Estudo de Caso · Redução de VOCs
Como uma joint venture fabricante de cabines para máquinas de construção alcançou a remoção de 96,4% de VOC e uma saída de NMHC abaixo de 20 mg/m³ a partir de 60.000 m³/h de gás residual de cabine de revestimento de baixíssima concentração (150 mg/Nm³ de VOC total) — utilizando um rotor de peneira molecular de zeólita (BL-ZN-400, proporção de concentração 20:1) para concentrar o fluxo de ar diluído de grande volume para 3.000 m³/h antes da combustão catalítica, com um trocador de calor de placas recuperando o calor da saída de CO para alimentar a dessorção da zeólita e eliminar a energia suplementar durante a operação normal.
Concentrador de Zeólita
Combustão catalítica de CO
Catalisador de metal precioso Pt/Pd
Recuperação de energia da placa HX
01 — Contexto do Setor
Revestimentos com concentrações muito baixas de VOC: por que o RTO direto e o CO direto são antieconômicos e por que a zeólita + CO é a solução.
A indústria de revestimentos e pinturas aplica proteção de superfície e acabamentos decorativos a componentes metálicos e não metálicos nos setores automotivo, de máquinas de construção, eletrônicos de consumo, eletrodomésticos, móveis e equipamentos industriais. As operações de pintura por pulverização geram emissões de COVs (Compostos Orgânicos Voláteis) durante as etapas de aplicação e secagem da tinta, à medida que os solventes evaporam no fluxo de ar de diluição de grande volume necessário para manter as concentrações de trabalho abaixo do LEL (Limite Inferior de Explosividade).
A característica definidora deste estudo de caso é a concentração de COVs: 150 mg/Nm³ de NMHC total. Esta é uma das concentrações de entrada mais baixas de qualquer projeto de redução de COVs analisado nesta coleção. Com 150 mg/Nm³, a viabilidade econômica de qualquer tecnologia de tratamento de estágio único se torna inviável:
- RTO direto a 60.000 m³/h: Com 150 mg/Nm³, o calor de combustão dos COVs no fluxo total de 60.000 m³/h está muito abaixo do limiar autotérmico para qualquer RTO. O consumo de gás natural como combustível suplementar seria contínuo, a uma taxa que tornaria o custo operacional economicamente inviável. Além disso, o tratamento de 60.000 m³/h requer uma unidade de RTO muito grande, com alto custo de capital.
- Oxidação catalítica direta de CO a 60.000 m³/h: Aumentar a escala do sistema de combustão catalítica para 60.000 m³/h exigiria um leito catalítico muito grande, com alto custo de capital, e a velocidade do gás através do catalisador precisaria ser cuidadosamente controlada para manter um tempo de residência adequado com uma concentração de apenas 150 mg/Nm³.
- Concentrador de zeólita + CO₂ a 3.000 m³/h: O concentrador de zeólita reduz o volume de tratamento de 60.000 para 3.000 m³/h (proporção de 20:1), ao mesmo tempo que aumenta a concentração de 150 mg/Nm³ para aproximadamente 3.000 mg/Nm³. O sistema de oxidação catalítica de CO de 3.000 m³/h é compacto e de baixo custo de capital; o gás concentrado a 3.000 mg/Nm³ está acima do limiar autotérmico do CO a 250–300 °C, permitindo o consumo zero de gás natural durante a produção normal.
A empresa deste estudo de caso é uma fabricante de máquinas de construção em joint venture, que produz cabines e acessórios para escavadeiras, com uma produção anual de 40.000 unidades, mais de 600 funcionários e equipamentos de produção de última geração, incluindo uma prensa hidráulica de 1.500 toneladas, máquinas de corte a laser 3D, sistemas de robôs de soldagem e linhas de pintura a pó. A operação de pintura gera 60.000 m³/h de ar de exaustão proveniente das cabines de pintura e estufas de secagem, com baixíssima concentração de COVs (Compostos Orgânicos Voláteis). Este sistema trata esse ar com uma eficiência de 96,4% e um custo operacional anual total de aproximadamente 159.000 a 272.000 RMB/ano.
02 — Perfil de Poluição
Emissão de gases da pintura por pulverização: 60.000 m³/h com apenas 150 mg/Nm³ de NMHC, excesso de tinta pegajosa que requer pré-tratamento.
O gás de exaustão provém de cabines de pintura por pulverização (aplicação de primário, camadas intermediárias e acabamentos em conjuntos de cabines de máquinas de construção), salas de mistura de tintas, linhas de revestimento por fluxo, estufas de secagem, áreas de inspeção e salas de mistura de cores. O volume de gás padrão é de 60.000 Nm³/h; o volume do processo é de 66.593 Nm³/h a 30 °C. Potência do ventilador: 55 kW; pressão do ventilador: 3.000 Pa; diâmetro do duto: φ1.200 mm. Teor de O₂: 21% real/linha de base. Umidade: 40%.
O perfil de VOC reflete as diversas formulações de tinta utilizadas em máquinas de construção: metilbenzeno, dimetilbenzeno, cetonas e ésteres provenientes de formulações de tinta de fundo, intermediária e de acabamento. O componente da série do benzeno é significativo, com 120 mg/Nm³ (801 TP3T do total de NMHC), refletindo o teor de solventes aromáticos das tintas industriais de uso na construção civil. Não foram observadas outras espécies significativas ou componentes corrosivos. A umidade relativa do ar é de 401 TP3T e não há presença de materiais corrosivos. O gás também transporta resíduos de tinta e névoa de óleo que devem ser pré-tratados antes do rotor de zeólita.
A concentração de entrada de 150 mg/Nm³ é muito baixa: corresponde a 1/10 da concentração utilizada na indústria de betume, 1/20 da concentração utilizada na indústria farmacêutica e 1/33 da concentração utilizada na indústria de betume. Nessa concentração extremamente baixa, a etapa de concentração proporcionada pelo rotor de zeólito não é apenas útil — é o pré-requisito que torna economicamente viável qualquer sistema de oxidação térmica ou catalítica.
| Parâmetro | Concentração inicial | Saída real | Limite IED/NER da UE |
|---|---|---|---|
| NMHC (VOCs totais) | 150 mg/Nm³ (muito baixo) | 18 mg/Nm³ | IED ≤50 mg/Nm³ |
| Benzeno | Presente na série do benzeno | 0,3 mg/Nm³ | IED ≤0,5 mg/Nm³ |
| Tolueno | 120 mg/Nm³ de benzeno total | 1,1 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xileno | Presente | 14 mg/Nm³ | IED ≤15 mg/Nm³ |
| Volume padrão de gás | 60.000 Nm³/h | — | — |
| volume de gás de processo | 66.593 Nm³/h a 30°C | — | — |
| Umidade | 40% | — | — |
.webp)
03 — Concentrador de Peneira Molecular de Zeólita
Como o rotor de zeólito transforma 60.000 m³/h a 150 mg/Nm³ em 3.000 m³/h a 3.000 mg/Nm³
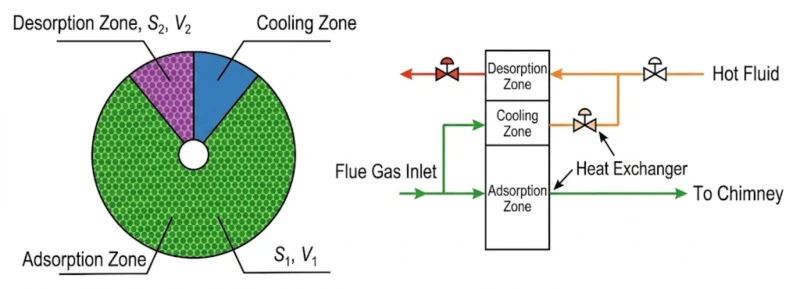
O concentrador rotativo de peneira molecular de zeólita (modelo BL-ZN-400) é a tecnologia essencial deste sistema. Ele utiliza o ciclo contínuo de adsorção-dessorção-resfriamento de um grande disco rotativo impregnado com canais de zeólita hidrofóbica para atingir uma concentração volumétrica de 20:1 do fluxo de COVs (Compostos Orgânicos Voláteis).
O rotor opera em três zonas funcionais simultaneamente enquanto gira: (1) Zona de adsorção (setor grande, área S₁): os 60.000 m³/h de ar de exaustão pré-filtrado passam pelos canais hidrofóbicos de zeólita; as moléculas de COV adsorvem-se seletivamente na superfície da zeólita; o ar limpo sai e é descarregado; (2) Zona de dessorção (pequeno setor, área S₂, aproximadamente 1/20 da área do rotor): um pequeno fluxo de ar quente a 180–200°C (aproximadamente 3.000 m³/h, aquecido pelo trocador de calor de placas usando gás quente de saída de CO) passa pelos canais de zeólita na direção oposta, removendo os COVs adsorvidos; a saída de dessorção é um fluxo de COV de pequeno volume e alta concentração a aproximadamente 3.000 mg/Nm³ — a entrada do sistema de CO; (3) Zona de resfriamento (pequeno setor): o ar ambiente resfria a seção de zeólita recém-regenerada antes que ela retorne à zona de adsorção, mantendo a capacidade de adsorção.
O fator de concentração n = (S₁×V₁)/(S₂×V₂) = 20:1. Com S₂/S₁ aproximadamente 10:1 e velocidades frontais V₂/V₁ aproximadamente 2, a razão de concentração geral é 20:1. No estado estacionário, com entrada de 150 mg/Nm³, a saída de dessorção atinge aproximadamente 3.000 mg/Nm³ de NMHC.
Vantagens e limitações do rotor de zeólito (conforme documentado)
Vantagens
- Proporção de concentração de até 25:1 (neste projeto: 20:1)
- Longa vida útil; sem substituição programada de mídia.
- Controle DCS totalmente automatizado; operação sem supervisão.
- Certificado em segurança; atende aos requisitos de segurança contra explosões.
- Adsorve solventes aromáticos com eficácia; excelente desempenho na série do benzeno.
- A concentração de saída da adsorção do rotor é estável e contínua.
Limitações
- É necessário pré-tratamento (remover poeira e névoa de óleo).
- Requer pré-processamento para remover a tinta em aerossol.
Especificação do rotor de zeólito
| Parâmetro | Especificação |
|---|---|
| Modelo | BL-ZN-400 |
| Fluxo de processamento | 60.000 m³/h |
| Razão de concentração | 20:1 |
| eficiência do processamento de COVs | >95% |
| Temperatura de dessorção | 180–200°C (aquecido por trocador de calor de placas usando gás quente de saída de CO) |
| Estágios de filtro seco | G4 / F5 / F9 (três estágios) |
04 — Sistema de Combustão Catalítica de CO
Como a combustão catalítica de Pt/Pd destrói COVs concentrados a 250–300 °C com recuperação de energia em trocador de calor de placas
A solução concentrada de dessorção, com vazão de 3.000 m³/h (aproximadamente 3.000 mg/Nm³ de NMHC), entra no sistema de CO (Oxidação Catalítica). O sistema de CO utiliza catalisadores de metais preciosos Pt/Pd para oxidar os compostos orgânicos voláteis (COVs) a temperaturas entre 250 e 300 °C.
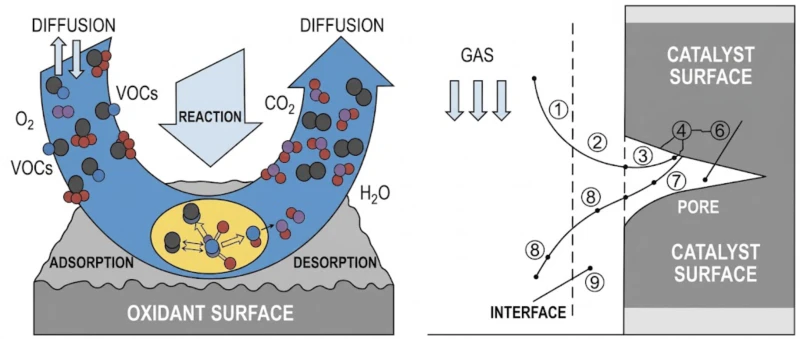
O catalisador Pt/Pd fornece sítios ativos na superfície onde as moléculas de COVs são adsorvidas da fase gasosa, reagem com o oxigênio adsorvido em uma reação química de superfície e produzem CO₂ e H₂O como únicos produtos. O mecanismo catalítico permite essa oxidação completa a 250–300 °C, em vez dos 760 °C necessários para a oxidação térmica (não catalítica). O mecanismo é detalhado a seguir: (1) as moléculas de COV e O₂ são transportadas do meio gasoso para a superfície externa do catalisador; (2) tanto o COV quanto o O₂ difundem-se pelos canais dos poros do catalisador; (3) o COV e o O₂ são adsorvidos nos sítios ativos da superfície do catalisador; (4) a reação química de superfície ocorre nos centros dos sítios ativos, produzindo CO₂ e H₂O e liberando calor; (5) o CO₂ e a H₂O dessorvem do centro ativo da superfície do catalisador; (6) o CO₂ e a H₂O difundem-se da superfície interna do catalisador para a superfície externa; (7) CO₂ e H₂O são transferidos da superfície externa do catalisador para o interior do gás.
Por que usar gás natural em vez de aquecedor elétrico? As instalações do cliente já possuem gasodutos. O uso de gás natural para o aquecimento inicial da reação catalítica é mais econômico e estável do que o aquecimento elétrico. O gás natural proporciona um fornecimento de calor mais denso e estável, evitando as flutuações de temperatura inicial que podem ocorrer com aquecedores elétricos. Além disso, o custo operacional por unidade de calor proveniente do gás natural é normalmente menor do que o do calor elétrico equivalente nos mercados de energia da UE.
Recuperação de energia por trocador de calor de placas: O gás quente de saída do CO (a aproximadamente 250–300 °C) passa por um trocador de calor de placas que transfere esse calor para o ar frio de entrada da dessorção, elevando-o da temperatura ambiente para aproximadamente 180–200 °C. Esse circuito de recuperação de calor elimina a necessidade de gás natural ou energia elétrica adicionais para aquecer o ar de dessorção do rotor de zeólita, criando um circuito de autossuficiência energética entre o sistema de CO e o estágio de dessorção da zeólita. Durante a produção normal, a vazão de gás natural se aproxima de 0 m³/h, pois o calor exotérmico catalítico (combinado com a recuperação do trocador de calor) é suficiente para manter simultaneamente a temperatura do catalisador e a temperatura do ar de dessorção.
Três principais vantagens da combustão catalítica (CO) sobre a oxidação térmica (RTO/TO)
- 1
Temperaturas de reação mais baixas (250–300 °C) reduzem drasticamente a energia suplementar: A temperaturas entre 250 e 300 °C, as perdas de calor do sistema para o ambiente são muito menores do que a 760 °C (RTO). A quantidade de calor suplementar necessária para compensar as perdas é proporcional à diferença de temperatura em relação à temperatura ambiente. Isso torna os sistemas de CO₂ intrinsecamente mais eficientes em termos energéticos do que os sistemas RTO para aplicações em que a concentração de COVs fornece calor exotérmico limitado, como neste fluxo concentrado de 3.000 mg/Nm³. - 2
O tamanho compacto (10×6 m) e a rápida inicialização a frio (20–30 min) são adequados ao cronograma de produção de uma fábrica de manufatura discreta: A fabricação de máquinas de construção opera em turnos de produção, em vez de um processo contínuo. O tamanho compacto e a rápida inicialização do sistema de CO permitem que ele seja ligado e desligado em sincronia com a programação da linha de pintura, sem os longos tempos de aquecimento necessários para o aquecimento do leito cerâmico RTO. O queimador de 220.000 kcal/h e a conexão de gás natural de 24 m³/h levam o catalisador à temperatura de operação em aproximadamente 20 a 30 minutos, permitindo que a linha de pintura inicie o tratamento de COVs quase imediatamente após a inicialização da planta. - 3
Sem poluição secundária por NOx: A combustão térmica a temperaturas ≥760 °C gera quantidades significativas de NOx térmico a partir do nitrogênio presente no ar de combustão. A combustão catalítica a 250–300 °C está abaixo do limiar de temperatura de formação de NOx térmico, portanto, os produtos finais da combustão são apenas CO₂ e H₂O, sem formação de óxidos de nitrogênio secundários. Isso é particularmente relevante para a conformidade com os limites de emissão de poluentes inflamáveis (IED) da UE em jurisdições onde as emissões de NOx pela chaminé contribuem para os limites de NO₂ no ambiente.
05 — Sistema de Oxidação Catalítica de CO e Especificações Completas
Arquitetura do sistema: Filtro seco de quatro estágios + Rotor de zeólita + Trocador de calor de placas + Combustão catalítica de CO
+Fornos
60.000 m³/h
Filtro seco
Remoção de tinta
BL-ZN-400
20:1 concentrado.
pilha direta
descarga
Gás quente →
Ar de dessorção
250–300°C
Pt/Pd
18 mg VOC
96.4%

Parâmetros de seleção e capacidade instalada
| Item | Especificação |
|---|---|
| Fluxo total de tratamento (zeólita) | 60.000 m³/h |
| fluxo de processamento de CO | 3.000 m³/h (fluxo concentrado) |
| Modelo/razão de zeólito | BL-ZN-400; 20:1; eficiência de adsorção >95% |
| Temperatura de dessorção | 200°C (aquecido por placa HX) |
| Estágios de filtro seco | G4 / F5 / F9 (três estágios progressivos) |
| Classificação do queimador | 220.000 kcal/h; gás natural 24 m³/h (P: 0,03–0,06 MPa) |
| Ventilador de adsorção | 55 kW |
| Ventilador de dessorção | 5,5 kW |
| Sistema de controle | 3 kW |
| Ventilador auxiliar de combustão | 1,5 kW |
| Potência total instalada | 65 kW (380 V, 50 Hz) |
| Espaço ocupado pelo equipamento | 10 m × 6 m (muito compacto) |
| Custo anual de eletricidade | 159.900 RMB (159.900 RMB; ventilador de adsorção dominante) |
| Custo anual do gás (mínimo) | 11.200 RMB (apenas para arranque; 0 m³/h em operação normal) |
| Custo anual de gás (máximo) | 27.200 RMB (máximo de 1,7 m³/h a 3,5 RMB/m³, cenário máximo) |
06 — Resultados Operacionais
Verificado: NMHC Online <20 mg/m³ (Limite Local 60), Empresa de Grau B, Remoção de 96,4%
Após o comissionamento, os dados online do CEMS mostram consistentemente NMHC abaixo de 20 mg/m³, atendendo ao requisito da licença local de 60 mg/m³ com uma ampla margem de conformidade. A empresa alcançou a classificação de emissão Grau B. O resumo da experiência confirma as principais vantagens: o concentrador de zeólita reduz o volume de tratamento de grande volume e baixa concentração para pequeno volume e alta concentração, reduzindo significativamente o custo de capital do equipamento e a dificuldade de tratamento; a tecnologia de combustão catalítica reduz a temperatura de oxidação do composto orgânico, economizando energia operacional; e o trocador de calor de placas utiliza o gás quente de saída de CO₂ para aquecer o ar de dessorção, permitindo a recuperação de energia e reduzindo o consumo de gás necessário para aquecer o ar de dessorção.
.webp)
07 — Precauções de Implementação
Lições críticas de engenharia para sistemas de revestimento de combustão catalítica de zeólita + CO
- ⚠️
O envenenamento do catalisador por aditivos de revestimento de tinta e metais pesados exige um controle de qualidade rigoroso no pré-tratamento: As tintas de revestimento industrial para máquinas de construção contêm uma gama diversificada de aditivos: pigmentos anticorrosivos (fosfato de zinco, cromato de zinco em algumas formulações antigas), pigmentos metálicos em flocos (alumínio, zinco), agentes de fluxo e catalisadores em sistemas de tinta de poliuretano bicomponente (2K). Alguns desses aditivos podem volatilizar parcialmente durante a secagem e atingir o catalisador de CO₂, causando contaminação. O filtro seco de três estágios (G4/F5/F9) deve ser mantido em excelentes condições para interceptar todos os contaminantes associados a partículas antes da passagem pela zeólita. Se qualquer alteração na formulação da tinta introduzir pigmentos de metais pesados ou aditivos reativos (particularmente vapor de isocianato de tintas de poliuretano 2K), uma análise de engenharia do impacto no catalisador de CO₂ é necessária antes da implementação. - ⚠️
A proporção de concentração de 20:1 está corretamente especificada para uma entrada de 150 mg/Nm³ — verifique se essa proporção ainda é adequada caso as alterações na formulação da tinta reduzam ainda mais a concentração de VOC: A proporção de concentração de 20:1 a 150 mg/Nm³ fornece aproximadamente 3.000 mg/Nm³ de CO na entrada. Se a instalação fizer a transição para tintas com baixo teor de VOC ou à base de água, que reduzem a concentração de entrada para, digamos, 80 mg/Nm³, a concentração de CO na entrada cai para 1.600 mg/Nm³ — ainda acima do limite autotérmico para combustão catalítica de CO a 250–300 °C. No entanto, se a concentração de entrada cair para 30 mg/Nm³ (como pode ocorrer com tintas à base de água com baixo teor de VOC), a concentração de CO na entrada com a proporção de 20:1 seria de apenas 600 mg/Nm³, aproximando-se do mínimo para combustão catalítica estável sem gás suplementar contínuo. Monitore a concentração de CO na entrada continuamente e planeje um possível aumento na proporção de concentração (para 25:1) caso haja planos de transição na formulação da tinta. - ⚠️
A incrustação de compostos derivados de tintas em trocadores de calor de placas deve ser monitorada e tratada proativamente: O trocador de calor de placas transfere calor do gás quente de saída de CO₂ para o ar de entrada de dessorção da zeólita. Ambos os fluxos de gás transportam compostos orgânicos voláteis (VOCs) residuais e produtos da combustão da tinta. Com o tempo, compostos com alto ponto de ebulição podem condensar nas placas do trocador de calor e reduzir a eficiência da transferência térmica. Quando a eficiência da transferência de calor do trocador se degrada, a temperatura do ar de dessorção cai abaixo de 180 °C, reduzindo a completude da dessorção da zeólita e aumentando a variabilidade da concentração de CO₂ na entrada. Monitore a temperatura do ar de dessorção continuamente; quando ela cair abaixo de 175 °C em condições normais de operação, inspecione e limpe as placas do trocador de calor. - ⚠️
Os procedimentos de inicialização da combustão catalítica de CO devem ser rigorosamente seguidos: o catalisador deve atingir 250°C antes da introdução do gás VOC concentrado: Se um gás VOC concentrado (3.000 mg/Nm³) for introduzido no leito catalítico antes de atingir a temperatura mínima de ativação de 250 °C, o VOC não será oxidado completamente. Intermediários incompletamente oxidados podem se depositar na superfície do catalisador, causando incrustações e redução da atividade. A sequência de inicialização deve: (1) operar o queimador de gás natural com ar limpo (sem VOC) até que o leito catalítico atinja ≥250 °C; (2) somente então abrir o fluxo de dessorção concentrada para o catalisador. O procedimento de inicialização deve ser documentado e seguido para cada reinicialização, não apenas para a inicialização de comissionamento.
08 — Principais conclusões de engenharia
Quatro lições aprendidas neste projeto industrial de revestimento com zeólita e CO₂
- 1
Com uma vazão de entrada de 150 mg/Nm³, o concentrador de zeólita não é opcional — é o pré-requisito que torna economicamente viável qualquer oxidação térmica ou catalítica. Sem concentração, o tratamento de 60.000 m³/h a 150 mg/Nm³ com qualquer tecnologia de oxidação térmica é antieconômico: o volume de gás exige equipamentos de grande porte e a concentração fica muito abaixo de qualquer limiar autotérmico. A etapa de concentração de 20:1 reduz o problema de tratamento de “60.000 m³/h que necessitam de combustível suplementar contínuo” para “3.000 m³/h que são quase autotérmicos”. Para qualquer instalação de revestimento com NMHC de entrada abaixo de aproximadamente 500 mg/Nm³, o concentrador de zeólita deve ser o primeiro elemento do sistema por padrão, e não um upgrade opcional. - 2
A combustão catalítica de CO a 250–300 °C é a tecnologia de oxidação final adequada quando o gás concentrado está a 3.000 mg/Nm³ e a instalação é uma unidade de produção independente com produção em turnos. O tempo de inicialização de 20 a 30 minutos do sistema de CO₂, sua área de ocupação compacta (10 x 6 m) e a ausência de gás suplementar em carga normal atendem melhor aos requisitos operacionais de uma fábrica de máquinas de construção do que um sistema RTO (que requer um aquecimento mais longo, ocupa uma área maior e é mais adequado para instalações de processo contínuo). A seleção da tecnologia deve levar em consideração o cronograma de produção, e não apenas a composição e a concentração do gás. - 3
O acoplamento do trocador de calor de placas entre a saída de CO₂ e a dessorção de zeólita não é uma medida periférica de eficiência — é o acoplamento energético que permite a operação normal com consumo de combustível próximo de zero. Sem o trocador de calor de placas, o ar de dessorção da zeólita precisaria ser aquecido continuamente pelo queimador de gás natural, da temperatura ambiente até 180–200 °C. O trocador de calor de placas transfere essa carga de aquecimento para o gás quente de saída do CO, que fornece o calor gratuitamente. O resultado é que o queimador de 220.000 kcal/h é necessário apenas na partida e nas condições de operação com a menor carga de COVs (compostos orgânicos voláteis). Esse acoplamento térmico converte o gás de saída do CO, antes um fluxo de calor residual, na principal fonte de energia para a etapa de dessorção da zeólita. - 4
A seleção do catalisador (metal precioso Pt/Pd em suporte cerâmico) é adequada para a pintura de compostos orgânicos voláteis (COVs) a 250–300 °C, e a formulação do catalisador deve ser verificada em relação à mistura específica de solventes da aplicação de pintura. Os catalisadores de Pt/Pd apresentam alta atividade intrínseca para hidrocarbonetos da série do benzeno (tolueno, xileno), ésteres e cetonas — exatamente os solventes presentes nesta aplicação de pintura de máquinas de construção. As curvas de eficiência de conversão versus temperatura para solventes típicos de pintura confirmam a destruição de >95% a 250 °C para tolueno e xileno, com o metilbenzeno exigindo uma temperatura ligeiramente superior. A seleção de um catalisador de óxido de metal base à base de Mn ou Fe em vez de Pt/Pd reduziria o custo do catalisador, mas aumentaria a temperatura operacional necessária em aproximadamente 50–80 °C, comprometendo parcialmente a vantagem energética da oxidação catalítica em relação à oxidação térmica.
09 — Perguntas Frequentes
Zeólita + Revestimento Catalítico de Combustão CO: Respostas a Dez Perguntas
Perguntas de gestores de licenças ambientais, engenheiros de produção e equipes de EHS (Saúde, Segurança e Meio Ambiente) em instalações de revestimento, pintura e acabamento de superfícies que planejam sistemas de concentração de zeólita + combustão catalítica de acordo com os requisitos do Decreto de Atividades da UE (IED) / Decreto de Atividades Holandês.
Concentração muito baixa de COVs (Compostos Orgânicos Voláteis)? A resposta está na concentração de zeólitas.
Explore soluções de concentração de zeólita e combustão catalítica para a indústria de revestimentos com foco em VOC (Compostos Orgânicos Voláteis).
Desde concentradores de peneira molecular de zeólita combinados com combustão catalítica de CO para revestimento de VOC em concentrações muito baixas até oxidadores térmicos regenerativos Para aplicações de alta concentração, nossa equipe de engenharia seleciona a tecnologia ideal para o seu volume de gás, concentração e cronograma operacional específicos.





















