Пример из практики · Контроль промышленных выбросов
Как предприятие по производству фосфорсодержащих химикатов, обслуживающее более 20 стран, добилось нулевого уровня видимого белого дыма, прошло государственную приемочную инспекцию с первой попытки и получило статус «зеленого завода» на провинциальном уровне — благодаря двухфазной магнитной системе очистки дымовых газов, обрабатывающей 570 000 Нм³/ч высококоррозионных отходящих газов печи.
Огнестойкое средство для снижения испарений
Химическая обработка отходящих газов фосфора
Подавление нетеплового шлейфа
Регулировка кислотного тумана в электрической печи
01 — Информация об отрасли
Почему заводы по производству огнестойких химических веществ подвергаются более тщательному контролю выбросов?
Сектор производства тонких химических веществ, обладающих огнезащитными свойствами, — включающий фосфорсодержащие антипирены, фосфатные удобрения, производство желтого фосфора и сопутствующую химическую переработку — является одной из наиболее строго регулируемых отраслей промышленности в экономическом поясе реки Янцзы в Китае. В рамках специальной национальной инициативы по восстановлению окружающей среды... Специальный план действий по очистке реки Янцзы от «трех фосфоров»Цель программы – охватить предприятия по добыче фосфора, предприятия по производству фосфорной химической продукции и хранилища фосфогипса в семи провинциях и муниципалитетах, включая Цзянсу, Хубэй, Хунань, Сычуань, Гуйчжоу и Юньнань.
Пятиэтапная программа устранения нарушений охватывает выявление проблемы, разработку плана устранения нарушений по принципу «одно предприятие — один план», проверку завершения работ, инспекцию результатов устранения нарушений и постоянный контроль. Для производителей фосфорсодержащих химикатов, использующих термические печи горячего процесса — доминирующую технологию производства фосфорсодержащих антипиренов — ключевой проблемой соблюдения нормативных требований является смешанный поток отходящих газов из электродуговых печей: смесь кислотного тумана, органических загрязнителей, мелкодисперсных частиц, тяжелых металлов и полностью насыщенного водяного пара, которая образует плотный, стойкий белый шлейф выбросов, видимый на километры.
Под GB 31573–2015 Стандарт выбросов загрязняющих веществ в атмосферу для неорганической химической промышленностиСодержание твердых частиц не должно превышать 10 мг/Нм³, SO₂ должно оставаться ниже 30 мг/Нм³, а NOx — ниже 100 мг/Нм³ на дымовой трубе. Достижение этих пределов при одновременном устранении видимого белого шлейфа на многопечных установках с двумя цехами при общем объеме газа 570 000 Нм³/ч требует принципиально иного подхода, чем однобашенная мокрая очистка.
«Химические отходящие газы, содержащие фосфор, относятся к числу наиболее коррозионно-активных и сложных по составу промышленных дымовых газов, встречающихся на практике. Традиционные воздуховоды из стекловолокна или низкоуглеродистой стали и стандартные системы щелочной очистки быстро выходят из строя. Единственный надежный путь к соблюдению норм — это технология, которая по своей природе коррозионно-стойка и не образует вторичных выбросов».
— Техническое описание проекта, Этапы 1 и 2: Снижение интенсивности магнитного излучения

02 — Профиль загрязнения
Характеристики дымовых газов в двух цехах: отходящие газы из основной и задней печей.
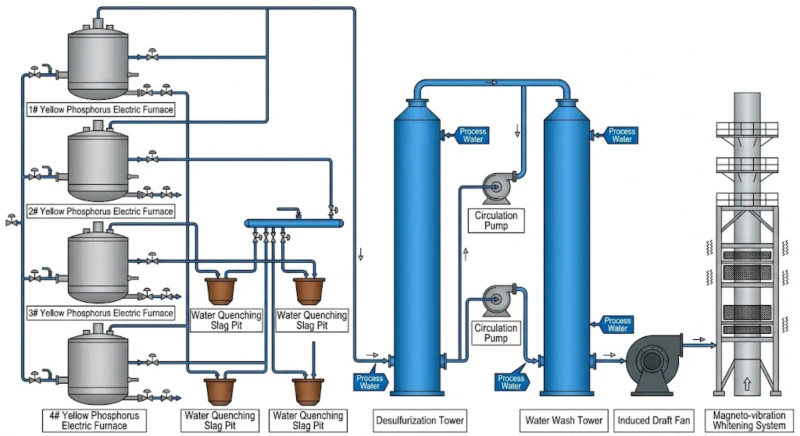
Предприятие работает в двух независимых производственных зонах: Главная мастерскаяв котором размещены 4 электропечи для горячего процесса получения фосфорной кислоты с суммарным номинальным объемом дымовых газов 350 000 Нм³/ч; и Задняя мастерскаяВ распоряжении компании находятся еще две тепловые печи (печь № 7 и печь № 8), генерирующие 220 000 Нм³/ч. Каждая печь оборудована резервуаром для водяного охлаждения, вытяжным колпаком для сбора дымовых газов перед печью, резервуаром для сбора кислоты и бассейном для рециркуляции.
Отходящие газы электропечей, работающих по технологии горячего производства фосфорной кислоты, содержат необычайно агрессивную смесь загрязняющих веществ. Помимо твердых частиц и диоксида серы, присутствующих в большинстве промышленных дымовых газов, отходящие газы фосфорных печей содержат органические загрязнители, пары пентоксида фосфора и — что особенно важно — оксид углерода в высоких начальных концентрациях (до 2000 мг/Нм³), образующиеся в результате восстановительной химии углерода в процессе термической обработки фосфорной кислоты. Дымовые газы также содержат следы мышьяка в концентрации 1 мг/Нм³, что добавляет аспект, связанный с общественным здравоохранением, к проблеме соблюдения нормативных требований.
- Оксиды азота (NOx): Начальная концентрация 100 мг/Нм³. Регулируемый предел на выходе 100 мг/Нм³ — соотношение концентрации на входе к предельному значению не оставляет запаса прочности при использовании традиционных технологий.
- Диоксид серы (SO₂): Начальная концентрация 500 мг/Нм³; целевая концентрация на выходе ≤30 мг/Нм³. Требуется высокоэффективная предварительная десульфуризация перед установкой магнитной очистки.
- Твердые частицы (PM): Начальная концентрация 220 мг/Нм³; целевая концентрация на выходе ≤10 мг/Нм³. Для улавливания мелкодисперсных фосфорных паров и частиц углерода требуется глубокая очистка на субмикронном уровне.
- Оксид углерода (CO): Начальная концентрация 2000 мг/Нм³ — взрывоопасная среда, которую необходимо нейтрализовать путем предварительного сгорания до того, как газовый поток достигнет любого оборудования для последующей обработки.
- Фторид водорода (HF): Начальная коррозионная активность 50 мг/Нм³. Высокая коррозионная активность; для всех контактирующих с поверхностью поверхностей и материалов абсорбера рекомендуется использовать дуплексную нержавеющую сталь (2205) вместо стандартной углеродистой стали.
- Мышьяк (A): Начальная концентрация 1 мг/Нм³. Требуется улавливание веществ до уровня, близкого к нулю, для защиты здоровья человека и соблюдения требований GB 31573 в отношении тяжелых металлов.
- Насыщенный кислотный туман и белое облако дыма: Выхлопные газы после мокрой очистки поступают в стадию магнитной очистки при температуре приблизительно 35°C, относительной влажности около 100% и концентрации загрязняющих веществ на входе 100 мг/Нм³, образуя плотный видимый белый шлейф при любых условиях окружающей среды.
| Параметр | Начальная концентрация | Торговая точка (дизайн) | Нормативный лимит |
|---|---|---|---|
| оксиды азота | 100 мг/Нм³ | ≤100 мг/Нм³ | 100 мг/Нм³ |
| SO&sub2; | 500 мг/Нм³ | ≤30 мг/Нм³ | 30 мг/Нм³ |
| Твердые частицы (PM) | 220 мг/Нм³ | ≤10 мг/Нм³ | 10 мг/Нм³ |
| Оксид углерода (CO) | 2000 мг/Нм³ | Контролируется посредством предварительного сгорания. | — |
| Фторид водорода (HF) | 50 мг/Нм³ | Близко к нулю | — |
| Мышьяк (А) | 1 мг/Нм³ | 0,0008 мг/Нм³ | Поставка тяжелых металлов |
| Плотность смешанных загрязняющих веществ на входе (после десульфуризации) | 100 мг/Нм³ | ≤10 мг/Нм³ | 10 мг/Нм³ |
| Видимое белое облако | Присутствует (в тяжелой форме) | Нет (невидимый) | Белое облако перьев не видно |
| Температура дымовых газов на входе | 80 °C (на выходе из печи); ≈35 °C (после скруббера) | — | — |
| Общий объем очищенных дымовых газов | 350 000 + 220 000 Нм³/ч | — | — |
03 — Технические требования
Критерии проектирования систем подавления магнитных выбросов в условиях воздействия высококоррозионных фосфорсодержащих химических веществ
Перед выбором технологии группа разработчиков проектной спецификации определила следующие проектные требования. Они отражают уникальные проблемы, связанные с отходящими газами фосфорсодержащих химических реагентов и условиями работы двух цехов, и повлияли на каждый выбор материалов и оборудования на протяжении всего проекта.
Только проверенные технологии
Допускаются только коммерчески зрелые, проверенные на практике технологии очистки. Система должна обеспечивать улучшение на 301-501 ТТ3Т по сравнению с существующим базовым показателем на основе подтвержденных результатов аналогичных установок в отраслях, связанных с производством фосфорсодержащих химикатов или другими коррозионно-активными веществами.
Широкий диапазон допустимых выбросов дымовых газов
Система должна обеспечивать стабильную эффективность очистки при колебаниях объема дымовых газов в диапазоне от 101 ТБ3Т до 1101 ТБ3Т от номинальной проектной мощности, с учетом изменений нагрузки на печь, периодического режима работы и планового технического обслуживания отдельных блоков печи.
Коррозионная стойкость, специфичная для конкретного класса стали.
Все компоненты, контактирующие с потоком дымовых газов, содержащих фосфорсодержащие химические вещества, — абсорбирующие слои, облицовка воздуховодов, стенки корпусов, корпуса вентиляторов и крепежные элементы — должны быть изготовлены из дуплексной нержавеющей стали 2205 или аналогичных коррозионностойких материалов. Стандартная нержавеющая сталь 304 или 316L не подходит для потоков, содержащих HF.
Отсутствие вторичного загрязнения
Процесс очистки не должен приводить к образованию сточных вод, отработанных растворов реагентов или опасных твердых отходов, требующих дальнейшей утилизации. Уловленный конденсат может быть направлен в существующую систему циркуляции воды для испарительного сбора. Поставка сырья для системы должна быть стабильной и полностью отечественной.
Энергоэффективность и контроль затрат
Выбор оборудования и системное проектирование должны минимизировать капитальные затраты и эксплуатационные расходы. Все основное закупаемое оборудование должно поставляться от производителей, имеющих национальную сертификацию качества. Электрические характеристики должны быть рассчитаны таким образом, чтобы избежать завышения параметров, при этом, где это применимо, следует использовать вентиляторы с частотно-регулируемым приводом.
Соблюдение норм по уровню шума
Уровень шума от всего вращающегося оборудования не должен превышать 85 дБ(А), измеренный на расстоянии 1 м от поверхности установки, в соответствии с предельными значениями промышленного шума класса II согласно GB 12348–2008. При выборе вентилятора необходимо учитывать повышенные требования к статическому давлению в двухфазной системе.
Модульная и перспективная архитектура
Концепция модульной конструкции должна позволять системе соответствовать ужесточающимся экологическим требованиям в течение 3–5 лет без перепроектирования основных компонентов. Передовые технологии должны одновременно снижать выбросы низкочастотных газообразных загрязняющих веществ, чтобы обеспечить соответствие объекта классу сверхнизких выбросов.
Интеграция систем водоподготовки
Конденсат, собранный в абсорбирующем слое магнитной очистки, содержит остаточную фосфорную кислоту с pH ≈ 2. Вместо того чтобы обрабатывать его как сточные воды, конденсат необходимо пропускать через испарительную установку и возвращать в циркуляционную систему водоснабжения в качестве подпиточной воды, что снижает потребление пресной воды и полностью исключает сброс сточных вод.
04 — Раствор для лечения
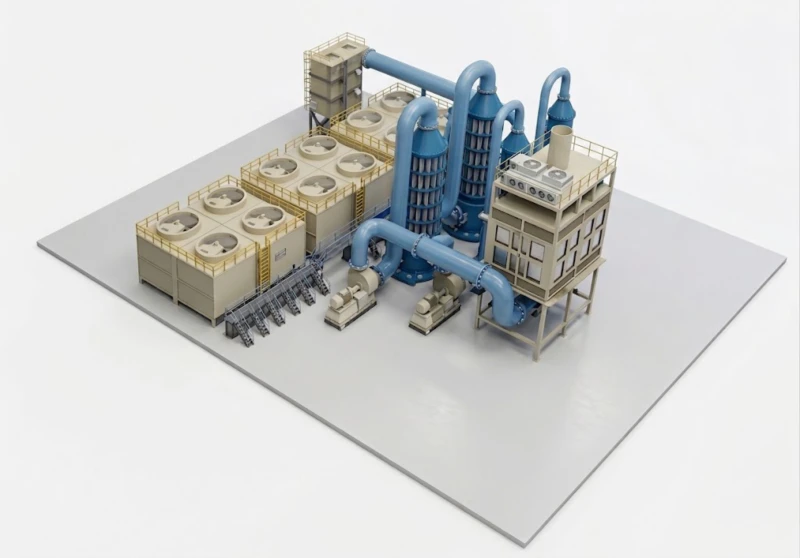
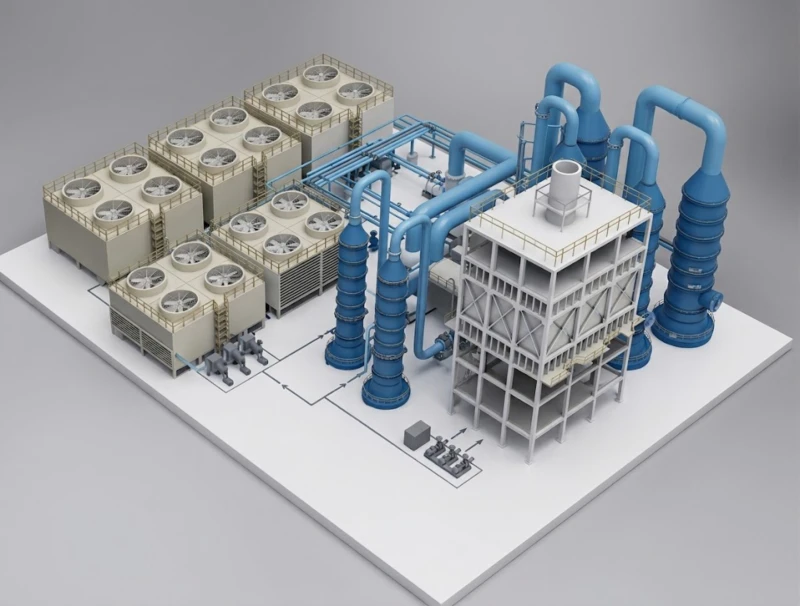
Двухфазная магнитная система удаления дымовых газов: основной цех и задний цех.
Инженерная группа разработала две независимые, но архитектурно идентичные линии очистки — по одной для каждого производственного цеха — с использованием технологии магнитной очистки от выбросов (MPA) в качестве заключительного этапа очистки и удаления белых выбросов. Также известна как магнитная очистка паров, подавление нетеплового шлейфа, улавливание кислотного тумана в сухой фазе, или снижение уровня белого дыма с помощью магнитного поляВ процессе MPA используются контролируемые градиенты магнитного поля для одновременного улавливания субмикронных капель кислотного тумана, мелкодисперсных частиц и насыщенного водного аэрозоля — трех физических факторов, определяющих видимое белое облако дыма, — без введения каких-либо жидких реагентов в газовый поток.
Основная технологическая схема цеха (4 тепловые печи — 350 000 Нм³/ч)
Печи
& Предварительный сбор
(Кислотный скруббер)
(BLCNXB-35W)
Куча
Технологический процесс в задней части цеха (2 тепловые печи — 220 000 Нм³/ч)
Печи (7 и 8)
& Предварительный сбор
(Кислотный скруббер)
(BLCNXB-22W)
Куча
В обоих цехах отходящие газы сначала проходят через резервуар для охлаждения водой и систему сбора дымовых газов перед печью, где удаляются твердые частицы и тяжелые примеси, а температура дымовых газов снижается примерно с 80°C до температуры, близкой к комнатной. Затем газ проходит через кислотный скруббер мокрой десульфуризации, где нейтрализуются SO₂, HF и остаточные органические кислоты. Предварительно обработанный газ — все еще насыщенный водяным паром, мелкодисперсными аэрозолями и остаточным кислотным туманом при концентрации смешанных загрязняющих веществ 100 мг/Нм³ — затем поступает в установку магнитной очистки дымовых газов для окончательной очистки и подавления шлейфа.
Конфигурация системы и технические параметры: Фаза 1 против Фазы 2
| Параметр | Этап 2 (Основной семинар) | Этап 1 (Задняя мастерская) |
|---|---|---|
| Модель блока | BLCNXB-35W | BLCNXB-22W |
| Тип макета | Внешний модуль башни | Внешний модуль башни |
| Ориентация воздушного потока | Нижний вход, верхний выход | Нижний вход, верхний выход |
| Эффективность очистки | ≥97% | ≥97% |
| Концентрация смешанных загрязняющих веществ на входе | 100 мг/Нм³ | 100 мг/Нм³ |
| Концентрация смешанных загрязняющих веществ на выходе | ≤10 мг/Нм³ | ≤10 мг/Нм³ |
| Системное сопротивление | 250 Па | 250 Па |
| Обработанный объем дымовых газов | 350 000 Нм³/ч | 220 000 Нм³/ч |
| Поглощающий материал | Дуплексная нержавеющая сталь 2205 | Дуплексная нержавеющая сталь 2205 |
| Габариты оборудования (Д×Ш×В) | 17,5×12,5×20 м | 12,8×10,7×18,5 м |
| Генератор магнитной энергии | БЛЕМГ-2К | БЛЕМГ-2К |
| Температура дымовых газов на входе | ≈35°C | ≈35°C |
05 — Основные преимущества
Почему метод удаления магнитных выбросов превосходит альтернативные решения в применении фосфорсодержащих химических реагентов
- ✓
Полное устранение белых струй, подтвержденное государственной инспекцией: После трехмесячного периода строительства двухфазная система MPA позволила полностью исключить видимое белое облако дыма из всех шести дымовых труб электропечей одновременно. Предприятие с первой попытки прошло государственную экологическую инспекцию — эталонное достижение, учитывая масштабы кампании по исправлению ситуации в секторе фосфорной химической промышленности, — и получило статус «Зеленого завода» на провинциальном уровне. - ✓
Дуплексная нержавеющая сталь 2205 — специально разработана для потоков, содержащих высокочастотные сигналы: Химические вещества, выделяющиеся при сжигании фосфора и содержащие HF в концентрации 50 мг/Нм³, разрушают стандартные абсорберы из нержавеющей стали 316L в течение нескольких месяцев. В проекте для всех контактирующих и частично контактирующих с жидкостью компонентов была выбрана дуплексная нержавеющая сталь 2205, обеспечивающая необходимую коррозионную стойкость для срока службы оборудования более 10 лет в одной из самых химически агрессивных сред дымовых газов в промышленности. - ✓
Утилизация конденсата исключает сброс сточных вод: Конденсат, собранный из абсорбирующего слоя МПА (содержащий остаточную фосфорную кислоту), направляется через установку рекуперации испарения и возвращается в циркуляционную систему водоснабжения предприятия в качестве дополнительной подпиточной воды. Это полностью замыкает водный цикл, исключая любые новые потоки сточных вод, образующиеся в результате модернизации системы контроля выбросов, и существенно снижая потребление пресной воды предприятием. - ✓
Масштабируемая архитектура, обеспечивающая производительность 570 000 Нм³/ч в двух идентичных модулях: Вместо разработки единой специализированной системы для всего объема газа, инженерная группа развернула два независимо работающих модуля MPA. Такой подход позволяет одному цеху продолжать производство, пока другой находится на плановом техническом обслуживании, что значительно снижает риск потерь из-за вынужденных остановок производства. - ✓
Одновременное соблюдение требований по нескольким параметрам загрязнения: Этап MPA работает в тандеме с предшествующей мокрой десульфуризацией, обеспечивая одновременное соответствие пределам GB 31573 по содержанию твердых частиц (10 мг/Нм³), SO₂ (30 мг/Нм³), NOx (100 мг/Нм³), тяжелых металлов, включая мышьяк (<0,001 мг/Нм³ по сравнению с исходным уровнем 1 мг/Нм³), а также стандартам видимого шлейфа — обеспечивая соответствие требованиям по нескольким загрязняющим веществам с помощью единой интегрированной системы. - ✓
Экономически эффективная работа в больших объемах — 320 кВт, производительность 570 000 Нм³/ч: Суммарная пиковая мощность двухфазной системы составляет 320 кВт. При круглосуточной непрерывной работе, 8000 часах работы в год и цене 0,36 юаня/кВт·ч общая годовая стоимость электроэнергии составляет приблизительно 92,16 юаня. В пересчете на единицу обработанного газа это представляет собой значительно меньшую удельную стоимость энергии по сравнению с методами подавления выбросов на основе влажного повторного нагрева или каталитического окисления.
Сравнительный анализ технологий: магнитная очистка выбросов против традиционных альтернатив в фосфорно-химической отрасли.
| Критерий | Снижение магнитного выброса | Щелочная влажная чистка | Повторный нагрев газа GGH |
|---|---|---|---|
| Полное устранение шлейфа | Да (невидимый стек) | Нет (дымка сохраняется) | Частичный (зависящий от времени) |
| Сопротивление высокочастотному излучению (50 мг/Нм³) | Да (2205 СС) | Плохое качество (быстрая коррозия) | Бедный |
| Образование сточных вод | Нет (конденсат извлечен) | Большой объем | Никто |
| Эффективность очистки | ≥97% | ≈80–85% | Н/Д (удаление не требуется) |
| Стоимость реагентов | Ноль | Продолжается (NaOH / Ca(OH)₂) | Ноль |
| Пригодность для производительности 570 000 Нм³/ч | Да (модульная двухфазная) | Да (большая площадь основания) | Очень высокие затраты энергии |
06 — Результаты оперативной деятельности
Результаты ввода в эксплуатацию, данные мониторинга и независимая проверка.
После 3-месячного периода строительства и монтажа обе установки MPA успешно прошли первый пусконаладочный этап. На объекте было достигнуто полное устранение видимого белого дыма из всех шести выхлопных труб электропечей одновременно, при этом белый дым не наблюдался ни при каких нормальных условиях эксплуатации. 27 августа 2020 года был проведен независимый мониторинг третьей стороной, результаты которого были подтверждены следующим образом:
Все контролируемые параметры — содержание твердых частиц, фтороводорода и мышьяка — были проверены и оказались ниже установленных норм в точке сброса. Предприятие с первой попытки прошло государственную приемочную инспекцию и получило звание «Зеленый завод» провинции Юньнань, став первым предприятием по производству фосфорной химической продукции в провинции Юньнань, удостоенным этой награды. В настоящее время объединенная система работает непрерывно 24 часа в сутки, 8000 часов в год, а годовой счет за электроэнергию составляет приблизительно 92,16 10 000 юаней за оба этапа.
07 — Меры предосторожности при внедрении
Важные инженерные аспекты, специфичные для химической обработки отходящих газов при окислении фосфора.
- ⚠️
Риск взрыва угарного газа: Отходящие газы фосфорной печи содержат CO в концентрации до 2000 мг/Нм³. CO бесцветен, не имеет запаха и имеет нижний предел взрывоопасности 12,51 TP3T об./об. На входном патрубке перед всем последующим оборудованием для обработки необходимо установить датчик онлайн-мониторинга концентрации CO. Если концентрация CO приближается к опасному порогу, необходимо немедленно активировать корректировку параметров сгорания или аварийный байпас. Не следует пропускать сырой печной газ через какие-либо закрытые емкости для обработки до тех пор, пока концентрация CO не будет снижена ниже безопасного рабочего уровня. - ⚠️
Загрязнение форсунок рециркуляционного обратного распыления частицами сажи: Дымовые газы фосфорных печей содержат значительные концентрации твердых частиц сажи (углерода). При высокой концентрации частиц сажа может накапливаться на форсунках обратного распыления системы рециркуляции, снижая эффективность промывки и вызывая преждевременную потерю эффективности очистки. Добавьте в контур рециркуляции встроенную фильтрацию и запланируйте ежеквартальную проверку форсунок в течение первого года эксплуатации. - ⚠️
Технические характеристики материалов, используемых для обработки высокочастотным излучением, не могут быть понижены: Опыт эксплуатации подтверждает, что использование компонентов из нержавеющей стали 316L или армированного волокном пластика (FRP) в средах с концентрацией HF 50 мг/Нм³ и выше приводит к быстрому выходу из строя: FRP разрушается в средах с HF, а сталь 316L не рассчитана на непрерывную работу в средах с HF. Все компоненты, контактирующие с рабочей средой, должны быть изготовлены из дуплексной нержавеющей стали 2205 в соответствии с проектными требованиями. Не следует утверждать замену материалов в процессе закупки без независимой экспертизы по коррозионной стойкости. - ⚠️
Регулирование pH конденсата: Конденсат, собранный из абсорбционного слоя МПА, имеет pH приблизительно 2 из-за остаточного содержания фосфорной кислоты. Перед повторным попаданием в систему циркуляционной воды его необходимо направлять в установку рекуперации испарительного тепла. Прямой сброс в резервуар градирни без регулирования pH ускорит коррозию внутренних элементов градирни и подключенных теплообменников. Установите датчики pH на линии возврата конденсата и настройте автоматическую сигнализацию о перенаправлении при pH < 4. - ⚠️
Для классификации различных типов отходящих газов требуется тщательная разработка системы сбора на начальном этапе: Помимо основных отходящих газов печи, на фосфорных химических заводах также образуются дымовые газы, содержащие водяной пар, отработанные осушительные газы, дымовые газы конвертера и туман очищенной фосфорной кислоты из различных источников. Каждая категория отходящих газов имеет свой уникальный состав и должна быть собрана и классифицирована перед поступлением в общую систему очистки. Смешивание несовместимых потоков без надлежащей предварительной сортировки может вызвать неожиданные реакции и снизить эффективность очистки. - ⚠️
Обучение по технике безопасности является обязательным перед вводом в эксплуатацию: Сочетание CO, HF и мышьяка в потоке неочищенных отходящих газов означает, что любой доступ к воздуховодам для технического обслуживания, отбора проб или осмотра требует полной защиты органов дыхания, индивидуального обнаружения CO и HF, а также системы парного взаимодействия двух человек. Весь персонал, занимающийся эксплуатацией и техническим обслуживанием, должен пройти обучение в соответствии с действующими протоколами до ввода системы в эксплуатацию. Необходимо обновить реестр опасных веществ предприятия, включив в него все новые газообразные опасности, возникшие в связи с расширением системы очистки.
08 — Основные выводы из инженерной практики
Четыре урока, которые можно применить в различных сферах, из этого проекта, включающего два отдельных семинара.
- 1
Независимое модульное развертывание обеспечивает непрерывность производства. Рассматривая каждый цех как независимую установку MPA, а не объединяя оба газовых потока в один большой блок, проект позволяет одному цеху оставаться в режиме полной загрузки, в то время как другой остановлен на техническое обслуживание. Для высокопроизводительных установок непрерывного процесса такое разделение быстро окупается за счет предотвращения простоев производства в течение всего срока службы оборудования. - 2
Выбор материала — это нормативное, а не просто инженерное решение. Выбор дуплексной нержавеющей стали 2205 был обусловлен содержанием HF в дымовых газах. Если бы инженер-проектировщик согласился на замену стали 316L по себестоимости, система вышла бы из строя в течение 12–18 месяцев, что привело бы к кризису соответствия нормативным требованиям и необходимости повторных капитальных вложений. В условиях сильной коррозии в химической промышленности документ с техническими характеристиками материала должен быть проверен независимым инженером по коррозии до начала закупок. - 3
Интеграция систем водоочистки превращает поток отходов в ресурс. Решение направлять конденсат через установку рекуперации испарительного тепла и возвращать его в систему циркуляционной воды в качестве подпиточной воды изменило учет затрат с очистки сточных вод на экономию воды. Эта переформулировка также упростила процесс получения разрешений, поскольку предприятию не потребовалось добавлять новую категорию разрешений на сброс сточных вод для модернизации системы контроля выбросов. - 4
Подготовка к правительственной инспекции начинается на этапе проектирования. Успешная приемка объекта с первой попытки не была случайностью. Проектная группа согласовала проект системы непосредственно с протоколами мониторинга GB 31573, заранее договорилась с подрядчиком по изокинетическому отбору проб дымовых газов и подготовила полный пакет документации — сертификаты на оборудование, записи о калибровке CEMS, журналы обучения персонала — одновременно с вводом системы в эксплуатацию. Такой параллельный подход сократил время от ввода в эксплуатацию до официальной приемки примерно на 6 недель по сравнению с последовательным подходом, используемым большинством предприятий.
09 — Часто задаваемые вопросы
Снижение интенсивности магнитных выбросов на заводах по производству фосфорсодержащих химикатов: ответы на десять вопросов.
Вопросы были собраны у руководителей предприятий, специалистов по экологическому контролю и сотрудников закупочных групп в секторе производства огнестойких и фосфорсодержащих химических веществ.
Готовы избавиться от белого пера?
Ознакомьтесь с полным спектром решений по контролю промышленных выбросов.
От снижения воздействия магнитных выбросов на фосфорсодержащих химических заводах до Регенеративные системы термического окисления для снижения концентрации летучих органических соединений в высоких концентрацияхНаша инженерная команда разрабатывает проверенные на практике решения для самых сложных задач в области промышленных выбросов.





















