Caso di studio · Riduzione dei VOC
Come una joint venture produttrice di cabine per macchine edili ha ottenuto una rimozione di VOC pari a 96,4% e un'emissione di NMHC inferiore a 20 mg/m³ da 60.000 m³/h di gas di scarico di una cabina di verniciatura a bassissima concentrazione (150 mg/Nm³ di VOC totali) — utilizzando un rotore a setaccio molecolare di zeolite (BL-ZN-400, rapporto di concentrazione 20:1) per concentrare il flusso d'aria diluita ad alto volume a 3.000 m³/h prima della combustione catalitica, con uno scambiatore di calore a piastre che recupera il calore di CO₂ in uscita per alimentare il desorbimento della zeolite ed eliminare l'energia supplementare durante il normale funzionamento.
Concentratore di zeolite
Combustione catalitica del CO
Catalizzatore a base di metalli preziosi Pt/Pd
Recupero di energia HX della piastra
01 — Contesto del settore
Rivestimento a bassissima concentrazione di VOC: perché sia l'RTO diretto che il CO diretto non sono economici e perché la zeolite + CO è la soluzione
L'industria dei rivestimenti e delle vernici applica protezioni superficiali e finiture decorative a componenti metallici e non metallici nei settori automobilistico, delle macchine edili, dell'elettronica di consumo, degli elettrodomestici, dei mobili e delle attrezzature industriali. Le operazioni di verniciatura a spruzzo generano emissioni di COV (composti organici volatili) durante le fasi di applicazione e asciugatura della vernice, poiché i solventi evaporano nel flusso d'aria di diluizione ad alto volume necessario per mantenere le concentrazioni di lavoro al di sotto del limite inferiore di esplosività (LEL).
La caratteristica distintiva di questo caso di studio è la concentrazione di VOC: 150 mg/Nm³ di NMHC totali. Questa è una delle concentrazioni in ingresso più basse di qualsiasi progetto di abbattimento di VOC esaminato in questa raccolta. A 150 mg/Nm³, l'analisi economica di ogni tecnologia di trattamento a stadio singolo si articola come segue:
- RTO diretto a 60.000 m³/h: Con una concentrazione di VOC pari a 150 mg/Nm³, il calore di combustione dell'intero flusso di 60.000 m³/h è ben al di sotto della soglia autotermica per qualsiasi impianto RTO. Il gas naturale come combustibile supplementare verrebbe consumato continuamente a un ritmo tale da rendere i costi operativi economicamente insostenibili. Inoltre, il trattamento di 60.000 m³/h richiede un impianto RTO di grandi dimensioni con elevati costi di investimento.
- CO diretto (ossidazione catalitica) a 60.000 m³/h: L'ampliamento del sistema di combustione catalitica a 60.000 m³/h richiederebbe un letto catalitico molto grande con elevati costi di investimento, e la velocità del gas attraverso il catalizzatore dovrebbe essere gestita con attenzione per mantenere un tempo di residenza adeguato a una concentrazione di soli 150 mg/Nm³.
- Concentratore di zeolite + CO2 a 3.000 m³/h: Il concentratore a zeolite riduce il volume di trattamento da 60.000 a 3.000 m³/h (rapporto 20:1) aumentando al contempo la concentrazione da 150 mg/Nm³ a circa 3.000 mg/Nm³. Il sistema di ossidazione catalitica a CO da 3.000 m³/h è compatto e richiede un investimento iniziale ridotto; il gas concentrato a 3.000 mg/Nm³ si trova al di sopra della soglia autotermica del CO a 250-300 °C, consentendo un consumo nullo di gas naturale durante la normale produzione.
L'azienda oggetto di questo caso di studio è una joint venture produttrice di macchine edili, specializzata nella produzione di cabine e accessori per escavatori, con una produzione annua di 40.000 unità, oltre 600 dipendenti e attrezzature di produzione all'avanguardia a livello internazionale, tra cui una pressa idraulica da 1.500 tonnellate, macchine per il taglio laser 3D, sistemi robotizzati di saldatura e linee di verniciatura a polvere. Il processo di verniciatura genera 60.000 m³/h di aria di scarico proveniente dalle cabine di verniciatura a spruzzo e dai forni di essiccazione, con una concentrazione di VOC (composti organici volatili) molto bassa. Questo sistema tratta l'aria con un'efficienza del 96,4% e un costo operativo annuo totale di circa 159.000-272.000 RMB/anno.
02 — Profilo di inquinamento
Emissioni di gas dalla verniciatura a spruzzo: 60.000 m³/h a soli 150 mg/Nm³ di NMHC, overspray di vernice appiccicosa che richiede un pretrattamento
I gas di scarico provengono da cabine di verniciatura a spruzzo (per l'applicazione di primer, strati intermedi e finiture su cabine di macchine edili), sale di miscelazione vernici, linee di verniciatura a flusso, forni di essiccazione, aree di ispezione e sale di miscelazione colori. Il volume standard di gas è di 60.000 Nm³/h; il volume di processo è di 66.593 Nm³/h a 30 °C. Potenza del ventilatore: 55 kW; pressione del ventilatore: 3.000 Pa; diametro del condotto: φ1.200 mm. Contenuto di O₂: 21% effettivo/valore di riferimento. Umidità: 40%.
Il profilo dei VOC riflette le diverse formulazioni di vernici utilizzate sui macchinari edili: metilbenzene, dimetilbenzene, chetoni ed esteri provenienti da primer, strati intermedi e vernici di finitura. La componente della serie del benzene è significativa, pari a 120 mg/Nm³ (80% del totale degli NMHC), e riflette il contenuto di solventi aromatici delle vernici industriali per l'edilizia. Non si rilevano altre specie significative o componenti corrosivi. L'umidità è pari a 40% e non sono presenti materiali corrosivi. Il gas trasporta anche residui di vernice appiccicosa e nebbie oleose che devono essere pretrattate prima del rotore a zeolite.
La concentrazione in ingresso di 150 mg/Nm³ è molto bassa: è 1/10 di quella utilizzata nell'industria del bitume, 1/20 di quella farmaceutica e 1/33 di quella dell'industria del bitume. A questa concentrazione estremamente bassa, la fase di concentrazione fornita dal rotore a zeolite non è semplicemente utile, ma è il prerequisito che rende economicamente sostenibile qualsiasi sistema di ossidazione termica o catalitica.
| Parametro | Concentrazione iniziale | Presa effettiva | Limite UE IED / NER |
|---|---|---|---|
| NMHC (COV totali) | 150 mg/Nm³ (molto basso) | 18 mg/Nm³ | IED ≤50 mg/Nm³ |
| Benzene | Presente nella serie del benzene | 0,3 mg/Nm³ | IED ≤0,5 mg/Nm³ |
| Toluene | 120 mg/Nm³ totale della serie del benzene | 1,1 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xilene | Presente | 14 mg/Nm³ | IED ≤15 mg/Nm³ |
| Volume standard del gas | 60.000 Nm³/h | — | — |
| volume del gas di processo | 66.593 Nm³/h a 30°C | — | — |
| Umidità | 40% | — | — |
.webp)
03 — Concentratore a setaccio molecolare di zeolite
Come il rotore in zeolite trasforma 60.000 m³/h a 150 mg/Nm³ in 3.000 m³/h a 3.000 mg/Nm³
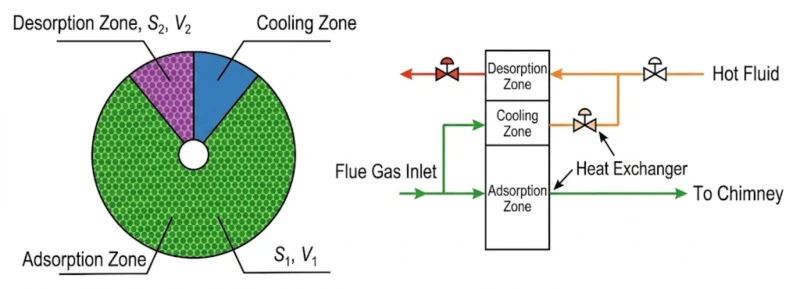
Il concentratore rotante a setaccio molecolare di zeolite (modello BL-ZN-400) è la tecnologia chiave di questo sistema. Utilizza il ciclo continuo di adsorbimento-desorbimento-raffreddamento di un grande disco rotante impregnato di canali di zeolite idrofobica per ottenere una concentrazione volumetrica del flusso di VOC pari a 20:1.
Il rotore opera simultaneamente attraverso tre zone funzionali durante la rotazione: (1) Zona di adsorbimento (settore ampio, area S₁): tutti i 60.000 m³/h di aria di scarico prefiltrata passano attraverso i canali idrofobici della zeolite; le molecole di VOC si adsorbono selettivamente sulla superficie della zeolite; l'aria pulita esce e viene scaricata; (2) zona di desorbimento (settore piccolo, area S₂, circa 1/20 dell'area del rotore): un piccolo flusso di aria calda a 180–200 °C (circa 3.000 m³/h, riscaldato dallo scambiatore di calore a piastre utilizzando il gas caldo di uscita CO) passa attraverso i canali di zeolite in direzione inversa, rimuovendo i VOC adsorbiti; l'uscita di desorbimento è un flusso di VOC di piccolo volume e ad alta concentrazione a circa 3.000 mg/Nm³ — l'ingresso del sistema CO; (3) Zona di raffreddamento (settore piccolo): l'aria ambiente raffredda la sezione di zeolite appena rigenerata prima che ritorni nella zona di adsorbimento, mantenendo la capacità di adsorbimento.
Il fattore di concentrazione n = (S₁×V₁)/(S₂×V₂) = 20:1. Con S₂/S₁ approssimativamente 10:1 e velocità frontali V₂/V₁ approssimativamente 2, il rapporto di concentrazione complessivo è 20:1. Allo stato stazionario con 150 mg/Nm³ in ingresso, l'uscita di desorbimento raggiunge circa 3.000 mg/Nm³ di NMHC.
Vantaggi e limitazioni del rotore in zeolite (come documentato)
Vantaggi
- Rapporto di concentrazione fino a 25:1 (questo progetto: 20:1)
- Lunga durata; nessuna sostituzione programmata dei supporti di memorizzazione.
- Controllo DCS completamente automatizzato; funzionamento senza presidio
- Certificato di sicurezza; conforme ai requisiti antideflagranti
- Assorbe efficacemente i solventi aromatici; eccellenti prestazioni con i solventi della serie benzenica.
- La concentrazione di uscita dell'adsorbimento del rotore è stabile e continua
Limitazioni
- È necessario un pretrattamento (rimozione di polvere e nebbie oleose).
- Richiede un pretrattamento per rimuovere la vernice spray
Specifiche del rotore in zeolite
| Parametro | Specifica |
|---|---|
| Modello | BL-ZN-400 |
| flusso di lavorazione | 60.000 m³/h |
| rapporto di concentrazione | 20:1 |
| efficienza di elaborazione dei VOC | >95% |
| Temperatura di desorbimento | 180–200 °C (riscaldamento tramite scambiatore di calore a piastre utilizzando il gas caldo di uscita CO) |
| stadi di filtrazione a secco | G4 / F5 / F9 (tre fasi) |
04 — Sistema di combustione catalitica a CO
Come la combustione catalitica Pt/Pd distrugge i VOC concentrati a 250–300 °C con recupero di energia tramite scambiatore di calore a piastre
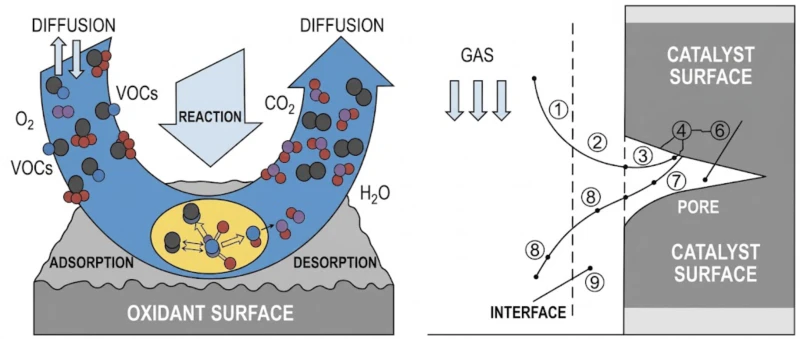
Il flusso di desorbimento concentrato di 3.000 m³/h (circa 3.000 mg/Nm³ di NMHC) entra nel sistema di CO (ossidazione catalitica). Il sistema di CO utilizza catalizzatori a base di metalli preziosi Pt/Pd per ossidare i composti VOC a 250–300 °C:
Il catalizzatore Pt/Pd fornisce siti attivi superficiali dove le molecole di VOC si adsorbono dalla fase gassosa, reagiscono con l'ossigeno adsorbito in una reazione chimica superficiale e producono CO₂ e H₂O come unici prodotti. Il meccanismo catalitico consente questa ossidazione completa a 250–300 °C anziché ai 760 °C richiesti per l'ossidazione termica (non catalitica). Il meccanismo è dettagliato come segue: (1) le molecole di VOC e O₂ vengono trasportate dalla massa gassosa alla superficie esterna del catalizzatore; (2) sia i VOC che l'O₂ diffondono attraverso i canali porosi del catalizzatore; (3) i VOC e l'O₂ vengono adsorbiti sui siti attivi superficiali del catalizzatore; (4) la reazione chimica superficiale avviene nei centri dei siti attivi, producendo CO₂ e H₂O e rilasciando calore; (5) CO₂ e H₂O desorbono dal centro attivo superficiale del catalizzatore; (6) CO₂ e H₂O diffondono dalla superficie interna del catalizzatore alla superficie esterna; (7) CO₂ e H₂O vengono trasferiti dalla superficie esterna del catalizzatore alla massa gassosa.
Perché il gas naturale invece del riscaldatore elettrico? L'impianto del cliente è già dotato di gasdotti. L'utilizzo del gas naturale per l'avvio del riscaldamento della reazione catalitica è più conveniente e stabile rispetto al riscaldamento elettrico. Il gas naturale fornisce un apporto di calore più denso e stabile, evitando le fluttuazioni di temperatura all'avvio che possono verificarsi con i riscaldatori elettrici. Inoltre, il costo operativo per unità di calore fornita dal gas naturale è in genere inferiore rispetto a quello del calore elettrico equivalente nei mercati energetici dell'UE.
Recupero di energia tramite scambiatore di calore a piastre: Il gas caldo in uscita dal CO (a circa 250-300 °C) attraversa uno scambiatore di calore a piastre che trasferisce questo calore all'aria fredda in ingresso al desorbimento, portandola dalla temperatura ambiente a circa 180-200 °C. Questo ciclo di recupero del calore elimina la necessità di ulteriore gas naturale o energia elettrica per riscaldare l'aria di desorbimento del rotore della zeolite, creando un ciclo di autosufficienza energetica tra il sistema a CO e la fase di desorbimento della zeolite. Durante la normale produzione, la portata di gas naturale si avvicina a 0 m³/h poiché il calore esotermico catalitico (combinato con il recupero dello scambiatore di calore) è sufficiente a mantenere contemporaneamente la temperatura del catalizzatore e la temperatura dell'aria di desorbimento.
Tre vantaggi chiave della combustione catalitica (CO) rispetto all'ossidazione termica (RTO/TO)
- 1
Una temperatura di reazione più bassa (250–300 °C) riduce drasticamente l'energia supplementare: A 250–300 °C, le perdite di calore dal sistema all'ambiente sono di gran lunga inferiori rispetto a 760 °C (RTO). La quantità di calore supplementare necessaria per compensare le perdite è proporzionale al differenziale di temperatura rispetto alla temperatura ambiente. Questo rende i sistemi a CO₂ intrinsecamente più efficienti dal punto di vista energetico rispetto all'RTO per applicazioni in cui la concentrazione di VOC fornisce un calore esotermico limitato, come in questo flusso concentrato di 3.000 mg/Nm³. - 2
Ingombro ridotto (10×6 m) e avvio a freddo rapido (20–30 min) si adattano al programma di produzione di un impianto di produzione discreta: La produzione di macchinari edili avviene su turni anziché in un processo continuo. Le dimensioni compatte e l'avvio rapido del sistema a CO2 consentono di avviarlo e arrestarlo in sincronia con la programmazione della linea di verniciatura, senza i lunghi tempi di riscaldamento necessari per il preriscaldamento del letto ceramico RTO. Il bruciatore da 220.000 kcal/h e l'allacciamento al gas naturale da 24 m³/h portano il catalizzatore alla temperatura di esercizio in circa 20-30 minuti, consentendo alla linea di verniciatura di avviare il trattamento dei VOC quasi immediatamente dopo l'avvio dell'impianto. - 3
Nessun inquinamento secondario da NOx: La combustione termica a temperature ≥760 °C genera una quantità significativa di NOx termico a partire dall'azoto presente nell'aria di combustione. La combustione catalitica a 250-300 °C si verifica al di sotto della temperatura di soglia per la formazione di NOx termico, pertanto i prodotti finali della combustione sono esclusivamente CO₂ e H₂O, senza formazione di ossidi di azoto secondari. Ciò è particolarmente rilevante per la conformità alle normative UE sui dispositivi strumentali di esplosivi (IED) nelle giurisdizioni in cui le emissioni di NOx dai camini contribuiscono ai limiti di NO₂ nell'aria ambiente.
05 — Sistema di ossidazione catalitica del CO e specifiche complete
Architettura del sistema: filtro a secco a quattro stadi + rotore in zeolite + scambiatore di calore a piastre + combustione catalitica a CO2
+Forni
60.000 m³/h
Filtro a secco
Rimozione della vernice
BL-ZN-400
20:1 conc.
impilamento diretto
scarico
Gas caldo →
Desorbimento dell'aria
250–300 °C
Pt/Pd
18 mg di VOC
96.4%

Parametri di selezione e capacità installata
| Articolo | Specifica |
|---|---|
| Flusso totale del trattamento (zeolite) | 60.000 m³/h |
| flusso di processo CO | 3.000 m³/h (flusso concentrato) |
| Modello/rapporto della zeolite | BL-ZN-400; 20:1; >95% efficienza di adsorbimento |
| Temperatura di desorbimento | 200 °C (riscaldamento tramite scambiatore di calore a piastre) |
| stadi di filtrazione a secco | G4 / F5 / F9 (tre fasi progressive) |
| Valutazione del bruciatore | 220.000 kcal/h; gas naturale 24 m³/h (P: 0,03–0,06 MPa) |
| Ventilatore ad assorbimento | 55 kW |
| Ventilatore di desorbimento | 5,5 kW |
| Sistema di controllo | 3 kW |
| Ventilatore di assistenza alla combustione | 1,5 kW |
| Potenza totale installata | 65 kW (380 V, 50 Hz) |
| Ingombro delle apparecchiature | 10 m × 6 m (molto compatto) |
| Costo annuale dell'elettricità | 159.900 RMB (159.900 RMB; ventola di adsorbimento dominante) |
| Costo annuo del gas (min.) | 11.200 RMB (solo avvio; 0 m³/h in funzionamento normale) |
| Costo annuo del gas (massimo) | 27.200 RMB (max 1,7 m³/h a 3,5 RMB/m³, scenario massimo) |
06 — Risultati operativi
Verificato: NMHC Online <20 mg/m³ (Limite locale 60), Grado B Enterprise, Rimozione 96.4%
Dopo la messa in funzione, i dati CEMS online mostrano costantemente valori di NMHC inferiori a 20 mg/m³, soddisfacendo il requisito di autorizzazione locale di 60 mg/m³ con un ampio margine di conformità. L'azienda ha ottenuto la classificazione di emissioni di Grado B. Il riepilogo dell'esperienza conferma i principali vantaggi: il concentratore a zeolite riduce il volume di trattamento da grandi volumi a bassa concentrazione a piccoli volumi ad alta concentrazione, riducendo significativamente i costi di capitale delle apparecchiature e la difficoltà di trattamento; la tecnologia di combustione catalitica abbassa la temperatura di ossidazione dei composti organici, risparmiando energia operativa; e lo scambiatore di calore a piastre utilizza il gas caldo di CO₂ in uscita per riscaldare l'aria di desorbimento, realizzando un recupero di energia e riducendo il consumo di gas necessario per riscaldare l'aria di desorbimento.
.webp)
07 — Avvertenze sull'implementazione
Lezioni fondamentali di ingegneria per i sistemi di rivestimento a combustione catalitica di zeolite + CO
- ⚠️
L'avvelenamento del catalizzatore da parte di additivi per vernici e metalli pesanti richiede un'attenta gestione della qualità del pretrattamento: Le vernici industriali per macchinari edili contengono una vasta gamma di additivi: pigmenti anticorrosivi (fosfato di zinco, cromato di zinco in alcune formulazioni precedenti), pigmenti a scaglie metalliche (alluminio, zinco), agenti fluidificanti e catalizzatori nei sistemi di verniciatura poliuretanica bicomponente (2K). Alcuni di questi additivi possono volatilizzarsi parzialmente durante l'essiccazione e raggiungere il catalizzatore di CO₂, causandone l'avvelenamento. Il filtro a secco a tre stadi (G4/F5/F9) deve essere mantenuto in condizioni ottimali per intercettare tutti i contaminanti particellari prima della zeolite. Qualora una modifica alla formulazione della vernice introduca pigmenti di metalli pesanti o additivi reattivi (in particolare vapori di isocianato provenienti da vernici poliuretaniche bicomponenti), è necessaria una valutazione tecnica dell'impatto sul catalizzatore di CO₂ prima dell'implementazione. - ⚠️
Il rapporto di concentrazione 20:1 è specificato correttamente per un ingresso di 150 mg/Nm³: verificare che questo rapporto sia ancora adeguato se le modifiche alla formulazione della vernice riducono ulteriormente la concentrazione di VOC. Il rapporto di concentrazione 20:1 a 150 mg/Nm³ fornisce circa 3.000 mg/Nm³ all'ingresso di CO. Se l'impianto passa a vernici a basso contenuto di VOC o a base d'acqua che riducono la concentrazione in ingresso, ad esempio, a 80 mg/Nm³, la concentrazione di CO in ingresso scende a 1.600 mg/Nm³, ancora al di sopra della soglia autotermica per la combustione catalitica del CO a 250-300 °C. Tuttavia, se la concentrazione in ingresso scende a 30 mg/Nm³ (come potrebbe accadere con vernici a base d'acqua a basso contenuto di VOC), la concentrazione di CO in ingresso con un rapporto 20:1 sarebbe di soli 600 mg/Nm³, avvicinandosi al minimo per una combustione catalitica stabile senza apporto continuo di gas supplementare. Monitorare continuamente la concentrazione di CO in ingresso e pianificare un possibile aumento del rapporto di concentrazione (a 25:1) qualora si prevedano transizioni nella formulazione delle vernici. - ⚠️
È necessario monitorare e affrontare in modo proattivo l'incrostazione degli scambiatori di calore a piastre causata da composti derivati dalle vernici: Lo scambiatore di calore a piastre trasferisce il calore dal gas caldo in uscita (CO₂) all'aria in ingresso per il desorbimento della zeolite. Entrambi i flussi gassosi trasportano composti organici volatili (COV) residui e prodotti della combustione di vernici. Nel tempo, i composti ad alto punto di ebollizione possono condensarsi sulle piastre dello scambiatore di calore e ridurre l'efficienza del trasferimento termico. Quando l'efficienza del trasferimento termico dello scambiatore di calore si degrada, la temperatura dell'aria di desorbimento scende al di sotto di 180 °C, riducendo la completezza del desorbimento della zeolite e aumentando la variabilità della concentrazione di CO₂ in ingresso. Monitorare continuamente la temperatura dell'aria di desorbimento; quando scende al di sotto di 175 °C in condizioni operative normali, ispezionare e pulire le piastre dello scambiatore di calore. - ⚠️
Le procedure di avviamento della combustione catalitica a CO devono essere seguite scrupolosamente: il catalizzatore deve raggiungere i 250 °C prima dell'introduzione del gas VOC concentrato. Se si introduce gas VOC concentrato (3.000 mg/Nm³) nel letto catalitico prima che questo abbia raggiunto la temperatura minima di attivazione di 250 °C, il VOC non si ossiderà completamente. Gli intermedi non completamente ossidati possono depositarsi sulla superficie del catalizzatore, causando incrostazioni e riduzione dell'attività. La sequenza di avviamento deve: (1) far funzionare il bruciatore a gas naturale con aria pulita (priva di VOC) fino a quando il letto catalitico non raggiunge ≥250 °C; (2) solo allora aprire il flusso di desorbimento concentrato al catalizzatore. La procedura di avviamento deve essere documentata e seguita per ogni riavvio, non solo per l'avviamento iniziale di messa in servizio.
08 — Considerazioni ingegneristiche
Quattro lezioni da questo progetto industriale di rivestimento con zeolite e CO2
- 1
Con una densità di ingresso di 150 mg/Nm³, il concentratore di zeolite non è un optional, ma un prerequisito fondamentale per rendere economicamente sostenibile qualsiasi ossidazione termica o catalitica. Senza concentrazione, il trattamento di 60.000 m³/h a 150 mg/Nm³ con qualsiasi tecnologia di ossidazione termica risulta antieconomico: il volume di gas richiede apparecchiature di grandi dimensioni e la concentrazione è ben al di sotto di qualsiasi soglia autotermica. Il passaggio di concentrazione 20:1 riduce il problema del trattamento da "60.000 m³/h che necessitano di un continuo apporto di combustibile supplementare" a "3.000 m³/h che sono quasi autotermici". Per qualsiasi impianto di rivestimento con NMHC in ingresso inferiore a circa 500 mg/Nm³, il concentratore a zeolite dovrebbe essere il primo elemento di sistema predefinito, non un aggiornamento opzionale. - 2
La combustione catalitica del CO a 250–300 °C è la tecnologia di ossidazione finale più adatta quando il gas concentrato è pari a 3.000 mg/Nm³ e l'impianto è un produttore discreto con produzione a turni. Il sistema a CO2, con un tempo di avviamento di 20-30 minuti, un ingombro ridotto (10×6 m) e l'assenza di gas supplementare a carico normale, si adatta meglio alle esigenze operative di una fabbrica di macchine edili rispetto a un impianto RTO (che richiede tempi di riscaldamento più lunghi, un ingombro maggiore ed è più adatto a impianti a processo continuo). La scelta della tecnologia deve tenere conto del programma di produzione, non solo della composizione e della concentrazione del gas. - 3
L'accoppiamento dello scambiatore di calore a piastre tra l'uscita di CO e il desorbimento della zeolite non è una misura di efficienza periferica, bensì l'accoppiamento energetico che consente il normale funzionamento con un consumo di combustibile prossimo allo zero. Senza lo scambiatore di calore a piastre, l'aria destinata al desorbimento della zeolite dovrebbe essere riscaldata continuamente dal bruciatore a gas naturale dalla temperatura ambiente a 180-200 °C. Lo scambiatore di calore a piastre trasferisce questo compito di riscaldamento al gas caldo di CO₂ in uscita, che fornisce il calore gratuitamente. Di conseguenza, il bruciatore da 220.000 kcal/h è necessario solo per l'avviamento e nelle condizioni operative con il carico di VOC più basso. Questo accoppiamento termico converte il gas di CO₂ in uscita da un flusso di calore di scarto nella principale fonte di energia per la fase di desorbimento della zeolite. - 4
La scelta del catalizzatore (metallo prezioso Pt/Pd su supporto ceramico) è corretta per la verniciatura di VOC a 250–300 °C, e la formulazione del catalizzatore deve essere verificata rispetto alla specifica miscela di solventi dell'applicazione di verniciatura. I catalizzatori Pt/Pd presentano un'elevata attività intrinseca per gli idrocarburi della serie del benzene (toluene, xilene), gli esteri e i chetoni, ovvero esattamente i solventi presenti in questa applicazione di verniciatura di macchinari edili. Le curve di efficienza di conversione in funzione della temperatura per i tipici solventi di verniciatura confermano una distruzione >95% a 250 °C per toluene e xilene, mentre il metilbenzene richiede una temperatura leggermente superiore. La scelta di un catalizzatore a base di ossido di metallo di base a base di Mn o Fe al posto del Pt/Pd ridurrebbe il costo del catalizzatore, ma aumenterebbe la temperatura operativa richiesta di circa 50-80 °C, erodendo parzialmente il vantaggio energetico dell'ossidazione catalitica rispetto a quella termica.
09 — Domande frequenti
Rivestimento per combustione catalitica di zeolite e CO2: dieci domande e risposte sui VOC.
Domande da parte di responsabili delle autorizzazioni ambientali, ingegneri di produzione e team EHS di impianti di rivestimento, verniciatura e finitura superficiale che pianificano sistemi di concentrazione di zeolite + combustione catalitica ai sensi dei requisiti della direttiva UE sulle emissioni industriali (IED) / del decreto olandese sulle attività.
Concentrazione di VOC molto bassa? La concentrazione di zeolite è la soluzione.
Scopri le soluzioni di concentrazione di zeolite e combustione catalitica per i VOC nell'industria dei rivestimenti.
Dai concentratori di setacci molecolari di zeolite combinati con combustione catalitica di CO per rivestimenti a bassissima concentrazione di VOC a ossidatori termici rigenerativi Per applicazioni a concentrazione più elevata, il nostro team di ingegneri seleziona la tecnologia ottimale in base al volume di gas, alla concentrazione e al programma operativo specifici.





















