Étude de cas · Contrôle des émissions industrielles
Comment une entreprise chimique de phosphore desservant plus de 20 pays a réussi à éliminer tout panache blanc visible, a passé l'inspection d'acceptation gouvernementale dès la première tentative et a obtenu la désignation provinciale d'« usine verte » — grâce à un système de réduction des panaches magnétiques en deux phases traitant 570 000 Nm³/h de gaz résiduaires de four hautement corrosifs.
Réduction des fumées ignifuges
Traitement chimique des gaz d'échappement du phosphore
Suppression non thermique du panache
Contrôle des brouillards acides des fours électriques
01 — Contexte industriel
Pourquoi les usines de produits chimiques fins ignifuges font-elles l'objet d'un contrôle renforcé de leurs émissions ?
Le secteur des produits chimiques fins ignifuges — qui englobe les retardateurs de flamme à base de phosphore, les engrais phosphatés, la production de phosphore jaune et les procédés chimiques associés — est l'un des secteurs industriels les plus réglementés de la ceinture économique du fleuve Yangtsé en Chine. Une initiative nationale de dépollution dédiée, Plan d’action spécial de rectification du fleuve Yangtsé « Trois Phosphores », cible les opérations d'extraction de phosphore, les entreprises chimiques de phosphore et les installations de stockage de phosphogypse dans sept provinces et municipalités, dont le Jiangsu, le Hubei, le Hunan, le Sichuan, le Guizhou et le Yunnan.
Le cadre de remédiation en cinq étapes comprend l'identification du problème, la conception d'un plan de rectification spécifique à chaque entreprise, la vérification de la mise en œuvre, l'inspection des résultats de la rectification et le contrôle continu. Pour les fabricants de produits chimiques phosphorés utilisant des fours à arc électrique – la principale technologie de production des retardateurs de flamme à base de phosphore – le principal défi en matière de conformité réside dans les gaz d'échappement combinés de ces fours : un mélange de brouillard acide, de polluants organiques, de particules fines, de métaux lourds et de vapeur d'eau saturée, produisant des panaches blancs denses et persistants visibles à des kilomètres à la ronde.
Sous GB 31573–2015 Norme d'émission des polluants atmosphériques pour l'industrie chimique inorganiqueLes concentrations de particules ne doivent pas dépasser 10 mg/Nm³, celles de SO₂ doivent rester inférieures à 30 mg/Nm³ et celles de NOx inférieures à 100 mg/Nm³ à la cheminée. Le respect de ces limites, tout en éliminant la formation de panaches blancs visibles lors d'opérations multi-fours et à double atelier, pour un débit total de gaz de 570 000 Nm³/h, exige une approche fondamentalement différente de celle du lavage humide à tour unique.
« Les gaz d'échappement chimiques phosphorés figurent parmi les flux de gaz de combustion industriels les plus corrosifs et les plus complexes en termes de composition. Les conduits classiques en fibre de verre ou en acier doux et les systèmes d'épuration alcaline standard présentent une défaillance rapide. La seule solution durable pour garantir la conformité réside dans une technologie intrinsèquement résistante à la corrosion et ne générant aucun effluent secondaire. »
— Résumé technique du projet d'ingénierie, phases 1 et 2 : Réduction du panache magnétique

02 — Profil de pollution
Caractérisation des gaz de combustion d'un atelier double : gaz d'échappement des fours des ateliers principal et arrière
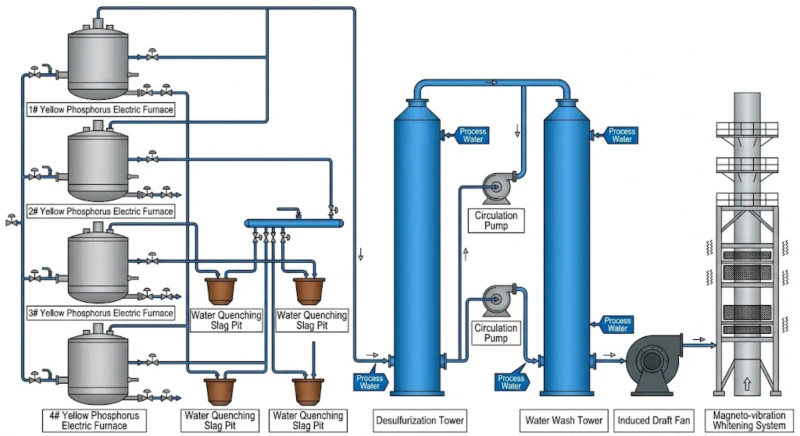
L'installation exploite deux zones de production indépendantes : la Atelier principal, abritant 4 fours électriques thermiques à acide phosphorique à chaud d'un volume nominal combiné de gaz de combustion de 350 000 Nm³/h ; et le Atelier arrière, en fonctionnement 2 fours thermiques supplémentaires (four 7 et four 8) générant 220 000 Nm³/h. Chaque four est associé à un réservoir de trempe à l'eau, une hotte de captage des fumées avant le four, un réservoir de récupération d'acide et un bassin de recirculation.
Les gaz d'échappement des fours électriques de production d'acide phosphorique à chaud contiennent un mélange exceptionnellement agressif de polluants. Outre les particules et le dioxyde de soufre présents dans la plupart des gaz de combustion industriels, les gaz d'échappement des fours à phosphore contiennent des contaminants organiques, des fumées de pentoxyde de phosphore et, surtout, du monoxyde de carbone à des concentrations initiales élevées (jusqu'à 2 000 mg/Nm³) provenant de la réaction de réduction du carbone lors du procédé thermique de production d'acide phosphorique. Ces gaz contiennent également des traces d'arsenic (1 mg/Nm³), ce qui ajoute une dimension de santé publique aux enjeux de conformité.
- Oxydes d'azote (NOx) : Concentration initiale 100 mg/Nm³. Limite de sortie régulée 100 mg/Nm³ — le rapport entrée/limite ne laisse aucune marge avec la technologie conventionnelle.
- Dioxyde de soufre (SO₂) : Concentration initiale : 500 mg/Nm³ ; concentration cible en sortie : ≤ 30 mg/Nm³. Nécessite un prétraitement de désulfuration à haute efficacité en amont de l’unité de traitement magnétique.
- Matières particulaires (PM) : Concentration initiale : 220 mg/Nm³ ; concentration cible en sortie : ≤ 10 mg/Nm³. Les fines fumées de phosphore et les particules de carbone nécessitent une capture en profondeur à l’échelle submicronique.
- Monoxyde de carbone (CO) : Concentration initiale de 2 000 mg/Nm³ — un risque explosif qui doit être maîtrisé par précombustion avant que le flux de gaz n’atteigne tout équipement de traitement en aval.
- Fluorure d'hydrogène (HF) : Initial 50 mg/Nm³. Très corrosif ; spécifie l'acier inoxydable duplex (2205) plutôt que l'acier au carbone standard sur toutes les surfaces mouillées et les matériaux absorbants.
- Arsenic (As) : Concentration initiale de 1 mg/Nm³. Nécessite une capture à des niveaux proches de zéro pour protéger la santé humaine et respecter les dispositions relatives aux métaux lourds de la norme GB 31573.
- Brouillard acide saturé et panache blanc : Les gaz d'échappement post-épurateur humide entrent dans l'étape d'abattement magnétique à environ 35 °C avec une humidité relative proche de 100% et une charge polluante d'entrée de 100 mg/Nm³, générant un panache blanc dense et visible dans toutes les conditions ambiantes.
| Paramètre | Concentration initiale | Point de vente (Conception) | limite réglementaire |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO&sub2; | 500 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Matières particulaires (PM) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Monoxyde de carbone (CO) | 2 000 mg/Nm³ | Contrôlé par précombustion | — |
| Fluorure d'hydrogène (HF) | 50 mg/Nm³ | Proche de zéro | — |
| Arsenic (As) | 1 mg/Nm³ | 0,0008 mg/Nm³ | provisions pour métaux lourds |
| Densité des polluants à l'entrée (après désulfuration) | 100 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Plume blanche visible | Présent (grave) | Aucun (invisible) | Aucune plume blanche visible |
| température des gaz de combustion à l'entrée | 80 °C (sortie du four) ; ≈35 °C (après épurateur) | — | — |
| Volume total des gaz de combustion traités | 350 000 + 220 000 Nm³/h | — | — |
03 — Exigences d'ingénierie
Critères de conception pour la réduction des panaches magnétiques dans les applications chimiques hautement corrosives au phosphore
L'équipe chargée du cahier des charges du projet a établi les exigences de conception suivantes avant tout choix technologique. Celles-ci tiennent compte des défis spécifiques posés par les gaz résiduaires de l'industrie chimique du phosphore et du contexte d'exploitation en double atelier, et ont guidé chaque choix de matériaux et d'équipements tout au long du projet.
Technologie éprouvée uniquement
Seules les technologies de purification éprouvées sur le terrain et ayant atteint leur maturité commerciale sont acceptables. Le système doit présenter une amélioration de 30% à 50% par rapport à la performance de référence existante, sur la base de résultats vérifiés provenant d'installations comparables dans le secteur des produits chimiques phosphorés ou dans des secteurs industriels tout aussi corrosifs.
Tolérance étendue aux gaz de combustion
Le système doit maintenir des performances de purification stables lorsque le volume des gaz de combustion fluctue entre 10% et 110% de la capacité nominale de conception, en tenant compte des variations de charge du four, du cycle par lots et de l'isolement pour maintenance planifiée des unités individuelles du four.
Résistance à la corrosion spécifique au grade
Tous les composants en contact avec le flux de gaz de combustion contenant du phosphore (couches absorbantes, revêtements de conduits, parois de la cuve, carters de ventilateurs et fixations) doivent être fabriqués en acier inoxydable duplex 2205 ou en matériaux résistants à la corrosion présentant des caractéristiques équivalentes. L'acier inoxydable standard 304 ou 316L est insuffisant pour les flux contenant du HF.
Zéro pollution secondaire
Le procédé de traitement ne doit pas produire d'effluents d'eaux usées, de solutions réactives usées ni de déchets solides dangereux nécessitant une élimination ultérieure. Le condensat récupéré peut être dirigé vers le système de circulation d'eau existant pour récupération par évaporation. L'approvisionnement en matières premières du système doit être stable et entièrement national.
Efficacité énergétique et maîtrise des coûts
Le choix des équipements et l'ingénierie des systèmes doivent minimiser les dépenses d'investissement et les coûts d'exploitation. Tous les équipements importants achetés doivent provenir de fabricants de qualité certifiés au niveau national. Les puissances électriques doivent être dimensionnées de manière à éviter tout surdimensionnement, en utilisant des ventilateurs à fréquence variable lorsque cela est possible.
Conformité au bruit
Tous les équipements rotatifs ne doivent pas dépasser 85 dB(A) mesurés à 1 m de leur surface, conformément à la norme GB 12348–2008 relative aux limites de bruit industriel de classe II. Le choix du ventilateur doit tenir compte des exigences accrues en matière de pression statique liées à la configuration biphasée.
Architecture modulaire et évolutive
La conception modulaire doit permettre au système de s'adapter au durcissement des normes environnementales sur une période de 3 à 5 ans sans refonte complète. Parallèlement, des technologies de pointe doivent réduire les émissions concomitantes de polluants gazeux à basse fréquence afin de permettre à l'installation d'obtenir une classification à très faibles émissions.
Intégration de la récupération de l'eau
Le condensat capturé de la couche absorbante de l'abattement magnétique contient de l'acide phosphorique résiduel à un pH d'environ 2. Plutôt que de le traiter comme des eaux usées, le condensat doit être acheminé vers une unité de récupération par évaporation et renvoyé au système d'eau en circulation comme eau d'appoint, réduisant ainsi la consommation d'eau douce et éliminant totalement le flux de rejet d'eaux usées.
04 — Solution de traitement
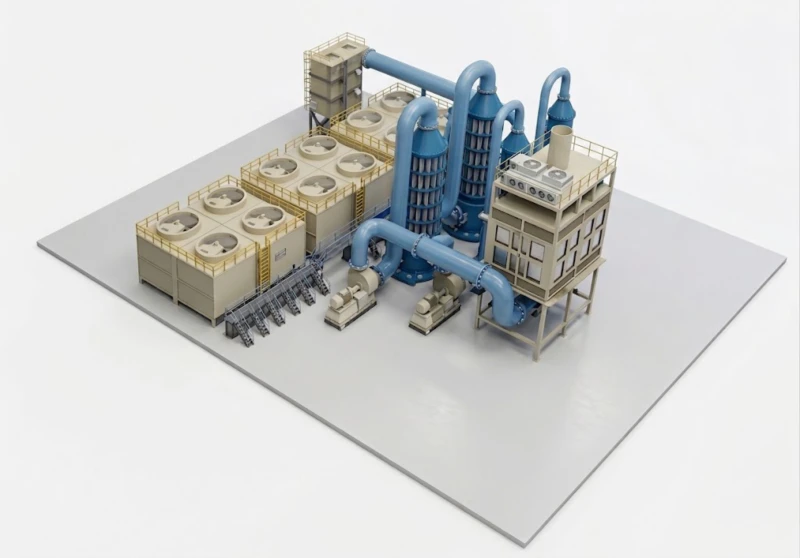
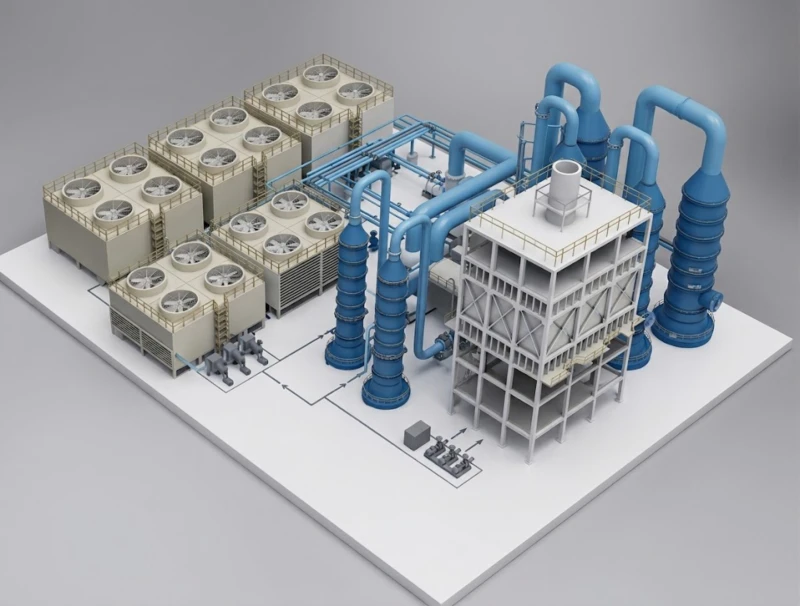
Système de réduction des panaches magnétiques biphasé : atelier principal et atelier arrière
L'équipe d'ingénierie a conçu deux chaînes de traitement indépendantes mais architecturalement identiques — une pour chaque atelier de production — utilisant la technologie d'élimination des panaches magnétiques (MPA) comme étape finale de purification et d'élimination des panaches blancs. Également connue sous le nom de purification magnétique des fumées, suppression non thermique du panache, capture de brouillard acide en phase sèche, ou réduction des fumées blanches par champ magnétiqueLe procédé MPA exploite des gradients de champ magnétique contrôlés pour capturer simultanément des gouttelettes de brouillard acide submicroniques, des particules fines et des aérosols d'eau saturés — les trois facteurs physiques à l'origine du panache blanc visible — sans introduire de réactifs liquides dans le flux gazeux.
Flux de processus principal de l'atelier (4 fours thermiques — 350 000 Nm³/h)
fours
& Pré-collection
(Épurateur d'acide)
(BLCNXB-35W)
Empiler
Flux de processus de l'atelier arrière (2 fours thermiques — 220 000 Nm³/h)
Fours (7 et 8)
& Pré-collection
(Épurateur d'acide)
(BLCNXB-22W)
Empiler
Dans les deux ateliers, les gaz de combustion du four passent d'abord par un bain de refroidissement à l'eau et un système de captage des fumées en amont du four, où les particules solides et les résidus importants sont éliminés et la température des gaz est abaissée d'environ 80 °C à une température proche de la température ambiante. Les gaz passent ensuite dans un laveur d'acide par voie humide pour la désulfuration, où le SO₂, le HF et les acides organiques résiduels sont neutralisés. Les gaz prétraités — encore saturés en vapeur d'eau, en aérosols fins et en brouillard acide résiduel (charge polluante mixte de 100 mg/Nm³) — entrent ensuite dans l'unité de dépoussiérage magnétique pour un traitement final et la suppression du panache.
Configuration du système et paramètres techniques : Phase 1 vs. Phase 2
| Paramètre | Phase 2 (Atelier principal) | Phase 1 (Atelier arrière) |
|---|---|---|
| Modèle d'unité | BLCNXB-35W | BLCNXB-22W |
| Type de mise en page | Module externe de la tour | Module externe de la tour |
| Orientation du flux d'air | Entrée par le bas, échappement par le haut | Entrée par le bas, échappement par le haut |
| Efficacité de purification | ≥97% | ≥97% |
| Concentration de polluants mixtes à l'entrée | 100 mg/Nm³ | 100 mg/Nm³ |
| Concentration de polluants mixtes à la sortie | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Résistance du système | 250 Pa | 250 Pa |
| Volume des gaz de combustion traités | 350 000 Nm³/h | 220 000 Nm³/h |
| Matériau absorbant | Acier inoxydable duplex 2205 | Acier inoxydable duplex 2205 |
| Dimensions de l'équipement (L×l×H) | 17,5 × 12,5 × 20 m | 12,8 × 10,7 × 18,5 m |
| Générateur d'énergie magnétique | BLEMG-2K | BLEMG-2K |
| Température des gaz de combustion à l'entrée | ≈35°C | ≈35°C |
05 — Principaux avantages
Pourquoi la réduction des panaches magnétiques surpasse les autres méthodes dans les applications chimiques du phosphore
- ✓
Élimination complète des panaches blancs vérifiée par une inspection gouvernementale : Après trois mois de travaux, le système MPA biphasé a permis d'éliminer complètement les panaches blancs visibles des six cheminées des fours électriques. L'installation a passé avec succès l'inspection environnementale gouvernementale dès sa première tentative – une performance remarquable compte tenu de l'ampleur de la campagne de redressement du secteur chimique du phosphore – et a obtenu la certification provinciale d'« usine verte ». - ✓
Acier inoxydable duplex 2205 — Conçu spécifiquement pour les flux contenant du HF : Les gaz d'échappement chimiques phosphorés contenant du HF à une concentration de 50 mg/Nm³ détruisent les absorbeurs standard en acier inoxydable 316L en quelques mois. Le projet a donc opté pour l'acier inoxydable duplex 2205 pour tous les composants en contact avec le fluide, offrant ainsi la résistance à la corrosion nécessaire pour une durée de vie de plus de 10 ans, même dans l'un des environnements de gaz de combustion les plus agressifs chimiquement du secteur. - ✓
La récupération des condensats élimine le rejet des eaux usées : Le condensat récupéré de la couche absorbante MPA — qui contient de l'acide phosphorique résiduel — est acheminé vers une unité de récupération par évaporation puis réinjecté dans le circuit d'eau de l'usine pour compléter l'apport en eau. Ce procédé boucle complètement le cycle de l'eau, éliminant ainsi tout nouveau rejet d'eaux usées lié à la modernisation du système de contrôle des émissions et réduisant sensiblement la consommation d'eau douce de l'installation. - ✓
Architecture évolutive couvrant 570 000 Nm³/h dans deux modules identiques : Plutôt que de concevoir un système unique sur mesure pour le volume de gaz combiné, l'équipe d'ingénierie a déployé deux modules MPA fonctionnant indépendamment. Cette approche permet à un atelier de poursuivre sa production pendant que l'autre fait l'objet d'une maintenance planifiée, réduisant ainsi considérablement les risques de pertes de production dues à un arrêt forcé. - ✓
Respect simultané de plusieurs paramètres de pollution : L'étape MPA fonctionne en tandem avec la désulfuration humide en amont pour atteindre simultanément la conformité aux limites GB 31573 pour les particules (10 mg/Nm³), le SO₂ (30 mg/Nm³), les NOx (100 mg/Nm³), les métaux lourds, y compris l'arsenic (<0,001 mg/Nm³ atteint contre 1 mg/Nm³ à l'entrée), et les normes de panache visible — assurant ainsi la conformité multipolluants à partir d'un seul système intégré. - ✓
Fonctionnement rentable à grand volume — 320 kW desservant 570 000 Nm³/h : La puissance de crête du système biphasé combiné est de 320 kW. En fonctionnement continu 24 h/24, pour 8 000 heures de fonctionnement annuelles et un coût de 0,36 RMB/kWh, le coût total annuel de l’électricité est d’environ 92,16 RMB. Par unité de gaz traitée, cela représente un coût énergétique spécifique nettement inférieur à celui des méthodes de suppression des panaches par réchauffage humide ou par oxydation catalytique.
Comparaison technologique : Réduction des panaches magnétiques par rapport aux solutions conventionnelles pour le secteur chimique du phosphore
| Critère | Réduction des panaches magnétiques | Nettoyage humide à l'alcali | Réchauffage du gaz GGH |
|---|---|---|---|
| Élimination complète du panache | Oui (pile invisible) | Non (la brume persiste) | Partiellement (dépendant de la température) |
| résistance HF (50 mg/Nm³) | Oui (2205 SS) | Mauvaise (corrosion rapide) | Pauvre |
| génération d'eaux usées | Aucun (condensat récupéré) | Volume élevé | Aucun |
| Efficacité de purification | ≥97% | ≈80–85% | N/A (pas de suppression) |
| coût des réactifs | Zéro | En cours (NaOH / Ca(OH)&sub2;) | Zéro |
| Convient pour un débit de 570 000 Nm³/h | Oui (modulaire biphasé) | Oui (grande empreinte au sol) | Coût énergétique très élevé |
06 — Résultats opérationnels
Résultats de la mise en service, données de suivi et vérification indépendante
Après trois mois de travaux et d'installation, les deux unités MPA ont été mises en service avec succès. L'installation a permis d'éliminer complètement les panaches blancs visibles provenant simultanément des six cheminées d'évacuation des fours électriques, aucun panache blanc n'étant visible en conditions normales de fonctionnement. Un contrôle indépendant réalisé par un organisme tiers le 27 août 2020 a donné les résultats suivants :
Tous les paramètres surveillés — particules fines, fluorure d'hydrogène et arsenic — étaient inférieurs aux limites réglementaires au point de rejet. L'installation a passé avec succès l'inspection de réception gouvernementale dès sa première tentative et a obtenu la certification provinciale « Usine verte », devenant ainsi la première entreprise chimique de phosphore du Yunnan à recevoir cette distinction. Le système combiné fonctionne désormais en continu 24 h/24, 8 000 h/an, pour une facture d'électricité annuelle d'environ 92,16 millions de yuans (pour les deux phases).
07 — Précautions d'implémentation
Considérations d'ingénierie critiques spécifiques au traitement chimique des gaz résiduaires contenant du phosphore
- ⚠️
Risque d'explosion de monoxyde de carbone : Les gaz de combustion des fours à phosphore contiennent du CO jusqu'à 2 000 mg/Nm³. Le CO est incolore, inodore et sa limite inférieure d'explosivité est de 12,51 TP3T v/v. Un capteur de concentration de CO en ligne doit être installé sur le conduit d'entrée, en amont de tout équipement de traitement en aval. Si la concentration de CO approche le seuil dangereux, un ajustement des paramètres de combustion ou une dérivation d'urgence doit être immédiatement activé. Ne faites pas passer les gaz bruts du four dans une enceinte de traitement fermée avant que la concentration de CO n'ait été ramenée en dessous des niveaux de sécurité. - ⚠️
Encrassement des buses de recirculation par des particules de noir de carbone : Les gaz de combustion des fours à phosphore contiennent des concentrations importantes de particules de noir de carbone (suie). En cas de forte concentration de particules, le noir de carbone peut s'accumuler sur les têtes des buses de recirculation, réduisant ainsi l'efficacité du lavage et entraînant une perte prématurée d'efficacité de purification. Il est recommandé d'ajouter un système de filtration en ligne à la boucle de recirculation et de prévoir une inspection trimestrielle des buses durant la première année de fonctionnement. - ⚠️
Les spécifications des matériaux liés aux hautes fréquences ne peuvent pas être déclassées : L'expérience sur le terrain confirme que l'utilisation de composants en acier inoxydable 316L ou en PRV (plastique renforcé de fibres) pour des flux contenant de l'HF à une concentration de 50 mg/Nm³ et plus entraîne une défaillance rapide : le PRV se dégrade en milieu HF et l'acier inoxydable 316L n'est pas conçu pour un service continu en présence d'HF. Tous les composants en contact avec le fluide doivent être fabriqués en acier inoxydable duplex 2205, conformément aux spécifications. Aucun changement de matériau ne doit être approuvé lors de la procédure d'achat sans une analyse indépendante de la corrosion. - ⚠️
Gestion du pH du condensat : Le condensat récupéré de la couche absorbante MPA présente un pH d'environ 2 en raison de sa teneur résiduelle en acide phosphorique. Il doit être dirigé vers l'unité de récupération par évaporation avant d'être réintroduit dans le circuit d'eau. Un rejet direct dans le bassin de la tour de refroidissement sans correction du pH accélérerait la corrosion des éléments internes de la tour et des échangeurs de chaleur associés. Installez un capteur de pH sur la conduite de retour du condensat et configurez une alarme de dérivation automatique en cas de pH inférieur à 4. - ⚠️
La classification diversifiée des gaz résiduaires nécessite une conception soignée de la collecte en amont : Outre les gaz de combustion du four principal, les usines chimiques de phosphore génèrent également, de diverses sources, des fumées de four chargées de vapeur d'eau, des gaz d'échappement de séchage, des fumées de convertisseur et des brouillards d'acide phosphorique raffiné. Chaque catégorie de gaz résiduaires possède une composition distincte et doit être collectée et classée avant d'être intégrée au système de traitement commun. Le mélange de flux incompatibles sans séparation adéquate en amont peut provoquer des réactions inattendues et nuire à l'efficacité du traitement. - ⚠️
La formation aux protocoles de sécurité est obligatoire avant la mise en service : La présence de CO, de HF et d'arsenic dans les gaz d'échappement bruts exige que toute intervention sur les conduits, que ce soit pour la maintenance, le prélèvement d'échantillons ou l'inspection, nécessite le port d'une protection respiratoire complète, d'un détecteur individuel de CO et de HF, et le travail en binôme. L'ensemble du personnel d'exploitation et de maintenance doit être formé aux protocoles en vigueur avant la mise en service du système. Le registre des substances dangereuses de l'installation doit être mis à jour afin d'y inclure tous les nouveaux risques liés aux gaz introduits par le système de traitement étendu.
08 — Leçons tirées en ingénierie
Quatre leçons transposables tirées de ce projet d'atelier double
- 1
Le déploiement modulaire indépendant garantit la continuité de la production. En considérant chaque atelier comme une installation MPA indépendante plutôt que de combiner les deux flux de gaz en une seule grande unité, le projet permet à un atelier de rester pleinement opérationnel pendant que l'autre est à l'arrêt pour maintenance. Pour les installations à haut débit et à processus continu, cette séparation est rapidement amortie grâce aux temps d'arrêt de production évités tout au long de la durée de vie de l'équipement. - 2
Le choix des matériaux relève d'une décision réglementaire, et pas seulement d'une décision d'ingénierie. Le choix de l'acier inoxydable duplex 2205 a été motivé par la teneur en HF des gaz de combustion. Si l'ingénieur chargé de la spécification avait opté pour une solution de substitution par de l'acier inoxydable 316L, pour des raisons de coût, le système aurait présenté une défaillance sous 12 à 18 mois, entraînant une crise de conformité et un réinvestissement. Dans les applications du secteur chimique fortement corrosif, le cahier des charges des matériaux doit être examiné par un ingénieur en corrosion indépendant avant le lancement de la procédure d'achat. - 3
L'intégration de la récupération de l'eau transforme un flux de déchets en ressource. La décision de traiter les condensats par une unité de récupération par évaporation et de les réintégrer au circuit d'eau comme eau d'appoint a transformé la comptabilisation, passant d'un coût de traitement des eaux usées à un gain en termes d'économie d'eau. Ce changement de perspective a également simplifié la procédure d'autorisation, l'installation n'ayant pas eu besoin de demander une nouvelle catégorie de permis de rejet d'eaux usées pour la mise à niveau du système de contrôle des émissions. - 4
La préparation aux inspections gouvernementales commence dès la phase de conception. Le succès de l'inspection de réception dès la première tentative n'était pas dû au hasard. L'équipe projet a aligné la conception du système directement sur les protocoles de surveillance GB 31573, a pré-organisé le prélèvement d'échantillons isocinétiques par un prestataire externe et a préparé l'ensemble de la documentation (certificats d'équipement, rapports d'étalonnage du système de surveillance continue des émissions, registres de formation à l'exploitation) simultanément à la mise en service du système. Cette approche en parallèle a permis de réduire d'environ six semaines le délai entre la mise en service et la réception officielle, comparativement à l'approche séquentielle généralement utilisée.
09 — Foire aux questions
Réduction des panaches magnétiques dans les usines chimiques de phosphore : réponses à dix questions
Questions recueillies auprès de directeurs d'usine, de responsables de la conformité environnementale et d'équipes d'approvisionnement du secteur des produits chimiques ignifuges et phosphorés.
Prêt à éliminer votre panache blanc ?
Découvrez la gamme complète des solutions de contrôle des émissions industrielles
De la réduction des panaches magnétiques dans les usines chimiques de phosphore à Systèmes d'oxydation thermique régénérative pour la réduction des COV à haute concentrationNotre équipe d'ingénieurs fournit des solutions éprouvées sur le terrain pour les défis les plus exigeants en matière d'émissions industrielles.





















