Estudo de Caso · Controle de Emissões Industriais
Como uma empresa química de fósforo que atende mais de 20 países conseguiu eliminar completamente a pluma branca visível, passou na inspeção de aceitação do governo na primeira tentativa e conquistou a designação provincial de "Fábrica Verde" — com um sistema de redução de pluma magnética bifásico que trata 570.000 Nm³/h de gases residuais altamente corrosivos de fornos.
Redução de Fumaça com Retardante de Chamas
Tratamento de gases residuais de produtos químicos contendo fósforo
Supressão de pluma não térmica
Controle de névoa ácida em fornos elétricos
01 — Contexto do Setor
Por que as fábricas de produtos químicos finos com retardantes de chama estão sob escrutínio intensificado em relação às emissões?
O setor de produtos químicos finos retardantes de chama — que engloba retardantes de chama à base de fósforo, fertilizantes fosfatados, produção de fósforo amarelo e processamento químico associado — é uma das categorias industriais mais rigorosamente regulamentadas no Cinturão Econômico do Rio Yangtzé, na China. Uma iniciativa nacional dedicada à remediação, a Plano de Ação Especial de Retificação “Três Fósforos” do Rio YangtzéA operação tem como alvo as atividades de mineração de fósforo, as empresas de produtos químicos à base de fósforo e as instalações de armazenamento de fosfogesso em sete províncias e municípios, incluindo Jiangsu, Hubei, Hunan, Sichuan, Guizhou e Yunnan.
A estrutura de remediação em cinco etapas abrange a identificação do problema, o projeto de retificação "um plano por empresa", a verificação da conclusão, a inspeção dos resultados da retificação e a aplicação contínua das normas. Para os fabricantes de produtos químicos à base de fósforo que utilizam fornos de processo térmico a quente — a tecnologia de produção dominante para retardantes de chama à base de fósforo — o principal desafio de conformidade é o fluxo combinado de gases residuais dos fornos de arco elétrico: uma mistura de névoa ácida, poluentes orgânicos, partículas finas, metais pesados e vapor de água totalmente saturado, que produz emissões densas e persistentes de pluma branca visíveis a quilômetros de distância.
Sob GB 31573–2015 Norma de Emissão de Poluentes Atmosféricos para a Indústria Química InorgânicaA concentração de material particulado não deve exceder 10 mg/Nm³, a de SO₂ deve permanecer abaixo de 30 mg/Nm³ e a de NOx abaixo de 100 mg/Nm³ na chaminé. Atingir esses limites, eliminando simultaneamente a pluma branca visível em operações com múltiplos fornos e duas oficinas, com um volume total de gás de 570.000 Nm³/h, exige uma abordagem fundamentalmente diferente da lavagem úmida em torre única.
“Os gases residuais de processos químicos à base de fósforo estão entre os fluxos de gases de combustão industriais mais corrosivos e complexos em termos de composição encontrados na prática. Os dutos convencionais de fibra de vidro ou aço-carbono e os sistemas padrão de lavagem alcalina falham rapidamente. O único caminho duradouro para a conformidade é a tecnologia que seja intrinsecamente resistente à corrosão e que não gere efluentes secundários.”
— Resumo Técnico de Engenharia do Projeto, Fase 1 e Fase 2 de Redução da Pluma Magnética

02 — Perfil de Poluição
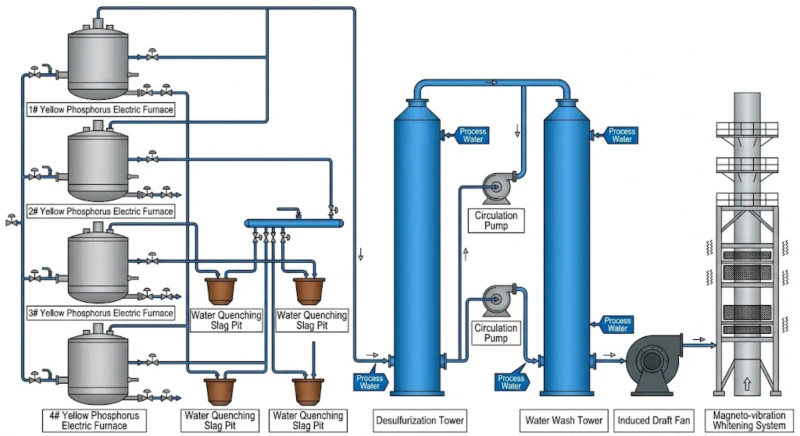
Caracterização dos gases de combustão em oficinas duplas: gases de exaustão dos fornos da oficina principal e da oficina traseira.
A instalação opera duas zonas de produção independentes: a Oficina principal, abrigando 4 fornos elétricos de processo a quente para ácido fosfórico com um volume nominal combinado de gases de combustão de 350.000 Nm³/h; e o Oficina traseira, operando 2 fornos térmicos adicionais (Forno 7 e Forno 8) gerando 220.000 Nm³/h. Cada forno é acompanhado por um tanque de resfriamento a água, uma coifa de coleta de fumos pré-forno, um tanque de coleta de ácido e uma piscina de recirculação.
Os gases de exaustão de fornos elétricos de ácido fosfórico a quente carregam uma mistura excepcionalmente agressiva de poluentes. Além das partículas e do dióxido de enxofre presentes na maioria dos gases de combustão industriais, os gases de exaustão dos fornos de fósforo contêm contaminantes orgânicos, vapores de pentóxido de fósforo e — o que é crítico — monóxido de carbono em altas concentrações iniciais (até 2.000 mg/Nm³), provenientes da química de redução de carbono do processo térmico de ácido fosfórico. Os gases de combustão também carregam traços de arsênio a 1 mg/Nm³, adicionando uma dimensão de saúde pública ao desafio de conformidade.
- Óxidos de nitrogênio (NOx): Concentração inicial de 100 mg/Nm³. Limite de saída regulamentado de 100 mg/Nm³ — a relação entre a concentração de entrada e o limite não oferece margem com a tecnologia convencional.
- Dióxido de enxofre (SO₂): Níveis iniciais de 500 mg/Nm³; meta de saída ≤30 mg/Nm³. Requer pré-tratamento de dessulfurização de alta eficiência a montante da unidade de redução magnética.
- Material particulado (MP): Concentração inicial de 220 mg/Nm³; meta de saída ≤10 mg/Nm³. Fumos finos de fósforo e partículas de carbono requerem captura profunda em nível submicrométrico.
- Monóxido de carbono (CO): Concentração inicial de 2.000 mg/Nm³ — um risco de explosão que deve ser controlado por meio de pré-combustão antes que o fluxo de gás atinja qualquer equipamento de tratamento subsequente.
- Fluoreto de hidrogênio (HF): Inicialmente 50 mg/Nm³. Altamente corrosivo; especifica aço inoxidável duplex (2205) em vez de aço carbono padrão em todas as superfícies molhadas e materiais absorventes.
- Arsênio (As): Concentração inicial de 1 mg/Nm³. Requer captura a níveis próximos de zero para proteger a saúde humana e atender às disposições sobre metais pesados na norma GB 31573.
- Névoa ácida saturada e pluma branca: O gás de exaustão pós-lavagem úmida entra no estágio de abatimento magnético a aproximadamente 35°C, com umidade relativa próxima de 100% e carga de poluentes na entrada de 100 mg/Nm³, gerando uma densa pluma branca visível em todas as condições ambientais.
| Parâmetro | Concentração inicial | Outlet (Design) | Limite regulamentar |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO&sub2; | 500 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Material particulado (MP) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Monóxido de carbono (CO) | 2.000 mg/Nm³ | Controlado por meio de pré-combustão | — |
| Fluoreto de hidrogênio (HF) | 50 mg/Nm³ | Próximo de zero | — |
| Arsênio (As) | 1 mg/Nm³ | 0,0008 mg/Nm³ | Disposição sobre metais pesados |
| Densidade de poluentes mistos na entrada (pós-dessulfurização) | 100 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| pluma branca visível | Presente (grave) | Nenhum (invisível) | Nenhuma pluma branca visível |
| Temperatura dos gases de combustão na entrada | 80°C (saída do forno); ≈35°C (pós-lavagem) | — | — |
| Volume total de gases de combustão tratados | 350.000 + 220.000 Nm³/h | — | — |
03 — Requisitos de Engenharia
Critérios de projeto para redução da pluma magnética em aplicações químicas altamente corrosivas com fósforo.
A equipe de especificação do projeto estabeleceu os seguintes requisitos de projeto antes de qualquer seleção de tecnologia. Estes refletem os desafios únicos dos gases residuais da produção de fósforo e o contexto operacional das duas oficinas, e nortearam todas as escolhas de materiais e equipamentos ao longo do projeto.
Somente tecnologia comprovada
Somente tecnologias de purificação comercialmente maduras e comprovadas em campo são aceitáveis. O sistema deve alcançar uma melhoria de 30% a 50% em relação à linha de base existente, com base em resultados verificados de instalações comparáveis nos setores de produtos químicos fosforados ou em setores industriais corrosivos semelhantes.
Ampla tolerância a gases de combustão
O sistema deve manter um desempenho de purificação estável quando o volume de gases de combustão flutuar entre 10% e 110% da capacidade nominal de projeto, acomodando variações na carga do forno, ciclos de produção e isolamento planejado para manutenção de unidades individuais do forno.
Resistência à corrosão específica para cada classe
Todos os componentes em contato com o fluxo de gases de combustão contendo fósforo — camadas absorventes, revestimentos de dutos, paredes do vaso, carcaças de ventiladores e fixadores — devem ser fabricados em aço inoxidável duplex 2205 ou materiais resistentes à corrosão com classificação equivalente. O aço inoxidável padrão 304 ou 316L é insuficiente para fluxos contendo HF.
Poluição Secundária Zero
O processo de tratamento não deve gerar efluentes de águas residuais, soluções reagentes usadas ou fluxos de resíduos sólidos perigosos que exijam descarte adicional. O condensado capturado pode ser direcionado para o sistema de recirculação de água existente para recuperação por evaporação. O fornecimento de matéria-prima para o sistema deve ser estável e totalmente nacional.
Eficiência energética e controle de custos
A seleção de equipamentos e a engenharia de sistemas devem minimizar o investimento inicial e os custos operacionais. Todos os principais equipamentos adquiridos devem ser provenientes de fabricantes com certificação de qualidade nacional. As especificações elétricas devem ser dimensionadas para evitar superdimensionamento, utilizando ventiladores com inversor de frequência quando aplicável.
Conformidade com o ruído
Todos os equipamentos rotativos não devem exceder 85 dB(A) medidos a 1 m da superfície da unidade, em conformidade com os limites de ruído de classe II da norma GB 12348–2008 para ambientes industriais. A seleção do ventilador deve levar em consideração os requisitos de pressão estática aumentada da configuração bifásica.
Arquitetura modular e preparada para o futuro
O conceito de projeto modular deve permitir que o sistema se adapte a requisitos ambientais cada vez mais rigorosos ao longo de 3 a 5 anos, sem a necessidade de reformulação do sistema principal. A tecnologia avançada deve, simultaneamente, reduzir as emissões concomitantes de poluentes gasosos de baixa frequência para posicionar a instalação para a classificação de baixíssima emissão.
Integração de recuperação de água
O condensado capturado da camada absorvedora de abatimento magnético contém ácido fosfórico residual com pH ≈ 2. Em vez de ser tratado como efluente, o condensado deve ser encaminhado através de uma unidade de recuperação evaporativa e devolvido ao sistema de água de circulação como água de reposição, reduzindo o consumo de água potável e eliminando completamente o fluxo de descarga de efluentes.
04 — Solução de Tratamento
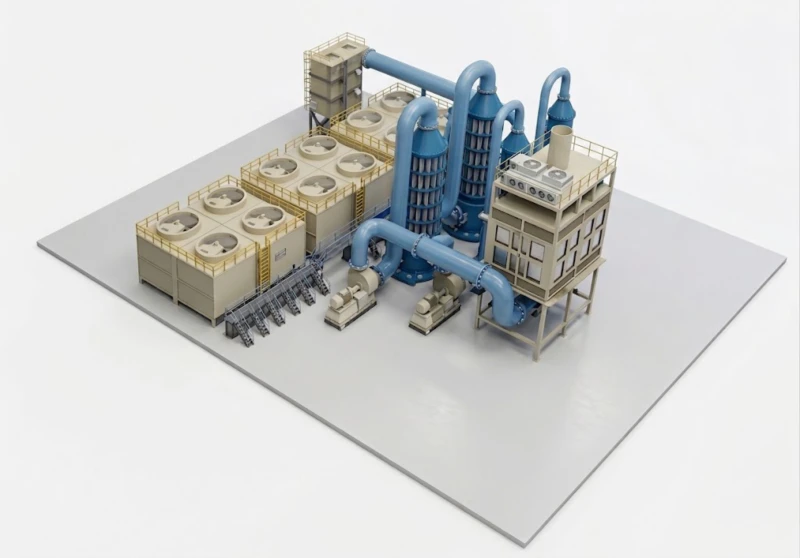
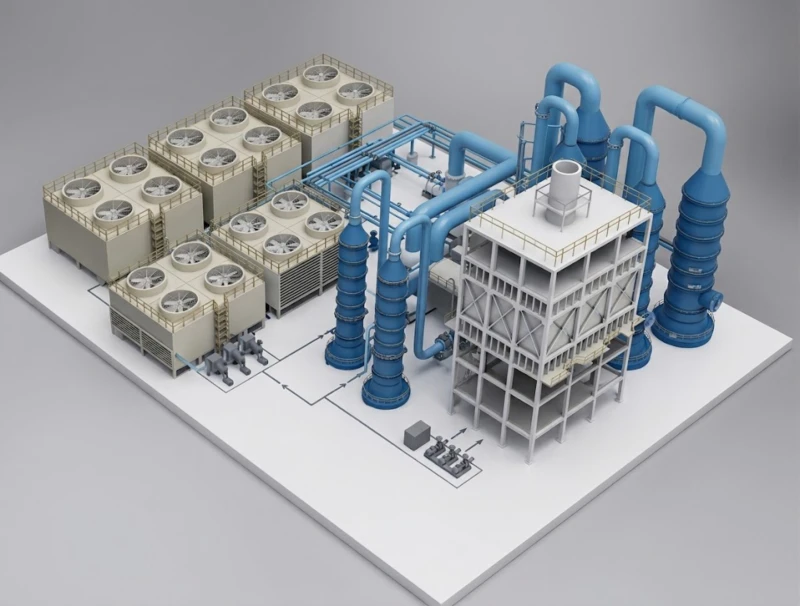
Sistema de redução de pluma magnética bifásico: Oficina principal e oficina traseira
A equipe de engenharia projetou dois sistemas de tratamento independentes, porém arquitetonicamente idênticos — um para cada oficina de produção — utilizando a tecnologia de atenuação magnética de plumas (MPA) como etapa final de purificação e eliminação da pluma branca. Também conhecida como purificação magnética de fumos, supressão de pluma não térmica, captura de névoa ácida em fase seca, ou redução da fumaça branca por campo magnéticoO processo MPA explora gradientes de campo magnético controlados para capturar simultaneamente gotículas de névoa ácida submicrônicas, partículas finas e aerossol de água saturada — os três fatores físicos responsáveis pela pluma branca visível — sem introduzir quaisquer reagentes líquidos no fluxo de gás.
Fluxograma do processo da oficina principal (4 fornos térmicos — 350.000 Nm³/h)
Fornos
e Pré-Coleta
(Lavador de Ácido)
(BLCNXB-35W)
Pilha
Fluxograma do processo na oficina traseira (2 fornos térmicos — 220.000 Nm³/h)
Fornos (7 e 8)
e Pré-Coleta
(Lavador de Ácido)
(BLCNXB-22W)
Pilha
Em ambas as oficinas, os gases de exaustão do forno passam primeiro por um tanque de resfriamento a água e por um sistema de coleta de fumos pré-forno, onde sólidos em massa e partículas pesadas são removidos e a temperatura dos gases de combustão é reduzida de aproximadamente 80 °C para perto da temperatura ambiente. Em seguida, o gás passa pelo lavador ácido de dessulfurização úmida, onde SO₂, HF e ácidos orgânicos residuais são neutralizados. O gás pré-tratado — ainda saturado com vapor de água, aerossóis finos e névoa ácida residual a uma concentração de poluentes mistos de 100 mg/Nm³ — entra então na unidade de atenuação magnética da pluma para o polimento final e supressão da pluma.
Configuração do sistema e parâmetros técnicos: Fase 1 vs. Fase 2
| Parâmetro | Fase 2 (Oficina Principal) | Fase 1 (Oficina Traseira) |
|---|---|---|
| Modelo de unidade | BLCNXB-35W | BLCNXB-22W |
| Tipo de layout | Módulo externo da torre | Módulo externo da torre |
| Orientação do fluxo de ar | Entrada por baixo, exaustão por cima | Entrada por baixo, exaustão por cima |
| Eficiência de purificação | ≥97% | ≥97% |
| Concentração de poluentes mistos na entrada | 100 mg/Nm³ | 100 mg/Nm³ |
| Concentração de poluentes mistos na saída | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Resistência do sistema | 250 Pa | 250 Pa |
| Volume de gases de combustão tratados | 350.000 Nm³/h | 220.000 Nm³/h |
| Material absorvente | Aço inoxidável duplex 2205 | Aço inoxidável duplex 2205 |
| Dimensões do equipamento (C×L×A) | 17,5×12,5×20 m | 12,8×10,7×18,5 m |
| Gerador de Energia Magnética | BLEMG-2K | BLEMG-2K |
| Temperatura dos gases de combustão na entrada | ≈35°C | ≈35°C |
05 — Principais Vantagens
Por que a redução da pluma magnética supera as alternativas em aplicações químicas com fósforo?
- ✓
Eliminação completa da pluma branca verificada por inspeção governamental: Após um período de construção de três meses, o sistema MPA de duas fases alcançou a ausência total de emissão visível de fumaça branca em todas as seis chaminés dos fornos elétricos simultaneamente. A instalação foi aprovada na inspeção ambiental governamental na primeira tentativa — uma conquista notável, considerando a abrangência da campanha de retificação do setor químico de fósforo — e recebeu a designação provincial de “Fábrica Verde”. - ✓
Aço inoxidável duplex 2205 — Projetado especificamente para fluxos contendo HF: Os gases residuais de processos químicos à base de fósforo, contendo HF a 50 mg/Nm³, destroem absorvedores padrão de aço inoxidável 316L em poucos meses. O projeto especificou aço inoxidável duplex 2205 para todos os componentes em contato com o fluido e semi-em contato com o fluido, proporcionando a resistência à corrosão necessária para uma vida útil de mais de 10 anos em um dos ambientes de gases de combustão mais agressivos quimicamente na indústria. - ✓
A recuperação de condensado elimina o descarte de águas residuais: O condensado capturado da camada absorvedora de MPA — que contém ácido fosfórico residual — é encaminhado através de uma unidade de recuperação evaporativa e devolvido ao sistema de água circulante da planta como água de reposição suplementar. Isso fecha completamente o ciclo da água, eliminando qualquer novo fluxo de descarga de águas residuais proveniente da modernização do controle de emissões e reduzindo significativamente o consumo de água doce da instalação. - ✓
Arquitetura escalável com capacidade de 570.000 Nm³/h em dois módulos idênticos: Em vez de projetar um único sistema personalizado para o volume de gás combinado, a equipe de engenharia implantou dois módulos MPA operáveis de forma independente. Essa abordagem permite que uma unidade continue a produção enquanto a outra passa por manutenção programada, reduzindo significativamente a exposição a perdas de produção decorrentes de interrupções forçadas. - ✓
Conformidade simultânea com múltiplos parâmetros de poluentes: O estágio MPA funciona em conjunto com a dessulfurização úmida a montante para alcançar a conformidade simultânea com os limites da norma GB 31573 para partículas (10 mg/Nm³), SO₂ (30 mg/Nm³), NOx (100 mg/Nm³), metais pesados, incluindo arsênio (<0,001 mg/Nm³ alcançado em comparação com 1 mg/Nm³ na entrada), e padrões de pluma visível — proporcionando conformidade com múltiplos poluentes a partir de um único sistema integrado. - ✓
Operação de alto volume com excelente custo-benefício — 320 kW atendendo a 570.000 Nm³/h: A potência máxima de operação do sistema bifásico combinado é de 320 kW. Com operação contínua 24 horas por dia, 8.000 horas de funcionamento anuais e um custo de 0,36 RMB/kWh, o custo total anual de eletricidade é de aproximadamente 92,16 RMB. Por unidade de gás tratado, isso representa um custo específico de energia drasticamente menor do que as abordagens de supressão de plumas baseadas em reaquecimento úmido ou oxidação catalítica.
Comparação de Tecnologias: Redução Magnética da Pluma de Emissões vs. Alternativas Convencionais para o Setor Químico de Fósforo
| Critério | Redução da pluma magnética | Esfoliação úmida alcalina | Reaquecimento de gás GGH |
|---|---|---|---|
| Eliminação completa da pluma | Sim (pilha invisível) | Não (a neblina persiste) | Parcial (dependente da temperatura) |
| Resistência ao HF (50 mg/Nm³) | Sim (2205 SS) | Ruim (corrosão rápida) | Pobre |
| Geração de águas residuais | Nenhum (condensado recuperado) | Alto volume | Nenhum |
| Eficiência de purificação | ≥97% | ≈80–85% | N/A (sem remoção) |
| Custo do reagente | Zero | Em andamento (NaOH / Ca(OH)₂) | Zero |
| Adequado para 570.000 Nm³/h | Sim (modular bifásico) | Sim (grande área ocupada) | Custo de energia muito alto |
06 — Resultados Operacionais
Resultados da encomenda, dados de monitorização e verificação independente
Após um período de construção e instalação de 3 meses, ambas as unidades MPA concluíram com sucesso o primeiro comissionamento. A instalação alcançou a eliminação completa da pluma branca visível em todas as seis chaminés de exaustão dos fornos elétricos simultaneamente, sem qualquer pluma branca visível em condições normais de operação. O monitoramento independente realizado por terceiros ocorreu em 27 de agosto de 2020, com os seguintes resultados verificados:
Todos os parâmetros monitorados — material particulado, fluoreto de hidrogênio e arsênio — apresentaram valores abaixo dos limites regulamentares no ponto de descarga. A instalação foi aprovada na inspeção governamental na primeira tentativa e recebeu a designação provincial de “Fábrica Verde”, tornando-se a primeira empresa química de fósforo na província de Yunnan a obter esse reconhecimento. O sistema integrado opera continuamente 24 horas por dia, 8.000 horas por ano, com uma conta de energia elétrica anual de aproximadamente 92,16 milhões de yuans para ambas as fases.
07 — Precauções de Implementação
Considerações críticas de engenharia específicas para o tratamento de gases residuais de produtos químicos contendo fósforo.
- ⚠️
Risco de explosão por monóxido de carbono: Os gases de combustão de fornos de fósforo contêm CO em concentrações de até 2.000 mg/Nm³. O CO é incolor, inodoro e possui um limite inferior de explosividade de 12,51 TP3T v/v. Um sensor de monitoramento de concentração de CO em linha deve ser instalado no duto de entrada, a montante de todos os equipamentos de tratamento subsequentes. Se a concentração de CO se aproximar do limite de segurança, o ajuste dos parâmetros de combustão ou o bypass de emergência devem ser ativados imediatamente. Não direcione os gases de combustão brutos através de nenhum recipiente de tratamento fechado antes que a concentração de CO seja reduzida a níveis operacionais seguros. - ⚠️
Incrustação por partículas de negro de fumo nos bicos de retrolavagem de recirculação: Os gases de combustão de fornos de fósforo contêm concentrações significativas de partículas de negro de fumo (fuligem). Se a carga de partículas for alta, o negro de fumo pode se acumular nos bicos de retrolavagem do sistema de recirculação, reduzindo a eficácia da lavagem e causando perda prematura da eficiência de purificação. Adicione filtragem em linha ao circuito de recirculação e programe inspeções trimestrais dos bicos durante o primeiro ano de operação. - ⚠️
As especificações de materiais relacionados a HF não podem ser rebaixadas: A experiência em campo confirma que a especificação de componentes em aço inoxidável 316L ou PRFV (plástico reforçado com fibra) para fluxos com HF em concentrações de 50 mg/Nm³ ou superiores leva a falhas rápidas: o PRFV degrada-se em ambientes com HF e o aço inoxidável 316L não é adequado para serviço contínuo com HF. Todos os componentes em contato com o fluido devem ser especificados em aço inoxidável duplex 2205, conforme o projeto. Não aprove substituições de materiais durante o processo de aquisição sem uma análise independente de engenharia de corrosão. - ⚠️
Controle do pH do condensado: O condensado capturado da camada absorvedora de MPA apresenta um pH de aproximadamente 2 devido ao teor residual de ácido fosfórico. Ele deve ser direcionado para a unidade de recuperação evaporativa antes de retornar ao sistema de circulação de água. O descarte direto em um reservatório da torre de resfriamento sem ajuste de pH aceleraria a corrosão dos componentes internos da torre e dos trocadores de calor conectados. Instale um sistema de monitoramento de pH na linha de retorno do condensado e configure um alarme de desvio automático para pH < 4. - ⚠️
A classificação diversificada de gases residuais exige um projeto cuidadoso de coleta a montante: Além dos gases residuais do forno principal, as fábricas de produtos químicos de fósforo também geram gases de combustão do forno carregados de vapor de água, gases de secagem, fumos de conversores e névoa de ácido fosfórico refinado provenientes de múltiplas fontes. Cada categoria de gás residual possui uma composição distinta e deve ser coletada e classificada antes de entrar no sistema de tratamento compartilhado. A mistura de fluxos incompatíveis sem a devida segregação a montante pode causar reações inesperadas e comprometer o desempenho do tratamento. - ⚠️
O treinamento em protocolos de segurança é obrigatório antes do comissionamento: A combinação de CO, HF e arsênio no fluxo de gases residuais brutos significa que qualquer acesso aos dutos para manutenção, amostragem ou inspeção exige proteção respiratória completa, detectores pessoais de CO e HF e um sistema de dupla verificação. Todos os funcionários de operação e manutenção devem ser treinados de acordo com os protocolos atuais antes que o sistema entre em operação. Atualize o registro de substâncias perigosas da instalação para incluir todos os novos riscos na fase gasosa introduzidos com o sistema de tratamento expandido.
08 — Principais conclusões de engenharia
Quatro lições transferíveis deste projeto de oficina dupla
- 1
A implantação modular independente protege a continuidade da produção. Ao tratar cada oficina como uma instalação MPA independente, em vez de combinar os dois fluxos de gás em uma única unidade grande, o projeto permite que uma oficina permaneça em plena produção enquanto a outra é fechada para manutenção. Para instalações de processo contínuo de alto rendimento, essa separação se paga rapidamente por meio da redução do tempo de inatividade da produção ao longo da vida útil do ativo. - 2
A especificação de materiais é uma decisão regulamentar, não apenas uma decisão de engenharia. A escolha do aço inoxidável duplex 2205 foi motivada pelo teor de HF nos gases de combustão. Se o engenheiro responsável pela especificação tivesse aceitado a substituição pelo aço inoxidável 316L com base no custo, o sistema teria falhado em 12 a 18 meses, desencadeando uma crise de conformidade e um reinvestimento de capital. Em aplicações do setor químico com alta atividade corrosiva, o documento de especificação do material deve ser revisado por um engenheiro de corrosão independente antes do início do processo de licitação. - 3
A integração da recuperação de água transforma um fluxo de resíduos em um recurso. A decisão de direcionar o condensado através de uma unidade de recuperação evaporativa e devolvê-lo ao sistema de água de circulação como água de reposição alterou a contabilização, transformando-a de um custo de tratamento de efluentes em um benefício de economia de água. Essa reformulação também simplificou o processo de licenciamento, uma vez que a instalação não precisou adicionar uma nova categoria de licença de descarga de efluentes para a modernização do controle de emissões. - 4
A preparação para a inspeção governamental começa na fase de projeto. O sucesso da primeira tentativa de inspeção de aceitação da instalação não foi coincidência. A equipe do projeto alinhou o projeto do sistema diretamente com os protocolos de monitoramento GB 31573, contratou previamente a empresa terceirizada para amostragem isocinética da chaminé e preparou todo o pacote de documentação — certificados de equipamentos, registros de calibração do CEMS, registros de treinamento operacional — simultaneamente ao comissionamento do sistema. Essa abordagem em etapas paralelas reduziu o tempo entre o comissionamento e a aceitação formal em aproximadamente 6 semanas, em comparação com a abordagem sequencial utilizada pela maioria das instalações.
09 — Perguntas Frequentes
Redução da pluma magnética em fábricas de produtos químicos à base de fósforo: dez perguntas respondidas.
Perguntas recolhidas junto de gerentes de fábrica, responsáveis pela conformidade ambiental e equipes de compras no setor de produtos químicos retardantes de chama e fósforo.
Pronto para eliminar a fumaça branca?
Explore a gama completa de soluções para controle de emissões industriais.
Desde a redução da pluma magnética em fábricas de produtos químicos de fósforo até Sistemas regenerativos de oxidação térmica para redução de COVs em altas concentraçõesNossa equipe de engenharia oferece soluções comprovadas em campo para os desafios mais exigentes em matéria de emissões industriais.





















