案例研究 · VOC减排
一家合资工程机械驾驶室制造商如何利用沸石分子筛转子(BL-ZN-400,浓缩比 20:1)将 60,000 立方米/小时的极低浓度涂装室尾气(总 VOC 浓度为 150 毫克/立方米)浓缩至 3,000 立方米/小时,然后进行催化燃烧,并利用板式换热器回收 CO 出口热量,为沸石解吸提供动力,从而在正常运行期间消除额外能源,最终实现了 96.4% VOC 去除率和 NMHC 排放浓度低于 20 毫克/立方米。
沸石浓缩器
一氧化碳催化燃烧
铂/钯贵金属催化剂
板式 HX 能量回收
01 — 行业背景
超低浓度涂料VOC:为什么直接RTO和直接CO₂工艺都不经济,以及为什么沸石+CO₂工艺才是解决方案
涂料和喷漆行业为汽车、工程机械、消费电子产品、家用电器、家具和工业设备等行业的金属和非金属部件提供表面保护和装饰性涂层。喷涂作业在涂料喷涂和干燥阶段会产生挥发性有机化合物 (VOC) 排放,因为溶剂会挥发到大流量稀释气流中,而稀释气流是确保工作浓度低于爆炸下限 (LEL) 所必需的。
本案例研究的关键特征是VOC浓度:总NMHC浓度为150 mg/Nm³。这是本系列研究中所有VOC减排项目中入口浓度最低的之一。在150 mg/Nm³的浓度下,所有单级处理技术的经济效益均不理想:
- 直接RTO流量为60,000立方米/小时: 在150 mg/Nm³的浓度下,60,000 m³/h流量下的VOC燃烧热远低于任何RTO的自热阈值。天然气辅助燃料的持续消耗将导致运行成本过高,难以实现经济效益。此外,处理60,000 m³/h的VOC需要体积庞大、投资成本极高的RTO装置。
- 直接CO(催化氧化)处理量为60,000立方米/小时: 将催化燃烧系统规模扩大到 60,000 m³/h 将需要一个非常大的催化剂床,这将带来很高的资本成本,并且需要仔细控制催化剂上的气体速度,以在仅 150 mg/Nm³ 的浓度下保持足够的停留时间。
- 沸石浓缩器 + CO,流量 3,000 立方米/小时: 沸石浓缩器将处理量从 60,000 立方米/小时减少到 3,000 立方米/小时(比例为 20:1),同时将浓度从 150 毫克/标准立方米提高到约 3,000 毫克/标准立方米。这套 3,000 立方米/小时的 CO 催化氧化系统结构紧凑、投资成本低;浓度为 3,000 毫克/标准立方米的浓缩气体温度高于 250–300°C 的 CO 自热阈值,因此在正常生产过程中无需消耗天然气。
本案例研究中的企业是一家合资工程机械制造商,主要生产挖掘机驾驶室及配件,年产量达4万台,拥有600多名员工,并配备了国际先进的生产设备,包括1500吨液压油压机、3D激光切割机、焊接机器人系统和粉末涂装生产线。其喷漆作业会产生6万立方米/小时的废气,这些废气来自喷漆室和干燥箱,VOC浓度极低。该系统可对这些废气进行处理,处理效率高达96.4%,年总运行成本约为15.9万至27.2万元人民币。
02 — 污染概况
喷漆废气:60,000 立方米/小时,非甲烷碳氢化合物 (NMHC) 含量仅为 150 毫克/标准立方米,粘性油漆过喷需要预处理。
废气来源于喷漆室(对工程机械驾驶室组件喷涂底漆、中间漆和面漆)、油漆调配室、流涂生产线、干燥箱、检验区和调色室。标准气体流量为 60,000 Nm³/h;工艺气体流量在 30°C 时为 66,593 Nm³/h。风机功率:55 kW;风机压力:3,000 Pa;风管直径:φ1,200 mm。氧气含量:21%(实际值/基准值)。湿度:40%。
VOC成分反映了工程机械上使用的各种涂料配方:底漆、中间漆和面漆配方中含有的甲苯、二甲苯、酮类和酯类。苯系化合物含量显著,为120 mg/Nm³(占总NMHC的80%),反映了建筑级工业涂料中芳香族溶剂的含量。未发现其他显著成分或腐蚀性组分。湿度为40%,且不存在腐蚀性物质。气体中还含有粘性涂料过喷物和油雾,这些物质必须在进入沸石转子之前进行预处理。
150 mg/Nm³ 的入口浓度非常低:仅为沥青行业入口浓度的 1/10、制药行业入口浓度的 1/20 和沥青行业入口浓度的 1/33。在如此低的浓度下,沸石转子提供的浓缩步骤不仅起到辅助作用,而且是任何热氧化或催化氧化系统经济可行的前提条件。
| 范围 | 初始浓度 | 实际出口 | 欧盟简易爆炸装置/NER限制 |
|---|---|---|---|
| NMHC(总挥发性有机化合物) | 150 毫克/立方米(非常低) | 18 毫克/立方米 | IED ≤50 mg/Nm³ |
| 苯 | 存在于苯系化合物中 | 0.3 毫克/立方米 | IED ≤0.5 mg/Nm³ |
| 甲苯 | 120 mg/Nm³ 苯系总量 | 1.1 毫克/立方米 | IED ≤5 mg/Nm³ |
| 二甲苯 | 展示 | 14 毫克/立方米 | IED ≤15 mg/Nm³ |
| 标准气体体积 | 60,000 牛米/小时 | — | — |
| 工艺气体量 | 30°C时流量为66,593 Nm³/h | — | — |
| 湿度 | 40% | — | — |
.webp)
03 — 沸石分子筛浓缩器
沸石转子如何将 60,000 立方米/小时、密度为 150 毫克/标准立方米的物料转化为 3,000 立方米/小时、密度为 3,000 毫克/标准立方米的物料?
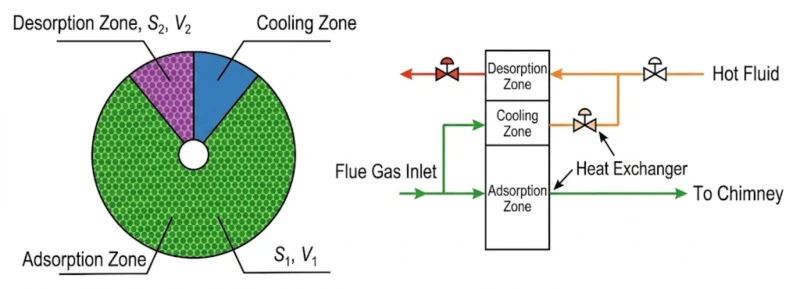
沸石分子筛旋转浓缩器(型号 BL-ZN-400)是该系统的核心使能技术。它利用浸渍有疏水性沸石通道的大型旋转圆盘的连续吸附-解吸-冷却循环,实现 VOC 气流 20:1 的体积浓缩。
转子在旋转过程中同时在三个功能区运行:(1) 吸附区 (大扇区,面积 S₁):60,000 m³/h 的预过滤废气全部通过疏水性沸石通道;VOC 分子选择性地吸附在沸石表面;洁净空气排出并排放;(2) 解吸区 (小扇区,面积 S₂,约为转子面积的 1/20):一小股 180–200°C 的热空气(约 3,000 m³/h,由板式换热器利用 CO 出口热气加热)反向流经沸石通道,脱除吸附的 VOC;脱附出口是一股小体积、高浓度的 VOC 气流,浓度约为 3,000 mg/Nm³——即 CO 系统入口;(3) 冷却区 (小区域):环境空气冷却刚刚再生的沸石部分,然后将其返回吸附区,从而保持吸附能力。
浓缩因子 n = (S₁×V₁)/(S₂×V₂) = 20:1。当 S₂/S₁ 约为 10:1,面速度 V₂/V₁ 约为 2 时,总浓缩比为 20:1。在入口浓度为 150 mg/Nm³ 的稳态下,解吸出口的 NMHC 浓度约为 3,000 mg/Nm³。
沸石转子的优点和局限性(已记录)
优势
- 浓缩比最高可达 25:1(本项目:20:1)
- 使用寿命长;无需定期更换介质
- 全自动DCS控制;无人值守运行
- 已通过安全认证;符合防爆要求
- 对芳香族溶剂吸附效果好;对苯系溶剂性能优异
- 转子吸附输出浓度稳定且连续
局限性
- 需要进行预处理(去除灰尘和油雾)
- 需要预处理以去除油漆气雾剂
沸石转子规格
| 范围 | 规格 |
|---|---|
| 模型 | BL-ZN-400 |
| 处理流程 | 60,000立方米/小时 |
| 浓度比 | 20:1 |
| VOC处理效率 | >95% |
| 解吸温度 | 180–200°C(采用板式换热器,利用CO出口热气加热) |
| 干式过滤阶段 | G4 / F5 / F9(三个阶段) |
04 — 一氧化碳催化燃烧系统
利用板式换热器能量回收技术,Pt/Pd催化燃烧如何在250–300°C下有效去除高浓度VOCs
浓度为 3,000 m³/h 的解吸出口(约含 3,000 mg/Nm³ NMHC)进入 CO(催化氧化)系统。该 CO 系统采用贵金属 Pt/Pd 催化剂在 250–300°C 下氧化 VOC 化合物:
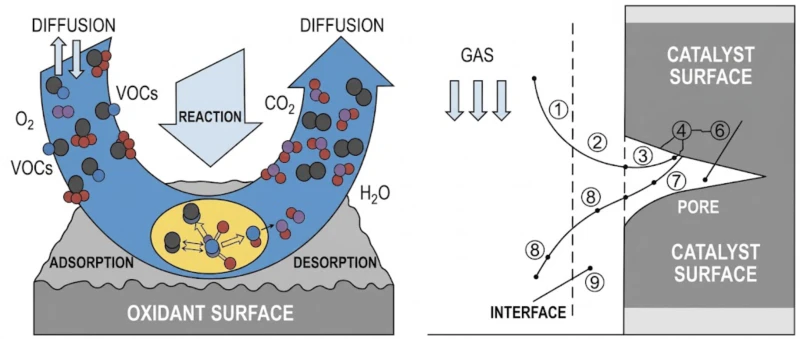
Pt/Pd催化剂提供表面活性位点,VOC分子从气相吸附于这些位点,与吸附的氧气发生表面化学反应,生成CO₂和H₂O作为唯一产物。该催化机制使得VOC分子在250–300°C下即可完全氧化,而热(非催化)氧化则需要760°C。其机制详述如下:(1)VOC分子和O₂从气相主体传输至催化剂外表面;(2)VOC和O₂均扩散通过催化剂孔道;(3)VOC和O₂吸附于催化剂表面活性位点;(4)表面化学反应在活性位点中心发生,生成CO₂和H₂O并释放热量;(5)CO₂和H₂O从催化剂表面活性中心解吸;(6)CO₂和H₂O从催化剂内表面扩散至外表面;(7)CO₂和H₂O从催化剂外表面转移至气相主体。
为什么选择天然气而不是电暖器: 客户工厂已铺设天然气管道。与电加热相比,使用天然气作为催化反应的启动热源更具成本效益且更稳定。天然气可提供更高密度、更稳定的热源,避免了电加热器启动时可能出现的温度波动。此外,在欧盟能源市场,天然气单位热量的运行成本通常低于同等电加热成本。
板式换热器能量回收: 一氧化碳出口的热气(温度约为250–300°C)流经板式换热器,将热量传递给冷的脱附入口空气,使其温度从环境温度升高至约180–200°C。该热回收回路无需额外天然气或电能来加热沸石转子脱附空气,从而在一氧化碳系统和沸石脱附阶段之间形成能量自给自足的回路。在正常生产过程中,天然气流量接近于0 m³/h,因为催化放热产生的热量(加上换热器回收的热量)足以同时维持催化剂温度和脱附空气温度。
催化燃烧 (CO) 相对于热氧化 (RTO/TO) 的三大主要优势
- 1
较低的反应温度(250–300°C)可显著降低所需的额外能量: 在 250–300°C 时,系统向环境的热损失远低于 760°C (RTO) 时的热损失。补偿热损失所需的补充热量与高于环境温度的温差成正比。因此,对于 VOC 浓度提供的放热量有限的应用,例如本例中 3,000 mg/Nm³ 的浓缩气流,CO 系统本质上比 RTO 系统更节能。 - 2
占地面积小(10×6 米)和冷启动速度快(20-30 分钟)适合离散制造工厂的生产计划: 工程机械制造采用轮班生产模式,而非连续生产。CO系统占地面积小,启动迅速,可与喷漆生产线的进度同步启动和停止,无需像RTO陶瓷床那样长时间预热。220,000千卡/小时的燃烧器和24立方米/小时的天然气供应可在约20-30分钟内将催化剂加热至工作温度,使喷漆生产线在设备启动后几乎可以立即开始VOC处理。 - 3
无二次污染: 在≥760°C的温度下进行的热燃烧会从燃烧空气中的氮气中生成大量的热力型NOx。在250–300°C的温度下进行催化燃烧,温度低于热力型NOx的生成温度阈值,因此最终燃烧产物仅为CO₂和H₂O,不会生成二次氮氧化物。这对于欧盟工业排放指令(IED)的合规性尤为重要,尤其是在NOx烟气排放会影响环境NO₂排放限值的地区。
05 — 一氧化碳催化氧化系统及完整规格
系统架构:四级干式过滤器+沸石转子+板式换热器+CO催化燃烧
烤箱
60,000立方米/小时
干式过滤器
去除油漆
BL-ZN-400
20:1 浓度
直接堆栈
释放
热气 →
解吸空气
250–300°C
铂/钯
18毫克挥发性有机化合物
96.4%

选择参数和安装容量
| 物品 | 规格 |
|---|---|
| 总处理流量(沸石) | 60,000立方米/小时 |
| CO处理流程 | 3,000 立方米/小时(浓缩流) |
| 沸石模型/比例 | BL-ZN-400;20:1;吸附效率>95% |
| 解吸温度 | 200°C(板式热交换器加热) |
| 干式过滤阶段 | G4 / F5 / F9(三个渐进阶段) |
| 燃烧器额定功率 | 220,000 千卡/小时;天然气 24 立方米/小时(压力:0.03–0.06 兆帕) |
| 吸附风扇 | 55千瓦 |
| 解吸风扇 | 5.5千瓦 |
| 控制系统 | 3千瓦 |
| 燃烧辅助风扇 | 1.5千瓦 |
| 总装机功率 | 65千瓦(380伏,50赫兹) |
| 设备占地面积 | 10米×6米(非常紧凑) |
| 年度电费 | 159,900 元人民币(159,900 元人民币;吸附式风扇为主) |
| 年度天然气费用(分钟) | 11,200 元人民币(仅启动费用;正常运行耗气量为 0 立方米/小时) |
| 年度燃气费用(最高) | 27,200 元人民币(最大流量 1.7 立方米/小时,单价 3.5 元人民币/立方米,最高方案) |
06 — 运营结果
经核实:NMHC 在线检测浓度 <20 mg/m³(当地限值为 60),B 级企业检测,去除率 96.4%
调试完成后,在线CEMS数据显示非甲烷烃(NMHC)浓度持续低于20 mg/m³,远超当地60 mg/m³的排放许可要求,企业已达到B级排放标准。经验总结证实了以下关键优势:沸石浓缩器将处理量由大体积低浓度改为小体积高浓度,显著降低了设备购置成本和处理难度;催化燃烧技术降低了有机化合物的氧化温度,节约了运行能耗;板式换热器利用CO出口的热气加热解吸空气,实现了能量回收,并降低了加热解吸空气所需的燃气消耗。
.webp)
07 — 实施注意事项
沸石+CO催化燃烧涂层系统的关键工程经验
- ⚠️
涂料添加剂和重金属造成的催化剂中毒需要严格的预处理质量管理: 用于工程机械的工业涂料含有多种添加剂:防腐颜料(某些传统配方中含有磷酸锌、铬酸锌)、金属片状颜料(铝、锌)、流平剂以及双组分(2K)聚氨酯涂料体系中的催化剂。部分添加剂在干燥过程中会部分挥发,并到达CO催化剂,导致催化剂中毒。三级干式过滤器(G4/F5/F9)必须保持良好状态,以便在沸石之前拦截所有颗粒物污染物。如果涂料配方变更引入了重金属颜料或活性添加剂(特别是来自2K聚氨酯涂料的异氰酸酯蒸气),则在实施前必须进行工程评估,以评估其对CO催化剂的影响。 - ⚠️
20:1 的浓度比是针对 150 mg/Nm³ 的入口浓度正确设定的——如果涂料配方发生变化,VOC 浓度进一步降低,请验证此比例是否仍然足够: 在150 mg/Nm³的浓度下,20:1的浓缩比可使CO入口浓度达到约3,000 mg/Nm³。如果工厂改用低VOC或水性涂料,导致入口浓度降低至例如80 mg/Nm³,则CO入口浓度将降至1,600 mg/Nm³——仍高于250–300°C下CO催化燃烧的自热阈值。然而,如果入口浓度降至30 mg/Nm³(例如使用低VOC水性涂料时),则在20:1的浓缩比下,CO入口浓度仅为600 mg/Nm³,接近无需持续补充气体即可稳定催化燃烧的最低浓度。应持续监测CO入口浓度,并在计划更换涂料配方时,做好浓缩比可能提高(至25:1)的准备。 - ⚠️
必须对油漆相关化合物造成的板式换热器结垢进行监测,并主动予以处理: 板式换热器将CO出口热气的热量传递给沸石解吸入口空气。两股气流均含有残留的VOC和油漆燃烧产物。随着时间的推移,高沸点化合物会在换热器板片上冷凝,降低传热效率。当换热器传热效率降低时,解吸空气温度会降至180°C以下,从而降低沸石解吸的完全度,并增加CO入口浓度的波动。应持续监测解吸空气温度;在正常运行条件下,当温度降至175°C以下时,应检查并清洁换热器板片。 - ⚠️
CO催化燃烧启动程序必须严格遵守:催化剂必须达到250°C后才能引入浓缩的VOC气体: 如果在催化剂床层温度未达到最低活化温度 250°C 之前,将高浓度 VOC 气体(3,000 mg/Nm³)引入催化剂床层,则 VOC 将无法完全氧化。未完全氧化的中间体会沉积在催化剂表面,导致结垢和活性降低。启动程序必须:(1) 使用清洁空气(不含 VOC)运行天然气燃烧器,直至催化剂床层温度达到 ≥250°C;(2) 仅在此温度达到 ≥250°C 时,才将高浓度解吸气流引入催化剂。每次重新启动都必须记录并遵循此启动程序,而不仅仅是初始调试启动。
08 — 工程要点
从这个沸石+CO涂层行业项目中汲取的四个经验教训
- 1
在入口浓度为 150 mg/Nm³ 时,沸石浓缩器不是可选项——它是使任何热氧化或催化氧化在经济上可行的先决条件。 如果不进行浓缩,采用任何热氧化技术处理 60,000 立方米/小时、浓度为 150 毫克/标准立方米的气体都是不经济的:气体量巨大,需要大型设备,且浓度远低于任何自热阈值。20:1 的浓缩步骤将处理问题从“需要持续补充燃料的 60,000 立方米/小时”简化为“接近自热的 3,000 立方米/小时”。对于任何入口非甲烷碳氢化合物 (NMHC) 浓度低于约 500 毫克/标准立方米的涂层设施,沸石浓缩器应作为默认的首选系统组件,而非可选升级方案。 - 2
当浓缩气体浓度为 3,000 mg/Nm³ 且生产设施为采用轮班制生产的离散制造商时,250–300°C 的 CO 催化燃烧是合适的最终氧化技术。 CO系统启动时间仅需20-30分钟,占地面积小(10×6米),且在正常负荷下无需补充气体,因此比RTO(预热时间更长,占地面积更大,更适合连续生产设施)更符合工程机械工厂的运行要求。技术选择必须考虑生产计划,而不仅仅是气体成分和浓度。 - 3
CO 出口与沸石解吸之间的板式换热器耦合不是一种外围的效率措施——它是实现近乎零燃料正常运行的能量耦合。 如果没有板式换热器,沸石解吸空气需要由天然气燃烧器持续加热,从环境温度升至 180–200°C。板式换热器将这部分加热任务传递给 CO 出口热气,从而免费提供热量。因此,220,000 kcal/h 的燃烧器仅需在启动和最低 VOC 负荷运行条件下使用。这种热耦合将 CO 出口气体从废热流转化为沸石解吸阶段的主要能源。 - 4
催化剂的选择(Pt/Pd 贵金属负载于陶瓷载体上)适用于 250–300°C 的涂料 VOC,并且必须根据涂料应用的特定溶剂混合物来验证催化剂配方。 Pt/Pd催化剂对苯系烃(甲苯、二甲苯)、酯类和酮类具有很高的本征活性——这些溶剂正是本工程机械涂装应用中常见的溶剂。典型涂装溶剂的转化率-温度曲线表明,甲苯和二甲苯在250℃下即可被降解至95%以上,而甲苯则需要略高的温度。选择锰基或铁基贱金属氧化物催化剂代替Pt/Pd催化剂可以降低催化剂成本,但会使所需的操作温度升高约50-80℃,从而部分抵消催化氧化相对于热氧化的能量优势。
09 — 常见问题解答
沸石+CO催化燃烧涂层VOC:十个问题的解答
来自涂装、喷漆和表面处理设施的环境许可经理、生产工程师和 EHS 团队的问题,他们计划根据欧盟 IED / 荷兰活动法令的要求建设沸石浓缩器 + 催化燃烧系统。
VOC浓度极低?沸石浓度是解决方案。
探索用于涂料行业的沸石浓缩器+催化燃烧解决方案(VOC)
从沸石分子筛浓缩器结合CO催化燃烧去除极低浓度涂料VOC到 再生式热氧化器 对于更高浓度的应用,我们的工程团队会根据您的具体气体量、浓度和运行计划选择最佳技术。





















