Estudio de caso · Reducción de COV
Cómo un fabricante de cabinas para maquinaria de construcción en régimen de empresa conjunta logró una eliminación de COV del 96,41 TP3T y una salida de NMHC inferior a 20 mg/m³ a partir de 60 000 m³/h de gases de escape de cabina de recubrimiento de muy baja concentración (150 mg/Nm³ de COV totales), utilizando un rotor de tamiz molecular de zeolita (BL-ZN-400, relación de concentración 20:1) para concentrar el flujo de aire diluido de gran volumen a 3000 m³/h antes de la combustión catalítica, con un intercambiador de calor de placas que recupera el calor de salida de CO para alimentar la desorción de la zeolita y eliminar la energía suplementaria durante el funcionamiento normal.
Concentrador de zeolita
Combustión catalítica de CO
Catalizador de metales preciosos Pt/Pd
Recuperación de energía de placas HX
01 — Antecedentes de la industria
Recubrimientos con muy baja concentración de COV: Por qué tanto el RTO directo como el CO directo no son económicos, y por qué la zeolita + CO es la solución.
La industria de recubrimientos y pintura aplica protección superficial y acabados decorativos a componentes metálicos y no metálicos en los sectores de automoción, maquinaria de construcción, electrónica de consumo, electrodomésticos, mobiliario y equipos industriales. Las operaciones de pintura por pulverización generan emisiones de COV durante la aplicación y el secado de la pintura, a medida que los disolventes se evaporan en el gran flujo de aire de dilución necesario para mantener las concentraciones de trabajo por debajo del límite inferior de explosividad (LIE).
La característica definitoria de este caso de estudio es la concentración de COV: 150 mg/Nm³ de NMHC total. Esta es una de las concentraciones de entrada más bajas de cualquier proyecto de reducción de COV revisado en esta colección. A 150 mg/Nm³, la rentabilidad de cada tecnología de tratamiento de una sola etapa se desglosa de la siguiente manera:
- RTO directo a 60.000 m³/h: A 150 mg/Nm³, el calor de combustión de los COV en el flujo completo de 60 000 m³/h está muy por debajo del umbral autotérmico para cualquier RTO. El gas natural como combustible suplementario se consumiría continuamente a un ritmo que haría que el costo operativo no fuera económicamente viable. Además, el tratamiento de 60 000 m³/h requiere una unidad de RTO muy grande con un alto costo de capital.
- Oxidación directa de CO (oxidación catalítica) a 60.000 m³/h: Ampliar el sistema de combustión catalítica a 60 000 m³/h requeriría un lecho catalítico muy grande con un alto coste de capital, y la velocidad del gas a través del catalizador necesitaría una gestión cuidadosa para mantener un tiempo de residencia adecuado a una concentración de solo 150 mg/Nm³.
- Concentrador de zeolita + CO a 3000 m³/h: El concentrador de zeolita reduce el volumen de tratamiento de 60 000 a 3 000 m³/h (relación 20:1) al tiempo que aumenta la concentración de 150 mg/Nm³ a aproximadamente 3 000 mg/Nm³. El sistema de oxidación catalítica de CO de 3 000 m³/h es compacto y requiere una baja inversión inicial; el gas concentrado de 3 000 mg/Nm³ supera el umbral autotérmico de CO a 250–300 °C, lo que permite un consumo nulo de gas natural durante la producción normal.
La empresa objeto de este estudio de caso es un fabricante de maquinaria de construcción en régimen de empresa conjunta que produce cabinas y accesorios para excavadoras, con una producción anual de 40 000 unidades, más de 600 empleados y equipos de producción de vanguardia internacional, incluyendo una prensa hidráulica de aceite de 1500 toneladas, máquinas de corte láser 3D, sistemas de robots de soldadura y líneas de recubrimiento en polvo. La operación de pintura genera 60 000 m³/h de aire de escape procedente de las cabinas de pintura en aerosol y los hornos de secado con una concentración muy baja de COV, que este sistema trata con una eficiencia del 96,41 TP3T y un coste operativo anual total de aproximadamente 159 000–272 000 RMB/año.
02 — Perfil de contaminación
Emisiones de pintura en aerosol: 60 000 m³/h con solo 150 mg/Nm³ de NMHC, exceso de pintura pegajosa que requiere tratamiento previo.
Los gases de escape provienen de cabinas de pintura en aerosol (aplicación de imprimación, capas intermedias y capas de acabado a conjuntos de cabinas de maquinaria de construcción), salas de mezcla de pintura, líneas de recubrimiento por flujo, hornos de secado, áreas de inspección y salas de mezcla de colores. El volumen de gas estándar es de 60 000 Nm³/h; el volumen del proceso es de 66 593 Nm³/h a 30 °C. Potencia del ventilador: 55 kW; presión del ventilador: 3000 Pa; diámetro del conducto: φ1200 mm. Contenido de O₂: 211 TP3T real/de referencia. Humedad: 401 TP3T.
El perfil de COV refleja las diversas formulaciones de pintura utilizadas en maquinaria de construcción: metilbenceno, dimetilbenceno, cetonas y ésteres de imprimaciones, capas intermedias y capas de acabado. El componente de la serie del benceno es significativo, con 120 mg/Nm³ (80% del total de NMHC), lo que refleja el contenido de disolventes aromáticos de las pinturas industriales de grado de construcción. No se observan otras especies significativas ni componentes corrosivos. La humedad es de 40% y no hay materiales corrosivos presentes. El gas también transporta restos de pintura en aerosol y neblina de aceite que deben ser pretratados antes del rotor de zeolita.
La concentración de entrada de 150 mg/Nm³ es muy baja: representa 1/10 de la concentración utilizada en la industria del betún, 1/20 de la utilizada en la industria farmacéutica y 1/33 de la concentración de entrada en la industria del betún. A esta concentración extremadamente baja, la etapa de concentración que proporciona el rotor de zeolita no solo es útil, sino que es el requisito indispensable para que cualquier sistema de oxidación térmica o catalítica sea económicamente viable.
| Parámetro | Concentración inicial | Salida real | Límite de la UE para artefactos explosivos improvisados (IED) / NER |
|---|---|---|---|
| NMHC (compuestos orgánicos volátiles totales) | 150 mg/Nm³ (muy bajo) | 18 mg/Nm³ | IED ≤50 mg/Nm³ |
| Benceno | Presente en la serie del benceno | 0,3 mg/Nm³ | IED ≤0,5 mg/Nm³ |
| Tolueno | 120 mg/Nm³ de la serie del benceno en total | 1,1 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xileno | Presente | 14 mg/Nm³ | IED ≤15 mg/Nm³ |
| Volumen de gas estándar | 60.000 Nm³/h | — | — |
| Volumen de gas de proceso | 66.593 Nm³/h a 30 °C | — | — |
| Humedad | 40% | — | — |
.webp)
03 — Concentrador de tamiz molecular de zeolita
Cómo el rotor de zeolita transforma 60 000 m³/h a 150 mg/Nm³ en 3000 m³/h a 3000 mg/Nm³.
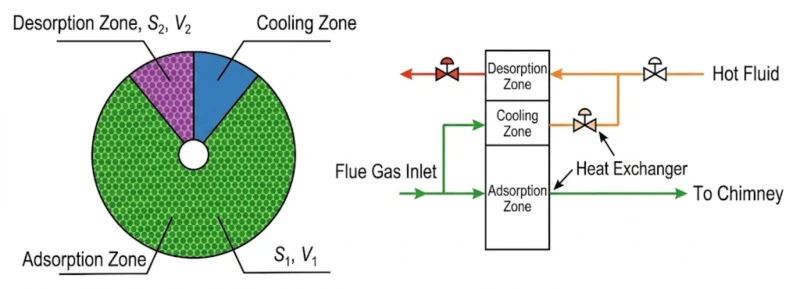
El concentrador rotatorio de tamiz molecular de zeolita (modelo BL-ZN-400) es la tecnología clave de este sistema. Utiliza el ciclo continuo de adsorción-desorción-enfriamiento de un gran disco giratorio impregnado con canales de zeolita hidrofóbica para lograr una concentración volumétrica de 20:1 del flujo de COV.
El rotor opera simultáneamente en tres zonas funcionales mientras gira: (1) Zona de adsorción (sector grande, área S₁): los 60 000 m³/h completos de aire de escape prefiltrado pasan a través de los canales de zeolita hidrofóbica; las moléculas de COV se adsorben selectivamente en la superficie de la zeolita; el aire limpio sale y se descarga; (2) Zona de desorción (pequeño sector, área S₂, aproximadamente 1/20 del área del rotor): una pequeña corriente de aire caliente a 180–200 °C (aproximadamente 3000 m³/h, calentada por el intercambiador de calor de placas utilizando el gas caliente de salida de CO) pasa a través de los canales de zeolita en dirección inversa, desprendiendo los COV adsorbidos; la salida de desorción es una corriente de COV de pequeño volumen y alta concentración a aproximadamente 3000 mg/Nm³ — la entrada del sistema de CO; (3) Zona de refrigeración (sector pequeño): el aire ambiente enfría la sección de zeolita recién regenerada antes de que regrese a la zona de adsorción, manteniendo la capacidad de adsorción.
El factor de concentración n = (S₁×V₁)/(S₂×V₂) = 20:1. Con S₂/S₁ aproximadamente 10:1 y velocidades frontales V₂/V₁ aproximadamente 2, la relación de concentración global es 20:1. En estado estacionario con una entrada de 150 mg/Nm³, la salida de desorción alcanza aproximadamente 3000 mg/Nm³ de NMHC.
Ventajas y limitaciones del rotor de zeolita (según la documentación)
Ventajas
- Relación de concentración de hasta 25:1 (este proyecto: 20:1)
- Larga vida útil; no requiere reemplazo programado de los medios de almacenamiento.
- Control DCS totalmente automatizado; funcionamiento sin supervisión.
- Certificado de seguridad; cumple con los requisitos a prueba de explosiones.
- Adsorbe eficazmente disolventes aromáticos; excelente rendimiento en la serie del benceno.
- La concentración de salida de la adsorción del rotor es estable y continua.
Limitaciones
- Se requiere un tratamiento previo (eliminar el polvo y la neblina de aceite).
- Requiere un preprocesamiento para eliminar el aerosol de pintura.
Especificación del rotor de zeolita
| Parámetro | Especificación |
|---|---|
| Modelo | BL-ZN-400 |
| Flujo de procesamiento | 60.000 m³/h |
| Relación de concentración | 20:1 |
| eficiencia del procesamiento de COV | >95% |
| Temperatura de desorción | 180–200 °C (calentado por un intercambiador de calor de placas que utiliza el gas caliente de salida de CO) |
| etapas de filtro seco | G4 / F5 / F9 (tres etapas) |
04 — Sistema de combustión catalítica de CO
Cómo la combustión catalítica de Pt/Pd destruye COV concentrados a 250–300 °C con recuperación de energía mediante intercambiador de calor de placas
La salida de desorción concentrada de 3000 m³/h (aproximadamente 3000 mg/Nm³ de NMHC) entra en el sistema de CO (oxidación catalítica). El sistema de CO utiliza catalizadores de metales preciosos Pt/Pd para oxidar los compuestos COV a 250–300 °C:
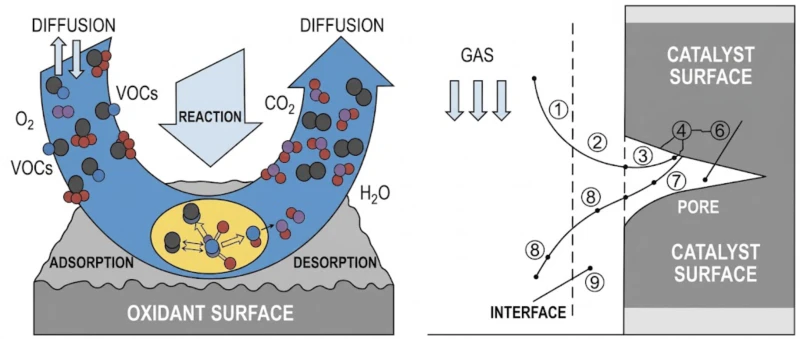
El catalizador Pt/Pd proporciona sitios activos superficiales donde las moléculas de COV se adsorben de la fase gaseosa, reaccionan con el oxígeno adsorbido en una reacción química superficial y producen CO₂ y H₂O como únicos productos. El mecanismo catalítico permite esta oxidación completa a 250–300 °C en lugar de los 760 °C requeridos para la oxidación térmica (no catalítica). El mecanismo se detalla a continuación: (1) las moléculas de COV y O₂ se transportan desde el volumen de gas a la superficie externa del catalizador; (2) tanto el COV como el O₂ se difunden a través de los canales de poros del catalizador; (3) el COV y el O₂ se adsorben en los sitios activos de la superficie del catalizador; (4) la reacción química superficial ocurre en los centros de los sitios activos, produciendo CO₂ y H₂O y liberando calor; (5) el CO₂ y el H₂O se desorben del centro activo de la superficie del catalizador; (6) el CO₂ y el H₂O se difunden desde la superficie interna del catalizador a la superficie externa; (7) El CO₂ y el H₂O se transfieren desde la superficie externa del catalizador al volumen de gas.
¿Por qué gas natural en lugar de un calentador eléctrico? Las instalaciones del cliente ya cuentan con gasoductos. El uso de gas natural para el calentamiento inicial de reacciones catalíticas resulta más rentable y estable que el calentamiento eléctrico. El gas natural proporciona un suministro de calor más denso y estable, evitando las fluctuaciones de temperatura iniciales que pueden producirse con los calentadores eléctricos. Además, el coste operativo por unidad de calor procedente del gas natural suele ser inferior al del calor eléctrico equivalente en los mercados energéticos de la UE.
Recuperación de energía mediante intercambiadores de calor de placas: El gas caliente de salida de CO (a unos 250–300 °C) pasa a través de un intercambiador de calor de placas que transfiere este calor al aire frío de entrada de desorción, elevándolo desde la temperatura ambiente hasta aproximadamente 180–200 °C. Este ciclo de recuperación de calor elimina la necesidad de gas natural o energía eléctrica adicionales para calentar el aire de desorción del rotor de zeolita, creando un ciclo de autosuficiencia energética entre el sistema de CO y la etapa de desorción de zeolita. Durante la producción normal, el caudal de gas natural se aproxima a 0 m³/h porque el calor exotérmico catalítico (junto con la recuperación del intercambiador de calor) es suficiente para mantener simultáneamente la temperatura del catalizador y la del aire de desorción.
Tres ventajas clave de la combustión catalítica (CO) sobre la oxidación térmica (RTO/TO)
- 1
Una temperatura de reacción más baja (250–300 °C) reduce drásticamente la energía suplementaria: A 250–300 °C, las pérdidas de calor del sistema al ambiente son mucho menores que a 760 °C (RTO). La cantidad de calor suplementario necesaria para compensar las pérdidas es proporcional a la diferencia de temperatura con respecto a la temperatura ambiente. Esto hace que los sistemas de CO sean intrínsecamente más eficientes energéticamente que los sistemas RTO para aplicaciones donde la concentración de COV proporciona un calor exotérmico limitado, como en este flujo concentrado de 3000 mg/Nm³. - 2
Su tamaño compacto (10×6 m) y su rápido arranque en frío (20-30 min) se adaptan al programa de producción de una planta de fabricación discreta: La fabricación de maquinaria de construcción se realiza por turnos de producción, en lugar de mediante un proceso continuo. El tamaño compacto y el rápido arranque del sistema de CO permiten encenderlo y apagarlo en sincronía con el cronograma de la línea de pintura, sin los largos tiempos de calentamiento necesarios para el precalentamiento del lecho cerámico de RTO. El quemador de 220 000 kcal/h y la conexión de gas natural de 24 m³/h permiten que el catalizador alcance la temperatura de funcionamiento en aproximadamente 20-30 minutos, lo que posibilita que la línea de pintura inicie el tratamiento de COV casi inmediatamente después del arranque de la planta. - 3
Sin contaminación secundaria por NOx: La combustión térmica a ≥760 °C genera una cantidad significativa de NOx térmico a partir del nitrógeno presente en el aire de combustión. La combustión catalítica a 250-300 °C se encuentra por debajo del umbral de temperatura para la formación de NOx térmico, por lo que los productos finales de la combustión son únicamente CO₂ y H₂O, sin formación secundaria de óxidos de nitrógeno. Esto es especialmente relevante para el cumplimiento de la Directiva de Emisiones Industriales (DEI) de la UE en jurisdicciones donde las emisiones de NOx por chimenea contribuyen a los límites ambientales de NO₂.
05 — Sistema de oxidación catalítica de CO y especificaciones completas
Arquitectura del sistema: Filtro seco de cuatro etapas + Rotor de zeolita + Intercambiador de calor de placas + Combustión catalítica de CO
+Hornos
60.000 m³/h
Filtro seco
Eliminación de pintura
BL-ZN-400
20:1 conc.
pila directa
descargar
Gas caliente →
aire de desorción
250–300 °C
Pt/Pd
18 mg de COV
96.4%

Parámetros de selección y capacidad instalada
| Artículo | Especificación |
|---|---|
| Flujo total de tratamiento (zeolita) | 60.000 m³/h |
| flujo de procesamiento de CO | 3.000 m³/h (corriente concentrada) |
| Modelo de zeolita / relación | BL-ZN-400; 20:1; >95% eficiencia de adsorción |
| Temperatura de desorción | 200 °C (calentado por intercambiador de calor de placas) |
| etapas de filtro seco | G4 / F5 / F9 (tres etapas progresivas) |
| Clasificación del quemador | 220.000 kcal/h; gas natural 24 m³/h (P: 0,03–0,06 MPa) |
| Ventilador de adsorción | 55 kW |
| Ventilador de desorción | 5,5 kW |
| Sistema de control | 3 kW |
| Ventilador de asistencia a la combustión | 1,5 kW |
| Potencia total instalada | 65 kW (380 V, 50 Hz) |
| Huella del equipo | 10 m × 6 m (muy compacto) |
| Costo anual de electricidad | 159.900 RMB (159.900 RMB; ventilador de adsorción dominante) |
| Coste anual de gas (min) | 11.200 RMB (solo puesta en marcha; 0 m³/h en funcionamiento normal) |
| Coste anual de gas (máximo) | 27.200 RMB (máximo 1,7 m³/h a 3,5 RMB/m³, escenario máximo) |
06 — Resultados operativos
Verificado: NMHC Online <20 mg/m³ (Límite local 60), Grado B Enterprise, 96.4% Eliminación
Tras la puesta en marcha, los datos del sistema CEMS en línea muestran consistentemente niveles de NMHC inferiores a 20 mg/m³, cumpliendo con el requisito del permiso local de 60 mg/m³ con un amplio margen de cumplimiento. La empresa ha obtenido la clasificación de emisiones de Grado B. El resumen de la experiencia confirma las ventajas clave: el concentrador de zeolita reduce el volumen de tratamiento de grandes volúmenes de baja concentración a pequeños volúmenes de alta concentración, lo que reduce significativamente el coste de capital del equipo y la dificultad del tratamiento; la tecnología de combustión catalítica reduce la temperatura de oxidación de los compuestos orgánicos, ahorrando energía operativa; y el intercambiador de calor de placas utiliza el gas caliente de salida de CO para calentar el aire de desorción, logrando la recuperación de energía y reduciendo el consumo de gas necesario para calentar dicho aire.
.webp)
07 — Precauciones de implementación
Lecciones de ingeniería cruciales para sistemas de recubrimiento de combustión catalítica de zeolita + CO.
- ⚠️
La intoxicación de catalizadores por aditivos de recubrimientos de pintura y metales pesados requiere una gestión de calidad del pretratamiento muy cuidadosa: Las pinturas industriales para maquinaria de construcción contienen una amplia gama de aditivos: pigmentos anticorrosivos (fosfato de zinc, cromato de zinc en algunas formulaciones antiguas), pigmentos metálicos en escamas (aluminio, zinc), agentes fluidificantes y catalizadores en sistemas de pintura de poliuretano de dos componentes (2K). Algunos de estos aditivos pueden volatilizarse parcialmente durante el secado y alcanzar el catalizador de CO, provocando su envenenamiento. El filtro seco de tres etapas (G4/F5/F9) debe mantenerse en excelentes condiciones para retener todos los contaminantes particulados antes de la zeolita. Si algún cambio en la formulación de la pintura introduce pigmentos de metales pesados o aditivos reactivos (en particular, vapor de isocianato de pinturas de poliuretano 2K), se requiere una revisión de ingeniería del impacto en el catalizador de CO antes de su implementación. - ⚠️
La relación de concentración de 20:1 está correctamente especificada para una entrada de 150 mg/Nm³; verifique que esta relación siga siendo adecuada si los cambios en la formulación de la pintura reducen aún más la concentración de COV: La relación de concentración 20:1 a 150 mg/Nm³ proporciona aproximadamente 3000 mg/Nm³ en la entrada de CO. Si la instalación cambia a pinturas con bajo contenido de COV o a base de agua que reducen la concentración de entrada a, digamos, 80 mg/Nm³, la entrada de CO baja a 1600 mg/Nm³, todavía por encima del umbral autotérmico para la combustión catalítica de CO a 250–300 °C. Sin embargo, si la concentración de entrada baja a 30 mg/Nm³ (como podría ocurrir con pinturas a base de agua con bajo contenido de COV), la entrada de CO a 20:1 sería de solo 600 mg/Nm³, acercándose al mínimo para una combustión catalítica estable sin gas suplementario continuo. Monitoree continuamente la concentración de CO en la entrada y planifique un posible aumento en la relación de concentración (a 25:1) si se planean cambios en la formulación de la pintura. - ⚠️
La acumulación de incrustaciones en los intercambiadores de calor de placas causadas por compuestos derivados de la pintura debe ser monitoreada y abordada de manera proactiva: El intercambiador de calor de placas transfiere calor del gas caliente de salida de CO al aire de entrada de desorción de zeolita. Ambos flujos de gas transportan COV residuales y productos de combustión de pintura. Con el tiempo, los compuestos de alto punto de ebullición pueden condensarse en las placas del intercambiador de calor y reducir la eficiencia de la transferencia térmica. Cuando la eficiencia de transferencia del intercambiador de calor disminuye, la temperatura del aire de desorción cae por debajo de 180 °C, lo que reduce la completitud de la desorción de zeolita y aumenta la variabilidad de la concentración de CO en la entrada. Monitoree continuamente la temperatura del aire de desorción; cuando caiga por debajo de 175 °C en condiciones normales de operación, inspeccione y limpie las placas del intercambiador de calor. - ⚠️
Los procedimientos de arranque de la combustión catalítica de CO deben seguirse estrictamente: el catalizador debe alcanzar los 250 °C antes de introducir el gas COV concentrado: Si se introduce gas COV concentrado (3000 mg/Nm³) en el lecho catalítico antes de que alcance la temperatura mínima de activación de 250 °C, el COV no se oxidará por completo. Los intermediarios parcialmente oxidados pueden depositarse en la superficie del catalizador, provocando ensuciamiento y una reducción de la actividad. La secuencia de arranque debe: (1) hacer funcionar el quemador de gas natural con aire limpio (sin COV) hasta que el lecho catalítico alcance ≥250 °C; (2) solo entonces abrir el flujo de desorción concentrada al catalizador. El procedimiento de arranque debe documentarse y seguirse en cada reinicio, no solo en el arranque inicial de puesta en marcha.
08 — Lecciones de ingeniería
Cuatro lecciones de este proyecto industrial de recubrimientos de zeolita + CO
- 1
Con una entrada de 150 mg/Nm³, el concentrador de zeolita no es opcional, sino un requisito indispensable para que cualquier oxidación térmica o catalítica sea económicamente viable. Sin concentración, tratar 60 000 m³/h a 150 mg/Nm³ con cualquier tecnología de oxidación térmica resulta antieconómico: el volumen de gas requiere equipos de gran tamaño y la concentración está muy por debajo de cualquier umbral autotérmico. La etapa de concentración 20:1 reduce el problema del tratamiento de «60 000 m³/h que requieren combustible suplementario continuo» a «3000 m³/h que se acercan al umbral autotérmico». Para cualquier planta de recubrimiento con una concentración de NMHC de entrada inferior a aproximadamente 500 mg/Nm³, el concentrador de zeolita debería ser el primer elemento del sistema por defecto, no una mejora opcional. - 2
La combustión catalítica de CO a 250–300 °C es la tecnología de oxidación final adecuada cuando el gas concentrado alcanza los 3000 mg/Nm³ y la instalación es un fabricante independiente con producción por turnos. El sistema de CO, con un tiempo de arranque de 20 a 30 minutos, un tamaño compacto (10 × 6 m) y la ausencia de suministro de gas suplementario a carga normal, se ajusta mejor a los requisitos operativos de una fábrica de maquinaria de construcción que un RTO (que requiere un calentamiento más prolongado, ocupa más espacio y es más adecuado para instalaciones de proceso continuo). La selección de la tecnología debe tener en cuenta el programa de producción, no solo la composición y concentración del gas. - 3
El acoplamiento del intercambiador de calor de placas entre la salida de CO y la desorción de zeolita no es una medida de eficiencia periférica, sino el acoplamiento energético que permite un funcionamiento normal con un consumo de combustible prácticamente nulo. Sin el intercambiador de calor de placas, el aire de desorción de zeolita tendría que calentarse continuamente mediante el quemador de gas natural desde la temperatura ambiente hasta 180-200 °C. El intercambiador de calor de placas transfiere esta carga térmica al gas caliente de salida de CO₂, que proporciona el calor de forma gratuita. Como resultado, el quemador de 220 000 kcal/h solo se necesita para el arranque y en las condiciones de funcionamiento con menor carga de COV. Este acoplamiento térmico convierte el gas de salida de CO₂ de un flujo de calor residual en el suministro de energía primaria para la etapa de desorción de zeolita. - 4
La selección del catalizador (metal precioso Pt/Pd sobre soporte cerámico) es correcta para pintar COV a 250–300 °C, y la formulación del catalizador debe verificarse frente a la mezcla de disolventes específica de la aplicación de pintura. Los catalizadores de Pt/Pd presentan una alta actividad intrínseca para hidrocarburos de la serie del benceno (tolueno, xileno), ésteres y cetonas, precisamente los disolventes presentes en esta aplicación de pintura de maquinaria de construcción. Las curvas de eficiencia de conversión frente a la temperatura para disolventes de pintura típicos confirman una destrucción >95% a 250 °C para el tolueno y el xileno, mientras que el metilbenceno requiere una temperatura ligeramente superior. La elección de un catalizador de óxido de metal base a base de Mn o Fe en lugar de Pt/Pd reduciría el coste del catalizador, pero aumentaría la temperatura de operación requerida en aproximadamente 50–80 °C, lo que erosionaría parcialmente la ventaja energética de la oxidación catalítica frente a la térmica.
09 — Preguntas frecuentes
Recubrimiento de combustión catalítica de zeolita + CO y COV: Diez preguntas respondidas
Preguntas de gestores de permisos medioambientales, ingenieros de producción y equipos de EHS (Medio Ambiente, Salud y Seguridad) en instalaciones de recubrimiento, pintura y acabado de superficies que planifican sistemas de concentración de zeolita + combustión catalítica según los requisitos de la Directiva IED de la UE / Decreto de Actividades neerlandés.
¿Concentración muy baja de COV? La concentración de zeolita es la respuesta.
Explore las soluciones de concentración de zeolita y combustión catalítica para la industria de recubrimientos (VOC).
Desde concentradores de tamices moleculares de zeolita combinados con combustión catalítica de CO para recubrimientos de COV de muy baja concentración hasta oxidadores térmicos regenerativos Para aplicaciones de mayor concentración, nuestro equipo de ingeniería selecciona la tecnología óptima para su volumen de gas, concentración y programa de funcionamiento específicos.





















