事例研究・産業排出ガス制御
20か国以上に製品を供給するリン化学企業が、57万Nm³/hの腐食性の高い炉排ガスを処理する二段階磁気排ガス抑制システムを用いて、目に見える白い煙をゼロに抑え、政府の受入検査に初回で合格し、州の「グリーンファクトリー」認定を獲得した方法。
難燃剤の煙の抑制
リン化学排ガス処理
非熱式煙抑制
電気炉の酸性ミスト制御
01 — 業界背景
難燃剤ファインケミカル工場が排出規制の強化対象となっている理由
難燃性ファインケミカル部門(リン系難燃剤、リン酸肥料、黄リン生産、および関連する化学処理を含む)は、中国の長江経済ベルトで最も厳しく規制されている産業カテゴリーの1つです。専用の国家修復イニシアチブである 長江「三リン」特別是正行動計画この法律は、江蘇省、湖北省、湖南省、四川省、貴州省、雲南省を含む7つの省と直轄市にまたがるリン採掘事業、リン化学企業、リン石膏貯蔵施設を対象としている。
5段階の是正フレームワークは、問題の特定、1企業1計画の是正設計、完了の検証、是正結果の検査、および継続的な執行を網羅しています。リン系難燃剤の主流の製造技術である熱プロセス炉を稼働させているリン系化学品メーカーにとって、コンプライアンス上の主要な課題は、電気アーク炉からの複合排ガス流です。これは、酸性ミスト、有機汚染物質、微粒子、重金属、および完全に飽和した水蒸気の混合物であり、数キロメートル先からも見える濃密で持続的な白い煙状の排出物を生成します。
下 GB 31573–2015 無機化学工業における大気汚染物質排出基準煙突では、粒子状物質は10 mg/Nm³を超えてはならず、SO₂は30 mg/Nm³以下、NOxは100 mg/Nm³以下に抑えなければなりません。総ガス量570,000 Nm³/hの複数炉、2つの作業場での操業において、これらの制限を達成しつつ、目に見える白い煙を同時に除去するには、単一塔の湿式スクラビングとは根本的に異なるアプローチが必要です。
「リンを含む化学薬品の排ガスは、実務で遭遇する産業排ガスの中でも最も腐食性が高く、組成も複雑なものの一つです。従来のガラス繊維製または軟鋼製のダクトや標準的なアルカリ洗浄システムはすぐに劣化してしまいます。規制を遵守するための唯一の永続的な方法は、本質的に耐腐食性があり、二次排出物を一切発生させない技術を用いることです。」
— プロジェクトエンジニアリング技術概要、フェーズ1およびフェーズ2磁気プルーム抑制

02 — 汚染状況
デュアルワークショップの排ガス特性評価:メインワークショップとリアワークショップの炉からの排ガス
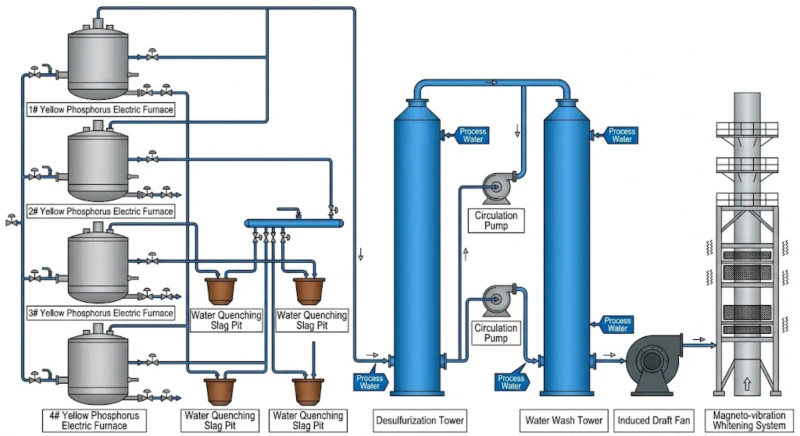
この施設は2つの独立した生産ゾーンを運営しています。 メインワークショップ4基の熱式高温リン酸電気炉を収容し、その合計定格排ガス量は350,000 Nm³/hである。 後部作業場さらに、2基の熱炉(炉7と炉8)を稼働させ、毎時22万立方メートルの熱を発生させている。各炉には、水冷タンク、炉前排煙収集フード、酸収集タンク、および循環プールが備えられている。
高温リン酸電気炉の排ガスには、非常に有害な汚染物質が混在しています。一般的な工業排ガスに含まれる微粒子や二酸化硫黄に加え、リン酸炉の排ガスには有機汚染物質、五酸化リンのヒューム、そして特に重要な一酸化炭素が、熱リン酸プロセスの炭素還元反応によって高濃度(最大2,000 mg/Nm³)で含まれています。さらに、排ガスには微量のヒ素(1 mg/Nm³)も含まれており、公衆衛生上の問題も加わり、規制遵守の課題となっています。
- 窒素酸化物(NOx): 初期濃度100 mg/Nm³。規制出口限度100 mg/Nm³ ― 従来の技術では、入口濃度と限度濃度の比率に余裕がない。
- 二酸化硫黄(SO₂): 初期濃度500 mg/Nm³、出口目標濃度30 mg/Nm³以下。磁気脱硫装置の上流に高効率脱硫前処理が必要。
- 粒子状物質(PM): 初期濃度220 mg/Nm³、出口目標濃度10 mg/Nm³以下。微細なリンヒュームと炭素粒子は、サブミクロンレベルでの深層捕集が必要となる。
- 一酸化炭素(CO): 初期濃度2,000 mg/Nm³は爆発の危険性があり、ガス流が下流の処理装置に到達する前に、燃焼前処理によって制御する必要がある。
- フッ化水素(HF): 初期濃度50mg/Nm³。腐食性が非常に高いため、接液面および吸収材全体に、標準的な炭素鋼ではなく二相ステンレス鋼(2205)を使用することを推奨します。
- ヒ素(As): 初期濃度は1 mg/Nm³。人間の健康を守り、GB 31573の重金属に関する規定を満たすためには、ほぼゼロレベルまで除去する必要がある。
- 飽和酸性ミストと白い煙: 湿式スクラバー後の排気は、約35℃、相対湿度約100%、入口汚染物質負荷100mg/Nm³の状態で磁気除去段階に入り、あらゆる環境条件下で濃密な白い煙を発生させる。
| パラメータ | 初期濃度 | アウトレット(デザイン) | 規制制限 |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO&sub2; | 500 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| 粒子状物質(PM) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| 一酸化炭素(CO) | 2,000 mg/Nm³ | 予燃焼による制御 | — |
| フッ化水素(HF) | 50 mg/Nm³ | ほぼゼロ | — |
| ヒ素(As) | 1 mg/Nm³ | 0.0008 mg/Nm³ | 重金属供給 |
| 混合流入汚染物質濃度(脱硫後) | 100 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| 目に見える白い煙 | 現在(重度) | なし(非表示) | 白い煙は見えない |
| 入口排ガス温度 | 80℃(炉出口);約35℃(スクラバー後) | — | — |
| 処理済み排ガス総量 | 350,000 + 220,000 Nm³/h | — | — |
03 — エンジニアリング要件
高腐食性リン化学用途における磁気プルーム抑制のための設計基準
プロジェクト仕様策定チームは、技術選定を行う前に、以下の設計要件を策定しました。これらの要件は、リン化学品の排ガス処理における特有の課題と、2つの作業場が稼働する状況を反映したものであり、プロジェクト全体を通して、あらゆる材料および機器の選定に影響を与えました。
実証済みの技術のみ
商業的に成熟し、現場で実証済みの精製技術のみが認められます。当該システムは、リン化学品業界または同様に腐食性の高い産業分野における同等の設備からの検証済み結果に基づき、既存の基準値から30%~50%の改善を達成する必要があります。
広範囲の排ガス許容範囲
システムは、炉負荷の変動、バッチサイクル、および個々の炉ユニットの計画的なメンテナンスによる隔離に対応しながら、排ガス量が定格設計容量の10%から110%の間で変動する場合でも、安定した浄化性能を維持する必要があります。
グレード別耐食性
リン含有化学排ガス流と接触するすべての部品(吸収層、ダクト内張り、容器壁、ファンケーシング、締結具など)は、二相ステンレス鋼2205または同等の耐食性材料で製造する必要があります。標準的な304または316Lステンレス鋼では、HF含有ガス流には不十分です。
二次汚染ゼロ
処理工程では、廃水、使用済み試薬溶液、またはさらなる処分を必要とする有害な固体廃棄物が発生してはならない。回収された凝縮水は、蒸発回収のために既存の循環水システムに送ることができる。システムの原料供給は安定しており、完全に国内産でなければならない。
エネルギー効率とコスト管理
機器の選定とシステム設計においては、設備投資と運用コストを最小限に抑える必要がある。主要な購入機器はすべて、国内認定を受けた高品質メーカーから調達しなければならない。電気定格は過剰仕様にならないよう適切なサイズを選択し、必要に応じて可変周波数駆動ファンを使用する。
騒音規制遵守
すべての回転機器は、GB 12348–2008 クラスII産業用境界騒音制限に準拠し、ユニット表面から1mの位置で測定した騒音レベルが85dB(A)を超えてはならない。ファンの選定にあたっては、2相構成による静圧要件の増加を考慮する必要がある。
モジュール式で将来を見据えた建築
モジュール設計のコンセプトは、コアシステムの再設計なしに、3~5年かけて厳格化する環境規制に対応できるものでなければならない。同時に、先進技術によって低周波ガス状汚染物質の同時排出を削減し、施設を超低排出基準に適合させる必要がある。
水回収統合
磁気式吸収層から回収された凝縮水には、pH約2の残留リン酸が含まれています。この凝縮水を廃水として処理するのではなく、蒸発回収装置を通して循環水システムに補給水として戻すことで、真水の消費量を削減し、廃水排出を完全に排除する必要があります。
04 — 治療溶液
二相式磁気プルーム抑制システム:メインワークショップとリアワークショップ
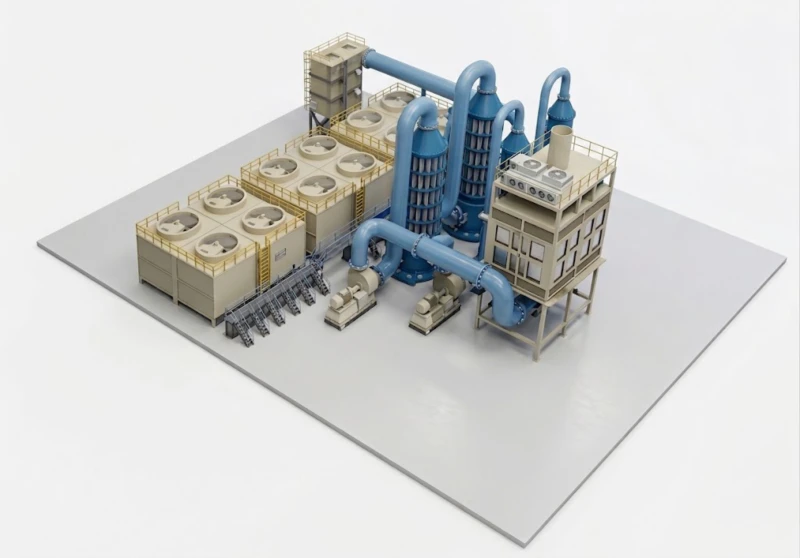
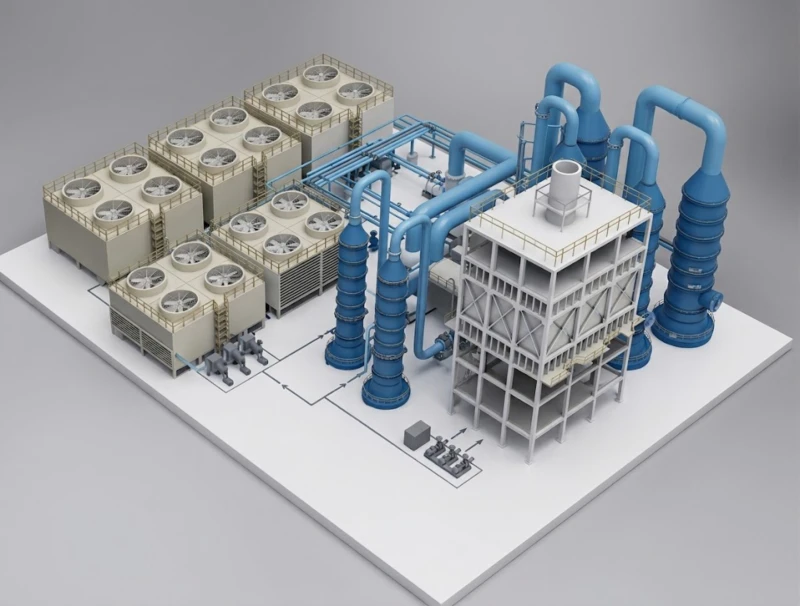
エンジニアリングチームは、磁気プルーム抑制(MPA)技術を最終浄化および白色プルーム除去段階として使用し、独立しているが建築的に同一の処理ラインを2つ(各生産工場に1つずつ)設計しました。 磁気式煙浄化, 非熱的プルーム抑制, 乾燥相酸性ミストの捕集、 または 磁場による白煙の抑制MPAプロセスは、制御された磁場勾配を利用して、ガス流に液体試薬を導入することなく、目に見える白い煙の3つの物理的要因であるサブミクロンサイズの酸性ミスト液滴、微粒子、飽和水エアロゾルを同時に捕捉します。
メインワークショップの工程フロー(熱炉4基 - 350,000 Nm³/h)
炉
プレコレクション
(酸性スクラバー)
(BLCNXB-35W)
スタック
後部作業場工程フロー(熱炉2基 - 220,000 Nm³/h)
炉(7号炉と8号炉)
プレコレクション
(酸性スクラバー)
(BLCNXB-22W)
スタック
両工場とも、炉からの排ガスはまず水冷タンクと炉前排ガス収集システムを通過し、そこで固形物や重質の持ち越し物が除去され、排ガス温度が約80℃からほぼ周囲温度まで下げられます。次に、ガスは湿式脱硫酸スクラバーを通過し、そこでSO₂、HF、残留有機酸が中和されます。前処理されたガス(混合汚染物質濃度100mg/Nm³で水蒸気、微細エアロゾル、残留酸ミストが飽和状態)は、最終的な浄化と煙の抑制のために磁気式煙抑制装置に入ります。
システム構成と技術パラメータ:フェーズ1とフェーズ2の比較
| パラメータ | フェーズ2(メインワークショップ) | フェーズ1(後部作業場) |
|---|---|---|
| ユニットモデル | BLCNXB-35W | BLCNXB-22W |
| レイアウトタイプ | タワー外部モジュール | タワー外部モジュール |
| 空気の流れの方向 | 底部吸気、上部排気 | 底部吸気、上部排気 |
| 浄化効率 | ≥97% | ≥97% |
| 流入混合汚染物質濃度 | 100 mg/Nm³ | 100 mg/Nm³ |
| 排水口における混合汚染物質濃度 | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| システム抵抗 | 250 Pa | 250 Pa |
| 処理済み排ガス量 | 350,000 Nm³/h | 220,000 Nm³/h |
| 吸収材 | 2205二相ステンレス鋼 | 2205二相ステンレス鋼 |
| 機器の寸法(長さ×幅×高さ) | 17.5×12.5×20メートル | 12.8×10.7×18.5メートル |
| 磁気エネルギー発生器 | BLEMG-2K | BLEMG-2K |
| 入口排ガス温度 | 約35℃ | 約35℃ |
05 — 主な利点
リン化学用途において磁気プルーム抑制が他の方法よりも優れている理由
- ✓
政府検査により、白煙の完全除去が確認されました。 3ヶ月の建設期間を経て、2段階式MPAシステムは、6基の電気炉煙突すべてから同時に目に見える白色煙をゼロにすることに成功した。この施設は、リン化学産業の是正キャンペーンの規模を考慮すると画期的な成果である、政府の環境受入検査に初回で合格し、州の「グリーンファクトリー」認定を受けた。 - ✓
2205二相ステンレス鋼 ― HF含有流体向けに特別に設計: HFを50mg/Nm³含むリン系化学排ガスは、標準的な316Lステンレス鋼製吸収器を数ヶ月以内に劣化させてしまいます。本プロジェクトでは、接液部および半接液部すべてに2205二相ステンレス鋼を採用し、産業界で最も化学的に腐食性の高い排ガス環境の一つにおいて、10年以上の耐用年数に必要な耐食性を実現しました。 - ✓
凝縮水回収により廃水排出が不要に: MPA吸収層から回収された凝縮水(残留リン酸を含む)は、蒸発回収装置を通してプラントの循環水システムに戻され、補給水として利用されます。これにより水循環が完全に閉じられ、排出制御システムの改修に伴う新たな排水の発生がなくなり、施設の淡水消費量を大幅に削減できます。 - ✓
570,000 Nm³/hの処理能力を持つ、2つの同一モジュールで構成された拡張性の高いアーキテクチャ: エンジニアリングチームは、ガス量全体に対応する単一の専用システムを設計するのではなく、独立して運用可能な2つのMPAモジュールを導入した。このアプローチにより、一方の作業場で計画的なメンテナンスを実施している間も、もう一方の作業場で生産を継続できるため、強制停止による生産損失のリスクを大幅に軽減できる。 - ✓
複数の汚染物質パラメータへの同時準拠: MPAステージは、上流の湿式脱硫と連携して、粒子状物質(10 mg/Nm³)、SO₂(30 mg/Nm³)、NOx(100 mg/Nm³)、ヒ素を含む重金属(入口値1 mg/Nm³に対し、達成値<0.001 mg/Nm³)、および目視可能な煙の基準に関するGB 31573の制限に同時に準拠し、単一の統合システムから複数の汚染物質のコンプライアンスを実現します。 - ✓
コスト効率の高い大容量運転 ― 320kWで570,000Nm³/hの供給能力: 2相システムを合わせた最大運転電力は320kWです。1日24時間連続運転、年間運転時間8,000時間、電気料金0.36人民元/kWhの場合、年間総電気料金は約92.16人民元となります。処理ガス単位当たりのエネルギーコストは、湿式再加熱や触媒酸化による煙抑制方式と比べて大幅に低くなっています。
技術比較:リン化学産業における磁気プルーム抑制と従来型代替技術の比較
| 基準 | 磁気プルーム抑制 | アルカリ湿式洗浄 | GGHガス再加熱 |
|---|---|---|---|
| 煙の完全除去 | はい(見えないスタック) | いいえ(もやが残っている) | 部分的(温度依存) |
| HF耐性(50 mg/Nm³) | はい(2205 SS) | 不良(急速な腐食) | 貧しい |
| 廃水発生 | なし(凝縮液回収) | 大量 | なし |
| 精製効率 | ≥97% | 約80~85% | 該当なし(削除不可) |
| 試薬コスト | ゼロ | 継続中(NaOH / Ca(OH)₂) | ゼロ |
| 570,000 Nm³/h に適合 | はい(モジュール式二相) | はい(設置面積が大きい) | 非常に高いエネルギーコスト |
06 — 業務実績
委託結果、モニタリングデータ、および独立検証
3ヶ月の建設および設置期間を経て、両方のMPAユニットは初回試運転を無事完了しました。施設は、6基すべての電気炉排気スタックから同時に目に見える白い煙を完全に除去し、通常の運転条件下では白い煙は一切見られなくなりました。2020年8月27日に独立した第三者機関によるモニタリングが実施され、以下の検証結果が得られました。
監視対象となっているすべての項目(粒子状物質、フッ化水素、ヒ素)は、排出地点において規制値以下であることが確認されました。施設は政府の受入検査に一発合格し、省の「グリーンファクトリー」認定を取得しました。これにより、雲南省でこの認定を受けた初のリン化学企業となりました。現在、この複合システムは1日24時間、年間8,000時間連続稼働しており、両フェーズの年間電気料金は約92.16万元です。
07 — 実施上の注意
リン化学排ガス処理に特有の重要な工学的考慮事項
- ⚠️
一酸化炭素爆発の危険性: リン炉排ガスには、最大2,000 mg/Nm³のCOが含まれています。COは無色無臭で、爆発下限は12.5% v/vです。すべての下流処理装置の上流側の入口ダクトに、オンラインCO濃度監視センサーを設置する必要があります。CO濃度が危険な閾値に近づいた場合は、燃焼パラメータの調整または緊急バイパスを直ちに作動させる必要があります。CO濃度が安全な運転レベルを下回るまでは、未処理の炉排ガスを密閉された処理容器に通さないでください。 - ⚠️
再循環式バックスプレーノズルにおけるカーボンブラック微粒子による汚染: リン炉の排ガスには、高濃度のカーボンブラック(すす)粒子が含まれています。粒子濃度が高い場合、カーボンブラックが再循環システムのバックスプレーノズルヘッドに蓄積し、洗浄効果が低下して浄化効率が早期に失われる可能性があります。再循環ループにインラインフィルターを追加し、運転開始後1年間は四半期ごとにノズルの点検を実施してください。 - ⚠️
HF関連の材料仕様はダウングレードできません。 現場経験から、HF濃度が50 mg/Nm³以上の流体において、316Lステンレス鋼またはFRP(繊維強化プラスチック)製の部品を指定すると、急速な故障につながることが確認されています。FRPはHF環境で劣化し、316Lは連続HF使用には適していません。接液部はすべて、設計どおり2205二相ステンレス鋼で指定する必要があります。調達時に、独立した腐食工学的レビューなしに材料の変更を承認しないでください。 - ⚠️
凝縮水のpH管理: MPA吸収層から回収された凝縮水は、残留リン酸含有量のためpHが約2です。循環水システムに戻す前に、蒸発回収装置に送る必要があります。pH調整を行わずに冷却塔のサンプに直接排出すると、塔内部および接続されている熱交換器の腐食が促進されます。凝縮水戻りラインにpHモニターを設置し、pHが4未満になった場合に自動的に分岐アラームが作動するように設定してください。 - ⚠️
多様な排ガス分類には、上流での収集設計を慎重に行う必要がある。 リン化学プラントでは、主炉排ガス以外にも、水蒸気を含んだ炉排ガス、乾燥排ガス、転炉排煙、精製リン酸ミストなど、複数の発生源から様々な排ガスが発生します。それぞれの排ガスは組成が異なるため、共通の処理システムに流入する前に収集・分類する必要があります。上流で適切な分離を行わずに不適合な排ガスを混合すると、予期せぬ反応が起こり、処理性能が低下する可能性があります。 - ⚠️
試運転前に安全手順に関する研修を受けることが義務付けられています。 未処理排ガス流にはCO、HF、ヒ素が混在するため、メンテナンス、サンプリング、または検査のためにダクトにアクセスする際は、完全な呼吸保護具、COおよびHF個人用ガス検知器、および2人1組のバディシステムが必要です。システムの稼働開始前に、すべての運用および保守担当者は最新の手順に関する訓練を受ける必要があります。拡張された処理システムによって新たに導入されたすべてのガス相の危険物質を含めるように、施設の危険物質登録簿を更新してください。
08 — エンジニアリングの要点
この二者間ワークショッププロジェクトから得られた、応用可能な4つの教訓
- 1
独立したモジュール式展開により、生産の継続性が確保されます。 各作業場を独立したMPA設備として扱い、2つのガス流を1つの大きなユニットに統合しないことで、一方の作業場がメンテナンスのために停止している間も、もう一方の作業場はフル稼働を維持できます。高スループットの連続プロセス設備の場合、この分離は設備の耐用年数にわたって生産停止時間を回避できるため、投資額を迅速に回収できます。 - 2
材料仕様は、単なる技術的な決定ではなく、規制上の決定である。 2205二相ステンレス鋼が選ばれたのは、排ガス中のHF含有量が理由でした。もし仕様策定担当者がコスト面で316Lへの代替を認めていたら、システムは12~18ヶ月以内に故障し、法令遵守危機と設備投資の再導入という事態を招いていたでしょう。腐食性の高い化学分野の用途では、調達を開始する前に、材料仕様書を独立した腐食対策専門家にレビューしてもらうべきです。 - 3
水回収システムの統合により、廃棄物の流れを資源へと転換することが可能になります。 凝縮水を蒸発回収装置に通し、補給水として循環水システムに戻すという決定により、会計処理が廃水処理コストから節水効果へと変更されました。この変更により、排出制御システムのアップグレードのために新たな廃水排出許可区分を追加する必要がなくなったため、許可取得プロセスも簡素化されました。 - 4
政府による検査への準備は、設計段階から始まる。 この施設が初回検査で合格したのは偶然ではありません。プロジェクトチームは、システム設計をGB 31573監視プロトコルに直接準拠させ、第三者の等速煙突サンプリング業者を事前に手配し、機器証明書、CEMS校正記録、運用訓練記録などの完全な文書パッケージをシステムの試運転と同時に準備しました。この並行アプローチにより、ほとんどの施設が採用する逐次的なアプローチと比較して、試運転から正式な受入までの時間を約6週間短縮することができました。
09 — よくある質問
リン化学工場における磁気プルーム抑制:10の質問への回答
難燃剤およびリン系化学品業界の工場管理者、環境コンプライアンス担当者、調達チームから収集した質問。
白い煙をなくす準備はできていますか?
産業排出ガス制御ソリューションの全範囲をご覧ください
リン化学工場における磁気プルーム抑制から 高濃度VOC除去のための再生式熱酸化システム当社のエンジニアリングチームは、最も厳しい産業排出ガス問題に対し、現場で検証済みのソリューションを提供します。





















