Étude de cas · Réduction des COV
Comment un fabricant de cabines de machines de construction en coentreprise a réussi à éliminer 96,41 % de COV et à réduire les émissions de NMHC à moins de 20 mg/m³ à partir de 60 000 m³/h de gaz d'échappement de cabine de revêtement à très faible concentration (150 mg/Nm³ de COV total) — en utilisant un rotor à tamis moléculaire de zéolite (BL-ZN-400, rapport de concentration de 20:1) pour concentrer le flux d'air dilué de grand volume à 3 000 m³/h avant la combustion catalytique, avec un échangeur de chaleur à plaques récupérant la chaleur de sortie du CO pour alimenter la désorption de la zéolite et éliminer l'énergie supplémentaire pendant le fonctionnement normal.
Concentrateur de zéolite
Combustion catalytique du CO
Catalyseur de métaux précieux Pt/Pd
Récupération d'énergie par échangeur de chaleur à plaques
01 — Contexte industriel
Revêtements à très faible concentration de COV : pourquoi les procédés RTO direct et CO direct sont non rentables, et pourquoi la zéolite + CO est la solution
L'industrie des revêtements et des peintures applique des protections de surface et des finitions décoratives sur des composants métalliques et non métalliques dans les secteurs de l'automobile, des engins de chantier, de l'électronique grand public, de l'électroménager, du mobilier et des équipements industriels. Les opérations de peinture au pistolet génèrent des émissions de COV lors de l'application et du séchage de la peinture, les solvants s'évaporant dans le flux d'air de dilution important nécessaire pour maintenir les concentrations de travail en dessous de la limite inférieure d'explosivité (LIE).
La caractéristique déterminante de cette étude de cas est la concentration en COV : 150 mg/Nm³ de NMHC totaux. Il s’agit de l’une des concentrations à l’entrée les plus faibles de tous les projets de réduction des COV examinés dans ce recueil. À 150 mg/Nm³, la rentabilité de chaque technologie de traitement à un seul étage devient compromise.
- RTO direct à 60 000 m³/h : À une concentration de 150 mg/Nm³, la chaleur de combustion des COV dans le flux total de 60 000 m³/h est largement inférieure au seuil autothermique de tout RTO. L’ajout de gaz naturel comme combustible d’appoint serait alors nécessaire et rendrait l’exploitation non rentable. De plus, le traitement de 60 000 m³/h requiert une unité RTO de très grande taille, engendrant un investissement important.
- CO direct (oxydation catalytique) à 60 000 m³/h : L'extension du système de combustion catalytique à 60 000 m³/h nécessiterait un très grand lit catalytique avec un coût d'investissement élevé, et la vitesse du gaz à travers le catalyseur devrait être gérée avec soin pour maintenir un temps de séjour adéquat à une concentration de seulement 150 mg/Nm³.
- Concentrateur de zéolite + CO à 3 000 m³/h : Le concentrateur à zéolite réduit le volume de traitement de 60 000 à 3 000 m³/h (rapport 20:1) tout en augmentant la concentration de 150 mg/Nm³ à environ 3 000 mg/Nm³. Ce système d'oxydation catalytique du CO₂ à 3 000 m³/h est compact et peu coûteux en investissement ; le gaz concentré à 3 000 mg/Nm³ se situe au-dessus du seuil autothermique du CO₂ (250–300 °C), permettant ainsi une production sans consommation de gaz naturel.
L'entreprise étudiée dans cette étude de cas est un fabricant de machines de construction en coentreprise, spécialisé dans la production de cabines et d'accessoires pour excavatrices. Sa production annuelle s'élève à 40 000 unités, elle emploie plus de 600 personnes et dispose d'équipements de production de pointe, notamment une presse hydraulique de 1 500 tonnes, des machines de découpe laser 3D, des systèmes de soudage robotisés et des lignes de revêtement en poudre. L'opération de peinture génère 60 000 m³/h d'air vicié provenant des cabines de peinture et des fours de séchage, avec une très faible concentration de COV. Ce système traite ces gaz avec une efficacité de 96,41 TP3T, pour un coût d'exploitation annuel total d'environ 159 000 à 272 000 RMB.
02 — Profil de pollution
Émissions de peinture au pistolet : 60 000 m³/h à seulement 150 mg/Nm³ de NMHC, brouillard de peinture collant nécessitant un prétraitement
Les gaz d'échappement proviennent des cabines de peinture (application d'apprêt, de couches intermédiaires et de finitions sur les cabines d'engins de chantier), des salles de mélange de peinture, des lignes d'application par coulée, des fours de séchage, des zones de contrôle et des salles de mélange de couleurs. Le débit de gaz standard est de 60 000 Nm³/h ; le débit du procédé est de 66 593 Nm³/h à 30 °C. Puissance du ventilateur : 55 kW ; pression du ventilateur : 3 000 Pa ; diamètre de la gaine : 1 200 mm. Teneur en O₂ : 211 TP3T (valeur réelle/de référence). Humidité : 401 TP3T.
Le profil des COV reflète la diversité des formulations de peinture utilisées sur les engins de chantier : toluène, diméthylbenzène, cétones et esters provenant des primaires, des couches intermédiaires et des couches de finition. La composante benzénique est significative à 120 mg/Nm³ (80 µg/L du total des NMHC), reflétant la teneur en solvants aromatiques des peintures industrielles de qualité construction. Aucune autre espèce significative ni aucun composant corrosif n'ont été détectés. L'humidité est de 40 µg/L et aucune substance corrosive n'est présente. Le gaz transporte également des résidus de peinture collants et des brouillards d'huile qui doivent être prétraités avant le passage dans le rotor zéolite.
La concentration d'entrée de 150 mg/Nm³ est très faible : elle représente 1/10 de celle utilisée dans l'industrie du bitume, 1/20 dans l'industrie pharmaceutique et 1/33 de celle utilisée dans l'industrie du bitume. À cette concentration extrêmement basse, l'étape de concentration apportée par le rotor zéolithique n'est pas seulement utile ; elle est indispensable à la viabilité économique de tout système d'oxydation thermique ou catalytique.
| Paramètre | Concentration initiale | Magasin d'usine | Limite UE IED / NER |
|---|---|---|---|
| NMHC (COV totaux) | 150 mg/Nm³ (très faible) | 18 mg/Nm³ | IED ≤50 mg/Nm³ |
| Benzène | Présent dans la série du benzène | 0,3 mg/Nm³ | IED ≤0,5 mg/Nm³ |
| Toluène | 120 mg/Nm³ total de la série du benzène | 1,1 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xylène | Présent | 14 mg/Nm³ | IED ≤15 mg/Nm³ |
| Volume de gaz standard | 60 000 Nm³/h | — | — |
| Volume de gaz de procédé | 66 593 Nm³/h à 30 °C | — | — |
| Humidité | 40% | — | — |
.webp)
03 — Concentrateur à tamis moléculaire zéolite
Comment le rotor en zéolite transforme 60 000 m³/h à 150 mg/Nm³ en 3 000 m³/h à 3 000 mg/Nm³
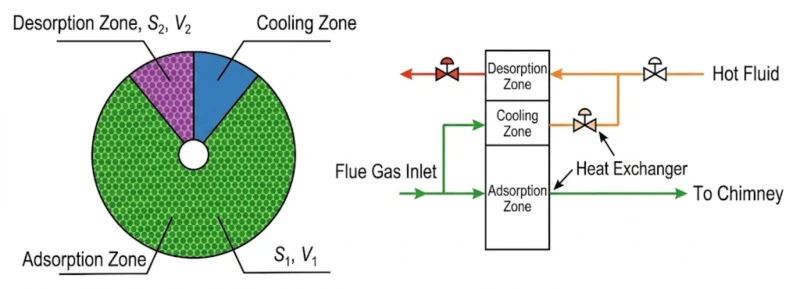
Le concentrateur rotatif à tamis moléculaire zéolithique (modèle BL-ZN-400) constitue l'élément technologique clé de ce système. Il utilise le cycle continu d'adsorption-désorption-refroidissement d'un grand disque rotatif imprégné de canaux zéolithiques hydrophobes pour atteindre une concentration volumique de 20:1 du flux de COV.
Le rotor fonctionne simultanément sur trois zones fonctionnelles lorsqu'il tourne : (1) zone d'adsorption (grand secteur, zone S₁) : la totalité des 60 000 m³/h d'air d'échappement préfiltré passe à travers les canaux de zéolite hydrophobe ; les molécules de COV s'adsorbent sélectivement sur la surface de la zéolite ; l'air propre sort et est rejeté ; (2) zone de désorption (petit secteur, zone S₂, environ 1/20 de la surface du rotor) : un petit flux d'air chaud à 180–200 °C (environ 3 000 m³/h, chauffé par l'échangeur de chaleur à plaques utilisant le gaz chaud de sortie du CO) traverse les canaux de zéolite en sens inverse, désorbant les COV adsorbés ; la sortie de désorption est un flux de COV de faible volume et de forte concentration à environ 3 000 mg/Nm³ — l'entrée du système CO ; (3) Zone de refroidissement (petit secteur) : l'air ambiant refroidit la section de zéolite qui vient d'être régénérée avant qu'elle ne retourne dans la zone d'adsorption, maintenant ainsi la capacité d'adsorption.
Le facteur de concentration n = (S₁×V₁)/(S₂×V₂) = 20:1. Avec S₂/S₁ ≈ 10:1 et des vitesses frontales V₂/V₁ ≈ 2, le rapport de concentration global est de 20:1. À l'état stationnaire avec une entrée de 150 mg/Nm³, la sortie de désorption atteint environ 3 000 mg/Nm³ de NMHC.
Avantages et limitations des rotors en zéolite (tels que documentés)
Avantages
- Rapport de concentration jusqu'à 25:1 (ce projet : 20:1)
- Longue durée de vie ; aucun remplacement programmé des médias
- Contrôle DCS entièrement automatisé ; fonctionnement sans surveillance
- Certifié conforme aux normes de sécurité ; répond aux exigences antidéflagrantes
- Adsorbe efficacement les solvants aromatiques ; excellentes performances avec les solvants de la série du benzène
- La concentration à la sortie de l'adsorption du rotor est stable et continue.
Limites
- Prétraitement requis (élimination de la poussière et des brouillards d'huile)
- Nécessite un prétraitement pour éliminer les aérosols de peinture
Spécifications du rotor en zéolite
| Paramètre | Spécification |
|---|---|
| Modèle | BL-ZN-400 |
| Flux de traitement | 60 000 m³/h |
| Rapport de concentration | 20:1 |
| efficacité du traitement des COV | >95% |
| température de désorption | 180–200°C (chauffé par échangeur de chaleur à plaques utilisant les gaz chauds de sortie de CO) |
| Étapes de filtration à sec | G4 / F5 / F9 (trois étapes) |
04 — Système de combustion catalytique au CO
Comment la combustion catalytique Pt/Pd détruit les COV concentrés à 250–300 °C avec récupération d'énergie par échangeur de chaleur à plaques
Le flux de désorption concentré de 3 000 m³/h (environ 3 000 mg/Nm³ de NMHC) alimente le système d’oxydation catalytique au CO. Ce système utilise des catalyseurs à base de métaux précieux (Pt/Pd) pour oxyder les composés organiques volatils (COV) à une température de 250 à 300 °C.
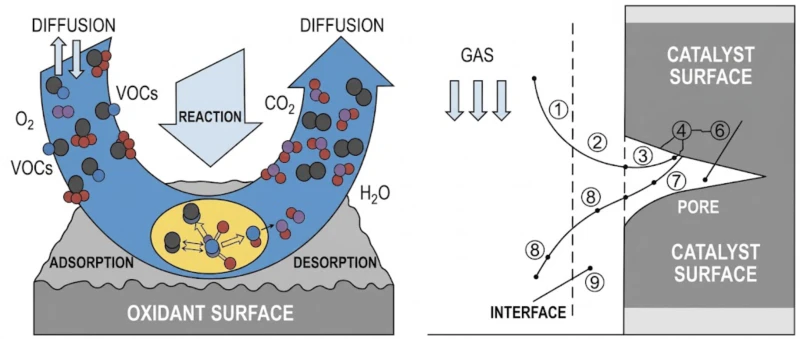
Le catalyseur Pt/Pd présente des sites actifs de surface où les molécules de COV s'adsorbent à partir de la phase gazeuse, réagissent avec l'oxygène adsorbé lors d'une réaction chimique de surface et produisent du CO₂ et du H₂O comme seuls produits. Ce mécanisme catalytique permet cette oxydation complète à 250–300 °C, au lieu des 760 °C requis pour l'oxydation thermique (non catalytique). Le mécanisme est détaillé ci-après : (1) les molécules de COV et l'O₂ sont transportés de la phase gazeuse vers la surface externe du catalyseur ; (2) les COV et l'O₂ diffusent à travers les pores du catalyseur ; (3) les COV et l'O₂ sont adsorbés sur les sites actifs de la surface du catalyseur ; (4) la réaction chimique de surface se produit au centre des sites actifs, produisant du CO₂ et du H₂O et libérant de la chaleur ; (5) le CO₂ et le H₂O se désorbent des sites actifs de la surface du catalyseur ; (6) le CO₂ et le H₂O diffusent de la surface interne du catalyseur vers sa surface externe. (7) Le CO₂ et le H₂O sont transférés de la surface externe du catalyseur vers le volume du gaz.
Pourquoi le gaz naturel plutôt que l'électricité pour le chauffage ? L'installation du client est déjà raccordée au réseau de gaz naturel. L'utilisation du gaz naturel pour le chauffage d'amorçage des réactions catalytiques est plus rentable et plus stable que le chauffage électrique. Le gaz naturel fournit une chaleur plus dense et plus stable, évitant ainsi les fluctuations de température au démarrage qui peuvent survenir avec les résistances électriques. De plus, le coût d'exploitation par unité de chaleur produite à partir du gaz naturel est généralement inférieur à celui du chauffage électrique équivalent sur les marchés de l'énergie de l'UE.
Récupération d'énergie par échangeur de chaleur à plaques : Le gaz chaud de sortie du CO (à environ 250–300 °C) traverse un échangeur de chaleur à plaques qui transfère cette chaleur à l'air froid entrant dans la zone de désorption, l'élevant de la température ambiante à environ 180–200 °C. Ce circuit de récupération de chaleur élimine le besoin d'énergie supplémentaire, comme du gaz naturel ou de l'électricité, pour chauffer l'air de désorption du rotor de zéolite, créant ainsi un cycle d'autosuffisance énergétique entre le système CO et l'étape de désorption de la zéolite. En production normale, le débit de gaz naturel tend vers zéro m³/h car la chaleur exothermique catalytique (combinée à la récupération de chaleur par l'échangeur) suffit à maintenir simultanément la température du catalyseur et celle de l'air de désorption.
Trois avantages clés de la combustion catalytique (CO) par rapport à l'oxydation thermique (RTO/TO)
- 1
Une température de réaction plus basse (250–300 °C) réduit considérablement l'énergie supplémentaire : Entre 250 et 300 °C, les pertes thermiques du système vers l'environnement sont bien moindres qu'à 760 °C (RTO). L'apport de chaleur supplémentaire nécessaire pour compenser ces pertes est proportionnel à l'écart de température par rapport à la température ambiante. De ce fait, les systèmes CO sont intrinsèquement plus économes en énergie que les systèmes RTO pour les applications où la concentration en COV génère une faible chaleur exothermique, comme dans ce flux concentré à 3 000 mg/Nm³. - 2
Son faible encombrement (10×6 m) et son démarrage à froid rapide (20–30 min) conviennent au calendrier de production d'une installation de fabrication discrète : La fabrication de machines de construction fonctionne par roulement et non en continu. Grâce à son format compact et à son démarrage rapide, le système CO₂ peut être mis en marche et arrêté en fonction du planning de la ligne de peinture, sans les longs temps de préchauffage nécessaires au lit céramique RTO. Le brûleur de 220 000 kcal/h et le raccordement au gaz naturel de 24 m³/h amènent le catalyseur à température de fonctionnement en 20 à 30 minutes environ, permettant ainsi à la ligne de peinture de démarrer le traitement des COV quasiment immédiatement après le démarrage de l'installation. - 3
Pas de pollution secondaire NOx : La combustion thermique à ≥ 760 °C génère une quantité importante de NOx thermique à partir de l'azote présent dans l'air de combustion. La combustion catalytique à 250–300 °C se situe en dessous du seuil de température de formation du NOx thermique ; les produits finaux de combustion sont donc uniquement du CO₂ et du H₂O, sans formation d'oxydes d'azote secondaires. Ceci est particulièrement important pour la conformité aux normes européennes relatives aux émissions de NOx dans les juridictions où ces émissions contribuent aux limites de NO₂ ambiant.
05 — Système d'oxydation catalytique du CO et spécifications complètes
Architecture du système : Filtre sec à quatre étages + Rotor à zéolite + Échangeur de chaleur à plaques + Combustion catalytique du CO
+Fours
60 000 m³/h
Filtre sec
Décapage de peinture
BL-ZN-400
20:1 conc.
pile directe
décharge
Gaz chaud →
Air de désorption
250–300 °C
Pt/Pd
18 mg de COV
96.4%

Paramètres de sélection et capacité installée
| Article | Spécification |
|---|---|
| Débit total de traitement (zéolite) | 60 000 m³/h |
| Flux de traitement du CO | 3 000 m³/h (flux concentré) |
| Modèle/ratio de zéolite | BL-ZN-400 ; 20:1 ; >95% efficacité d'adsorption |
| température de désorption | 200°C (chauffé par échangeur de chaleur à plaque) |
| Étapes de filtration à sec | G4 / F5 / F9 (trois stades progressifs) |
| Puissance du brûleur | 220 000 kcal/h ; gaz naturel 24 m³/h (P : 0,03–0,06 MPa) |
| Ventilateur à adsorption | 55 kW |
| Ventilateur de désorption | 5,5 kW |
| Système de contrôle | 3 kW |
| Ventilateur d'assistance à la combustion | 1,5 kW |
| Puissance totale installée | 65 kW (380 V, 50 Hz) |
| Empreinte de l'équipement | 10 m × 6 m (très compact) |
| coût annuel de l'électricité | 159 900 RMB (159 900 RMB ; ventilateur à adsorption dominant) |
| Coût annuel du gaz (min) | 11 200 RMB (démarrage uniquement ; 0 m³/h en fonctionnement normal) |
| Coût annuel du gaz (max) | 27 200 RMB (débit maximal de 1,7 m³/h à 3,5 RMB/m³, scénario maximal) |
06 — Résultats opérationnels
Vérifié : NMHC en ligne <20 mg/m³ (limite locale 60), entreprise de catégorie B, élimination du 96.4%
Après sa mise en service, les données du système de surveillance continue des émissions (CEMS) en ligne indiquent systématiquement des concentrations de NMHC inférieures à 20 mg/m³, satisfaisant ainsi à l'exigence du permis local de 60 mg/m³ avec une large marge de conformité. L'entreprise a obtenu la classification d'émissions de classe B. Le bilan de l'expérience confirme les principaux avantages : le concentrateur de zéolite réduit le volume de traitement, passant d'un grand volume à faible concentration à un petit volume à haute concentration, ce qui diminue considérablement le coût d'investissement et la complexité du traitement ; la technologie de combustion catalytique abaisse la température d'oxydation des composés organiques, ce qui permet de réaliser des économies d'énergie ; et l'échangeur de chaleur à plaques utilise les gaz chauds de sortie du CO pour chauffer l'air de désorption, permettant ainsi la récupération d'énergie et la réduction de la consommation de gaz nécessaire au chauffage de cet air.
.webp)
07 — Précautions d'implémentation
Leçons d'ingénierie essentielles pour les systèmes de revêtement de combustion catalytique zéolite + CO
- ⚠️
L’empoisonnement des catalyseurs par les additifs de revêtement de peinture et les métaux lourds nécessite une gestion rigoureuse de la qualité du prétraitement : Les peintures industrielles pour engins de chantier contiennent une grande variété d'additifs : pigments anticorrosion (phosphate de zinc, chromate de zinc dans certaines formulations anciennes), pigments métalliques (aluminium, zinc), agents de fluidité et catalyseurs dans les systèmes de peinture polyuréthane bi-composants (2K). Certains de ces additifs peuvent se volatiliser partiellement pendant le séchage et atteindre le catalyseur CO, provoquant ainsi son empoisonnement. Le filtre sec à trois étages (G4/F5/F9) doit être maintenu en parfait état afin de retenir toutes les particules contaminantes avant la zéolite. Toute modification de la formulation de la peinture introduisant des pigments de métaux lourds ou des additifs réactifs (notamment des vapeurs d'isocyanate provenant des peintures PU 2K) nécessite une étude d'impact technique préalable sur le catalyseur CO. - ⚠️
Le rapport de concentration de 20:1 est correctement spécifié pour une entrée de 150 mg/Nm³ — vérifiez que ce rapport reste adéquat si des modifications de la formulation de la peinture réduisent davantage la concentration de COV : Un rapport de concentration de 20:1 à 150 mg/Nm³ délivre environ 3 000 mg/Nm³ de CO à l'entrée. Si l'installation adopte des peintures à faible teneur en COV ou à base d'eau, réduisant la concentration à l'entrée à, par exemple, 80 mg/Nm³, la concentration de CO à l'entrée chute à 1 600 mg/Nm³, restant ainsi supérieure au seuil autothermique de combustion catalytique du CO à 250–300 °C. Cependant, si la concentration à l'entrée descend à 30 mg/Nm³ (comme cela peut se produire avec des peintures à base d'eau à faible teneur en COV), la concentration de CO à l'entrée, pour un rapport de 20:1, ne serait que de 600 mg/Nm³, proche du minimum requis pour une combustion catalytique stable sans apport continu de gaz. Il est donc important de surveiller en continu la concentration de CO à l'entrée et d'anticiper une éventuelle augmentation du rapport de concentration (à 25:1) en cas de changement de formulation de peinture. - ⚠️
L’encrassement des échangeurs de chaleur à plaques par des composés liés à la peinture doit être surveillé et traité de manière proactive : L'échangeur de chaleur à plaques transfère la chaleur des gaz chauds sortant du CO à l'air entrant dans la zone de désorption de la zéolite. Ces deux flux gazeux contiennent des COV résiduels et des produits de combustion de peinture. Avec le temps, des composés à point d'ébullition élevé peuvent se condenser sur les plaques de l'échangeur et réduire son efficacité de transfert thermique. Lorsque cette efficacité diminue, la température de l'air de désorption chute en dessous de 180 °C, ce qui réduit l'efficacité de la désorption de la zéolite et augmente la variabilité de la concentration de CO à l'entrée. Il est donc important de surveiller en continu la température de l'air de désorption ; si elle descend en dessous de 175 °C en conditions normales de fonctionnement, il convient d'inspecter et de nettoyer les plaques de l'échangeur. - ⚠️
Les procédures de démarrage de la combustion catalytique du CO doivent être strictement respectées : le catalyseur doit atteindre 250 °C avant l’introduction de gaz COV concentré : Si un gaz COV concentré (3 000 mg/Nm³) est introduit dans le lit catalytique avant que celui-ci n'ait atteint la température d'activation minimale de 250 °C, le COV ne s'oxydera pas complètement. Des intermédiaires d'oxydation incomplète peuvent se déposer sur la surface du catalyseur, provoquant son encrassement et une réduction de son activité. La procédure de démarrage doit impérativement : (1) faire fonctionner le brûleur à gaz naturel avec de l'air pur (sans COV) jusqu'à ce que le lit catalytique atteigne une température ≥ 250 °C ; (2) ouvrir ensuite le flux de désorption concentré vers le catalyseur. Cette procédure doit être documentée et appliquée à chaque redémarrage, et non seulement lors de la mise en service initiale.
08 — Leçons tirées en ingénierie
Quatre leçons tirées de ce projet industriel de revêtement zéolite + CO.
- 1
À une concentration d'entrée de 150 mg/Nm³, le concentrateur de zéolite n'est pas optionnel ; c'est la condition préalable qui rend toute oxydation thermique ou catalytique économiquement viable. Sans concentration, le traitement de 60 000 m³/h à 150 mg/Nm³ par oxydation thermique est non rentable : le volume de gaz exige un équipement volumineux et la concentration est bien inférieure au seuil d’autothermie. L’étape de concentration 20:1 permet de réduire le problème de traitement, passant de « 60 000 m³/h nécessitant un apport continu de combustible » à « 3 000 m³/h quasi-autothermique ». Pour toute installation de revêtement dont la concentration en NMHC à l’entrée est inférieure à environ 500 mg/Nm³, le concentrateur de zéolite devrait être l’élément de base du système, et non une option. - 2
La combustion catalytique du CO à 250–300°C est la technologie d'oxydation finale appropriée lorsque le gaz concentré est à 3 000 mg/Nm³ et que l'installation est un fabricant discret avec une production par quarts. Le système CO₂ présente un temps de démarrage de 20 à 30 minutes, un encombrement réduit (10 × 6 m) et ne nécessite aucun apport de gaz supplémentaire à charge normale, ce qui correspond mieux aux exigences opérationnelles d'une usine de machines de construction qu'un système RTO (qui requiert un temps de préchauffage plus long, un encombrement plus important et est plus adapté aux installations de production en continu). Le choix de cette technologie doit tenir compte du calendrier de production, et pas seulement de la composition et de la concentration du gaz. - 3
Le couplage de l'échangeur de chaleur à plaques entre la sortie de CO et la désorption de la zéolite n'est pas une mesure d'efficacité périphérique — c'est le couplage énergétique qui permet un fonctionnement normal quasi sans carburant. Sans l'échangeur de chaleur à plaques, l'air de désorption de la zéolite devrait être chauffé en continu par le brûleur à gaz naturel, de la température ambiante à 180-200 °C. L'échangeur de chaleur à plaques transfère cette charge de chauffage aux gaz chauds de sortie du CO, qui fournissent la chaleur gratuitement. De ce fait, le brûleur de 220 000 kcal/h n'est nécessaire qu'au démarrage et dans les conditions de fonctionnement à faible charge en COV. Ce couplage thermique transforme les gaz de sortie du CO, initialement considérés comme une perte de chaleur, en source d'énergie primaire pour l'étape de désorption de la zéolite. - 4
Le choix du catalyseur (métal précieux Pt/Pd sur support céramique) est approprié pour la peinture de COV à 250–300 °C, et la formulation du catalyseur doit être vérifiée par rapport au mélange de solvants spécifique de l'application de peinture. Les catalyseurs Pt/Pd présentent une activité intrinsèque élevée pour les hydrocarbures de la série benzénique (toluène, xylène), les esters et les cétones – précisément les solvants présents dans cette application de peinture pour engins de chantier. Les courbes d'efficacité de conversion en fonction de la température pour des solvants de peinture typiques confirment une destruction supérieure à 95% à 250 °C pour le toluène et le xylène, le toluène nécessitant une température légèrement plus élevée. Le choix d'un catalyseur à base d'oxyde métallique de base (Mn ou Fe) plutôt que Pt/Pd permettrait de réduire le coût du catalyseur, mais augmenterait la température de fonctionnement requise d'environ 50 à 80 °C, réduisant ainsi partiellement l'avantage énergétique de l'oxydation catalytique par rapport à l'oxydation thermique.
09 — Foire aux questions
Revêtement catalytique de combustion zéolite + CO₂ : réponses à dix questions
Questions des responsables des permis environnementaux, des ingénieurs de production et des équipes EHS des installations de revêtement, de peinture et de finition de surface qui planifient des systèmes de concentration de zéolite + combustion catalytique conformément aux exigences de la directive européenne IED / du décret néerlandais sur les activités.
Concentration de COV très faible ? La concentration en zéolite est la solution.
Découvrez les solutions de concentration de zéolite et de combustion catalytique pour les COV de l'industrie du revêtement.
Des concentrateurs à tamis moléculaire zéolite combinés à la combustion catalytique du CO pour des revêtements à très faible concentration de COV oxydants thermiques régénératifs Pour les applications à concentration plus élevée, notre équipe d'ingénieurs sélectionne la technologie optimale en fonction de votre volume de gaz, de votre concentration et de votre programme de fonctionnement spécifiques.





















