Fallstudie · Industrielle Emissionskontrolle
Wie ein Phosphorchemieunternehmen, das mehr als 20 Länder beliefert, eine sichtbare weiße Rauchfahne von null erreichte, die staatliche Abnahmeprüfung beim ersten Versuch bestand und die Provinzbezeichnung „Grüne Fabrik“ erhielt – mit einem zweiphasigen magnetischen Rauchfahnenabscheidungssystem, das 570.000 Nm³/h hochkorrosives Ofenabgas behandelt.
Flammschutzmittel-Dämpfe
Chemische Phosphor-Abgasbehandlung
Unterdrückung nicht-thermischer Rauchfahnen
Säurenebelkontrolle für Elektroöfen
01 — Branchenhintergrund
Warum Anlagen zur Herstellung von flammhemmenden Feinchemikalien verstärkten Emissionskontrollen unterliegen
Der Sektor der flammhemmenden Feinchemikalien – der phosphorbasierte Flammschutzmittel, Phosphatdünger, die Produktion von gelbem Phosphor und die damit verbundene chemische Verarbeitung umfasst – ist einer der am stärksten regulierten Industriezweige im Wirtschaftsgürtel des Jangtsekiang in China. Eine spezielle nationale Sanierungsinitiative, die Sonderaktionsplan zur Sanierung des Jangtse-Flusses („Drei Phosphor“), zielt auf Phosphorbergbaubetriebe, Phosphorchemieunternehmen und Phosphogipslagerstätten in sieben Provinzen und Städten ab, darunter Jiangsu, Hubei, Hunan, Sichuan, Guizhou und Yunnan.
Das fünfstufige Sanierungskonzept umfasst die Problemidentifizierung, die Entwicklung eines unternehmensweiten Sanierungsplans, die Überprüfung der Umsetzung, die Kontrolle der Sanierungsergebnisse und die kontinuierliche Durchsetzung. Für Hersteller von Phosphorchemikalien, die thermische Heißprozessöfen betreiben – die dominierende Produktionstechnologie für phosphorbasierte Flammschutzmittel –, stellt der kombinierte Abgasstrom aus Elektrolichtbogenöfen die größte Herausforderung im Hinblick auf die Einhaltung der Vorschriften dar: ein Gemisch aus Säurenebel, organischen Schadstoffen, Feinstaub, Schwermetallen und vollständig gesättigtem Wasserdampf, das dichte, anhaltende weiße Emissionsfahnen erzeugt, die kilometerweit sichtbar sind.
Unter GB 31573–2015 Emissionsnorm für Luftschadstoffe in der anorganischen chemischen IndustrieDie Feinstaubkonzentration darf 10 mg/Nm³ nicht überschreiten, SO₂ muss unter 30 mg/Nm³ und NOx unter 100 mg/Nm³ am Schornstein liegen. Um diese Grenzwerte einzuhalten und gleichzeitig die sichtbare weiße Rauchfahne bei einem Mehrofen- und Zweiwerksbetrieb mit einem Gesamtgasvolumenstrom von 570.000 Nm³/h zu eliminieren, ist ein grundlegend anderer Ansatz als bei der Nasswäsche in einem einzelnen Ofen erforderlich.
„Phosphorhaltige chemische Abgase gehören zu den korrosivsten und in ihrer Zusammensetzung komplexesten industriellen Abgasströmen. Herkömmliche Glasfaser- oder Stahlrohre und Standard-Alkaliwäscher versagen schnell. Die einzige dauerhafte Lösung zur Einhaltung der Vorschriften ist eine Technologie, die von Natur aus korrosionsbeständig ist und keine Sekundärabgase erzeugt.“
— Technische Projektzusammenfassung, Phase 1 & Phase 2 Magnetschwemmabsaugung

02 — Verschmutzungsprofil
Abgascharakterisierung einer Doppelwerkstatt: Abgase des Haupt- und Hinterwerksofens
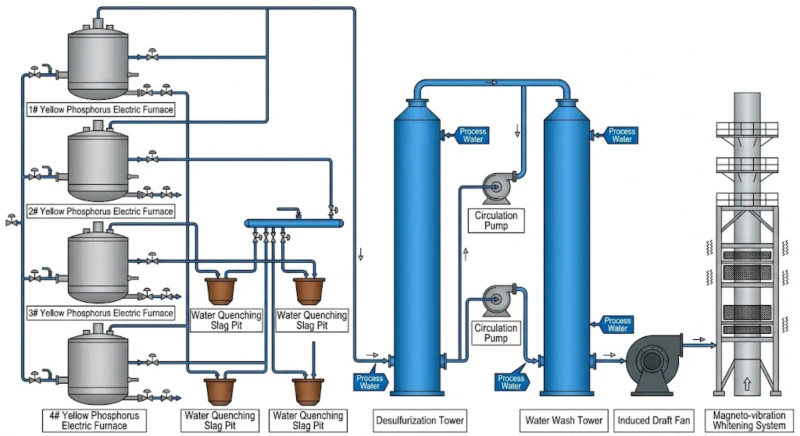
Die Anlage betreibt zwei unabhängige Produktionszonen: die Hauptwerkstatt, die vier thermische Heißprozess-Phosphorsäure-Elektroöfen mit einem kombinierten Nennabgasvolumen von 350.000 Nm³/h beherbergt; und die Hintere WerkstattZusätzlich werden zwei weitere thermische Öfen (Ofen 7 und Ofen 8) betrieben, die 220.000 Nm³/h erzeugen. Jeder Ofen ist mit einem Wasserabschreckbecken, einer Abzugshaube vor dem Ofen, einem Säureauffangbehälter und einem Rezirkulationsbecken ausgestattet.
Das Abgas von Elektroöfen zur Herstellung von Phosphorsäure im Heißverfahren enthält ein ungewöhnlich aggressives Schadstoffgemisch. Neben den in den meisten Industrieabgasen vorkommenden Partikeln und Schwefeldioxid enthält das Abgas von Phosphoröfen organische Schadstoffe, Phosphorpentoxid-Rauch und – besonders kritisch – Kohlenmonoxid in hohen Anfangskonzentrationen (bis zu 2.000 mg/Nm³), das bei der Kohlenstoffreduktion im thermischen Phosphorsäureverfahren entsteht. Das Abgas enthält außerdem Spuren von Arsen in einer Konzentration von 1 mg/Nm³, was die Einhaltung der Vorschriften um eine gesundheitliche Dimension erweitert.
- Stickoxide (NOx): Anfangskonzentration 100 mg/Nm³. Geregelter Auslassgrenzwert 100 mg/Nm³ – das Einlass-Grenzwert-Verhältnis lässt bei herkömmlicher Technologie keinen Spielraum.
- Schwefeldioxid (SO₂): Anfangskonzentration 500 mg/Nm³; Zielwert am Auslass ≤30 mg/Nm³. Erfordert eine hocheffiziente Entschwefelungsvorbehandlung vor der Magnetabscheidungsanlage.
- Feinstaub (PM): Anfangswert 220 mg/Nm³; Zielwert am Auslass ≤10 mg/Nm³. Feine Phosphordämpfe und Kohlenstoffpartikel erfordern eine Tiefenabscheidung im Submikrometerbereich.
- Kohlenmonoxid (CO): Anfangskonzentration 2.000 mg/Nm³ – eine Explosionsgefahr, die durch Vorverbrennung kontrolliert werden muss, bevor der Gasstrom nachgeschaltete Aufbereitungsanlagen erreicht.
- Fluorwasserstoff (HF): Anfangskonzentration 50 mg/Nm³. Stark korrosiv; schreibt für alle medienberührenden Oberflächen und Absorbermaterialien Duplex-Edelstahl (2205) anstelle von Standard-Kohlenstoffstahl vor.
- Arsen (As): Anfangswert 1 mg/Nm³. Erfordert eine Reduzierung auf nahezu Null, um die menschliche Gesundheit zu schützen und die Schwermetallbestimmungen in GB 31573 zu erfüllen.
- Gesättigter Säurenebel und weiße Rauchfahne: Die Abgase nach der Nasswäsche gelangen bei einer Temperatur von ca. 35 °C, einer relativen Luftfeuchtigkeit von nahezu 100% und einer Schadstoffbelastung am Einlass von 100 mg/Nm³ in die Magnetabscheiderstufe und bilden unter allen Umgebungsbedingungen eine dichte, sichtbare weiße Rauchfahne.
| Parameter | Anfangskonzentration | Outlet (Design) | Regulierungsgrenze |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO&sub2; | 500 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Feinstaub (PM) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Kohlenmonoxid (CO) | 2.000 mg/Nm³ | Gesteuert durch Vorverbrennung | — |
| Fluorwasserstoff (HF) | 50 mg/Nm³ | Nahezu Null | — |
| Arsen (As) | 1 mg/Nm³ | 0,0008 mg/Nm³ | Schwermetallvorschriften |
| Schadstoffkonzentration im Zulauf (nach der Entschwefelung) | 100 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Sichtbare weiße Rauchfahne | Vorhanden (schwerwiegend) | Keine (unsichtbar) | Keine sichtbare weiße Rauchfahne |
| Abgaseintrittstemperatur | 80 °C (Ofenaustritt); ≈35 °C (nach der Wäsche) | — | — |
| Gesamtvolumen des behandelten Rauchgases | 350.000 + 220.000 Nm³/h | — | — |
03 — Technische Anforderungen
Auslegungskriterien für die magnetische Rauchfahnenabsaugung in stark korrosiven phosphorhaltigen chemischen Anwendungen
Das Projektteam legte die folgenden Konstruktionsanforderungen fest, bevor eine Technologieauswahl getroffen wurde. Diese Anforderungen spiegeln die besonderen Herausforderungen der Phosphor-Abgase und des Betriebskontexts mit zwei Werkstätten wider und flossen in jede Material- und Geräteauswahl während des gesamten Projekts ein.
Nur bewährte Technologie
Akzeptiert werden ausschließlich kommerziell ausgereifte und praxiserprobte Reinigungstechnologien. Das System muss eine Verbesserung von 30% bis 50% gegenüber dem bestehenden Referenzwert erzielen, basierend auf verifizierten Ergebnissen vergleichbarer Anlagen in der Phosphorchemie oder ähnlichen korrosiven Industriezweigen.
Breite Abgastoleranz
Das System muss eine stabile Reinigungsleistung aufrechterhalten, wenn das Rauchgasvolumen zwischen 10% und 110% der Nennauslegungskapazität schwankt, wobei Schwankungen bei der Ofenlast, Chargenzyklen und geplanter Wartungsisolierung einzelner Ofeneinheiten berücksichtigt werden müssen.
Sortenspezifische Korrosionsbeständigkeit
Alle Bauteile, die mit dem phosphorhaltigen Abgasstrom in Berührung kommen – Absorberschichten, Kanalauskleidungen, Behälterwände, Lüftergehäuse und Befestigungselemente – müssen aus Duplex-Edelstahl 2205 oder gleichwertigen korrosionsbeständigen Werkstoffen gefertigt sein. Standard-Edelstahl 304 oder 316L ist für HF-haltige Abgasströme nicht ausreichend.
Null Sekundärverschmutzung
Der Aufbereitungsprozess darf kein Abwasser, keine verbrauchte Reagenzlösung und keine gefährlichen Feststoffabfallströme erzeugen, die einer weiteren Entsorgung bedürfen. Aufgefangenes Kondensat kann dem bestehenden Wasserkreislauf zur Verdunstungsrückgewinnung zugeführt werden. Die Rohstoffversorgung des Systems muss stabil und ausschließlich aus heimischen Quellen stammen.
Energieeffizienz und Kostenkontrolle
Die Auswahl der Ausrüstung und die Systemplanung müssen die Investitions- und Betriebskosten minimieren. Alle wichtigen Ausrüstungsgegenstände müssen von national zertifizierten Qualitätsherstellern bezogen werden. Die elektrische Leistung muss so dimensioniert sein, dass eine Überdimensionierung vermieden wird; gegebenenfalls sind frequenzumrichterbetriebene Lüfter einzusetzen.
Lärmschutz
Alle rotierenden Geräte dürfen einen Geräuschpegel von 85 dB(A) in 1 m Entfernung von der Geräteoberfläche nicht überschreiten. Dies entspricht den Lärmgrenzwerten der Klasse II gemäß GB 12348–2008 für industrielle Anwendungen. Bei der Auswahl der Lüfter muss der erhöhte statische Druckbedarf der Zweiphasen-Anlage berücksichtigt werden.
Modulare und zukunftssichere Architektur
Das modulare Designkonzept muss es dem System ermöglichen, sich innerhalb von 3–5 Jahren an die zunehmend strengeren Umweltauflagen anzupassen, ohne dass eine grundlegende Systemumgestaltung erforderlich ist. Gleichzeitig muss fortschrittliche Technologie die Ko-Emissionen niederfrequenter gasförmiger Schadstoffe reduzieren, um die Anlage für die Ultra-Niedrigemissionsklasse zu qualifizieren.
Integration der Wasserrückgewinnung
Das aus der magnetischen Abscheideschicht aufgefangene Kondensat enthält Restphosphorsäure mit einem pH-Wert von etwa 2. Anstatt es als Abwasser zu behandeln, muss das Kondensat durch eine Verdunstungsrückgewinnungseinheit geleitet und als Zusatzwasser in den Wasserkreislauf zurückgeführt werden, wodurch der Frischwasserverbrauch reduziert und der Abwasserabfluss vollständig vermieden wird.
04 — Behandlungslösung
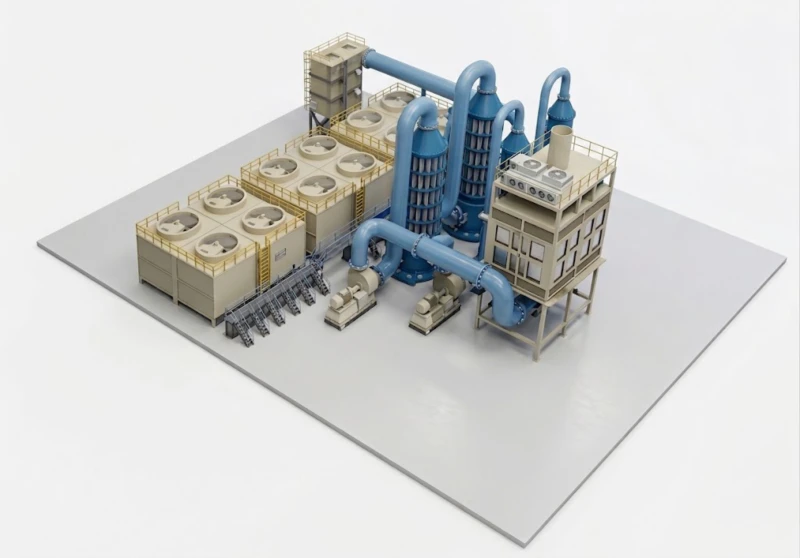
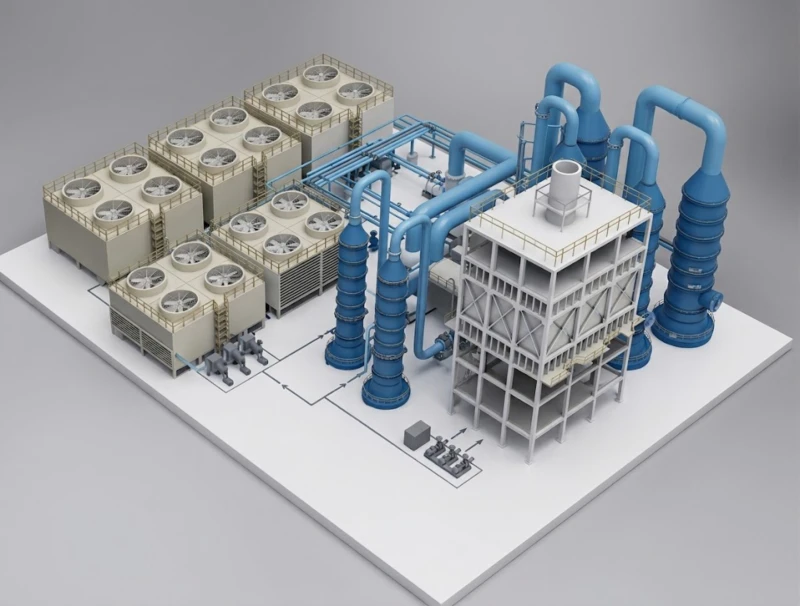
Zweiphasiges magnetisches Abgasreinigungssystem: Hauptwerkstatt und hintere Werkstatt
Das Ingenieurteam entwarf zwei unabhängige, aber architektonisch identische Aufbereitungsanlagen – eine für jede Produktionshalle –, die die Magnetschwefelabscheidung (MPA) als letzte Reinigungs- und Weißrauchbeseitigungsstufe nutzen. Auch bekannt als magnetische Rauchreinigung, Unterdrückung nicht-thermischer Rauchfahnen, Erfassung von sauren Nebeln in der trockenen Phase, oder Reduzierung von weißem Rauch durch MagnetfelderDas MPA-Verfahren nutzt kontrollierte Magnetfeldgradienten, um gleichzeitig submikronäre Säurenebeltröpfchen, Feinstpartikel und gesättigtes Wasseraerosol – die drei physikalischen Ursachen der sichtbaren weißen Rauchfahne – abzufangen, ohne flüssige Reagenzien in den Gasstrom einzubringen.
Hauptprozessablauf der Werkstatt (4 Wärmeöfen — 350.000 Nm³/h)
Öfen
& Vorab-Kollektion
(Säurewäscher)
(BLCNXB-35W)
Stapel
Prozessablauf in der hinteren Werkstatt (2 Wärmeöfen — 220.000 Nm³/h)
Öfen (7 & 8)
& Vorab-Kollektion
(Säurewäscher)
(BLCNXB-22W)
Stapel
In beiden Werkstätten durchläuft das Ofenabgas zunächst ein Wasserabschreckbecken und eine Abgasvorreinigungsanlage. Dort werden Feststoffe und Schwermetalle entfernt und die Abgastemperatur von ca. 80 °C auf nahezu Umgebungstemperatur gesenkt. Anschließend durchströmt das Gas einen Nassentschwefelungs-Säurewäscher, in dem SO₂, HF und restliche organische Säuren neutralisiert werden. Das vorbehandelte Gas – noch gesättigt mit Wasserdampf, Feinstaub und restlichem Säurenebel bei einer Schadstoffkonzentration von 100 mg/Nm³ – gelangt dann zur magnetischen Abgasreinigungsanlage, wo es abschließend gereinigt und die Abgasfahnen unterdrückt werden.
Systemkonfiguration und technische Parameter: Phase 1 vs. Phase 2
| Parameter | Phase 2 (Hauptworkshop) | Phase 1 (Hintere Werkstatt) |
|---|---|---|
| Einheitenmodell | BLCNXB-35W | BLCNXB-22W |
| Layouttyp | Turm-Außenmodul | Turm-Außenmodul |
| Luftstromrichtung | Ansaugung von unten, Abgas von oben | Ansaugung von unten, Abgas von oben |
| Reinigungseffizienz | ≥97% | ≥97% |
| Schadstoffkonzentration am Einlass | 100 mg/Nm³ | 100 mg/Nm³ |
| Schadstoffkonzentration am Auslass | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Systemwiderstand | 250 Pa | 250 Pa |
| Volumen des behandelten Rauchgases | 350.000 Nm³/h | 220.000 Nm³/h |
| Absorbermaterial | 2205 Duplex-Edelstahl | 2205 Duplex-Edelstahl |
| Geräteabmessungen (L×B×H) | 17,5 × 12,5 × 20 m | 12,8 × 10,7 × 18,5 m |
| Magnetischer Energiegenerator | BLEMG-2K | BLEMG-2K |
| Abgaseintrittstemperatur | ≈35°C | ≈35°C |
05 — Kernvorteile
Warum die magnetische Rauchgasreinigung Alternativen bei phosphorhaltigen chemischen Anwendungen übertrifft
- ✓
Vollständige Beseitigung der weißen Rauchfahne durch staatliche Inspektion bestätigt: Nach der dreimonatigen Bauphase erreichte das zweiphasige MPA-System gleichzeitig eine vollständige Abwesenheit sichtbarer weißer Rauchfahnen an allen sechs Schornsteinen der Elektroöfen. Die Anlage bestand die staatliche Umweltprüfung auf Anhieb – ein bemerkenswerter Erfolg angesichts des Umfangs der Sanierungsmaßnahmen im Phosphorchemiesektor – und wurde mit dem Provinzsiegel „Grüne Fabrik“ ausgezeichnet. - ✓
2205 Duplex-Edelstahl – Speziell entwickelt für HF-haltige Ströme: Phosphorhaltige Abgase mit einem HF-Gehalt von 50 mg/Nm³ zerstören herkömmliche Absorber aus Edelstahl 316L innerhalb weniger Monate. Daher wurde für alle medienberührenden und halbmedienberührenden Bauteile Duplex-Edelstahl 2205 spezifiziert. Dieser gewährleistet die erforderliche Korrosionsbeständigkeit für eine Anlagenlebensdauer von über 10 Jahren in einer der chemisch aggressivsten Abgasumgebungen der Industrie. - ✓
Kondensatrückgewinnung vermeidet Abwasserableitung: Das aus der MPA-Absorberschicht aufgefangene Kondensat – das Restphosphorsäure enthält – wird durch eine Verdunstungsrückgewinnungsanlage geleitet und als zusätzliches Speisewasser in den Kühlkreislauf der Anlage zurückgeführt. Dadurch wird der Wasserkreislauf vollständig geschlossen, wodurch kein neues Abwasser aus der Emissionskontrollmodernisierung entsteht und der Frischwasserverbrauch der Anlage erheblich reduziert wird. - ✓
Skalierbare Architektur mit einer Kapazität von 570.000 Nm³/h in zwei identischen Modulen: Anstatt ein einziges maßgeschneidertes System für das gesamte Gasvolumen zu entwickeln, setzte das Ingenieurteam zwei unabhängig voneinander betriebsfähige MPA-Module ein. Dieser Ansatz ermöglicht es einer Werkstatt, die Produktion fortzusetzen, während in der anderen planmäßige Wartungsarbeiten durchgeführt werden. Dadurch werden Produktionsausfälle durch ungeplante Stillstände deutlich reduziert. - ✓
Gleichzeitige Einhaltung mehrerer Schadstoffparameter: Die MPA-Stufe arbeitet mit der vorgelagerten Nassentschwefelung zusammen, um gleichzeitig die Einhaltung der GB 31573-Grenzwerte für Feinstaub (10 mg/Nm³), SO₂ (30 mg/Nm³), NOx (100 mg/Nm³), Schwermetalle einschließlich Arsen (<0,001 mg/Nm³ erreicht gegenüber 1 mg/Nm³ am Einlass) und die Grenzwerte für sichtbare Abgasfahnen zu erreichen – und somit die Einhaltung der Grenzwerte für mehrere Schadstoffe durch ein einziges integriertes System zu gewährleisten. - ✓
Kosteneffizienter Betrieb mit hohem Durchsatz – 320 kW Leistung bei einer Fördermenge von 570.000 Nm³/h: Die kombinierte zweiphasige System-Spitzenleistung beträgt 320 kW. Bei 24-Stunden-Dauerbetrieb, 8.000 jährlichen Betriebsstunden und 0,36 RMB/kWh belaufen sich die jährlichen Stromkosten auf ca. 92,16 RMB. Pro behandelter Gaseinheit entspricht dies deutlich geringeren spezifischen Energiekosten als bei Verfahren zur Rauchfahnenunterdrückung mittels Nasswiedererhitzung oder katalytischer Oxidation.
Technologievergleich: Magnetische Rauchfahnenabsaugung vs. konventionelle Alternativen für den Phosphor-Chemiesektor
| Kriterium | Magnetische Rauchgasreinigung | Alkali-Nasswäsche | GGH Gas-Nacherhitzung |
|---|---|---|---|
| Vollständige Rauchgasbeseitigung | Ja (unsichtbarer Stapel) | Nein (der Dunst hält an) | Teilweise (temperaturabhängig) |
| HF-Widerstand (50 mg/Nm³) | Ja (2205 SS) | Mangelhaft (schnelle Korrosion) | Arm |
| Abwassererzeugung | Keine (Kondensat zurückgewonnen) | Hohes Volumen | Keiner |
| Reinigungseffizienz | ≥97% | ≈80–85% | Nicht zutreffend (keine Entfernung) |
| Reagenzkosten | Null | Laufend (NaOH / Ca(OH)₂) | Null |
| Geeignet für 570.000 Nm³/h | Ja (modularer Zweiphasenstrom) | Ja (großer Platzbedarf) | Sehr hohe Energiekosten |
06 — Betriebsergebnisse
Ergebnisse der Inbetriebnahme, Überwachungsdaten und unabhängige Überprüfung
Nach der dreimonatigen Bau- und Installationsphase haben beide MPA-Einheiten die Erstinbetriebnahme erfolgreich abgeschlossen. Die Anlage erreichte die vollständige Beseitigung des sichtbaren weißen Rauchs aus allen sechs Abgaskaminen der Elektroöfen; unter normalen Betriebsbedingungen war kein weißer Rauch mehr sichtbar. Eine unabhängige Überwachung durch Dritte wurde am 27. August 2020 durchgeführt und ergab folgende bestätigte Ergebnisse:
Alle überwachten Parameter – Feinstaub, Fluorwasserstoff und Arsen – lagen am Einleitungspunkt unterhalb der zulässigen Grenzwerte. Die Anlage bestand die staatliche Abnahmeprüfung auf Anhieb und erhielt die Auszeichnung „Grüne Fabrik“ der Provinz Yunnan. Sie ist damit das erste Phosphorchemieunternehmen in der Provinz, dem diese Ehre zuteilwurde. Das Gesamtsystem läuft nun 24 Stunden am Tag bzw. 8.000 Stunden im Jahr und verursacht jährliche Stromkosten von ca. 92,16 Zehntausend Yuan für beide Phasen.
07 — Hinweise zur Umsetzung
Wichtige technische Überlegungen speziell zur chemischen Abgasbehandlung von Phosphor
- ⚠️
Kohlenmonoxid-Explosionsgefahr: Das Abgas eines Phosphorofens enthält CO in einer Konzentration von bis zu 2.000 mg/Nm³. CO ist farb- und geruchlos und hat eine untere Explosionsgrenze von 12,51 µg/m³ (v/v). Ein Online-CO-Konzentrationssensor muss am Einlasskanal vor allen nachgeschalteten Aufbereitungsanlagen installiert werden. Nähert sich die CO-Konzentration dem Gefahrengrenzwert, muss unverzüglich eine Anpassung der Verbrennungsparameter oder ein Notbypass aktiviert werden. Leiten Sie Rohgas aus dem Ofen erst dann durch geschlossene Aufbereitungsbehälter, wenn der CO-Gehalt unter die zulässigen Betriebsgrenzen gesunken ist. - ⚠️
Ablagerungen von Rußpartikeln an den Rücksprühdüsen der Rezirkulationsanlage: Das Abgas von Phosphoröfen enthält erhebliche Konzentrationen an Rußpartikeln. Bei hoher Partikelbelastung kann sich Ruß an den Sprühdüsen des Rezirkulationssystems ablagern, die Waschwirkung verringern und zu vorzeitigem Verlust der Reinigungsleistung führen. Installieren Sie daher eine Inline-Filtration im Rezirkulationskreislauf und führen Sie im ersten Betriebsjahr vierteljährliche Düseninspektionen durch. - ⚠️
Die HF-bezogenen Materialspezifikationen dürfen nicht herabgestuft werden: Die Praxiserfahrung bestätigt, dass die Verwendung von Bauteilen aus Edelstahl 316L oder GFK (faserverstärktem Kunststoff) für Medien mit einer HF-Konzentration von 50 mg/Nm³ und darüber zu schnellem Versagen führt: GFK zersetzt sich in HF-Umgebungen, und 316L ist nicht für den Dauerbetrieb mit HF ausgelegt. Alle medienberührenden Bauteile müssen gemäß der Konstruktion aus Duplex-Edelstahl 2205 gefertigt werden. Materialsubstitutionen dürfen während des Beschaffungsprozesses nur nach unabhängiger Prüfung durch einen Korrosionsingenieur genehmigt werden. - ⚠️
pH-Wert-Management des Kondensats: Das aus der MPA-Absorberschicht aufgefangene Kondensat hat aufgrund des Restgehalts an Phosphorsäure einen pH-Wert von ca. 2. Es muss der Verdunstungsrückgewinnungsanlage zugeführt werden, bevor es wieder in den Kühlwasserkreislauf gelangt. Eine direkte Einleitung in den Kühlturmsumpf ohne pH-Wert-Anpassung würde die Korrosion der Turmeinbauten und der angeschlossenen Wärmetauscher beschleunigen. Installieren Sie eine pH-Wert-Überwachung an der Kondensatrücklaufleitung und schalten Sie einen automatischen Alarm bei einem pH-Wert < 4 ein. - ⚠️
Die Klassifizierung verschiedener Abgase erfordert eine sorgfältige Planung der vorgelagerten Sammlung: Neben den Abgasen des Hauptofens erzeugen Phosphorchemieanlagen aus verschiedenen Quellen auch wasserdampfhaltiges Ofenabgas, Trocknungsabgase, Konverterrauch und raffinierten Phosphorsäurenebel. Jede Abgaskategorie hat eine spezifische Zusammensetzung und muss vor dem Eintritt in die gemeinsame Abwasserbehandlungsanlage gesammelt und klassifiziert werden. Das Mischen unverträglicher Abgasströme ohne ausreichende vorgelagerte Trennung kann zu unerwarteten Reaktionen führen und die Reinigungsleistung beeinträchtigen. - ⚠️
Eine Schulung zu den Sicherheitsprotokollen ist vor der Inbetriebnahme obligatorisch: Die Kombination von Kohlenmonoxid (CO), Flusssäure (HF) und Arsen im Rohabgasstrom erfordert bei jedem Zugang zu den Leitungen für Wartungs-, Probenahme- oder Inspektionsarbeiten vollständigen Atemschutz, CO- und HF-Personenwarngeräte sowie ein Zweierteam. Sämtliches Betriebs- und Wartungspersonal muss vor Inbetriebnahme der Anlage gemäß den aktuellen Protokollen geschult werden. Das Gefahrstoffregister der Anlage ist um alle neuen gasförmigen Gefahrenstoffe zu ergänzen, die mit der erweiterten Aufbereitungsanlage eingeführt werden.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier übertragbare Erkenntnisse aus diesem Doppelworkshop-Projekt
- 1
Unabhängige modulare Bereitstellung gewährleistet Produktionskontinuität. Indem jede Werkstatt als unabhängige MPA-Anlage behandelt wird, anstatt beide Gasströme zu einer großen Einheit zusammenzuführen, ermöglicht das Projekt, dass eine Werkstatt die volle Produktion aufrechterhält, während die andere für Wartungsarbeiten abgeschaltet ist. Bei Anlagen mit hohem Durchsatz und kontinuierlicher Prozessführung amortisiert sich diese Trennung durch die vermiedenen Produktionsausfallzeiten über die gesamte Lebensdauer der Anlage schnell. - 2
Die Materialspezifikation ist eine regulatorische Entscheidung, nicht nur eine technische. Die Wahl von Duplex-Edelstahl 2205 wurde durch den HF-Gehalt des Rauchgases bedingt. Hätte der verantwortliche Ingenieur aus Kostengründen auf 316L umgestellt, wäre das System innerhalb von 12–18 Monaten ausgefallen, was sowohl zu einem Compliance-Problem als auch zu einer Kapitalerneuerung geführt hätte. Bei Anwendungen in der stark korrosiven chemischen Industrie sollte das Materialspezifikationsdokument vor der Beschaffung von einem unabhängigen Korrosionsingenieur geprüft werden. - 3
Die Integration der Wasserrückgewinnung wandelt einen Abfallstrom in eine Ressource um. Die Entscheidung, Kondensat durch eine Verdunstungsrückgewinnungsanlage zu leiten und als Zusatzwasser in den Kühlkreislauf zurückzuführen, veränderte die Kostenrechnung von einer Abwasserbehandlungskostenposition zu einer Wassereinsparungsposition. Diese Umstrukturierung vereinfachte auch das Genehmigungsverfahren, da die Anlage für die Emissionskontrollmodernisierung keine neue Abwassereinleitungsgenehmigung beantragen musste. - 4
Die Vorbereitung auf die staatliche Inspektion beginnt bereits in der Entwurfsphase. Der erfolgreiche Abnahmeversuch der Anlage beim ersten Versuch war kein Zufall. Das Projektteam richtete das Systemdesign direkt an den Überwachungsprotokollen der Norm GB 31573 aus, beauftragte im Vorfeld einen externen Dienstleister für die isokinetische Probenahme am Schornstein und erstellte parallel zur Inbetriebnahme des Systems die vollständige Dokumentation – Gerätezertifikate, Kalibrierungsnachweise für das Emissionsüberwachungssystem (CEMS) und Schulungsprotokolle. Durch diesen parallelen Ansatz verkürzte sich die Zeit von der Inbetriebnahme bis zur formellen Abnahme im Vergleich zum üblicherweise angewandten sequenziellen Vorgehen um etwa sechs Wochen.
09 — Häufig gestellte Fragen
Magnetische Abgasreinigung in phosphorhaltigen Chemieanlagen: Zehn Fragen beantwortet
Die Fragen wurden von Werksleitern, Umweltbeauftragten und Beschaffungsteams im Bereich der Flammschutzmittel und Phosphorchemikalien gesammelt.
Sind Sie bereit, Ihre weißen Rauchfahnen zu beseitigen?
Entdecken Sie das gesamte Spektrum an Lösungen zur industriellen Emissionskontrolle
Von der magnetischen Rauchfahnenreduzierung in Phosphorchemieanlagen bis hin Regenerative thermische Oxidationssysteme zur Reduzierung hoher VOC-KonzentrationenUnser Ingenieurteam liefert praxiserprobte Lösungen für die anspruchsvollsten Herausforderungen im Bereich industrieller Emissionen.





















