事例研究・VOC削減
合弁建設機械キャブメーカーが、60,000 m³/h の超低濃度塗装ブース排ガス (総 VOC 150 mg/Nm³) から 96.4% の VOC 除去と 20 mg/m³ 未満の NMHC 排出を達成した方法 — ゼオライト分子ふるいローター (BL-ZN-400、濃度比 20:1) を使用して、大量の希釈空気流を触媒燃焼前に 3,000 m³/h に濃縮し、プレート式熱交換器で CO 排出熱を回収してゼオライトの脱着に利用し、通常運転中の追加エネルギーを排除しました。
ゼオライト濃縮装置
CO触媒燃焼
Pt/Pd貴金属触媒
プレート式熱交換器によるエネルギー回収
01 — 業界背景
超低濃度コーティングVOC:直接RTOと直接COの両方が非経済的である理由、そしてゼオライト+COが解決策である理由
塗料・コーティング業界は、自動車、建設機械、家電製品、家庭用電化製品、家具、産業機器など、幅広い分野の金属および非金属部品に表面保護や装飾仕上げを施しています。スプレー塗装作業では、溶剤が蒸発して大量の希釈気流に混入し、作業濃度をLEL(爆発下限界)以下に安全に保つために必要なため、塗料の塗布および乾燥段階でVOC(揮発性有機化合物)が排出されます。
このケーススタディの決定的な特徴は、VOC濃度(総NMHC濃度150 mg/Nm³)です。これは、本コレクションで検討したVOC除去プロジェクトの中で最も低い流入濃度の一つです。150 mg/Nm³の場合、すべての単段処理技術の経済性は次のようになります。
- 直接RTO、60,000 m³/h: 60,000 m³/h の全流量における VOC の燃焼熱は 150 mg/Nm³ であり、これはどの RTO においても自己熱発生閾値をはるかに下回っています。天然ガスを補助燃料として継続的に消費すると、運転コストが経済的に成り立たなくなります。さらに、60,000 m³/h を処理するには、非常に大型の RTO 装置が必要となり、設備投資コストも高額になります。
- 直接CO(触媒酸化)60,000 m³/h: 触媒燃焼システムを60,000 m³/hにスケールアップするには、非常に大きな触媒床が必要となり、設備投資コストも高額になる。また、触媒を通過するガスの速度を慎重に管理し、濃度がわずか150 mg/Nm³の場合に適切な滞留時間を維持する必要がある。
- ゼオライト濃縮器 + CO 3,000 m³/h: ゼオライト濃縮器は、処理量を60,000 m³/hから3,000 m³/h(20:1の比率)に削減しながら、濃度を150 mg/Nm³から約3,000 mg/Nm³に高めます。3,000 m³/hのCO触媒酸化システムはコンパクトで低コストであり、3,000 mg/Nm³の濃縮ガスは250~300℃のCO自己熱閾値を超えているため、通常の生産時に天然ガスを消費することなく稼働できます。
本事例研究の対象となる企業は、掘削機のキャブおよび付属品を製造する合弁建設機械メーカーであり、年間生産台数は4万台、従業員数は600名以上、1,500トン油圧プレス、3Dレーザー切断機、溶接ロボットシステム、粉体塗装ラインなど、国際的に先進的な生産設備を保有しています。塗装工程では、スプレー塗装ブースと乾燥炉から毎時6万立方メートルの排気が発生しますが、そのVOC濃度は非常に低く、本システムはこれを96.4%の効率で処理し、年間総運転コストは約15万9,000~27万2,000人民元です。
02 — 汚染状況
スプレー塗装時の排ガス:60,000 m³/h、NMHC濃度わずか150 mg/Nm³、粘着性のある塗料の飛沫は前処理が必要
排ガスは、スプレー塗装室(建設機械のキャブアセンブリにプライマー、中間コート、トップコートを塗布する場所)、塗料混合室、フローコーティングライン、乾燥炉、検査エリア、およびカラー混合室から発生します。標準ガス量は 60,000 Nm³/h、プロセス量は 30℃ で 66,593 Nm³/h です。ファン出力: 55 kW、ファン圧力: 3,000 Pa、ダクト直径: φ1,200 mm。O₂ 含有量: 21% (実測値/基準値)。湿度: 40%。
VOCプロファイルは、建設機械に使用される多様な塗料配合を反映しており、プライマー、中間コート、トップコートの塗料配合からメチルベンゼン、ジメチルベンゼン、ケトン、エステル類が検出されます。ベンゼン系成分は120 mg/Nm³(全NMHCの80%)と顕著であり、建設用工業塗料の芳香族溶剤含有量を反映しています。その他の顕著な成分や腐食性成分は検出されませんでした。湿度は40%で、腐食性物質は存在しません。ガスには粘着性のある塗料のオーバースプレーやオイルミストも含まれており、ゼオライトローターの前に前処理する必要があります。
入口濃度150 mg/Nm³は非常に低く、アスファルト産業の場合の1/10、医薬品の場合の1/20、アスファルト産業の場合の1/33に相当します。このような極めて低い濃度では、ゼオライトローターによる濃縮ステップは単に役立つだけでなく、あらゆる熱酸化システムや触媒酸化システムを経済的に実現可能にするための前提条件となります。
| パラメータ | 初期濃度 | 実際の店舗 | EU IED / NER制限 |
|---|---|---|---|
| NMHC(総VOC) | 150 mg/Nm³(非常に低い) | 18 mg/Nm³ | IED ≤50 mg/Nm³ |
| ベンゼン | ベンゼン系列に存在する | 0.3 mg/Nm³ | IED ≤0.5 mg/Nm³ |
| トルエン | ベンゼン系化合物合計 120 mg/Nm³ | 1.1 mg/Nm³ | IED ≤5 mg/Nm³ |
| キシレン | 現在 | 14 mg/Nm³ | IED ≤15 mg/Nm³ |
| 標準ガス量 | 60,000 Nm³/h | — | — |
| プロセスガス量 | 30℃で66,593 Nm³/h | — | — |
| 湿度 | 40% | — | — |
.webp)
03 — ゼオライト分子ふるい濃縮器
ゼオライトローターが60,000 m³/h、150 mg/Nm³の流量を3,000 m³/h、3,000 mg/Nm³の流量に変換する方法
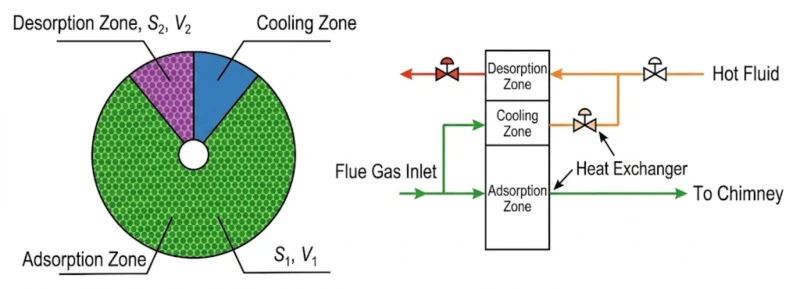
このシステムの中核となる技術は、ゼオライト分子ふるい回転式濃縮器(型式BL-ZN-400)です。疎水性ゼオライトチャネルを含浸させた大型回転ディスクの連続吸着・脱着・冷却サイクルを利用して、VOCストリームの体積比20:1の濃縮を実現します。
ローターは回転しながら、3つの機能ゾーンで同時に動作します。(1) 吸着ゾーン (大セクター、エリアS₁):60,000 m³/hのプレフィルター処理された排気空気全体が疎水性ゼオライトチャネルを通過します。VOC分子はゼオライト表面に選択的に吸着されます。清浄な空気が排出されます。(2) 脱着ゾーン (小セクター、領域S₂、ローター面積の約1/20):180~200℃の少量の熱風(約3,000 m³/h、CO出口の高温ガスを使用したプレート式熱交換器で加熱)がゼオライトチャネルを逆方向に通過し、吸着したVOCを剥離します。脱着出口は、約3,000 mg/Nm³の少量で高濃度のVOCストリームであり、COシステムの入口です。(3) 冷却ゾーン (小領域):周囲の空気が、再生されたばかりのゼオライト部分を冷却してから吸着ゾーンに戻ることで、吸着能力を維持する。
濃縮係数 n = (S₁×V₁)/(S₂×V₂) = 20:1。S₂/S₁ が約 10:1、面速度 V₂/V₁ が約 2 の場合、全体の濃縮比は 20:1 となります。定常状態では、入口濃度 150 mg/Nm³ で、脱着出口濃度は約 3,000 mg/Nm³ の NMHC になります。
ゼオライトローターの利点と限界(文書化済み)
利点
- 濃度比は最大25:1(本プロジェクト:20:1)
- 長寿命;メディアの定期交換は不要
- 完全自動化されたDCS制御、無人運転
- 安全認証済み。防爆要件を満たしています。
- 芳香族溶媒を効果的に吸着します。ベンゼン系溶媒に対する優れた性能を発揮します。
- ローター吸着出力濃度は安定しており、連続的です。
制限事項
- 前処理が必要です(ほこりや油ミストを除去してください)
- 塗料のエアゾールを除去するための前処理が必要です
ゼオライトローターの仕様
| パラメータ | 仕様 |
|---|---|
| モデル | BL-ZN-400 |
| 処理フロー | 60,000 m³/h |
| 濃度比 | 20:1 |
| VOC処理効率 | >95% |
| 脱着温度 | 180~200℃(CO出口高温ガスを用いたプレート式熱交換器で加熱) |
| 乾式フィルター段階 | G4 / F5 / F9(3段階) |
04 — CO触媒燃焼システム
Pt/Pd触媒燃焼がプレート式熱交換器によるエネルギー回収と相まって、250~300℃で高濃度VOCを分解する方法
濃縮された3,000 m³/hの脱着出口(約3,000 mg/Nm³のNMHC)は、CO(触媒酸化)システムに入ります。COシステムは、貴金属Pt/Pd触媒を使用して、250~300℃でVOC化合物を酸化します。
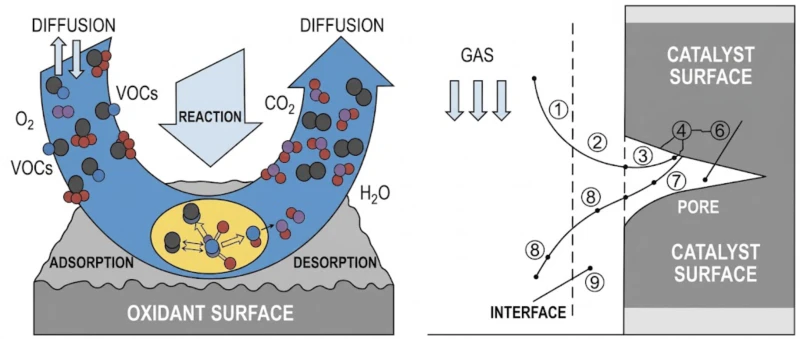
Pt/Pd触媒は、気相からVOC分子が吸着し、吸着酸素と表面化学反応を起こして、唯一の生成物としてCO₂とH₂Oを生成する表面活性サイトを提供します。この触媒メカニズムにより、熱酸化(非触媒酸化)に必要な760℃ではなく、250~300℃でこの完全酸化が可能になります。メカニズムの詳細は次のとおりです。(1)VOC分子とO₂がガスバルクから触媒の外側表面に輸送されます。(2)VOCとO₂の両方が触媒の細孔チャネルを通って拡散します。(3)VOCとO₂が触媒の表面活性サイトに吸着されます。(4)活性サイトの中心で表面化学反応が起こり、CO₂とH₂Oが生成され、熱が放出されます。(5)CO₂とH₂Oが触媒の表面活性中心から脱着します。(6)CO₂とH₂Oが触媒の内部表面から外部表面に拡散します。(7)CO₂とH₂Oが触媒の外側表面からガスバルクに移動します。
電気ヒーターではなく天然ガスヒーターを選ぶ理由: 顧客施設には既に天然ガスパイプラインが敷設されています。触媒反応の起動熱源として天然ガスを使用することは、電気加熱よりも費用対効果が高く、安定性にも優れています。天然ガスは高密度で安定した熱供給を実現するため、電気ヒーターで発生する起動時の温度変動を回避できます。さらに、EUのエネルギー市場において、天然ガスによる単位熱量あたりの運転コストは、同等の電気加熱によるコストよりも一般的に低くなっています。
プレート式熱交換器のエネルギー回収: CO出口の高温ガス(約250~300℃)はプレート式熱交換器を通過し、そこで熱が冷たい脱着入口空気に伝達され、周囲温度から約180~200℃まで上昇します。この熱回収ループにより、ゼオライトローターの脱着空気を加熱するための追加の天然ガスや電気エネルギーが不要になり、COシステムとゼオライト脱着段階の間でエネルギー自給ループが構築されます。通常の生産時には、触媒の発熱(熱交換器による熱回収と合わせて)で触媒温度と脱着空気温度を同時に維持できるため、天然ガスの流量は0 m³/hに近づきます。
触媒燃焼(CO)が熱酸化(RTO/TO)に比べて持つ3つの主な利点
- 1
反応温度を低くする(250~300℃)と、補助エネルギーが大幅に削減されます。 250~300℃では、システムから環境への熱損失は760℃(RTO)の場合よりもはるかに少なくなります。損失を補うために必要な補助熱入力量は、周囲温度との温度差に比例します。このため、COシステムは、3,000 mg/Nm³の高濃度ストリームのように、VOC濃度による発熱量が限られている用途において、RTOよりも本質的にエネルギー効率が高くなります。 - 2
設置面積が小さい(10×6m)ことと、コールドスタート時間が短い(20~30分)ことは、個別生産施設の生産スケジュールに適しています。 建設機械製造は、連続プロセスではなく、生産シフト制で行われます。COシステムは設置面積が小さく、起動も速いため、塗装ラインのスケジュールに合わせて起動・停止が可能で、RTOセラミックベッドのウォームアップに必要な長時間の加熱時間を省くことができます。220,000 kcal/hのバーナーと24 m³/hの天然ガス接続により、触媒は約20~30分で動作温度に達するため、塗装ラインはプラント起動後ほぼすぐにVOC処理を開始できます。 - 3
二次汚染なし: 760℃以上の熱燃焼では、燃焼空気中の窒素から大量の熱性NOxが生成されます。一方、250~300℃の触媒燃焼は熱性NOxの生成温度閾値を下回るため、最終的な燃焼生成物はCO₂とH₂Oのみとなり、二次的な窒素酸化物は生成されません。これは、煙突からのNOx排出量が大気中のNO₂濃度制限値に影響を与える地域におけるEUのIED(産業用電気機器)規制への準拠において特に重要です。
05 — CO触媒酸化システムおよび詳細仕様
システム構成:4段階乾式フィルター+ゼオライトローター+プレート式熱交換器+CO触媒燃焼
オーブン
60,000 m³/h
ドライフィルター
塗料除去
BL-ZN-400
20:1 濃度
ダイレクトスタック
退院
高温ガス →
脱着空気
250~300℃
Pt/Pd
18mgのVOC
96.4%

選択パラメータと設置容量
| アイテム | 仕様 |
|---|---|
| 総処理流量(ゼオライト) | 60,000 m³/h |
| CO処理フロー | 3,000 m³/h(濃縮流) |
| ゼオライトモデル/比率 | BL-ZN-400; 20:1; >95%吸着効率 |
| 脱着温度 | 200℃(プレート式熱交換器による加熱) |
| 乾式フィルター段階 | G4 / F5 / F9(3段階の段階的難易度) |
| バーナー定格 | 220,000 kcal/h、天然ガス 24 m³/h (圧力: 0.03~0.06 MPa) |
| 吸着ファン | 55kW |
| 脱着ファン | 5.5kW |
| 制御システム | 3kW |
| 燃焼補助ファン | 1.5kW |
| 総設備電力 | 65kW(380V、50Hz) |
| 機器の設置面積 | 10m × 6m(非常にコンパクト) |
| 年間電気料金 | 159,900人民元(159,900人民元、吸着ファン優勢) |
| 年間ガス料金(分) | 11,200人民元(起動時のみ、通常運転時0 m³/h) |
| 年間ガス料金(最大) | 27,200人民元(最大1.7 m³/h、3.5人民元/m³、最大シナリオ) |
06 — 業務実績
検証済み:NMHCオンライン <20 mg/m³(地域制限値60)、グレードB企業、96.4%除去
試運転後、オンラインCEMSデータは一貫してNMHCが20 mg/m³未満であることを示し、60 mg/m³の地域許可要件を大きな適合マージンで満たしています。企業はグレードB排出分類を達成しました。経験概要では、主な利点が確認されています。ゼオライト濃縮器は、処理量を大容量低濃度から小容量高濃度に削減し、設備投資コストと処理難易度を大幅に削減します。触媒燃焼技術は、有機化合物の酸化温度を下げ、運転エネルギーを節約します。プレート式熱交換器は、CO出口の高温ガスを使用して脱着空気を加熱し、エネルギー回収を実現し、脱着空気の加熱に必要なガス消費量を削減します。
.webp)
07 — 実施上の注意
ゼオライト+CO触媒燃焼コーティングシステムに関する重要な工学的教訓
- ⚠️
塗料添加剤や重金属による触媒汚染を防ぐには、前処理における入念な品質管理が不可欠である。 建設機械用工業用塗料には、防錆顔料(一部の従来配合ではリン酸亜鉛、クロム酸亜鉛)、金属フレーク顔料(アルミニウム、亜鉛)、流動化剤、二液型(2K)ポリウレタン塗料システムにおける触媒など、多種多様な添加剤が含まれています。これらの添加剤の一部は乾燥中に部分的に揮発し、CO触媒に到達して触媒を汚染する可能性があります。3段階式乾式フィルター(G4/F5/F9)は、ゼオライトに到達する前にすべての微粒子状汚染物質を捕捉するために、常に良好な状態に維持する必要があります。塗料配合の変更により重金属顔料や反応性添加剤(特に2Kポリウレタン塗料からのイソシアネート蒸気)が導入される場合は、実施前にCO触媒への影響に関する技術レビューが必要です。 - ⚠️
20:1の濃度比は、150 mg/Nm³の入口濃度に対して正しく指定されています。塗料の配合変更によりVOC濃度がさらに低下した場合、この比率が依然として適切であることを確認してください。 濃度比20:1、濃度150 mg/Nm³の場合、CO入口での濃度は約3,000 mg/Nm³になります。施設が低VOC塗料または水性塗料に切り替えて入口濃度を例えば80 mg/Nm³まで下げた場合、CO入口濃度は1,600 mg/Nm³まで低下しますが、それでも250~300℃のCO触媒燃焼の自己熱閾値を上回ります。しかし、入口濃度が30 mg/Nm³まで低下した場合(水性低VOC塗料で起こり得る)、濃度比20:1でのCO入口濃度はわずか600 mg/Nm³となり、連続的な補助ガスなしで安定した触媒燃焼を行うための最小値に近づきます。CO入口濃度を継続的に監視し、塗料配合の変更を計画している場合は、濃度比を(25:1まで)上げる可能性に備えてください。 - ⚠️
塗料由来の化合物によるプレート式熱交換器の汚れは、監視し、積極的に対処する必要がある。 プレート式熱交換器は、CO排出口の高温ガスからゼオライト脱着入口空気へ熱を伝達します。両方のガス流には残留VOCと塗料燃焼生成物が含まれています。時間の経過とともに、高沸点化合物が熱交換器プレート上に凝縮し、熱伝達効率が低下する可能性があります。熱交換器の伝達効率が低下すると、脱着空気温度が180℃を下回り、ゼオライトの脱着完了度が低下し、CO入口濃度の変動が大きくなります。脱着空気温度を継続的に監視し、通常の運転条件下で175℃を下回った場合は、熱交換器プレートを点検および清掃してください。 - ⚠️
CO触媒燃焼の始動手順は厳守しなければならない。濃縮VOCガスを導入する前に、触媒は250℃に達していなければならない。 触媒床が最低活性化温度である250℃に達する前に、高濃度のVOCガス(3,000 mg/Nm³)を触媒床に導入すると、VOCは完全に酸化されません。不完全に酸化された中間生成物が触媒表面に付着し、汚染や活性低下の原因となります。起動手順は、(1)触媒床が250℃以上になるまで、天然ガスバーナーを清浄な空気(VOCを含まない)で運転し、(2)その後、高濃度の脱着ガス流を触媒に開放する必要があります。起動手順は文書化し、最初の試運転起動時だけでなく、再起動のたびに遵守する必要があります。
08 — エンジニアリングの要点
このゼオライト+COコーティング産業プロジェクトから得られた4つの教訓
- 1
入口濃度が150 mg/Nm³の場合、ゼオライト濃縮器はオプションではなく、熱酸化または触媒酸化を経済的に実現可能にするための必須条件である。 濃縮を行わない場合、150 mg/Nm³ の濃度で 60,000 m³/h のガスを熱酸化技術で処理することは非経済的です。ガス量が多いため大型の装置が必要となり、濃度は自己熱的処理の閾値をはるかに下回ります。20:1 の濃縮工程により、処理上の問題は「連続的な補助燃料を必要とする 60,000 m³/h」から「ほぼ自己熱的処理が可能な 3,000 m³/h」へと軽減されます。入口の NMHC 濃度が約 500 mg/Nm³ 未満のコーティング施設では、ゼオライト濃縮器はオプションのアップグレードではなく、デフォルトの最初のシステム要素として導入すべきです。 - 2
濃縮ガス濃度が3,000 mg/Nm³で、かつ施設がシフト制生産を行う個別生産工場である場合、250~300℃でのCO触媒燃焼は適切な最終酸化技術である。 COシステムは起動時間が20~30分と短く、設置面積もコンパクト(10×6m)、通常負荷時には補助ガスが不要であるため、RTO(より長いウォームアップ時間と広い設置面積が必要で、連続プロセス設備に適している)よりも建設機械工場の運用要件に合致しています。技術選定においては、ガスの組成や濃度だけでなく、生産スケジュールも考慮する必要があります。 - 3
CO排出口とゼオライト脱着部との間のプレート式熱交換器の結合は、周辺的な効率化策ではなく、ほぼゼロ燃料での通常運転を可能にするエネルギー結合である。 プレート式熱交換器がない場合、ゼオライト脱着用空気は、天然ガスバーナーによって周囲温度から180~200℃まで連続的に加熱する必要がある。プレート式熱交換器は、この加熱負荷をCO排出口の高温ガスに伝達し、CO排出口の高温ガスが無料で熱を供給する。その結果、220,000 kcal/hのバーナーは、起動時とVOC負荷が最も低い運転条件時のみ必要となる。この熱結合により、CO排出口ガスは廃熱流からゼオライト脱着段階の主要エネルギー源へと転換される。 - 4
触媒の選択(セラミック担体上のPt/Pd貴金属)は、250~300℃でのVOC塗装に適しており、触媒の配合は塗装用途の特定の溶剤混合物に対して検証する必要があります。 Pt/Pd触媒は、ベンゼン系炭化水素(トルエン、キシレン)、エステル、ケトン類(まさにこの建設機械塗装用途で使用される溶剤)に対して高い固有活性を示します。一般的な塗装溶剤の変換効率対温度曲線は、トルエンとキシレンでは250℃で95%以上が分解されることを示しており、メチルベンゼンではやや高い温度が必要となります。Pt/Pdの代わりにMn系またはFe系の卑金属酸化物触媒を選択すると、触媒コストは削減できますが、必要な動作温度が約50~80℃上昇し、触媒酸化と熱酸化のエネルギー上の利点が部分的に損なわれます。
09 — よくある質問
ゼオライト+CO触媒燃焼コーティングのVOC:10の質問への回答
EU IED / オランダ活動規則の要件に基づき、ゼオライト濃縮装置 + 触媒燃焼システムを計画している、塗装、塗装、表面処理施設の環境許可管理者、生産技術者、EHS チームからの質問。
VOC濃度が非常に低い?ゼオライト濃度がその答えです。
塗料業界のVOC対策として、ゼオライト濃縮器と触媒燃焼ソリューションを探求する
超低濃度コーティングVOC用のCO触媒燃焼と組み合わせたゼオライト分子ふるい濃縮器から 再生式熱酸化装置 高濃度用途向けには、当社のエンジニアリングチームがお客様のガス量、濃度、および運転スケジュールに最適な技術を選定いたします。





















