Étude de cas · Contrôle des émissions industrielles
Comment un leader mondial des batteries de puissance a atteint une efficacité de dénitrification SNCR+SCR combinée de 81,5% et une désulfuration de 97,9% à partir des gaz de production de carbonate de lithium d'un four rotatif avec des concentrations d'entrée de SO₂ atteignant 12 000 mg/Nm³ — en déployant un système de traitement à double ligne SNCR+SCR+calcaire-gypse FGD+chaux adapté à l'extrême variabilité de la chimie des gaz de frittage du carbonate de lithium de qualité batterie.
Dénitrification combinée SNCR+SCR
FGD calcaire-gypse
Frittage du carbonate de lithium
Émissions ultra-faibles de l'industrie des batteries
01 — Contexte industriel
Production de carbonate de lithium pour batteries de puissance : un secteur en pleine expansion confronté à des défis importants en matière d’émissions
Le carbonate de lithium est une matière première essentielle à la fabrication des batteries au lithium. La demande mondiale croît rapidement, portée par l'adoption des véhicules électriques et le développement du stockage d'énergie à grande échelle. La production est passée de 4,1 tonnes par an en 2014 à 39,5 millions de tonnes en 2022, soit un taux de croissance annuel composé de 281 000 milliards de tonnes. Les projections indiquent une capacité de production de 110 millions de tonnes d'ici 2025 et une production effective de 51,79 millions de tonnes en 2023 (croissance annuelle de 31,11 000 milliards de tonnes). Les besoins en capacité de production de carbonate de lithium de qualité batterie ne feront que croître avec le développement du marché des véhicules électriques, stimulant ainsi les investissements dans les installations de production et les infrastructures de conformité environnementale associées.
L'entreprise présentée dans cette étude de cas est l'un des leaders mondiaux des batteries de puissance et l'une des rares à couvrir l'intégralité de la chaîne de valeur. Cotée sur une grande bourse chinoise en 2015 et à la Bourse suisse en 2022, elle est la première entreprise suisse spécialisée dans les batteries de puissance. Son activité principale englobe les batteries au lithium pour la mobilité, les systèmes de stockage d'énergie et les équipements de distribution électrique. La batterie à semi-conducteurs annoncée en 2024 atteint une densité énergétique de 3 500 Wh/kg et une densité énergétique volumique de 800 Wh/L, avec une durée de vie de 30 000 cycles et une autonomie théorique supérieure à 300 000 km. L'entreprise produit également environ 100 000 unités de distribution par an.
La production de carbonate de lithium utilise le frittage en four rotatif pour convertir des matières premières lithifères (principalement des sels de lithium dérivés du mica) en carbonate de lithium de qualité batterie. La chimie du frittage repose sur une réaction à haute température entre des composés de sulfate et de carbonate, entraînant le rejet de SO₂ à des concentrations bien supérieures à celles des chaudières industrielles ou des centrales électriques classiques. Face à la croissance de la demande de carbonate de lithium et à l'augmentation de la capacité de production, le système d'épuration des gaz de combustion du four rotatif devient un goulot d'étranglement critique en matière de conformité et d'exploitation. Ce projet met en œuvre un système de désulfuration des gaz de combustion (FGD) à base de calcaire et de gypse, combiné à une dénitrification SNCR+SCR, afin d'atteindre des objectifs d'émissions ultra-faibles et de renforcer la performance environnementale de l'installation.
.webp)
02 — Profil de pollution
Gaz résiduaires du four rotatif à carbonate de lithium : la variabilité extrême du SO₂ comme principal défi
L'installation exploite deux lignes de production à four rotatif, chacune équipée d'un dépoussiéreur cyclonique, d'une unité de refroidissement et d'un dépoussiéreur à manches, traitant les gaz de combustion issus du frittage de carbonate de lithium pour batteries. Le four fonctionne au gaz naturel. Le débit standard de gaz de combustion par ligne de production est de 120 000 Nm³/h (185 897 Nm³/h dans les conditions de procédé, à 150 °C). Après refroidissement, les gaz de combustion sont collectés par le système de désulfuration des gaz de combustion (FGD).
La caractéristique principale des gaz de combustion des fours rotatifs à carbonate de lithium est l'extraordinaire variabilité de leur concentration en SO₂. Lors du cycle de frittage, les composés de sulfate de lithium se décomposent et libèrent du SO₂. La concentration moyenne de SO₂ à l'entrée de l'absorbeur de désulfuration est d'environ 4 645 mg/Nm³, mais les pics peuvent atteindre 12 000 mg/Nm³, avec un niveau de base d'environ 809 mg/Nm³ de NOx, corrigé pour l'oxygène. Cette variation de concentration de SO₂ de 10:1 entre le niveau de base et le pic (d'environ 1 200 mg/Nm³ à 12 000 mg/Nm³) exige que le système de désulfuration des gaz de combustion (FGD) soit dimensionné pour les pics, tout en maintenant un fonctionnement stable et une qualité de gypse optimale pendant les périodes de niveau de base et intermédiaire.
| Paramètre | Concentration initiale | Point de vente conçu | Limite UE IED / NER |
|---|---|---|---|
| NOx (sous forme de NO₂) | 809 mg/Nm³ (à 12% O₂, teneur de base en ammoniac 12%) | ≤150 mg/Nm³ | Directive UE 2010/75 : 150 mg/Nm³ |
| SO₂ (moyenne à l'entrée du FGD) | 4 645 mg/Nm³ en moyenne ; pic : 12 000 mg/Nm³ | ≤100 mg/Nm³ | Décret néerlandais sur les activités NER |
| Matières particulaires (PM) | 658 mg/Nm³ | ≤30 mg/Nm³ | Décret néerlandais sur les activités NER ≤5 mg/Nm³ |
| HCl | 3,7 mg/Nm³ | ≤10 mg/Nm³ | IED BAT ≤10 mg/Nm³ |
| HF | 6,74 mg/Nm³ | ≤6 mg/Nm³ | IED BAT ≤1 mg/Nm³ |
| Brouillard acide | 191 mg/Nm³ | ≤20 mg/Nm³ | BATTE À ÉPIDÉMIE |
| Gaz de combustion standard (par ligne) | 120 000 Nm³/h | — | — |
| Gaz de combustion du procédé (par ligne) | 185 897 Nm³/h à 150 °C | — | — |
| volume des gaz de combustion SCR | 273 846 Nm³/h (2 lignes combinées) | — | — |
| température de sortie du four | 380–420°C (au point d'installation SCR/SNCR) | — | — |
Principaux défis de conception : La concentration moyenne de SO₂, de 4 645 mg/Nm³, et la concentration maximale, de 12 000 mg/Nm³, représentent environ trois fois la concentration maximale à l'entrée d'un système de désulfuration des gaz de combustion (FGD) typique d'une centrale thermique au charbon. Cette concentration maximale de 12 000 mg/Nm³, combinée à l'exigence d'une concentration en sortie ≤ 100 mg/Nm³ (efficacité d'élimination de 99,21 % TP3T en pic), impose au système FGD d'être dimensionné pour supporter des surcharges extrêmes, supérieures aux conditions de fonctionnement moyennes. Ceci explique la nécessité de tours d'absorption surdimensionnées, de rapports liquide/gaz élevés et de rapports stœchiométriques calcium/soufre conservateurs lors de la conception du système.
03 — Solution de traitement
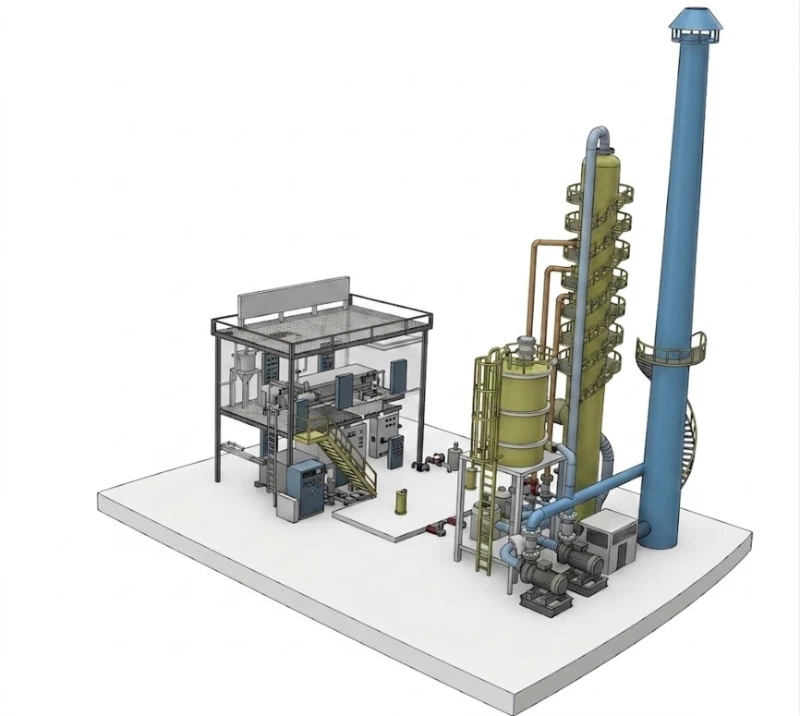
Architecture de traitement à double ligne : SNCR à la sortie du four + SCR + FGD calcaire-gypse + désulfuration à la chaux
Le projet concerne deux lignes de production de fours rotatifs. Le système de traitement de chaque ligne comprend : un prédépoussiérage par cyclone → un refroidissement des gaz → un dépoussiérage par filtre à manches → une collecte des fumées → une dénitrification SNCR+SCR → un système de désulfuration des gaz de combustion (FGD) au calcaire-gypse → une post-désulfuration à la chaux. Cette modernisation a été mise en œuvre sur la ligne de production existante de fours rotatifs par l’ajout d’une unité de dénitrification SCR et d’un système de désulfuration au calcaire-gypse + chaux afin d’atteindre des niveaux d’émissions ultra-faibles. Pour la seconde ligne de production, située à l’arrière de l’installation, un système de désulfuration au calcaire-gypse est déployé simultanément afin de garantir des émissions de SO₂ ≤ 100 mg/Nm³, tandis que les moyennes horaires des fumées respectent les normes pour tous les paramètres.
Dénitrification SNCR à la sortie du four (zone 380–420 °C)
Le système SCR est installé à la sortie du dépoussiéreur multitubes du four rotatif, où la température est maintenue entre 380 et 420 °C. À cette température et avec une teneur en SO₂ inférieure à 4 600 mg/Nm³, un catalyseur SCR de moyenne température peut être utilisé. Le catalyseur interne du réacteur SCR est conçu avec une configuration 2+1 (2 couches actives + 1 couche de réserve). L'agent réducteur est une solution aqueuse d'ammoniaque, et le système SNCR en amont utilise une buse de pulvérisation unique. Ce système SNCR en amont garantit une efficacité de dénitrification conforme aux objectifs. Pour les couches de pulvérisation de la tour de désulfuration, le nombre d'ouvertures est ajusté en fonction des valeurs de surveillance en ligne, assurant ainsi un rejet de gaz de combustion stable et ultra-faible.
Paramètres clés du réacteur SCR
Débit des gaz de combustion : 273 846 m³/h (2 lignes combinées) ; température des gaz de combustion : 350 °C au niveau du SCR ; NOx initial : 809 mg/Nm³ ; PM initial : 658 mg/Nm³ ; O₂ réel : ≤ 15,21 TP3T ; NOx en sortie : 150 mg/Nm³ ; nombre de pores du catalyseur : 18 ; porosité du catalyseur : 72,591 TP3T ; nombre de couches de catalyseur : 2+1 (1 couche de réserve) ; nombre de modules de catalyseur par couche : 12 ; volume total de catalyseur : 31,104 m³ ; température de conception : 230 °C ; température de fonctionnement maximale : 350 °C ; température de fonctionnement minimale : 200 °C ; débit d’injection d’urée : 111,919 kg/h ; efficacité de dénitrification : 881 TP3T ; fuite d’ammoniac : ≤ 3 ppm ; perte de charge : ≤ 600 Pa. Méthode de nettoyage de la suie : soufflage par jet pulsé.
.webp)
Tour d'absorption FGD en calcaire-gypse (φ4,4 m, 120 000 m³/h)
La tour de désulfuration des gaz de combustion (FGD) est l'équipement le plus sollicité du système, recevant du SO₂ à une concentration moyenne de 4 645 mg/Nm³ et une concentration maximale de 12 000 mg/Nm³. Afin d'atteindre une concentration en SO₂ en sortie ≤ 100 mg/Nm³ en période de charge maximale (efficacité d'élimination de 99,21 % TP3T), la tour est conçue avec un rapport liquide/gaz exceptionnellement élevé de 30 et 4 couches de pulvérisation. Paramètres clés : débit des gaz de combustion : 120 000 m³/h par tour ; température des gaz de combustion : 150 °C ; concentration de SO₂ en entrée : 4 645 mg/Nm³ ; concentration de SO₂ en sortie : 100 mg/Nm³ ; rapport calcium/soufre : 1,1 ; vitesse des gaz : < 3,5 m/s ; diamètre intérieur de la tour : φ 4,4 m ; rapport liquide/gaz : 30 ; 4 couches de pulvérisation ; débit de la pompe unique : 900 m³/h. temps de décantation de la boue 6 h ; consommation de calcaire 718 kg/h (maximum) ; production de gypse 1 488 kg/h (maximum) ; teneur en humidité du gypse ≤ 151 TP3T ; éliminateurs de brouillard : éliminateur de brouillard à 2 couches ; capacité de stockage intermédiaire de calcaire 50 m³ ; autonomie de 7 jours.
Résumé du flux de processus
380–420 °C
Injection de NH₃
zone 900°C
Pré-dépoussiérage
Filtre à sac
350 °C
2+1 couches
φ4,4 m
97,9% SO₂
Post-FGD
→ Pile
⭐ Équipement neuf ou amélioré dans ce projet
Aperçu des principaux paramètres de l'équipement
| Équipement | Spécifications clés |
|---|---|
| Fan de draft induit | 220 000 m³/h ; 5 000 Pa ; 250–300 °C ; 335 kW par unité ; vitesse variable à 50 Hz |
| Réacteur SCR | 273 846 m³/h ; 350 °C ; 2+1 couches de catalyseur ; 31,104 m³ de catalyseur ; efficacité NOx 88% ; ≤3 ppm de fuite de NH₃ |
| tour d'absorption FGD | φ4,4 m ; 120 000 m³/h ; L/G = 30 ; 4 couches de projection ; pompe de 900 m³/h ; calcaire : 718 kg/h ; gypse : 1 488 kg/h |
| Production de gypse (max) | 1 488 kg/h ; teneur en humidité ≤ 151 TP3T ; réutilisable commercialement |
| Stockage de calcaire | 50 m³ ; autonomie de 7 jours à consommation maximale |
| Puissance maximale du système | Puissance réelle : 1 047,52 kW ; puissance totale installée : 1 186,67 kW |
| Coût annuel de l'électricité (8 000 h) | Environ 301,7 milliards de yuans (équivalent à 0,36 yuan/kWh) |
| coût annuel de l'eau | Environ 8,8 dizaines de milliers de RMB (5,5 t/h ; 2 RMB/t) |
| coût annuel du calcaire | Environ 172,32 dizaines de milliers de RMB (718 kg/h ; 300 RMB/t) |
04 — Principaux avantages
Pourquoi la dénitrification combinée SNCR+SCR et le traitement des gaz de combustion au calcaire-gypse constituent l'architecture appropriée pour les fours à carbonate de lithium à haute teneur en SO₂
- ✓
Le SNCR dans la zone du four à haute température maximise l'efficacité de dénitrification combinée : Le positionnement de l'injection du SNCR à la sortie du four rotatif (où la plage de températures de 850 à 1 100 °C est disponible) permet une décomposition thermique efficace des NOx sans catalyseur. Le SNCR élimine une partie des NOx avant l'entrée du gaz dans le réacteur SCR, réduisant ainsi la charge totale de NOx à l'entrée de ce dernier. Cette pré-réduction par SNCR permet au réacteur SCR en aval d'atteindre une efficacité de dénitrification combinée de 81,51 TP3T (de 809 mg/Nm³ à ≤ 150 mg/Nm³) avec un volume de catalyseur et une perte de charge qui seraient impossibles à obtenir si le SCR devait traiter seul la totalité des NOx à l'entrée. - ✓
Le procédé SCR à température moyenne (350 °C) est viable car le four à gaz naturel ne contient pas de SO₂ à l'entrée du système SCR : Le réacteur SCR est positionné à la sortie du dépoussiéreur multitubulaire, où la température des gaz est d'environ 350 à 380 °C et, point crucial, où le SO₂ issu de la réaction de frittage n'a pas encore totalement pénétré dans le flux gazeux (ou a été partiellement éliminé par le dépoussiéreur en amont). Le gaz naturel utilisé comme combustible ne contenant pas de soufre, le SO₂ est un produit exclusif de la chimie du frittage. Le positionnement du SCR exploite la plage de températures précédant le pic d'émission de SO₂ pour utiliser un catalyseur à température moyenne sans risque d'empoisonnement au bisulfate d'ammonium. Ceci contraste avec l'entrée du système de désulfuration des gaz de combustion (où la concentration moyenne de SO₂ atteint 4 645 mg/Nm³), qui détruirait immédiatement un catalyseur SCR standard. - ✓
Un rapport L/G de 30 et 4 couches de pulvérisation permet d'atteindre une élimination de 97,91 % de FGD à partir d'une moyenne de 4 645 mg/Nm³ : Les systèmes de désulfuration des gaz de combustion (FGD) des centrales électriques standard utilisent des rapports liquide/gaz (L/G) de 8 à 15 pour des concentrations d'entrée de SO₂ de 1 000 à 3 000 mg/Nm³. La tour FGD du four à carbonate de lithium fonctionne avec un rapport L/G de 30, soit plus du double du rapport standard des centrales électriques, et comporte 4 couches de pulvérisation au lieu des 3 habituelles. Cette combinaison d'un rapport liquide/gaz élevé et d'un contact de pulvérisation accru permet d'obtenir le temps de séjour d'absorption prolongé nécessaire pour atteindre une désulfuration de 97,91 % TP3T à partir d'une concentration d'entrée moyenne de 4 645 mg/Nm³, tout en maintenant une marge de performance suffisante pour la condition de pointe de 12 000 mg/Nm³ où une élimination de 99,21 % TP3T est requise afin de rester sous la limite de sortie de 100 mg/Nm³. - ✓
Le contrôle de la couche de pulvérisation FGD basé sur la surveillance en ligne optimise la consommation de réactifs sur toute la plage de variabilité du SO₂ : Le nombre de couches de pulvérisation ouvertes dans la tour de désulfuration est ajusté en fonction des données de surveillance en ligne du SO₂ provenant de l'entrée et de la sortie du système de désulfuration des gaz de combustion (FGD). En période de concentration de SO₂ de base (lorsque la concentration à l'entrée se situe dans la partie inférieure de la moyenne de 4 645 mg/Nm³), le nombre de couches de pulvérisation activées est réduit, ce qui diminue la consommation d'énergie des pompes et le débit de circulation de la suspension de calcaire. Lors des pics de concentration de SO₂, les quatre couches de pulvérisation sont activées simultanément. Cette gestion dynamique des couches de pulvérisation permet de réduire significativement les coûts annuels d'énergie et de réactifs par rapport à un fonctionnement continu des quatre couches à débit maximal, quelle que soit la concentration réelle de SO₂. - ✓
Le gypse, sous-produit à une vitesse de 1 488 kg/h (maximum), a une valeur commerciale directe : Le débit de production de gypse exceptionnellement élevé (1 488 kg/h maximum, correspondant à une concentration moyenne de SO₂ à l'entrée de 4 645 mg/Nm³) fait de ce système de désulfuration des gaz de combustion (FGD) un important producteur de gypse. Avec une teneur en humidité ≤ 151 TP3T, le gypse répond aux exigences de qualité pour la réutilisation des matériaux de construction (support de plaques de plâtre, adjuvant pour ciment) si sa teneur en chlorures est conforme à la norme EN 13279-1. Ainsi, le système FGD se positionne comme un procédé de valorisation des sous-produits plutôt que comme un simple centre de coûts de conformité, compensant partiellement le coût du réactif calcaire (718 kg/h) grâce aux recettes issues de la vente du gypse. - ✓
Principes de conception des systèmes de désulfuration des gaz de combustion à base de calcaire et de gypse appliqués : Sept avantages des applications du carbonate de lithium : Le procédé calcaire-gypse a été retenu pour cette application en raison des sept mêmes principes validés dans les centrales électriques : (1) faible consommation d’énergie et faibles coûts d’exploitation ; (2) gestion du gypse, sous-produit, sans pollution secondaire ; (3) faible encombrement et conception rationnelle des flux ; (4) conception optimisée par simulation informatique ; (5) vitesse de gaz optimisée pour une absorption uniforme ; (6) disponibilité et faible coût de la matière première calcaire ; (7) utilisation d’un système de pulvérisation à contre-courant et de séparateurs de brouillard dans les parois de la tour afin de réduire les dépôts. Ces principes sont directement applicables au système de désulfuration des gaz de combustion (FGD) des fours rotatifs à carbonate de lithium, et l’expérience acquise grâce à des milliers d’installations FGD dans les centrales électriques constitue une base de connaissances solide pour la conception et le dépannage du système.
05 — Résultats opérationnels
Données de conformité vérifiées et résumé des coûts annuels
.webp)
Puissance maximale du système en fonctionnement : 1 047,52 kW (réelle). Pour 8 000 heures de fonctionnement par an et un coût équivalent de 0,36 RMB/kWh, le coût annuel de l’électricité est d’environ 301,7 dizaines de milliers de RMB. Le coût annuel de l’eau est d’environ 8,8 dizaines de milliers de RMB (5,5 t/h, 2 RMB/t). Le coût annuel du calcaire est d’environ 172,32 dizaines de milliers de RMB (718 kg/h à 300 RMB/t). Les revenus tirés de la production de gypse, un sous-produit dont la production maximale est de 1 488 kg/h, compensent partiellement ces coûts de réactifs.
06 — Précautions d'implémentation
Considérations d'ingénierie critiques pour le traitement des gaz résiduaires des fours rotatifs à carbonate de lithium
- ⚠️
Les fluctuations de la concentration de SO₂ en amont (dues aux conditions de traitement de la chaîne de production) entraînent une surcharge du système FGD et ont un impact sur l'efficacité de la désulfuration — le principal risque : Le principal risque opérationnel documenté est que les fluctuations des procédés en amont entraînent des variations de concentration de SO₂ qui surchargent le système de désulfuration des gaz de combustion (FGD), provoquant une instabilité des rejets. Avec des concentrations maximales de SO₂ de 12 000 mg/Nm³ et une moyenne de 4 645 mg/Nm³, le FGD est déjà dimensionné pour une surcharge extrême, supérieure aux conditions typiques d'une centrale électrique. Tout pic de SO₂ supplémentaire au-delà du seuil de conception de 12 000 mg/Nm³ peut entraîner une non-conformité du système. Il est donc nécessaire de mettre en place une surveillance du SO₂ à l'entrée (avant absorption) et à la sortie (après absorption) du FGD, avec un retour d'information en temps réel sur le système de contrôle de la couche pulvérisée. Un protocole de notification préalable par l'équipe de production doit également être établi avant toute modification des opérations susceptible d'affecter la chimie de frittage et le taux de rejet de SO₂. - ⚠️
Le positionnement de la buse SNCR dans le four rotatif nécessite une attention particulière — la paroi du four est principalement due à l'évaporation à haute température, et les gaz de combustion contiennent une quantité importante de poussière qui provoque facilement le blocage du catalyseur : L'expérience acquise lors du projet a mis en évidence deux risques spécifiques au SNCR : (1) la conduite d'injection dans la section rotative du four rotatif doit être manipulée avec précaution ; l'adhérence aux parois du four est principalement due aux processus d'évaporation à haute température, ce qui exige des matériaux et des méthodes d'installation de buses capables de résister aux cycles thermiques ; (2) les gaz de combustion au point d'injection du SNCR étant fortement chargés en poussières, le catalyseur SCR en aval est susceptible d'être obstrué par des particules. Le système de soufflage de suie du SCR (soufflage par jet pulsé) doit fonctionner à la fréquence calibrée dès sa mise en service, et la première inspection du catalyseur à 6 mois doit inclure une mesure complète de la perte de charge à travers toutes les couches de catalyseur afin de vérifier que le taux d'obstruction reste dans les limites acceptables. - ⚠️
La température de dénitrification SNCR est cruciale — seule une plage de températures appropriée permet d'atteindre une efficacité de dénitrification idéale : Le point d'injection du SNCR doit maintenir la température des gaz dans la plage de 850 à 1 100 °C pour une décomposition thermique efficace des NOx. En dessous de 850 °C, la réaction thermique NOx-NH₃ est trop lente pour une réduction efficace ; au-dessus de 1 100 °C, l'ammoniac s'oxyde et forme davantage de NOx au lieu de le réduire. La température du point d'injection du SNCR doit être surveillée en continu et le débit d'eau ammoniacale ajusté en temps réel pour compenser les variations de température dans la zone d'injection. Une distribution non uniforme de la température dans la section transversale du four (fréquente dans les fours rotatifs à débit d'alimentation variable) peut créer simultanément des zones de surchauffe et des zones de sous-chauffe, réduisant ainsi l'efficacité d'élimination du SNCR. - ⚠️
Le taux de consommation extrême de calcaire FGD (718 kg/h maximum) nécessite une gestion fiable de la chaîne d'approvisionnement et un stockage sur site adéquat : Avec une consommation maximale de calcaire de 718 kg/h et un stockage sur site de 50 m³ (autonomie de 7 jours), la chaîne d'approvisionnement en calcaire doit garantir un approvisionnement hebdomadaire fiable. Toute interruption d'approvisionnement entraînant une baisse du stock de calcaire en dessous du niveau minimal de fonctionnement contraindra à une réduction de la capacité de traitement du SO₂, créant ainsi un risque de non-conformité en quelques heures. Il est donc impératif d'intégrer au contrat d'approvisionnement des clauses garantissant la fréquence des livraisons, de maintenir un seuil minimal de stock (par exemple, l'équivalent de 3 jours de stock restant) déclenchant une commande automatique, et de documenter la procédure de contingence pour la réduction temporaire du débit de désulfuration des gaz de combustion (FGD) en cas d'interruption d'approvisionnement. - ⚠️
Le pH et l'oxydation du sulfite de calcium de la boue de désulfuration des gaz de combustion doivent être activement contrôlés afin de prévenir l'entartrage et de maintenir la qualité du gypse : Aux concentrations élevées de SO₂ à l'entrée de cette application, la boucle de boues du système de désulfuration des gaz de combustion (FGD) accumule du sulfite et du sulfate à des taux bien supérieurs aux pratiques courantes des centrales électriques. La gestion du pH est cruciale : lorsque le pH de la boucle de circulation du laveur primaire descend en dessous de 4,5, ajouter des boues et maintenir le pH entre 4,5 et 5,5 ; lorsque le pH de la boucle de circulation du laveur secondaire descend en dessous de 5,5, ajouter des boues et maintenir le pH entre 5,5 et 6,5. Le ventilateur d'oxydation doit fonctionner en continu pour assurer un apport d'air suffisant à l'oxydation du sulfite de calcium en gypse ; une oxydation incomplète entraîne la formation de dépôts de sulfite de calcium dans l'absorbeur au lieu de cristaux de gypse filtrables, qui peuvent être déshydratés jusqu'à une teneur en humidité ≤ 151 µg/L. - ⚠️
Les gaz de combustion entrant dans le système de désulfuration avec une concentration élevée en SO₂ peuvent entraîner un fonctionnement en surcharge du FGD — adopter un réactif de désulfuration à base de calcium à haute efficacité et améliorer l'efficacité de la désulfuration : D'après le résumé des retours d'expérience, le point critique de ce procédé est le suivant : lorsque la concentration de SO₂ en amont atteint un pic de 12 000 mg/Nm³, le système de désulfuration des gaz de combustion (FGD) peut approcher sa limite de capacité d'absorption, même avec un rapport L/G de 30 et quatre couches d'aspersion. À ce stade, la suspension de calcaire doit présenter un pH optimal, une oxydation pleinement activée et les quatre couches d'aspersion doivent fonctionner à débit maximal. Si la qualité du calcaire se dégrade (faible pureté en CaCO₃), si une obstruction des buses d'aspersion réduit la couverture efficace ou si le pH de la suspension devient trop bas, le système ne pourra pas respecter la limite de ≤ 100 mg/Nm³ en sortie lors du pic. Une inspection régulière (hebdomadaire) des buses d'aspersion est nécessaire pour garantir une couverture complète en permanence.
07 — Leçons tirées en ingénierie
Quatre leçons tirées de ce projet de traitement des gaz d'échappement d'un four à carbonate de lithium pour batteries haute puissance
- 1
La combinaison SNCR+SCR est essentielle lorsque l'entrée de NOx est supérieure à 600 mg/Nm³ et que la sortie cible est ≤150 mg/Nm³ — aucune des deux technologies seule ne peut fournir l'efficacité d'élimination requise de 81,5% dans ces conditions d'entrée FGD. Le système SNCR seul permet d'éliminer 30 à 501 mg/Nm³ de NOx, mais avec une sélectivité limitée et une sensibilité aux variations de température. Le système SCR seul, à un débit de 273 846 m³/h, nécessiterait un volume de catalyseur excessivement important pour atteindre une élimination de 81,51 mg/Nm³ à partir de 809 mg/Nm³. La pré-réduction SNCR réduit la concentration de NOx à l'entrée du système SCR à un niveau acceptable, tandis que le système SCR assure la réduction précise et à haut rendement nécessaire pour respecter la limite de ≤ 150 mg/Nm³ de manière fiable. L'architecture combinée SNCR + SCR est la solution standard recommandée pour toute application où la concentration de NOx à l'entrée dépasse 600 mg/Nm³ et celle à la sortie doit être inférieure à 200 mg/Nm³. - 2
Concevez le FGD pour la condition de pointe de SO₂, et non la moyenne — pour un rapport de variabilité de 10:1, la différence dans le dimensionnement du système est substantielle. La concentration moyenne de SO₂ de 4 645 mg/Nm³ et la concentration maximale de 12 000 mg/Nm³ imposent une concentration cible en sortie ≤ 100 mg/Nm³. À l'entrée, l'efficacité d'élimination est de 97,81 TP3T ; à l'entrée, elle doit atteindre 99,21 TP3T. Un dimensionnement basé sur des conditions moyennes (97,81 TP3T) et un dimensionnement en conséquence entraîneraient des dépassements de conformité lors de chaque pic de SO₂. Le système de désulfuration des gaz de combustion (FGD) doit être dimensionné pour une efficacité d'élimination de 99,21 TP3T lors du pic de 12 000 mg/Nm³, ce qui impose un rapport L/G de 30 et une conception à 4 couches de pulvérisation. La marge de conformité en conditions moyennes (concentration en sortie nettement inférieure à 100 mg/Nm³) découle naturellement d'un dimensionnement correct pour les pics de concentration. - 3
Le contrôle dynamique de la couche de pulvérisation basé sur la surveillance en ligne transforme la charge variable de SO₂ d'un problème opérationnel en un avantage opérationnel. Le contrôle de l'activation des couches de pulvérisation, basé sur la surveillance en ligne du SO₂, transforme la variabilité du SO₂ (rapport 10:1) d'un facteur de contrainte du système en une opportunité d'optimisation de l'énergie et des réactifs. En période de faible concentration de SO₂, une ou deux couches de pulvérisation suffisent ; en période de pointe, les quatre sont activées. Cette gestion dynamique réduit la consommation électrique des pompes et la circulation de la boue calcaire de 50 à 75 TP3 T en période de faible concentration de SO₂ par rapport à l'activation permanente des quatre couches, générant ainsi d'importantes économies annuelles sur les coûts d'exploitation tout en garantissant une conformité totale quelles que soient les conditions de SO₂. - 4
La production de gypse à 1 488 kg/h à partir de FGD au carbonate de lithium à haute teneur en SO₂ est suffisamment importante pour nécessiter une stratégie de commercialisation active du gypse, et pas seulement un plan d'élimination. À pleine capacité, ce système de désulfuration des gaz de combustion (FGD) produit environ 35,7 tonnes de gypse par jour de fonctionnement. Ce volume, commercialement significatif, justifie la conclusion d'un contrat d'approvisionnement avec une usine de traitement de gypse de construction avant la mise en service, plutôt que de considérer l'élimination du gypse comme une simple formalité. Si la qualité du gypse (teneur en chlorures, humidité, teneur en métaux lourds) répond aux normes applicables au réemploi des matériaux de construction, les recettes issues de sa vente peuvent compenser de manière significative le coût du réactif calcaire (718 kg/h).
08 — Foire aux questions
Traitement des gaz de combustion des fours rotatifs à carbonate de lithium pour batteries de puissance : réponses à dix questions
Questions des responsables des permis environnementaux, des ingénieurs de procédés et des équipes de développement durable des installations de production de matériaux pour batteries électriques qui planifient la dénitrification SCR et les mises à niveau FGD à haute teneur en SO₂ conformément aux exigences du décret européen IED / décret néerlandais sur les activités.
Prêt à atteindre une conformité aux normes d'émissions ultra-faibles pour votre four à matériaux de batteries ?
Découvrez la gamme complète des solutions de contrôle des émissions industrielles
De la dénitrification SNCR+SCR et du FGD calcaire-gypse à haute teneur en SO₂ pour les fours rotatifs à carbonate de lithium à Systèmes d'oxydation thermique régénérative pour la réduction des COV industrielsNotre équipe d'ingénieurs fournit des solutions conformes à la directive européenne IED pour les exigences les plus strictes en matière de contrôle des émissions des matériaux pour batteries à énergies nouvelles.





















