredimensionadas, altas relaciones líquido-gas y relaciones estequiométricas conservadoras de calcio-azufre en el diseño del sistema.
03 — Solución de tratamiento
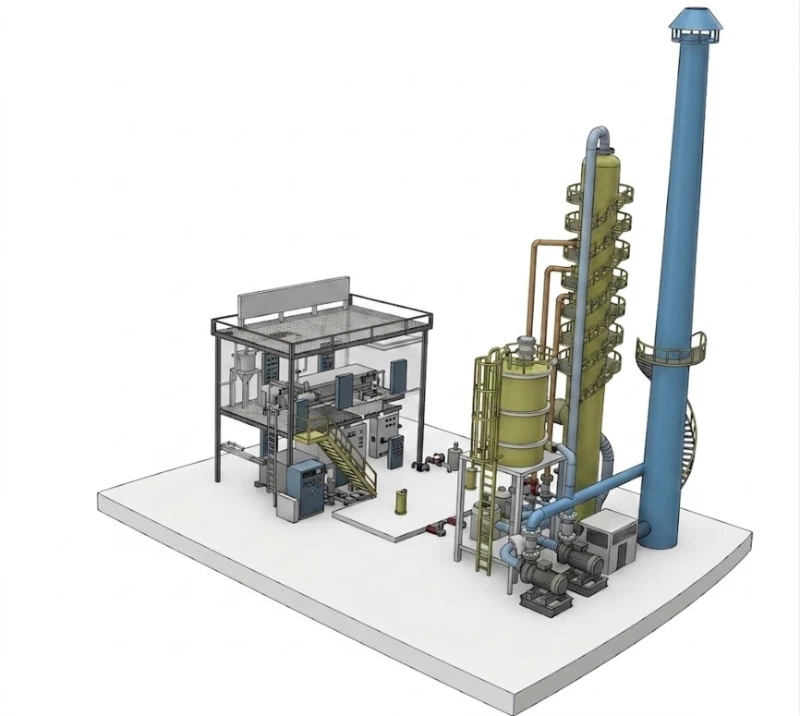
Arquitectura de tratamiento de doble línea: SNCR a la salida del horno + SCR + FGD de caliza-yeso + desulfuración de cal
El proyecto abarca dos líneas de producción de hornos rotatorios. El sistema de tratamiento para cada línea incluye: predesempolvado ciclónico → enfriamiento de gases → eliminación de polvo con filtro de mangas → recolección de gases de combustión → desnitrificación SNCR+SCR → FGD de caliza-yeso → postdesulfuración con cal. Esta mejora se implementó en la línea de producción de hornos rotatorios existente mediante la adición de una unidad de desnitrificación SCR y un sistema de desulfuración de caliza-yeso + caliza (cal) para lograr el cumplimiento de las normas de emisiones ultrabajas. Para la segunda línea de producción en la parte posterior de la instalación, se implementó simultáneamente un sistema de desulfuración de caliza-yeso para garantizar la salida de SO₂ ≤100 mg/Nm³, mientras que los promedios de gases de combustión durante las horas de menor actividad cumplen con todos los parámetros.
Desnitrificación SNCR a la salida del horno (zona de 380–420 °C)
La posición de instalación del sistema SCR se selecciona en la salida del colector de polvo multitubo de la salida del horno rotatorio, donde la temperatura se mantiene entre 380 y 420 °C. A esta temperatura y con un contenido de SO₂ inferior a 4600 mg/Nm³, se puede utilizar un catalizador SCR de temperatura media. El catalizador interno del reactor SCR está diseñado con una configuración de 2+1 capas (2 capas activas + 1 capa de reserva). El agente reductor es agua amoniacal, y el SNCR frontal utiliza un sistema de pulverización de boquilla única. El SNCR frontal puede garantizar que la eficiencia de desnitrificación cumpla con el objetivo de desnitrificación. Para las capas de pulverización de la torre de desulfuración, su cantidad de apertura se ajusta en función de los valores de monitorización en línea, logrando una descarga de gases de combustión estable con emisiones ultrabajas.
Parámetros clave del reactor SCR
Volumen de gases de combustión 273.846 m³/h (2 líneas combinadas); temperatura de gases de combustión 350 °C en SCR; NOx inicial 809 mg/Nm³; PM inicial 658 mg/Nm³; O₂ real ≤15,2%; salida de NOx 150 mg/Nm³; recuento de poros del catalizador 18; porosidad del catalizador 72,59%; capas de catalizador 2+1 (1 capa de reserva); módulos de catalizador por capa 12; volumen total del catalizador 31,104 m³; temperatura de diseño 230 °C; temperatura máxima de funcionamiento 350 °C; temperatura mínima de funcionamiento 200 °C; tasa de inyección de urea 111,919 kg/h; eficiencia de desnitrificación 88%; deslizamiento de amoníaco ≤3 ppm; caída de presión ≤600 Pa; método de soplado de hollín: soplado por chorro pulsante.
.webp)
Torre absorbedora de caliza-yeso para desulfuración de gases de combustión (φ4,4 m, 120.000 m³/h)
La torre FGD es el equipo más cargado del sistema, recibiendo SO₂ a un promedio de 4645 mg/Nm³ y un pico de 12000 mg/Nm³. Para lograr una salida ≤100 mg/Nm³ bajo carga máxima (eficiencia de eliminación del 99,21 TP3T), la torre está especificada con una relación líquido-gas excepcionalmente alta de 30 y 4 capas de pulverización. Parámetros clave: volumen de gases de combustión 120000 m³/h por torre; temperatura de gases de combustión 150 °C; entrada de SO₂ 4645 mg/Nm³; salida de SO₂ 100 mg/Nm³; relación calcio-azufre 1,1; velocidad del gas <3,5 m/s; diámetro interno de la torre φ4,4 m; relación líquido-gas 30; 4 capas de pulverización; caudal de bomba única 900 m³/h; Tiempo de sedimentación de la pulpa: 6 h; consumo operativo de caliza: 718 kg/h (máximo); producción de yeso: 1488 kg/h (máximo); contenido de humedad del yeso: ≤15%; eliminadores de niebla: eliminador de niebla de malla de 2 capas; capacidad de almacenamiento intermedio de caliza: 50 m³; autonomía de 7 días.
Resumen del flujo del proceso
380–420 °C
Inyección de NH₃
zona de 900 °C
Pre-desempolvado
Filtro de bolsa
350°C
2+1 capas
φ4,4 m
97,9% SO₂
Después del FGD
→ Pila
⭐ Equipos nuevos o mejorados en este proyecto
Parámetros clave del equipo de un vistazo
| Equipo | Especificación clave |
|---|---|
| Ventilador de tiro inducido | 220.000 m³/h; 5.000 Pa; 250–300 °C; 335 kW por unidad; velocidad variable de 50 Hz |
| reactor SCR | 273.846 m³/h; 350 °C; 2+1 capas de catalizador; 31,104 m³ de catalizador; eficiencia de NOx 88%; deslizamiento de NH₃ ≤3 ppm |
| Torre absorbedora FGD | φ4,4 m; 120.000 m³/h; L/G=30; 4 capas de pulverización; bomba de 900 m³/h; 718 kg/h de caliza; 1.488 kg/h de yeso |
| Producción de yeso (máx.) | 1488 kg/h; contenido de humedad ≤15%; reutilizable comercialmente |
| Almacenamiento de piedra caliza | 50 m³; autonomía de 7 días al máximo consumo. |
| Potencia máxima del sistema | 1.047,52 kW reales; 1.186,67 kW totales instalados |
| Coste anual de electricidad (8.000 h) | Aproximadamente 301,7 decenas de mil RMB equivalentes a 0,36 RMB/kWh |
| Costo anual del agua | Aproximadamente 8,8 decenas de mil RMB (5,5 t/h; 2 RMB/t) |
| Costo anual de la piedra caliza | Aproximadamente 172,32 decenas de mil RMB (718 kg/h; 300 RMB/t) |
04 — Ventajas principales
Por qué la desnitrificación combinada SNCR+SCR y la desulfuración de gases de combustión con caliza y yeso constituyen la arquitectura adecuada para los hornos de carbonato de litio con alto contenido de SO₂.
- ✓
La reducción de la concentración de nitrógeno en la zona del horno de alta temperatura maximiza la eficiencia de la desnitrificación combinada: La posición de inyección del SNCR a la salida del horno rotatorio (donde se dispone de un rango de temperatura de 850–1100 °C) permite una descomposición térmica eficiente de los NOx sin catalizador. El SNCR elimina una parte de la carga de NOx antes de que el gas entre en el reactor SCR, reduciendo así la carga total de NOx a la entrada del SCR. Esta prereducción del SNCR permite que el reactor SCR posterior alcance una eficiencia de desnitrificación combinada global de 81,5% (de 809 mg/Nm³ a ≤150 mg/Nm³) con un volumen de catalizador y una caída de presión que no serían alcanzables si el SCR tuviera que procesar por sí solo toda la carga de NOx de entrada. - ✓
La reducción catalítica selectiva (SCR) a temperatura media de 350 °C es viable porque el horno de gas natural no contiene SO₂ en la entrada de la SCR: El reactor SCR se ubica a la salida del colector de polvo multitubo, donde la temperatura del gas es de aproximadamente 350–380 °C y, lo que es crucial, donde el SO₂ proveniente de la reacción de sinterización aún no ha ingresado completamente al flujo de gas (o ha sido parcialmente eliminado por el colector de polvo aguas arriba). Dado que el gas natural combustible no contiene azufre, el SO₂ es exclusivamente un producto de la química de sinterización. La ubicación del SCR aprovecha el intervalo antes del punto de máxima liberación de SO₂ para utilizar un catalizador de temperatura media sin envenenamiento por bisulfato de amonio. Esto contrasta con la entrada del FGD (donde el SO₂ tiene una concentración promedio máxima de 4645 mg/Nm³), lo que destruiría inmediatamente un catalizador SCR estándar. - ✓
Relación L/G de 30 y 4 capas de pulverización logra una eliminación de FGD del 97,91 TP3T a partir de un promedio de 4645 mg/Nm³: Los diseños estándar de FGD de las centrales eléctricas utilizan relaciones L/G de 8 a 15 para concentraciones de entrada de SO₂ de 1000 a 3000 mg/Nm³. La torre FGD del horno de carbonato de litio opera con una relación L/G de 30, más del doble de la relación estándar de las centrales eléctricas, con 4 capas de pulverización en lugar de las 3 típicas. Esta combinación de una alta relación líquido-gas y un contacto de pulverización adicional proporciona el tiempo de residencia de absorción prolongado necesario para lograr una desulfuración del 97,91 TP3T a partir de una entrada promedio de 4645 mg/Nm³, manteniendo al mismo tiempo un margen de rendimiento adecuado para la condición de pico de 12 000 mg/Nm³ donde se necesita una eliminación del 99,21 TP3T para mantenerse dentro del límite de salida de 100 mg/Nm³. - ✓
El control de la capa de pulverización del sistema FGD basado en la monitorización en línea optimiza el consumo de reactivos en todo el rango de variabilidad del SO₂: La cantidad de apertura de la capa de rociado de la torre de desulfuración se ajusta en función de los datos de monitorización en línea de SO₂ tanto de la entrada como de la salida del FGD. Durante los periodos de SO₂ de referencia (cuando la entrada se encuentra en el rango inferior del promedio de 4645 mg/Nm³), se activan menos capas de rociado, lo que reduce el consumo de energía de la bomba y el caudal de circulación de la suspensión de caliza. Durante los picos de SO₂, las cuatro capas de rociado se activan simultáneamente. Esta gestión dinámica de las capas de rociado reduce significativamente el coste anual de energía y reactivos en comparación con el funcionamiento continuo de las cuatro capas a caudal máximo, independientemente de la carga real de SO₂. - ✓
El yeso como subproducto, a una tasa máxima de 1.488 kg/h, tiene un valor comercial directo: La tasa de producción de yeso excepcionalmente alta (1488 kg/h como máximo, lo que refleja la concentración media de SO₂ a la entrada de 4645 mg/Nm³) convierte a este sistema de desulfuración de gases de combustión (FGD) en un importante productor de yeso. Con un contenido de humedad ≤15%, el yeso cumple con las especificaciones de calidad para la reutilización de materiales de construcción (sustrato para placas de yeso, aditivo para cemento) si el contenido de cloruro se encuentra dentro del límite de la norma EN 13279-1. Esto posiciona al sistema FGD como un proceso de subproducto que genera valor, en lugar de ser simplemente un centro de costos de cumplimiento, compensando parcialmente el costo del reactivo de caliza de 718 kg/h mediante los ingresos por la venta de yeso. - ✓
Principios de diseño de sistemas de desulfuración de gases de combustión con caliza y yeso aplicados: Siete ventajas para aplicaciones con carbonato de litio: El proceso de caliza-yeso se seleccionó para esta aplicación por los mismos siete principios validados en aplicaciones de centrales eléctricas: (1) bajo consumo de energía y costo operativo; (2) subproducto de yeso manejable sin contaminación secundaria; (3) tamaño reducido y diseño de flujo racional; (4) diseño optimizado mediante simulación por computadora; (5) velocidad de gas optimizada para una absorción uniforme; (6) materia prima de caliza de fácil acceso y bajo costo; (7) interiores de la torre con rociado a contracorriente y eliminadores de niebla para reducir la deposición en las paredes de la torre. Estos principios son directamente aplicables al sistema de desulfuración de gases de combustión (FGD) de horno rotatorio de carbonato de litio, y la experiencia operativa de miles de instalaciones de FGD en centrales eléctricas proporciona una sólida base de conocimientos para el diseño y la resolución de problemas del sistema.
05 — Resultados operativos
Datos de cumplimiento verificados y resumen de costos anuales
.webp)
Potencia máxima de funcionamiento del sistema: 1047,52 kW (real). Con 8000 horas anuales y un equivalente de 0,36 RMB/kWh, el coste anual de electricidad es de aproximadamente 301,7 decenas de mil RMB. Coste anual del agua: aproximadamente 8,8 decenas de mil RMB (5,5 t/h, 2 RMB/t). Coste anual de la piedra caliza: aproximadamente 172,32 decenas de mil RMB (718 kg/h a 300 RMB/t). Los ingresos por la venta de yeso como subproducto, con una producción máxima de 1488 kg/h, compensan parcialmente estos costes de reactivos.
06 — Precauciones de implementación
Consideraciones de ingeniería críticas para el tratamiento de los gases residuales de los hornos rotatorios de carbonato de litio.
- ⚠️
Las fluctuaciones en la concentración de SO₂ aguas arriba (debido a las condiciones de procesamiento de la línea de producción) provocan una sobrecarga del sistema FGD y afectan la eficiencia de la desulfuración, que es el riesgo principal: El principal riesgo operativo documentado es que las fluctuaciones del proceso aguas arriba provoquen variaciones en la concentración de SO₂ que lleven al sistema FGD a una operación sobrecargada, causando inestabilidad en la descarga del sistema. Con concentraciones máximas de SO₂ de 12 000 mg/Nm³ y un promedio de 4645 mg/Nm³, el FGD ya está dimensionado para una sobrecarga extrema superior a la de una central eléctrica típica. Cualquier pico adicional de SO₂ por encima del pico de diseño de 12 000 mg/Nm³ puede llevar al sistema a un incumplimiento real. Implemente el monitoreo de SO₂ tanto en la entrada del FGD (antes de la absorción) como en la salida (después de la absorción) con retroalimentación en tiempo real al control de la capa de pulverización, y establezca un protocolo para la notificación anticipada por parte del equipo de producción antes de cualquier cambio operativo que afecte la química de sinterización y la tasa de liberación de SO₂. - ⚠️
El posicionamiento de la boquilla SNCR en el horno rotatorio requiere una atención cuidadosa: la pared del horno se ve afectada principalmente por la evaporación a alta temperatura, y los gases de combustión contienen mucho polvo que puede provocar fácilmente la obstrucción del catalizador: La experiencia del proyecto identifica explícitamente dos riesgos específicos del SNCR: (1) la tubería de inyección en la sección giratoria del horno rotatorio debe manejarse con cuidado: la adhesión a la pared del horno se debe principalmente a procesos de evaporación a alta temperatura, lo que requiere materiales de boquilla y métodos de instalación que puedan soportar ciclos térmicos; (2) dado que el gas de combustión en el punto de inyección del SNCR contiene una alta carga de polvo, el catalizador SCR aguas abajo es susceptible a obstrucciones por partículas. El sistema de soplado de hollín SCR (chorro pulsante) debe operarse a la frecuencia calibrada desde el día de la puesta en marcha, y la primera inspección del catalizador a los 6 meses debe incluir una medición completa de la caída de presión en todas las capas del catalizador para verificar que la tasa de obstrucción esté dentro de los límites aceptables. - ⚠️
La temperatura de desnitrificación en el proceso SNCR es fundamental: solo dentro del rango de temperatura adecuado se puede lograr una eficiencia de desnitrificación ideal: El punto de inyección de SNCR debe mantener la temperatura del gas en el rango de 850–1100 °C para una descomposición térmica eficaz de los NOx. Por debajo de 850 °C, la reacción térmica NOx-NH₃ es demasiado lenta para una reducción eficaz; por encima de 1100 °C, el amoníaco se oxida para formar NOx adicional en lugar de reducirlo. La temperatura del punto de inyección de SNCR debe monitorearse continuamente y el caudal de agua con amoníaco debe ajustarse en tiempo real para compensar las variaciones de temperatura en la zona de inyección. Una distribución de temperatura no uniforme en la sección transversal del horno (común en hornos rotatorios con caudales de alimentación variables) puede crear simultáneamente zonas con temperaturas superiores e inferiores a las necesarias, lo que reduce la eficacia de eliminación de SNCR. - ⚠️
El elevado consumo de caliza procedente de la desulfuración de gases de combustión (718 kg/h como máximo) exige una gestión fiable de la cadena de suministro y un almacenamiento adecuado en las instalaciones: Con un consumo máximo de caliza de 718 kg/h y una capacidad de almacenamiento in situ de 50 m³ (autonomía de 7 días), la cadena de suministro de caliza debe garantizar un suministro semanal fiable. Cualquier interrupción del suministro que reduzca la capacidad de almacenamiento de caliza por debajo del nivel mínimo operativo obligará a disminuir la capacidad de tratamiento de SO₂, generando un riesgo de incumplimiento en cuestión de horas. Implemente cláusulas contractuales que exijan una frecuencia de entrega garantizada, mantenga un nivel mínimo de inventario (p. ej., suministro restante para 3 días) que active una orden de compra automática y documente el procedimiento de contingencia para la reducción temporal de la tasa de desulfuración de gases de combustión (FGD) durante las interrupciones del suministro. - ⚠️
El pH de la suspensión de FGD y la oxidación del sulfito de calcio deben controlarse activamente para prevenir la incrustación y mantener la calidad del yeso: A las altas concentraciones de SO₂ de entrada de esta aplicación, el circuito de lodos de FGD acumula sulfito y sulfato a tasas muy superiores a las prácticas de FGD de las centrales eléctricas. Los rangos de gestión del pH son críticos: cuando el pH del circuito de circulación del depurador primario cae por debajo de 4,5, agregue lodo y mantenga el pH entre 4,5 y 5,5; cuando el pH del circuito de circulación del depurador secundario cae por debajo de 5,5, agregue lodo y mantenga entre 5,5 y 6,5. El ventilador de oxidación debe funcionar continuamente para asegurar un suministro de aire adecuado para la oxidación del sulfito de calcio a yeso; la oxidación incompleta produce incrustaciones de sulfito de calcio en el absorbedor en lugar de cristales de yeso filtrables que pueden deshidratarse hasta una humedad de ≤15%. - ⚠️
Los gases de combustión que ingresan al sistema de desulfuración con alta concentración de SO₂ pueden causar una sobrecarga en el funcionamiento del FGD; adopte un reactivo de desulfuración a base de calcio de alta eficiencia y mejore la eficiencia de la desulfuración: Según el resumen de la experiencia documentada, el punto crítico de este proceso es: cuando la concentración de SO₂ aguas arriba alcanza un pico de 12 000 mg/Nm³, el sistema FGD puede estar cerca de su límite de capacidad de absorción incluso con L/G=30 y 4 capas de pulverización. En este punto, la suspensión de caliza debe tener un pH óptimo con oxidación completamente activada, y las 4 capas de pulverización deben funcionar a caudal máximo. Si la calidad de la caliza se degrada (menor pureza de CaCO₃), si alguna obstrucción en las boquillas de pulverización reduce la cobertura efectiva, o si el pH de la suspensión ha disminuido, el sistema no logrará alcanzar la salida de ≤100 mg/Nm³ durante el pico. Se requiere una inspección regular (semanal) de las boquillas de pulverización para garantizar que se mantenga una cobertura completa en todo momento.
07 — Conclusiones de ingeniería
Cuatro lecciones de este proyecto de tratamiento de gases residuales en un horno de carbonato de litio con batería de potencia
- 1
La combinación SNCR+SCR es esencial cuando la entrada de NOx está por encima de 600 mg/Nm³ y la salida objetivo es ≤150 mg/Nm³; ninguna de las tecnologías por sí sola puede ofrecer la eficiencia de eliminación requerida de 81,5% en esta condición de entrada del FGD. El SNCR por sí solo logra una eliminación de NOx de 30–50%, pero con selectividad limitada y sensibilidad a la variación de temperatura. El SCR por sí solo a 273.846 m³/h requeriría un volumen de catalizador impracticablemente grande para lograr una eliminación de 81,5% de 809 mg/Nm³. La prereducción del SNCR reduce el NOx de entrada del SCR a un nivel manejable, mientras que el SCR proporciona la reducción precisa y de alta eficiencia necesaria para cumplir de manera confiable con el límite de ≤150 mg/Nm³. La arquitectura combinada SNCR+SCR es la recomendación estándar para cualquier aplicación donde el NOx de entrada supere los 600 mg/Nm³ y la salida deba estar por debajo de 200 mg/Nm³. - 2
Diseñe el sistema de desulfuración de gases de combustión (FGD) para la condición de pico de SO₂, no para el promedio; para una relación de variabilidad de 10:1, la diferencia en el dimensionamiento del sistema es sustancial. El SO₂ promedio de 4645 mg/Nm³ y el pico de 12 000 mg/Nm³ requieren la misma salida objetivo de ≤100 mg/Nm³. En la entrada promedio, la eficiencia de remoción es de 97,8%; en la entrada pico, se requiere 99,2%. Diseñar para condiciones promedio (remoción de 97,8%) y escalar el sistema en consecuencia resultaría en excedencias de cumplimiento durante cada evento pico de SO₂. El FGD debe dimensionarse para una eficiencia de remoción de 99,2% bajo la condición pico de 12 000 mg/Nm³, lo que impulsa la especificación L/G=30 y el diseño de 4 capas de rociado. El margen de cumplimiento durante condiciones promedio (salida muy por debajo de 100 mg/Nm³) es el resultado natural de un sistema dimensionado correctamente para el pico. - 3
El control dinámico de la capa de pulverización basado en la monitorización en línea convierte la carga variable de SO₂ de un problema operativo en una ventaja operativa. El control de activación de la capa de pulverización basado en la monitorización en línea del SO₂ transforma la variabilidad de 10:1 del SO₂, que supone un factor de estrés para el sistema, en una oportunidad para optimizar el consumo de energía y reactivos. Durante los periodos de SO₂ basal, bastan 1 o 2 capas de pulverización; durante los periodos de máxima actividad, se activan las 4. Esta gestión dinámica reduce el consumo eléctrico de las bombas y la circulación de la suspensión de caliza durante los periodos de bajo SO₂ entre 50 y 751 TP3T en comparación con el funcionamiento continuo de las 4 capas, lo que genera importantes ahorros anuales en los gastos operativos (OPEX) y mantiene el cumplimiento total en todas las condiciones de SO₂. - 4
La producción de yeso a 1.488 kg/h a partir de la desulfuración de gases de combustión con carbonato de litio de alto contenido en SO₂ es lo suficientemente grande como para requerir una estrategia activa de comercialización de yeso, y no solo un plan de eliminación. A su máxima capacidad de producción, este sistema de desulfuración de gases de combustión (FGD) genera aproximadamente 35,7 toneladas de yeso por cada 24 horas de funcionamiento. Este volumen, de gran importancia comercial, justifica la necesidad de establecer un acuerdo de suministro con una planta procesadora de yeso para la construcción antes de su puesta en marcha, en lugar de considerar la eliminación del yeso como un aspecto secundario. Si la calidad del yeso (contenido de cloruro, humedad y metales pesados) cumple con las normas aplicables para la reutilización de materiales de construcción, los ingresos por la venta de yeso pueden compensar significativamente el coste del reactivo de caliza de 718 kg/h.
08 — Preguntas frecuentes
Tratamiento de los gases residuales del horno rotatorio de carbonato de litio para baterías de alta potencia: Diez preguntas respondidas
Preguntas de gestores de permisos medioambientales, ingenieros de procesos y equipos de sostenibilidad en instalaciones de producción de materiales para baterías de potencia que planifican mejoras en la desnitrificación SCR y la desulfuración de gases de combustión con alto contenido de SO₂ según los requisitos de la Directiva IED de la UE y el Decreto de Actividades neerlandés.
¿Está listo para lograr el cumplimiento de las normas de emisiones ultrabajas para su horno de materiales para baterías?
Descubra la gama completa de soluciones para el control de emisiones industriales.
Desde la desnitrificación SNCR+SCR y la desulfuración de gases de combustión de caliza-yeso con alto contenido de SO₂ para hornos rotatorios de carbonato de litio hasta Sistemas de oxidación térmica regenerativa para la reducción de COV industrialesNuestro equipo de ingeniería ofrece soluciones que cumplen con la normativa IED de la UE para los requisitos de control de emisiones más exigentes de los materiales de las baterías de nueva energía.





















