Casestudie · Industriell utslippskontroll
Hvordan en global leder innen kraftbatterier oppnådde 81,5% kombinert SNCR+SCR-denitrifikasjonseffektivitet og 97,9% avsvovling fra avgass fra litiumkarbonatproduksjon i roterovn med SO₂-innløpskonsentrasjoner på 12 000 mg/Nm³ – ved å implementere et tolinjet SNCR+SCR+kalkstein-gips-FGD+kalkbehandlingssystem tilpasset den ekstreme variasjonen i avgasskjemien fra litiumkarbonatsintring av batterikvalitet.
SNCR+SCR kombinert denitrifikasjon
Kalkstein-gips FGD
Sintring av litiumkarbonat
Ultralave utslipp fra batteriindustrien
01 — Bransjebakgrunn
Produksjon av litiumkarbonat i kraftbatterier: En raskt voksende sektor med krevende utslippsutfordringer
Litiumkarbonat er et grunnleggende råmateriale for produksjon av litiumbatterier. Den globale etterspørselen vokser raskt på grunn av bruk av elbiler og utvidelse av energilagring i nettskala, med en produksjon som øker fra 4,1 tonn/a i 2014 til 39,5 millioner tonn i 2022 med en sammensatt årlig vekstrate på 28%, og prognoser peker mot en kapasitet på 110 millioner tonn innen 2025 og en faktisk produksjon på 51,79 millioner tonn i 2023 (år-til-år vekst på 31,1%). Kravene til produksjonskapasitet for litiumkarbonat av batterikvalitet vil bare øke etter hvert som elbilmarkedene fortsetter å skalere, noe som driver ytterligere investeringer i produksjonsanlegg og tilhørende infrastruktur for miljøsamsvar.
Bedriften i denne casestudien er et av de ledende batteriselskapene globalt, og et av få selskaper med full dekning av hele batteribransjen. Selskapet ble notert på en større innenlandsk børs i 2015 og på den sveitsiske børsen i 2022 som det første batteriselskapet i Sveits, og hovedvirksomheten omfatter litiumbatterier for mobilitetsapplikasjoner, energilagringssystemer og strømdistribusjonsutstyr. «Faststoffbatteri»-produktet som ble annonsert i 2024, oppnår en energitetthet på 3500 Wh/kg og en volumetrisk energitetthet på 800 Wh/L, med en levetid på 30 000 sykluser og en teoretisk rekkevidde på over 300 000 km. Selskapet produserer også omtrent 100 000 distribusjonsenheter årlig.
Litiumkarbonatproduksjon bruker roterovnssintring for å omdanne litiumholdige råvarer (primært glimmeravledede litiumsalter) til litiumkarbonat av batterikvalitet. Sintringkjemien involverer høytemperaturreaksjon av sulfat- og karbonatforbindelser som driver utslipp av SO₂ i konsentrasjoner som langt overstiger konsentrasjonene i konvensjonelle industrikjeler eller kraftverk. Etter hvert som markedets etterspørsel etter litiumkarbonat vokser og produksjonsanleggene skaleres, blir røykgassrensesystemet for roterovnssintring en kritisk samsvars- og driftsflaskehals. Dette prosjektet bruker kalkstein-gips-FGD kombinert med SNCR+SCR-denitrifikasjon for å oppnå ultralave utslippsmål og fremme anleggets grønne utviklingskompetanse.
.webp)
02 — Forurensningsprofil
Avgass fra litiumkarbonatroterovn: Ekstrem SO₂-variabilitet som den avgjørende utfordringen
Anlegget driver to produksjonslinjer for roterovner, hver utstyrt med en syklonstøvsamler + kjøleenhet + posefilterstøvsamler, som behandler røykgass fra sintring av litiumkarbonatbatterimateriale. Ovnen fyres med naturgass. Standard røykgassvolum per produksjonslinje er 120 000 Nm³/t (185 897 Nm³/t ved prosessforhold, 150 °C). Etter avkjøling samles røykgassen opp i FGD-systemet.
Det definerende trekket ved avgass fra litiumkarbonat-roterovner er den ekstraordinære variasjonen i SO₂-konsentrasjonen. Under sintringsreaksjonssyklusen dekomponerer litiumsulfatforbindelser for å frigjøre SO₂: den gjennomsnittlige SO₂-konsentrasjonen som kommer inn i avsvovlingsabsorberen er omtrent 4645 mg/Nm³, men toppkonsentrasjonene kan nå 12 000 mg/Nm³, med basisnivåer på omtrent 12% oksygenkorrigert konsentrasjon på rundt 809 mg/Nm³ NOx. SO₂-konsentrasjonssvingningen på 10:1 mellom basislinje og topp (fra omtrent 1200 mg/Nm³ til 12 000 mg/Nm³) krever at FGD-systemet er utformet for topptilstanden samtidig som stabil drift og gipskvalitet opprettholdes i basislinje- og mellomperiodene.
| Parameter | Innledende konsentrasjon | Designet utsalgssted | EU IED / NER-grense |
|---|---|---|---|
| NOx (som NO₂) | 809 mg/Nm³ (ved 12% O₂, grunnlinjeinnhold av ammoniakk 12%) | ≤150 mg/Nm³ | IED 2010/75/EU: 150 mg/Nm³ |
| SO₂ (gjennomsnitt ved FGD-innløp) | 4645 mg/Nm³ gjennomsnitt; topp 12000 mg/Nm³ | ≤100 mg/Nm³ | Nederlandsk aktivitetsdekret NER |
| Partikler (PM) | 658 mg/Nm³ | ≤30 mg/Nm³ | Nederlandsk aktivitetsdekret NER ≤5 mg/Nm³ |
| HCl | 3,7 mg/Nm³ | ≤10 mg/Nm³ | IED BAT ≤10 mg/Nm³ |
| HF | 6,74 mg/Nm³ | ≤6 mg/Nm³ | IED BAT ≤1 mg/Nm³ |
| Syretåke (tåke) | 191 mg/Nm³ | ≤20 mg/Nm³ | IED-flaggermus |
| Standard røykgass (per linje) | 120 000 Nm³/t | — | — |
| Prosessrøkgass (per linje) | 185 897 Nm³/t ved 150 °C | — | — |
| SCR-røkgassvolum | 273 846 Nm³/t (kombinert med 2 linjer) | — | — |
| Ovnens utgangstemperatur | 380–420 °C (ved SCR/SNCR-installasjonspunktet) | — | — |
Viktigste designutfordring: SO₂ ved et gjennomsnitt på 4645 mg/Nm³ og en topp på 12 000 mg/Nm³ representerer en innløpskonsentrasjon på omtrent 3 ganger den maksimale innløpskonsentrasjonen for et typisk kullkraftverks FGD. Toppen på 12 000 mg/Nm³ kombinert med behovet for å oppnå et utløp på ≤100 mg/Nm³ (fjerningseffektivitet på 99,2% ved topp) krever at FGD-en er konstruert for ekstrem overbelastning utover gjennomsnittlig driftstilstand. Dette driver behovet for overdimensjonerte absorberingstårn, høye væske-til-gass-forhold og konservative støkiometriske kalsium-til-svovel-forhold i systemdesignet.
03 — Behandlingsløsning
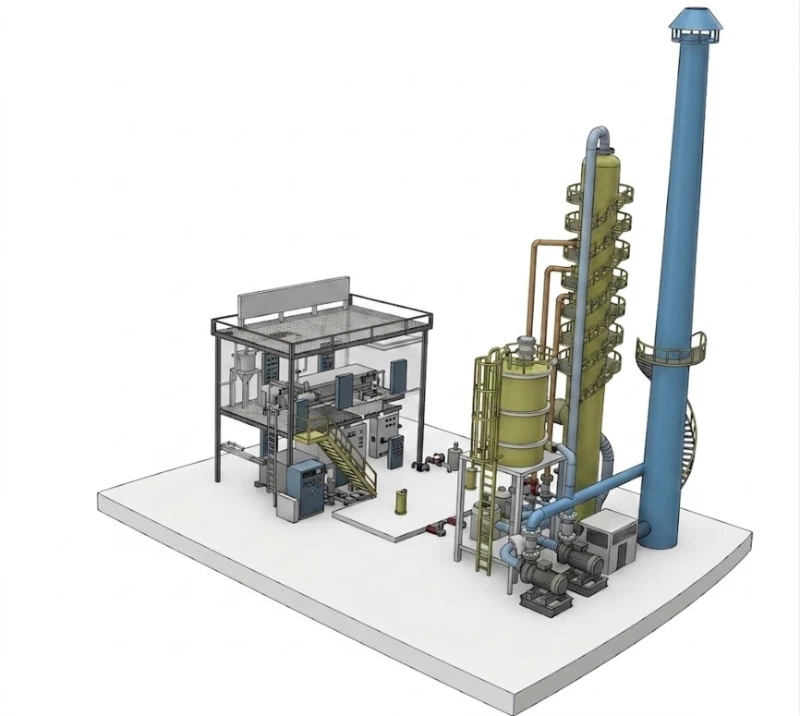
Tolinjebehandlingsarkitektur: SNCR ved ovnsutgang + SCR + Kalkstein-gips-FGD + Kalkavsulfurisering
Prosjektet omfatter to produksjonslinjer for roterovner. Behandlingssystemet for hver linje inkluderer: syklonforavstøvning → gasskjøling → støvfjerning med posefilter → røykgassoppsamling → SNCR+SCR-denitrifikasjon → kalkstein-gips-avsvovling → kalketteravsvovling. Denne oppgraderingen ble implementert på den eksisterende produksjonslinjen for roterovner ved å legge til en SCR-denitrifikasjonsenhet og et kalkstein-gips + kalkstein (kalk)-avsvovlingssystem for å oppnå samsvar med ultralave utslipp. For den andre produksjonslinjen bakerst i anlegget implementeres et kalkstein-gips-avsvovlingssystem samtidig for å sikre SO₂-utløp ≤100 mg/Nm³, mens røykgass-gjennomsnitt over små timer oppnår samsvar på tvers av alle parametere.
SNCR-denitrifikasjon ved ovnsutgang (380–420 °C-sone)
SCR-systemets installasjonsposisjon velges ved flerrørs støvoppsamlerutløpet fra roterovnens utgang, hvor temperaturen holdes på 380–420 °C. Ved denne temperaturen og med et SO₂-innhold under 4600 mg/Nm³, kan en SCR-katalysator for middels temperatur brukes. SCR-reaktorens interne katalysator er utformet med en 2+1-lagskonfigurasjon (2 aktive lag + 1 reservelag). Reduksjonsmiddelet er ammoniakkvann, og front-end SNCR bruker et enkeltdysesprøytesystem. Front-end SNCR kan garantere at denitrifikasjonseffektiviteten tilfredsstiller denitrifikasjonsmålet. For avsvovlingstårnets sprøytelag justeres åpningsmengden basert på online overvåkingsverdier, noe som oppnår stabil røykgass med ultralave utslipp.
SCR-reaktorens nøkkelparametre
Røykgassvolum 273 846 m³/t (kombinert 2 linjer); røykgasstemperatur 350 °C ved SCR; initial NOx 809 mg/Nm³; initial PM 658 mg/Nm³; faktisk O₂ ≤15,2%; NOx-utløp 150 mg/Nm³; katalysatorporetall 18; katalysatorporøsitet 72,59%; katalysatorlag 2+1 (1 reservelag); katalysatormoduler per lag 12; totalt katalysatorvolum 31,104 m³; designtemperatur 230 °C; maksimal driftstemperatur 350 °C; minimum driftstemperatur 200 °C; ureinjeksjonshastighet 111,919 kg/t; denitrifikasjonseffektivitet 88%; ammoniakkslipp ≤3 ppm; trykkfall ≤600 Pa; sotblåsemetode: pulsstråleblåsing.
.webp)
Kalkstein-gips FGD-absorbentertårn (φ4,4 m, 120 000 m³/t)
FGD-tårnet er det mest belastede utstyret i systemet, og mottar SO₂ med et gjennomsnitt på 4645 mg/Nm³ og en topp på 12 000 mg/Nm³. For å oppnå et utløp på ≤100 mg/Nm³ under toppbelastning (fjerningseffektivitet på 99,2%), er tårnet spesifisert med et usedvanlig høyt væske-til-gass-forhold på 30 og 4 sprøytelag. Nøkkelparametre: røykgassvolum 120 000 m³/t per tårn; røykgasstemperatur 150 °C; SO₂-innløp 4645 mg/Nm³; SO₂-utløp 100 mg/Nm³; kalsium-til-svovel-forhold 1,1; gasshastighet <3,5 m/s; tårnets indre diameter φ4,4 m; væske-til-gass-forhold 30; 4 sprøytelag; enkeltpumpestrøm 900 m³/t; Slamseddeltid 6 timer; kalksteinsdriftsforbruk 718 kg/t (maksimum); gipsproduksjon 1488 kg/t (maksimum); gipsfuktighetsinnhold ≤15%; tåkefjernere: 2-lags sikttåkefjerner; mellomliggende kalksteinlagringskapasitet 50 m³; 7 dagers autonomi.
Sammendrag av prosessflyt
380–420 °C
NH₃-injeksjon
900°C-sone
Forhåndsstøvfjerning
Posefilter
350°C
2+1 lag
φ4,4 m
97,9% SO₂
Etter FGD
→ Stable
⭐ Nytt eller oppgradert utstyr i dette prosjektet
Oversikt over viktige utstyrsparametere
| Utstyr | Nøkkelspesifikasjon |
|---|---|
| Indusert trekkvifte | 220 000 m³/t; 5000 Pa; 250–300 °C; 335 kW per enhet; 50 Hz variabel hastighet |
| SCR-reaktor | 273 846 m³/t; 350 °C; 2+1 katalysatorlag; 31,104 m³ katalysator; 88% NOx-effektivitet; ≤3 ppm NH₃-slip |
| FGD-absorbertårn | φ4,4 m; 120 000 m³/t; L/G=30; 4 sprøytelag; 900 m³/t pumpe; 718 kg/t kalkstein; 1488 kg/t gips |
| Gipsproduksjon (maks.) | 1488 kg/t; fuktighetsinnhold ≤15%; kommersielt gjenbrukbart |
| Lagring av kalkstein | 50 m³; 7 dagers autonomi ved maksimalt forbruk |
| Maksimal systemeffekt | 1 047,52 kW faktisk; 1 186,67 kW totalt installert |
| Årlig strømkostnad (8000 timer) | Omtrent 301,7 titusen RMB-ekvivalenter ved 0,36 RMB/kWh |
| Årlig vannkostnad | Omtrent 8,8 titusen RMB-ekvivalenter (5,5 t/t; 2 RMB/t) |
| Årlig kalksteinskostnad | Omtrent 172,32 ti tusen RMB-ekvivalenter (718 kg/t; 300 RMB/t) |
04 — Kjernefordeler
Hvorfor SNCR+SCR kombinert denitrifikasjon og kalkstein-gips-FGD er den riktige arkitekturen for litiumkarbonatovner med høyt SO₂-innhold
- ✓
SNCR i høytemperaturovnssonen maksimerer kombinert denitrifikasjonseffektivitet: SNCR-injeksjonsposisjonen ved roterovnens utgang (der temperaturvinduet på 850–1100 °C er tilgjengelig) muliggjør effektiv termisk NOx-dekomponering uten katalysator. SNCR fjerner en del av NOx-belastningen før gassen kommer inn i SCR-reaktoren, noe som reduserer den totale NOx-belastningen ved SCR-innløpet. Denne SNCR-forreduksjonen gjør at nedstrøms SCR-reaktoren kan oppnå den totale kombinerte denitrifikasjonseffektiviteten på 81,5% (fra 809 mg/Nm³ til ≤150 mg/Nm³) med et katalysatorvolum og trykkfall som ikke ville vært oppnåelig hvis SCR-en måtte håndtere hele innløps-NOx-belastningen alene. - ✓
Middels temperatur SCR ved 350 °C er mulig fordi naturgassovnen ikke inneholder SO₂ ved SCR-innløpet: SCR-reaktoren er plassert ved utløpet til flerrørsstøvsamleren, hvor gasstemperaturen er omtrent 350–380 °C og – kritisk – hvor SO₂ fra sintringsreaksjonen ennå ikke har kommet helt inn i gasstrømmen (eller har blitt delvis fjernet av oppstrømsstøvsamleren). Siden naturgassdrivstoffet ikke inneholder svovel, er SO₂ utelukkende et sintringskjemisk produkt. SCR-plasseringen utnytter vinduet før topp SO₂-frigjøringspunktet for å bruke katalysator ved middels temperatur uten ammoniumbisulfatforgiftning. Dette står i kontrast til FGD-innløpet (der SO₂ har en full gjennomsnittlig konsentrasjon på 4645 mg/Nm³), som umiddelbart ville ødelegge en standard SCR-katalysator. - ✓
L/G-forhold på 30 og 4 sprøytelag oppnår 97,9% FGD-fjerning fra 4645 mg/Nm³ gjennomsnitt: Standard FGD-konstruksjoner for kraftverk bruker L/G-forhold på 8–15 for SO₂-innløpskonsentrasjoner på 1000–3000 mg/Nm³. Litiumkarbonatovnens FGD-tårn opererer ved L/G=30 – mer enn det dobbelte av standard kraftverksforhold – med 4 sprøytelag i stedet for de typiske 3. Denne kombinasjonen av høyt væske-til-gass-forhold og ekstra sprøytekontakt gir den forlengede absorpsjonsoppholdstiden som trengs for å oppnå 97,9%-avsvovling fra det gjennomsnittlige innløpet på 4645 mg/Nm³, samtidig som den opprettholder tilstrekkelig ytelsesmargin for topptilstanden på 12 000 mg/Nm³ der fjerning av 99,2% er nødvendig for å holde seg innenfor utløpsgrensen på 100 mg/Nm³. - ✓
Online overvåkingsbasert FGD-sprøytelagskontroll optimaliserer reagensforbruket over hele SO₂-variabilitetsområdet: Åpningsmengden for sprøytelaget i avsvovlingstårnet justeres basert på online SO₂-overvåkingsdata fra både FGD-innløpet og -utløpet. I løpet av baseline SO₂-perioder (når innløpet er i det nedre området av gjennomsnittet på 4645 mg/Nm³), aktiveres færre sprøytelag, noe som reduserer pumpens energiforbruk og sirkulasjonshastigheten for kalksteinslam. Under SO₂-topphendelser aktiveres alle 4 sprøytelagene samtidig. Denne dynamiske sprøytelagshåndteringen reduserer de årlige energi- og reagenskostnadene betydelig sammenlignet med å kjøre alle 4 lagene kontinuerlig med maksimal strømningshastighet uavhengig av faktisk SO₂-belastning. - ✓
Gipsbiprodukt ved 1488 kg/t (maksimum) har direkte kommersiell verdi: Den eksepsjonelt høye gipsproduksjonshastigheten (maksimum 1488 kg/t, som gjenspeiler den gjennomsnittlige SO₂-innløpskonsentrasjonen på 4645 mg/Nm³) gjør dette FGD-systemet til en betydelig gipsprodusent. Ved et fuktighetsinnhold på ≤15% oppfyller gipsen kvalitetsspesifikasjonen for gjenbruk av byggematerialer (veggplatesubstrat, sementtilsetningsstoff) hvis kloridinnholdet er innenfor spesifikasjonsgrensen i EN 13279-1. Dette posisjonerer FGD-systemet som en verdiskapende biproduktprosess snarere enn bare et kostnadssenter for samsvar, noe som delvis oppveier kostnadene for kalksteinreagens på 718 kg/t gjennom salgsinntekter av gips. - ✓
Prinsipper for kalkstein-gips-FGD-design anvendt: Syv fordeler for litiumkarbonatapplikasjoner: Kalkstein-gips-prosessen ble valgt for denne applikasjonen på grunn av de samme syv prinsippene som er validert i kraftverksapplikasjoner: (1) lavt energiforbruk og driftskostnader; (2) gipsbiprodukt som kan håndteres uten sekundær forurensning; (3) lite fotavtrykk og rasjonell strømningsdesign; (4) datasimuleringsoptimalisert design; (5) optimalisert gasshastighet for jevn absorpsjon; (6) kalksteinråmateriale er bredt anskaffet og rimelig; (7) tårninnvendige deler bruker motstrømssprøyting og tåkefjernere for å redusere avsetning av tårnvegger. Disse prinsippene er direkte anvendelige på litiumkarbonat-roterovns-FGD, og driftserfaringen fra tusenvis av kraftverks-FGD-installasjoner gir et sterkt kunnskapsgrunnlag for systemdesign og feilsøking.
05 — Driftsresultater
Verifiserte samsvarsdata og årlig kostnadssammendrag
.webp)
Maksimal systemeffekt: 1 047,52 kW (faktisk). Ved 8 000 årlige timer og 0,36 RMB/kWh-ekvivalenter er den årlige strømkostnaden omtrent 301,7 titusen RMB-ekvivalenter. Årlig vannkostnad: omtrent 8,8 titusen RMB-ekvivalenter (5,5 t/t, 2 RMB/t). Årlig kalksteinskostnad: omtrent 172,32 titusen RMB-ekvivalenter (718 kg/t ved 300 RMB/t). Inntekter fra gipsbiprodukter ved en maksimal produksjon på 1 488 kg/t oppveier delvis disse reagenskostnadene.
06 — Implementeringsforholdsregler
Kritiske tekniske hensyn for behandling av avgass fra litiumkarbonatrotasjonsovn
- ⚠️
Fluktuasjoner i SO₂-konsentrasjonen oppstrøms (fra produksjonslinjeforhold) forårsaker overbelastning av FGD-systemet og påvirker avsvovlingseffektiviteten – den primære risikoen: Den primære dokumenterte driftsrisikoen er at fluktuasjoner i oppstrøms prosesser forårsaker svingninger i SO₂-konsentrasjonen som driver FGD-systemet til overbelastet drift, noe som fører til ustabilitet i systemets utslipp. Med SO₂-toppkonsentrasjoner på 12 000 mg/Nm³ og et gjennomsnitt på 4645 mg/Nm³, er FGD-en allerede dimensjonert for ekstrem overbelastning utover en typisk kraftverkstilstand. Enhver ytterligere SO₂-topp over designtoppen på 12 000 mg/Nm³ kan føre systemet til reell avvik fra kravene. Implementer SO₂-overvåking både ved FGD-innløpet (før absorpsjon) og -utløpet (etter absorpsjon) med tilbakemeldinger i sanntid til sprøytelagkontrollen, og etabler en protokoll for forhåndsvarsling fra produksjonsteamet før eventuelle driftsendringer som påvirker sintringskjemien og SO₂-utslippshastigheten. - ⚠️
Plasseringen av SNCR-dysen i roterovnen krever nøye oppmerksomhet – ovnsveggen er hovedsakelig forårsaket av fordampning ved høy temperatur, og røykgassen inneholder mye støv som lett forårsaker blokkering av katalysatoren: Prosjekterfaringene identifiserer eksplisitt to SNCR-spesifikke risikoer: (1) injeksjonsrørledningen i den roterende delen av roterovnen må håndteres forsiktig – ovnsveggens heft skyldes primært fordampningsprosesser ved høy temperatur, noe som krever dysematerialer og installasjonsmetoder som tåler termisk sykling; (2) siden røykgassen ved SNCR-injeksjonspunktet inneholder høy støvmengde, er SCR-katalysatoren nedstrøms utsatt for blokkering av partikler. SCR-sotblåsesystemet (pulsstråleblåsing) må drives med kalibrert frekvens fra igangkjøringsdagen, og den første katalysatorinspeksjonen etter 6 måneder bør inkludere en omfattende trykkfallsmåling over alle katalysatorlag for å bekrefte at blokkeringsraten er innenfor akseptable grenser. - ⚠️
SNCR-denitrifikasjonstemperaturen er kritisk – bare innenfor det passende temperaturområdet kan ideell denitrifikasjonseffektivitet oppnås: SNCR-injeksjonspunktet må opprettholde gasstemperaturen i vinduet 850–1100 °C for effektiv termisk NOx-nedbrytning. Under 850 °C er den termiske NOx-NH₃-reaksjonen for langsom for effektiv reduksjon; over 1100 °C oksiderer ammoniakken for å danne ytterligere NOx i stedet for å redusere den. Temperaturen i SNCR-injeksjonspunktet må overvåkes kontinuerlig, og ammoniakkvannets strømningshastighet må justeres i sanntid for å kompensere for temperaturvariasjoner over injeksjonssonen. En ikke-jevn temperaturfordeling over ovnens tverrsnitt (vanlig i roterovner med variable matehastigheter) kan skape samtidig overtemperatursoner og undertemperatursoner, noe som reduserer effektiv SNCR-fjerningseffektivitet. - ⚠️
Det ekstreme forbruket av FGD-kalkstein (maksimalt 718 kg/t) krever pålitelig forsyningskjedehåndtering og tilstrekkelig lagring på stedet: Ved et maksimalt kalksteinforbruk på 718 kg/t og 50 m³ lagring på stedet (7 dagers autonomi), må kalksteinforsyningskjeden levere en pålitelig ukentlig forsyning. Ethvert forsyningsavbrudd som tømmer kalksteinslageret til under minimum driftsnivå, vil tvinge frem en reduksjon i SO₂-behandlingskapasiteten, noe som skaper en samsvarsrisiko innen timer. Implementer bestemmelser i forsyningskontrakter som krever garantert leveringsfrekvens, opprettholde et minimum utløsernivå for lagerbeholdning (f.eks. 3 dagers gjenværende forsyning) som utløser en automatisk bestilling, og dokumenter beredskapsprosedyren for midlertidig reduksjon av FGD-hastigheten under forsyningsavbrudd. - ⚠️
pH-verdien i FGD-slam og oksidasjon av kalsiumsulfitt må håndteres aktivt for å forhindre avskalling og opprettholde gipskvaliteten: Ved de høye SO₂-innløpskonsentrasjonene i denne applikasjonen akkumulerer FGD-slamsløyfen sulfitt og sulfat i hastigheter langt over kraftverkets FGD-praksis. pH-styringsvinduene er kritiske: når pH-en i den primære skrubbersirkulasjonssløyfen faller under 4,5, tilsett slam og hold pH-en på 4,5–5,5; når pH-en i den sekundære skrubbersirkulasjonssløyfen faller under 5,5, tilsett slam og hold den på 5,5–6,5. Oksidasjonsviften må kjøre kontinuerlig for å sikre tilstrekkelig lufttilførsel for kalsiumsulfittoksidasjon til gips – ufullstendig oksidasjon produserer kalsiumsulfittavleiringer i absorberen i stedet for de filtrerbare gipskrystallene som kan avvannes til ≤15% fuktighet. - ⚠️
Røykgass som kommer inn i avsvovlingssystemet med høy SO₂-konsentrasjon kan forårsake overbelastning av FGD-drift – bruk høyeffektiv kalsiumbasert avsvovlingsreagens og forbedre avsvovlingseffektiviteten: Basert på den dokumenterte erfaringsoppsummeringen er det kritiske punktet i denne prosessen: når SO₂ oppstrøms topper seg på 12 000 mg/Nm³, kan FGD-systemet være nær grensen for absorpsjonskapasitet selv med L/G=30 og 4 sprøytelag. På dette tidspunktet må kalksteinslammet ha optimal pH med fullt aktivert oksidasjon, og alle 4 sprøytelagene må kjøre med maksimal strømning. Hvis kalksteinkvaliteten forringes (lavere CaCO₃-renhet), eller hvis en blokkering av sprøytedysen reduserer effektiv dekning, eller hvis slammens pH-verdi har sunket lavt, vil systemet ikke klare å oppnå utløpet på ≤100 mg/Nm³ under topphendelsen. Regelmessig (ukentlig) inspeksjon av sprøytedysene er nødvendig for å sikre at full dekning opprettholdes til enhver tid.
07 — Ingeniørfaglige lærdommer
Fire lærdommer fra dette prosjektet med avgass fra litiumkarbonatovner med batteri
- 1
SNCR+SCR-kombinasjonen er viktig når NOx-inntaket er over 600 mg/Nm³ og målutløpet er ≤150 mg/Nm³ – ingen av teknologiene alene kan levere den nødvendige fjerningseffektiviteten på 81.5% ved denne FGD-innløpstilstanden. SNCR alene oppnår 30–50% NOx-fjerning, men med begrenset selektivitet og følsomhet for temperaturvariasjoner. SCR alene ved 273 846 m³/t ville kreve et upraktisk stort katalysatorvolum for å oppnå 81,5%-fjerning fra 809 mg/Nm³. SNCR-forreduksjonen reduserer SCR-innløpets NOx til et håndterbart nivå, mens SCR gir den presise, høyeffektive reduksjonen som er nødvendig for å oppfylle grensen på ≤150 mg/Nm³ på en pålitelig måte. Den kombinerte SNCR+SCR-arkitekturen er standardanbefalingen for enhver applikasjon der innløpets NOx overstiger 600 mg/Nm³ og utløpet må være under 200 mg/Nm³. - 2
Design FGD for topp SO₂-tilstanden, ikke gjennomsnittet – for et variasjonsforhold på 10:1 er forskjellen i systemdimensjonering betydelig. Gjennomsnittlig SO₂ på 4645 mg/Nm³ og toppen på 12 000 mg/Nm³ krever samme målutløp på ≤100 mg/Nm³. Ved gjennomsnittlig innløp er fjerningseffektiviteten 97,8%; ved toppinnløp kreves 99,2%. Design for gjennomsnittlige forhold (97,8% fjerning) og skalering av systemet deretter vil resultere i samsvarsoverskridelser under hver topp SO₂-hendelse. FGD-en må dimensjoneres for 99,2% fjerningseffektivitet under topptilstanden på 12 000 mg/Nm³, noe som driver L/G=30-spesifikasjonen og 4-sprøytelagsdesignet. Samsvarsmarginen under gjennomsnittlige forhold (utløp godt under 100 mg/Nm³) er det naturlige resultatet av et system med riktig toppdimensjonering. - 3
Dynamisk sprøytesjiktkontroll basert på online overvåking konverterer variabel SO₂-belastning fra et driftsproblem til en driftsfordel. Aktiveringskontrollen for sprøytelaget basert på online SO₂-overvåking gjør 10:1 SO₂-variabiliteten fra en systemstressfaktor til en mulighet for energi- og reagensoptimalisering. I løpet av baseline SO₂-perioder er 1–2 sprøytelag tilstrekkelig; i perioder med høyt forbruk aktiveres alle 4. Denne dynamiske styringen reduserer pumpens strømforbruk og sirkulasjon av kalksteinslam i perioder med lav SO₂ med 50–75% sammenlignet med å alltid kjøre alle 4 lagene, noe som gir betydelige årlige driftskostnader samtidig som full samsvar opprettholdes på tvers av alle SO₂-forhold. - 4
Gipsproduksjonen på 1488 kg/t fra litiumkarbonat-fGD med høyt SO₂-innhold er stor nok til å kreve en aktiv markedsføringsstrategi for gips, ikke bare en avhendingsplan. Ved maksimal produksjonshastighet genererer dette FGD-anlegget omtrent 35,7 tonn gips per 24-timers driftsdag. Dette er et kommersielt betydelig volum som berettiger å inngå en leveringsavtale med et anlegg for gipsforedling av konstruksjoner før igangkjøring, i stedet for å behandle gipsavhending som en ettertanke. Hvis gipskvaliteten (kloridinnhold, fuktighet, tungmetallinnhold) oppfyller gjeldende standarder for gjenbruk av byggematerialer, kan inntektene fra gipssalg betydelig oppveie kostnaden for kalksteinreagens på 718 kg/t.
08 — Ofte stilte spørsmål
Avgassbehandling med litiumkarbonat i roterovn med batteri: Ti spørsmål besvart
Spørsmål fra miljøtillatelsesansvarlige, prosessingeniører og bærekraftsteam ved produksjonsanlegg for kraftbatterimaterialer som planlegger SCR-denitrifikasjon og oppgraderinger av FGD med høyt SO₂-innhold i henhold til kravene i EUs IED / det nederlandske aktivitetsdekretet.
Klar til å oppnå samsvar med ultralave utslippskrav for batteriovnen din?
Utforsk hele utvalget av industrielle utslippskontrollløsninger
Fra SNCR+SCR-denitrifikasjon og kalkstein-gips-fGD med høyt SO₂-innhold for roterovner med litiumkarbonat til regenerative termiske oksidasjonssystemer for industriell VOC-reduksjon, vårt ingeniørteam leverer EU IED-kompatible løsninger for de mest krevende kravene til utslippskontroll for nye energibatterimaterialer.





















