案例研究 · 工业排放控制
全球动力电池领导者如何利用回转窑碳酸锂生产尾气,在二氧化硫入口浓度高达 12,000 mg/Nm³ 的情况下,实现 81.5% 的 SNCR+SCR 脱硝效率和 97.9% 的脱硫效率?他们采用了双线 SNCR+SCR+石灰石-石膏 FGD+石灰处理系统,该系统适用于电池级碳酸锂烧结尾气化学成分的极端变化。
SNCR+SCR联合反硝化
石灰石-石膏烟气脱硫
碳酸锂烧结
超低电池行业排放
01 — 行业背景
动力电池碳酸锂生产:一个快速扩张但面临严峻排放挑战的行业
碳酸锂是锂电池制造的基础原料。随着电动汽车的普及和电网级储能设施的扩张,全球对碳酸锂的需求正迅速增长,产量从2014年的410万吨/年增长到2022年的3950万吨,复合年增长率高达28100万吨。预计到2025年产能将达到1.1亿吨,2023年实际产量将达到5179万吨(同比增长3111万吨)。随着电动汽车市场的持续扩张,电池级碳酸锂的产能需求只会不断增长,这将推动对生产设施及其相关环保基础设施的进一步投资。
本案例研究中的企业是全球领先的动力电池公司之一,也是少数几家拥有完整动力电池产业链的企业之一。该公司于2015年在国内主要交易所上市,并于2022年在瑞士证券交易所上市,成为瑞士首家动力电池公司。其主要业务涵盖用于移动出行、储能系统和配电设备的锂电池。该公司于2024年发布的“固态电池”产品,能量密度达到3500 Wh/kg,体积能量密度达到800 Wh/L,循环寿命达3万次,理论续航里程超过30万公里。此外,该公司每年还生产约10万台配电设备。
碳酸锂的生产采用回转窑烧结工艺,将含锂原料(主要为云母衍生的锂盐)转化为电池级碳酸锂。烧结过程中,硫酸盐和碳酸盐化合物发生高温反应,释放出的二氧化硫浓度远高于传统工业锅炉或发电厂。随着市场对碳酸锂的需求不断增长,生产设施规模不断扩大,回转窑烧结的烟气净化系统成为一项关键的合规性和运行瓶颈。本项目采用石灰石-石膏烟气脱硫(FGD)技术,并结合选择性非催化还原(SNCR)和选择性催化还原(SCR)脱硝工艺,以实现超低排放目标,并提升工厂的绿色发展资质。
.webp)
02 — 污染概况
碳酸锂回转窑尾气:二氧化硫浓度极端变化是其面临的主要挑战
该工厂运营两条回转窑生产线,每条生产线均配备旋风除尘器、冷却装置和袋式除尘器,用于处理碳酸锂电池材料烧结过程中产生的烟气。回转窑使用天然气作为燃料。每条生产线的标准烟气排放量为120,000 Nm³/h(在工艺条件下,150°C时为185,897 Nm³/h)。冷却后的烟气被收集到烟气脱硫(FGD)系统中。
碳酸锂回转窑尾气的显著特征是二氧化硫(SO₂)浓度的极高波动性。在烧结反应循环过程中,硫酸锂化合物分解释放出SO₂:进入脱硫吸收器的平均SO₂浓度约为4,645 mg/Nm³,但峰值浓度可达12,000 mg/Nm³,而基线浓度约为12%(氧校正浓度约为809 mg/Nm³,NOx浓度也约为809 mg/Nm³)。基线浓度与峰值浓度之间高达10:1的SO₂浓度波动(从约1,200 mg/Nm³到12,000 mg/Nm³)要求烟气脱硫(FGD)系统在设计时必须能够应对峰值浓度,同时还要保证在基线和中间浓度范围内运行稳定并维持石膏质量。
| 范围 | 初始浓度 | 设计出口 | 欧盟简易爆炸装置/NER限制 |
|---|---|---|---|
| 氮氧化物(以NO₂形式) | 809 mg/Nm³(在 12% O₂ 处,基线氨含量为 12%) | ≤150 mg/Nm³ | IED 2010/75/EU:150 mg/Nm³ |
| SO₂(FGD入口处的平均值) | 平均浓度 4,645 mg/Nm³;峰值 12,000 mg/Nm³ | ≤100 mg/Nm³ | 荷兰活动法令 NER |
| 颗粒物(PM) | 658 毫克/立方米 | ≤30 mg/Nm³ | 荷兰活动法令 NER ≤5 mg/Nm³ |
| 盐酸 | 3.7 毫克/立方米 | ≤10 mg/Nm³ | 简易爆炸装置生物活性物质浓度≤10 mg/Nm³ |
| 高频 | 6.74 毫克/立方米 | ≤6 mg/Nm³ | 简易爆炸装置生物活性物质含量≤1 mg/Nm³ |
| 酸雾(雾) | 191 毫克/立方米 | ≤20 mg/Nm³ | 简易爆炸装置蝙蝠 |
| 标准烟气(每管) | 120,000 牛米/小时 | — | — |
| 工艺烟气(每条管线) | 150°C 时流量为 185,897 Nm³/h | — | — |
| SCR烟气量 | 273,846 Nm³/h(两条管线合计) | — | — |
| 窑炉出口温度 | 380–420°C(SCR/SNCR 安装点) | — | — |
主要设计挑战: 平均SO₂浓度为4,645 mg/Nm³,峰值浓度为12,000 mg/Nm³,这相当于典型燃煤电厂烟气脱硫装置(FGD)最大入口浓度的约3倍。12,000 mg/Nm³的峰值浓度,加上出口浓度需达到≤100 mg/Nm³(峰值脱硫效率为99.21TP³T),要求FGD装置的设计能够承受远超平均运行工况的极端过载。这就需要在系统设计中采用超大型吸收塔、高液气比以及保守的钙硫化学计量比。
03 — 处理液
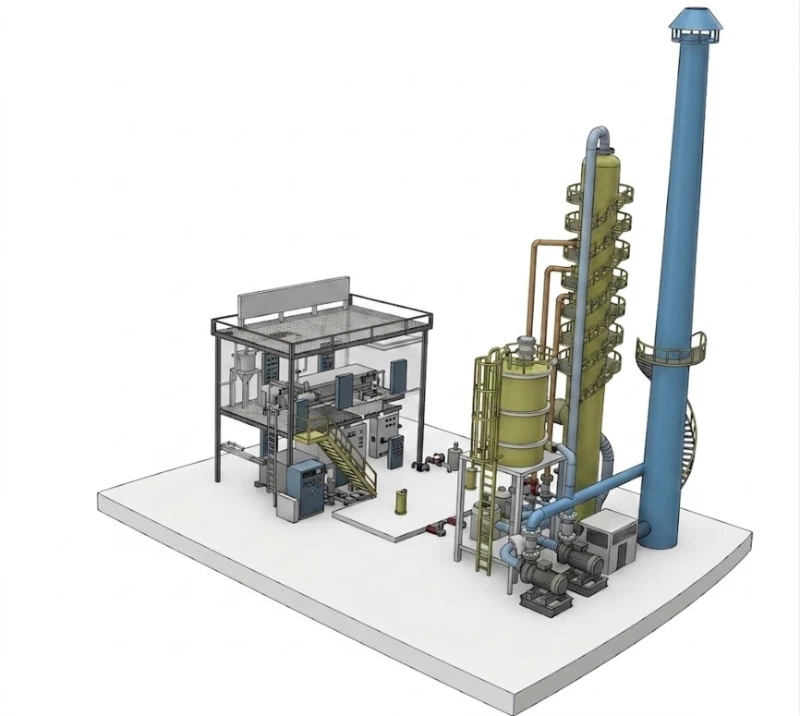
双线处理工艺架构:窑出口SNCR + SCR + 石灰石-石膏烟气脱硫 + 石灰脱硫
该项目涵盖两条回转窑生产线。每条生产线的处理系统包括:旋风预除尘→气体冷却→袋式除尘→烟气收集→SNCR+SCR脱硝→石灰-石膏烟气脱硫→石灰后脱硫。本次升级改造是在现有回转窑生产线上进行的,通过增设SCR脱硝装置和石灰-石膏+石灰(石灰)脱硫系统,实现了超低排放标准。对于位于厂区后部的第二条生产线,同时部署了石灰-石膏脱硫系统,以确保SO₂排放浓度≤100 mg/Nm³,同时烟气小小时平均值各项参数均达到标准。
窑出口处的SNCR脱硝(380–420°C区)
SCR系统安装位置选在回转窑出口的多管除尘器出口处,此处温度保持在380–420°C。在此温度下,当SO₂含量低于4600 mg/Nm³时,可使用中温SCR催化剂。SCR反应器内部催化剂采用2+1层结构(2层活性层+1层备用层)。还原剂为氨水,前端SNCR采用单喷嘴喷淋系统。前端SNCR可保证脱硝效率满足脱硝目标。脱硫塔喷淋层的开度根据在线监测值进行调整,以实现稳定的烟气超低排放。
SCR反应器关键参数
烟气量 273,846 m³/h(两条管线合计);SCR 时烟气温度 350°C;初始 NOx 809 mg/Nm³;初始 PM 658 mg/Nm³;实际 O₂ ≤15.2%;NOx 出口 150 mg/Nm³;催化剂孔数 18;催化剂孔隙率 72.59%;催化剂层数 2+1(1 层备用);每层催化剂模块数 12;催化剂总体积 31.104 m³;设计温度 230°C;最高运行温度 350°C;最低运行温度 200°C;尿素喷射速率 111.919 kg/h;脱硝效率 88%;氨逃逸 ≤3 ppm;压降 ≤600 Pa;吹灰方式:脉冲喷射吹灰。
.webp)
石灰石-石膏烟气脱硫吸收塔(φ4.4米,120,000立方米/小时)
烟气脱硫塔是系统中负荷最大的设备,平均SO₂浓度为4,645 mg/Nm³,峰值可达12,000 mg/Nm³。为在峰值负荷下实现≤100 mg/Nm³的出口浓度(脱硫效率为99.2%),该塔采用了极高的液气比30和4层喷淋层。关键参数:单塔烟气流量120,000 m³/h;烟气温度150℃;SO₂入口浓度4,645 mg/Nm³;SO₂出口浓度100 mg/Nm³;钙硫比1.1;气体流速<3.5 m/s;塔内径φ4.4 m;液气比30;4层喷淋层;单泵流量900 m³/h;浆体沉降时间6 h。石灰石运行消耗量 718 kg/h(最大值);石膏产量 1,488 kg/h(最大值);石膏含水率 ≤15%;除雾器:双层筛网除雾器;中间石灰石储存容量 50 m³;7 天自主运行。
流程图概要
380–420°C
氨注射
900°C区
预除尘
袋式过滤器
350°C
2+1层
φ4.4 米
97.9% SO₂
焦点小组讨论后
→ 堆栈
⭐ 本项目中新增或升级的设备
主要设备参数概览
| 设备 | 主要规格 |
|---|---|
| 引风机 | 220,000 立方米/小时;5,000 帕;250–300°C;单台功率 335 千瓦;50 赫兹变速 |
| 选择性催化还原反应堆 | 273,846 立方米/小时;350°C;2+1 层催化剂;31.104 立方米催化剂;88% NOx 效率;≤3 ppm NH₃ 泄漏 |
| 烟气脱硫吸收塔 | 直径 4.4 米;流量 120,000 立方米/小时;液气比 30;4 层喷洒;泵流量 900 立方米/小时;石灰石用量 718 公斤/小时;石膏用量 1,488 公斤/小时 |
| 石膏产量(最大值) | 产量1488公斤/小时;含水量≤15%;可商业重复使用 |
| 石灰石储存 | 50立方米;最大能耗下可续航7天 |
| 最大系统功率 | 实际功率:1047.52千瓦;总装机功率:1186.67千瓦 |
| 年度用电成本(8,000 小时) | 按0.36元/千瓦时计算,约合人民币301.7万元。 |
| 年度水费 | 约合人民币 8.8 万元(5.5 吨/小时;2 元/吨) |
| 年度石灰石成本 | 约合人民币172.32万元(718公斤/小时;300元/吨) |
04 — 核心优势
为什么SNCR+SCR联合反硝化和石灰石-石膏烟气脱硫是高硫碳酸锂窑的正确结构?
- ✓
高温窑区选择性氮氧化物还原反应(SNCR)可最大限度地提高综合脱氮效率: 在回转窑出口(温度范围为 850–1100°C)处进行 SNCR 喷射,无需催化剂即可实现高效的热力 NOx 分解。SNCR 在气体进入 SCR 反应器之前去除一部分 NOx,从而降低 SCR 入口处的总 NOx 负荷。这种 SNCR 预处理使得下游 SCR 反应器能够在催化剂用量和压降方面达到 81.5% 的综合脱硝效率(从 809 mg/Nm³ 降至 ≤150 mg/Nm³),而如果 SCR 单独处理全部入口 NOx 负荷,则无法实现如此高的催化剂用量和压降。 - ✓
由于天然气窑炉在SCR入口处不含SO₂,因此在350°C下进行中温SCR是可行的: SCR反应器位于多管除尘器出口处,此处气体温度约为350–380°C,关键在于烧结反应产生的SO₂尚未完全进入气流(或已被上游除尘器部分去除)。由于天然气燃料不含硫,因此SO₂完全是烧结反应的产物。SCR反应器的布置利用了SO₂释放峰值之前的这段时间,从而可以使用中温催化剂,避免硫酸氢铵中毒。这与FGD入口(SO₂平均浓度高达4,645 mg/Nm³)的情况形成鲜明对比,后者会立即破坏标准的SCR催化剂。 - ✓
液气比为 30,喷淋层数为 4 层,平均烟气脱硫率从 4,645 mg/Nm³ 降至 97.9%: 标准电厂烟气脱硫装置设计采用8-15的液气比,适用于1000-3000 mg/Nm³的二氧化硫入口浓度。碳酸锂窑式烟气脱硫塔的液气比为30,是标准电厂液气比的两倍多,且采用4层喷淋层,而非通常的3层。这种高液气比和额外的喷淋接触相结合,提供了更长的吸收停留时间,从而在平均入口浓度为4645 mg/Nm³的情况下,实现97.91TP³T的脱硫率,同时保持足够的性能裕度,以应对12000 mg/Nm³的峰值浓度,此时需要99.21TP³T的脱硫率才能将出口浓度控制在100 mg/Nm³以内。 - ✓
基于在线监测的烟气脱硫喷雾层控制可在整个二氧化硫变化范围内优化试剂消耗: 脱硫塔喷淋层开度根据烟气脱硫装置进出口的在线二氧化硫监测数据进行调整。在基准二氧化硫浓度期间(即入口二氧化硫浓度处于4645 mg/Nm³平均值的下限时),启动的喷淋层数量较少,从而降低泵的能耗和石灰石浆的循环速率。在二氧化硫浓度高峰期,所有4层喷淋层同时启动。与不考虑实际二氧化硫负荷而持续以最大流量运行所有4层喷淋层相比,这种动态喷淋层管理方式可显著降低年度能耗和试剂成本。 - ✓
石膏副产品产量最高可达 1,488 公斤/小时,具有直接商业价值: 该烟气脱硫系统石膏产量极高(最高可达 1,488 kg/h,与平均 4,645 mg/Nm³ 的二氧化硫入口浓度相对应),使其成为重要的石膏生产商。当含水量 ≤15% 时,若氯化物含量符合 EN 13279-1 标准限值,则该石膏符合建筑材料再利用(墙板基材、水泥添加剂)的质量规范。这使得该烟气脱硫系统成为一个能够创造价值的副产品生产过程,而不仅仅是一个合规成本中心,其石膏销售收入部分抵消了 718 kg/h 的石灰石试剂成本。 - ✓
石灰石-石膏脱硫装置设计原则的应用:碳酸锂应用的七大优势: 之所以选择石灰石-石膏工艺用于此应用,是基于其在电厂应用中已验证的七项原则:(1) 低能耗和低运行成本;(2) 石膏副产品易于处理,不会造成二次污染;(3) 占地面积小,流程设计合理;(4) 计算机模拟优化设计;(5) 优化气体流速以实现均匀吸收;(6) 石灰石原料来源广泛且成本低廉;(7) 塔内部件采用逆流喷淋和除雾器,以减少塔壁沉积。这些原则可直接应用于碳酸锂回转窑烟气脱硫装置,而数千套电厂烟气脱硫装置的运行经验为系统设计和故障排除提供了强大的知识基础。
05 — 运营结果
已核实的合规数据和年度成本汇总
.webp)
系统最大运行功率:1,047.52 kW(实际值)。按年运行 8,000 小时,电价 0.36 元/千瓦时计算,年电费约为 301.7 万元人民币。年用水成本:约为 8.8 万元人民币(5.5 吨/小时,单价 2 元/吨)。年石灰石成本:约为 172.32 万元人民币(718 公斤/小时,单价 300 元/吨)。石膏副产品收入(最大产量 1,488 公斤/小时)可部分抵消这些试剂成本。
06 — 实施注意事项
碳酸锂回转窑尾气处理的关键工程考量
- ⚠️
上游二氧化硫浓度波动(来自生产线工艺条件)会导致烟气脱硫系统过载,影响脱硫效率——这是主要风险: 已记录的主要运行风险是上游工艺波动会导致二氧化硫 (SO₂) 浓度波动,进而使烟气脱硫 (FGD) 系统过载运行,造成系统排放不稳定。SO₂ 峰值浓度为 12,000 mg/Nm³,平均浓度为 4,645 mg/Nm³,FGD 系统的设计容量已远超典型电厂工况下的极端过载情况。任何高于 12,000 mg/Nm³ 设计峰值的额外 SO₂ 浓度峰值都可能导致系统严重超标。建议在 FGD 系统的入口(吸收前)和出口(吸收后)实施 SO₂ 监测,并将实时反馈信息传输至喷涂层控制系统;同时,建立一套流程,要求生产团队在任何影响烧结化学和 SO₂ 释放速率的运行变更之前提前通知系统。 - ⚠️
SNCR喷嘴在回转窑中的定位需要格外注意——窑壁主要是由于高温蒸发造成的,而且烟气中含有大量粉尘,容易导致催化剂堵塞: 该项目经验明确指出了SNCR工艺特有的两项风险:(1) 回转窑旋转段内的喷射管道必须谨慎处理——窑壁粘附主要是由高温蒸发过程引起的,因此需要使用能够承受热循环的喷嘴材料和安装方法;(2) 由于SNCR喷射点的烟气中粉尘含量高,下游的SCR催化剂容易被颗粒物堵塞。SCR吹灰系统(脉冲喷射式吹灰)必须从调试之日起就按照校准频率运行,并且在6个月后的首次催化剂检查中应包括对所有催化剂层的压降进行全面测量,以验证堵塞率是否在可接受的范围内。 - ⚠️
SNCR反硝化温度至关重要——只有在合适的温度范围内才能达到理想的反硝化效率: 为了有效进行热力分解,SNCR喷射点必须将气体温度维持在850–1100°C范围内。低于850°C时,NOx-NH₃的热反应速度过慢,无法有效还原;高于1100°C时,氨会氧化生成更多的NOx,而不是将其还原。必须持续监测SNCR喷射点的温度,并实时调节氨水流量,以补偿喷射区内的温度变化。窑体横截面上温度分布不均匀(在进料速率可变的旋转窑中很常见)会导致同时出现过温区和欠温区,从而降低SNCR的有效去除效率。 - ⚠️
极高的烟气脱硫石灰石消耗率(最高 718 公斤/小时)要求可靠的供应链管理和充足的现场存储: 在最大石灰石消耗量为 718 公斤/小时且现场储存量为 50 立方米(可维持 7 天)的情况下,石灰石供应链必须保证每周稳定的供应。任何导致石灰石储存量低于最低运行水平的供应中断都将迫使二氧化硫处理能力下降,并在数小时内造成合规风险。因此,应在供应合同中明确规定保证供货频率的条款,维持最低库存触发水平(例如,剩余 3 天的供应量),一旦达到该水平,系统将自动发出采购订单;同时,还应制定在供应中断期间临时降低烟气脱硫速率的应急预案。 - ⚠️
必须积极控制烟气脱硫浆液的pH值和亚硫酸钙氧化程度,以防止结垢并保持石膏质量: 在本应用中,由于二氧化硫入口浓度较高,烟气脱硫(FGD)浆液循环中亚硫酸盐和硫酸盐的积累速率远高于电厂FGD工艺。pH值控制至关重要:当一级洗涤器循环回路的pH值低于4.5时,应添加浆液并维持pH值在4.5至5.5之间;当二级洗涤器循环回路的pH值低于5.5时,应添加浆液并维持pH值在5.5至6.5之间。氧化风机必须持续运行,以确保亚硫酸钙氧化成石膏所需的充足空气供应——不完全氧化会在吸收器中产生亚硫酸钙结垢,而不是可过滤的石膏晶体,后者可以脱水至含水量≤15%。 - ⚠️
进入脱硫系统的烟气中SO₂浓度过高可能导致FGD过载运行——采用高效钙基脱硫剂,提高脱硫效率: 根据已记录的经验总结,该工艺的关键点在于:当上游二氧化硫浓度峰值达到 12,000 mg/Nm³ 时,即使液气比 (L/G) 为 30 且采用 4 层喷淋系统,烟气脱硫 (FGD) 系统也可能接近其吸收能力极限。此时,石灰石浆液必须处于最佳 pH 值,且氧化作用完全激活,所有 4 层喷淋系统必须以最大流量运行。如果石灰石质量下降(碳酸钙纯度降低),或者任何喷嘴堵塞导致有效覆盖率降低,或者浆液 pH 值偏低,则在峰值期间,系统将无法达到 ≤100 mg/Nm³ 的出口浓度要求。因此,需要定期(每周)检查喷嘴,以确保始终保持充分覆盖。
07 — 工程要点
从该动力电池碳酸锂窑炉尾气项目中汲取的四个经验教训
- 1
当 NOx 入口浓度高于 600 mg/Nm³,目标出口浓度 ≤150 mg/Nm³ 时,SNCR+SCR 组合是必不可少的——在这种 FGD 入口条件下,单独使用任何一种技术都无法达到所需的 81.5% 去除效率。 单独使用SNCR可实现30–50%的NOx去除率,但选择性有限且对温度变化敏感。单独使用SCR,在273,846 m³/h的流量下,若要从809 mg/Nm³的NOx中去除81.5%,则需要体积过大的催化剂。SNCR预还原可将SCR入口NOx降低至可控水平,而SCR则提供精确高效的还原,从而可靠地满足≤150 mg/Nm³的限值要求。对于入口NOx超过600 mg/Nm³且出口NOx必须低于200 mg/Nm³的应用,SNCR+SCR组合结构是标准推荐方案。 - 2
设计 FGD 时应考虑 SO₂ 峰值情况,而不是平均情况——对于 10:1 的变化率,系统尺寸的差异是很大的。 平均二氧化硫浓度为 4,645 mg/Nm³,峰值浓度为 12,000 mg/Nm³,两者均要求目标出口浓度 ≤100 mg/Nm³。平均入口浓度下的去除效率为 97.81TP³T;峰值入口浓度下,所需去除效率为 99.21TP³T。若按平均工况(去除效率 97.81TP³T)进行设计并相应调整系统规模,则在每次二氧化硫峰值事件期间,系统均会超标。烟气脱硫装置必须按照峰值浓度 12,000 mg/Nm³ 下 99.21TP³T 的去除效率进行设计,这决定了液气比 (L/G) 为 30 以及采用四层喷淋设计。平均工况下的合规裕度(出口浓度远低于 100 mg/Nm³)是系统按峰值浓度正确设计后的自然结果。 - 3
基于在线监测的动态喷淋层控制将可变的SO₂负荷从运行问题转化为运行优势。 基于在线二氧化硫监测的喷淋层活化控制,将10:1的二氧化硫浓度波动从系统压力因素转化为能源和试剂优化契机。在二氧化硫浓度基线期,1-2层喷淋层即可满足需求;在高峰期,则全部4层喷淋层均会启动。与始终运行全部4层喷淋层相比,这种动态管理方式可在低二氧化硫浓度期将泵的电力消耗和石灰石浆循环量降低50-75%,从而显著节省年度运营成本,同时确保在所有二氧化硫浓度条件下均能完全符合排放标准。 - 4
从高SO₂锂碳酸烟气脱硫工艺中生产石膏的产量为1488公斤/小时,规模足够大,需要积极的石膏营销策略,而不仅仅是处置计划。 该烟气脱硫装置在最大产能下,每天24小时运行可产生约35.7吨石膏。这是一个具有重要商业价值的产量,因此在装置投产前就应与建筑石膏加工厂签订供应协议,而不是将石膏处置视为事后考虑。如果石膏的质量(氯化物含量、水分、重金属含量)符合建筑材料再利用的相关标准,则石膏销售收入可以显著抵消每小时718公斤石灰石试剂的成本。
08 — 常见问题解答
动力电池碳酸锂回转窑废气处理:十个问题的解答
来自动力电池材料生产设施的环境许可经理、工艺工程师和可持续发展团队的问题,这些设施计划根据欧盟 IED / 荷兰活动法令的要求进行 SCR 脱硝和高 SO₂ FGD 升级。
准备好让您的电池材料窑炉达到超低排放标准了吗?
探索全系列工业排放控制解决方案
从SNCR+SCR脱硝和高SO₂石灰石-石膏烟气脱硫工艺用于碳酸锂回转窑到 用于工业VOC减排的再生热氧化系统我们的工程团队提供符合欧盟工业排放指令 (IED) 的解决方案,以满足最苛刻的新能源电池材料排放控制要求。





















