Estudo de Caso · Controle de Emissões Industriais
Como um produtor de grafitização de material anódico de bateria de íon-lítio de alto desempenho alcançou uma eficiência de dessulfurização de 99,85%, emissão de SO₂ abaixo de 18 mg/Nm³ e zero pluma branca visível — a partir de um fluxo de gás residual de forno Acheson contendo até 20.000 mg/Nm³ de SO₂ e 300 mg/Nm³ de partículas.
FGD úmido de calcário-gesso
Desnitrificação SNCR
Redução da pluma magnética
Conformidade de Emissões do Material do Ânodo da Bateria
01 — Contexto do Setor
O desafio das emissões do forno de grafitização no centro da cadeia de suprimentos de baterias para veículos elétricos.
Os materiais anódicos são uma das quatro principais matérias-primas das baterias de íon-lítio, e também uma indústria emergente estratégica por si só, alinhada com as prioridades nacionais em... 14º Plano Quinquenal e Objetivos de Longo Prazo para 2035A rápida expansão global da adoção de veículos elétricos fez dos materiais de ânodo para baterias de lítio um dos subsetores industriais de maior crescimento em todo o mundo, com volumes de remessas em 2023 atingindo 178,3 milhões de toneladas (crescimento anual de 15,11 milhões de toneladas) e projeções apontando para 800 milhões de toneladas até 2030.
A grafitização é a etapa de maior consumo energético e maior emissão na cadeia de produção de materiais anódicos. Os fornos Acheson aquecem o material precursor de carbono a temperaturas superiores a 2.500 °C durante um ciclo de 64 horas, no qual os compostos de enxofre naturalmente presentes no coque de petróleo e no piche de alcatrão de carvão são liberados na forma de SO₂. A concentração de SO₂ resultante nos gases de exaustão do forno é extraordinariamente alta — atingindo rotineiramente 11.302 mg/Nm³ na entrada do absorvedor de dessulfurização, com valores de pico documentados em 20.000 mg/Nm³. Isso faz com que os gases de exaustão do forno de grafitização estejam entre os fluxos de SO₂ com maior concentração encontrados em qualquer setor industrial do mundo.
Com o endurecimento das regulamentações ambientais ao longo de 2024 Regulamentos de Gestão de Licenças de Descarga de Poluentes e o Plano de ação para acelerar a redução da poluição e das emissões de carbono.Com o tempo, a exigência de que os gases de exaustão dos fornos de grafitização atingissem emissões ultrabaixas tornou-se inevitável. O desafio técnico não é apenas reduzir o SO₂ de 11.302 para ≤18 mg/Nm³ — uma redução de 99,84% — mas fazê-lo controlando simultaneamente o material particulado, NOx, HCl, HF, CO e a pluma branca visível que torna a não conformidade imediatamente óbvia e pública.

“O nível de SO₂ em fornos de grafitização, de 11.302 mg/Nm³, não é um problema de dessulfurização de caldeiras ou usinas de energia. Trata-se de um problema de tratamento de gases ácidos, do tipo encontrado na fabricação de ácido sulfúrico. Atingir uma eficiência de remoção de 99,85% para alcançar um nível de saída de 18 mg/Nm³, controlando simultaneamente partículas, NOx e a pluma branca visível, exige um sistema multitecnológico projetado especificamente para essa finalidade, e não uma adaptação de práticas padrão de lavagem industrial.”
— Resumo Técnico de Engenharia, Projeto de Remoção de Poeira/Dessulfurização/Desnitrificação na Indústria de Grafitização
02 — Perfil de Poluição
Efluentes do forno Acheson: o fluxo com maior concentração de SO₂ na fabricação de materiais para baterias.
A unidade é especializada em P&D, produção e vendas de materiais anódicos para baterias de lítio de nova energia e produtos relacionados à grafitização. Atende clientes internacionais de alto padrão, está entre os três maiores fornecedores mundiais de materiais anódicos e detém 1 projeto de marca própria, 2 marcas registradas e 19 patentes.
O forno Acheson opera em um ciclo de 64 horas a temperaturas extremas. Os gases de combustão brutos saem a 170°C e transportam simultaneamente os seguintes poluentes:
- SO₂ a 11.302 mg/Nm³ na entrada do absorvedor FGD (pico de gás bruto documentado em 20.000 mg/Nm³). Este é o poluente determinante: a exigência de remoção de 99,85% para atingir ≤18 mg/Nm³ na saída está entre as especificações de dessulfurização mais exigentes em qualquer setor industrial.
- Material particulado a 300 mg/Nm³ (gás bruto), composto principalmente de grafite e pó de carbono provenientes do material de carga do forno. Saída alvo: ≤5 mg/Nm³ — um requisito de redução global de 98,3%.
- NOx a 100 mg/Nm³ proveniente de reações de combustão com ar em altas temperaturas. Meta de saída: ≤100 mg/Nm³ via desnitrificação SNCR a montante.
- CO a 100 mg/Nm³Requer monitoramento de segurança de CO e gerenciamento de combustão a montante de qualquer estágio de tratamento fechado.
- HF a 5 mg/Nm³ e HCl a 15 mg/Nm³Ambos são gases ácidos corrosivos que determinam a especificação de materiais resistentes à corrosão para todos os componentes em contato com o fluido.
- Alta variabilidade de temperaturaO gás bruto a 170 °C deve ser reduzido para menos de 120 °C pelo trocador de calor de recuperação de energia antes do ventilador de tiragem induzida e, posteriormente, reduzido para menos de 40 °C na entrada da unidade MPA. Essa exigência de controle de temperatura demanda um investimento significativo em equipamentos auxiliares.
- Variação extrema do ciclo SO₂Durante o ciclo de 64 horas do forno Acheson, a concentração de SO₂ atinge um pico de aproximadamente 20.000 mg/Nm³ e pode permanecer elevada por períodos de 2 a 3 horas. O sistema de dessulfurização deve ser projetado para a carga máxima de SO₂ sob a condição operacional mais desfavorável de grande volume de gases de combustão e máxima concentração de SO₂.
| Parâmetro | Gás bruto / Entrada para tratamento | Outlet (Design) | Limite regulamentar |
|---|---|---|---|
| SO₂ | 11.302 mg/Nm³ em média (pico de 20.000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Material particulado (MP) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| pluma branca visível | Presente | Nenhum (invisível) | Nenhuma pluma branca visível |
| Volume de gases de combustão (nominal, FGD) | 140.000 Nm³/h | — | — |
| Volume tratado com MPA | 100.000 Nm³/h | — | — |
| Temperatura do gás bruto | 170°C | — | — |
| Norma aplicável | Diretiva de Emissões Industriais da UE (IED 2010/75/EU) e o Decreto de Atividades Holandês (Activiteitenbesluit milieubeheer) | ||
03 — Requisitos de Engenharia
Por que as abordagens industriais padrão de dessulfurização não conseguem resolver o problema do SO₂ na grafitização?
O desafio de engenharia deste projeto não foi simplesmente selecionar uma tecnologia — foi projetar um sistema integrado de múltiplos estágios que abordasse simultaneamente todos os seis parâmetros de poluição, gerenciando ao mesmo tempo a extrema variabilidade cíclica da concentração de SO₂ ao longo do ciclo de 64 horas do forno Acheson.
Projetar para carga máxima de SO₂, não para a média.
O sistema FGD deve estar em conformidade com o cenário de SO₂ máximo: volume máximo de gases de combustão coincidindo com a concentração máxima de SO₂ (20.000 mg/Nm³). O projeto considerando a média (11.302 mg/Nm³) resultaria em descumprimento dos limites de conformidade durante os períodos de pico de 2 a 3 horas de cada ciclo do forno.
Recuperação de energia como elemento integral do projeto
O gás bruto a 170 °C contém energia térmica recuperável. Um trocador de calor para conversão e recuperação de energia é especificado como o primeiro estágio de tratamento para reduzir a temperatura dos gases de combustão para 119,46 °C antes do ventilador de tiragem induzida, melhorando as condições de operação do ventilador e reduzindo a carga térmica dos equipamentos a jusante, ao mesmo tempo que recupera energia térmica útil para a instalação.
Absorção em dois estágios para SO₂ extremo
Um sistema de dessulfurização de gases de combustão (FGD) de calcário-gesso com uma única torre não consegue atingir a remoção de SO₂ de 11.302 mg/Nm³ para ≤18 mg/Nm³ em uma única passagem, conforme o critério 99.85%. É necessária uma arquitetura de absorção em dois estágios — um lavador primário seguido por um lavador secundário — com monitoramento de pH entre os estágios e gerenciamento da lama para manter a eficiência de absorção ideal em ambas as torres de forma contínua.
Eliminação da pluma branca por meio de MPA a jusante
Após o processo de dessulfurização de gases de combustão (FGD) em dois estágios, o gás pós-lavagem ainda está saturado com vapor de água e névoa ácida residual. Uma unidade de redução de pluma magnética (BLCNXB-10W, 100.000 Nm³/h) é especificada como estágio final de purificação, instalada após o trocador de calor de recuperação de energia, que eleva a temperatura do gás acima de 80 °C para evitar a formação visível de pluma de condensação.
Gestão de Subprodutos do Gesso
O processo de dessulfurização de gases de combustão (FGD) com calcário e gesso gera sulfato de cálcio (gesso) como subproduto a uma taxa de até 2.618 kg/h. O sistema deve incorporar a desidratação do gesso para atingir um teor de umidade inferior a 15%, permitindo seu manuseio e descarte adequados. O gesso deve atender aos padrões de qualidade de subprodutos que possibilitem sua reutilização como material de construção, em vez de seu descarte como resíduo.
Resistência à corrosão para serviços com HF e alto teor de SO₂
A combinação de SO₂ a 11.302 mg/Nm³ e HF a 5 mg/Nm³ cria um ambiente corrosivo excepcionalmente agressivo. Todas as superfícies em contato com o fluido nos absorvedores de FGD, no sistema de manuseio de gesso e na unidade MPA devem ser especificadas em materiais adequados para esse serviço com ácido combinado. Aço carbono padrão ou aço inoxidável comum não são aceitáveis para nenhum componente em contato com o fluido.
Integração SNCR para conformidade com NOx
A desnitrificação por SNCR (Redução Não Catalítica Seletiva) é integrada ao sistema de tratamento para atender ao limite de 100 mg/Nm³ de NOx. O ponto de injeção do reagente SNCR deve estar posicionado dentro da faixa de temperatura (850–1.100 °C) no duto de gases de exaustão do forno para uma decomposição eficaz do NOx sem escape de amônia.
Segurança: Gestão de riscos de incêndio, explosão e monóxido de carbono
Os gases de exaustão do forno de grafitização contêm poeira de carbono combustível e CO a 100 mg/Nm³, ambos representando riscos de incêndio e explosão em equipamentos de tratamento fechados. Medidas de prevenção de incêndio, proteção contra explosões e anticorrosão devem ser incorporadas ao projeto do sistema, e todos os intertravamentos dos equipamentos devem incluir monitoramento da concentração de CO com capacidade de bypass automático.
04 — Solução de Tratamento
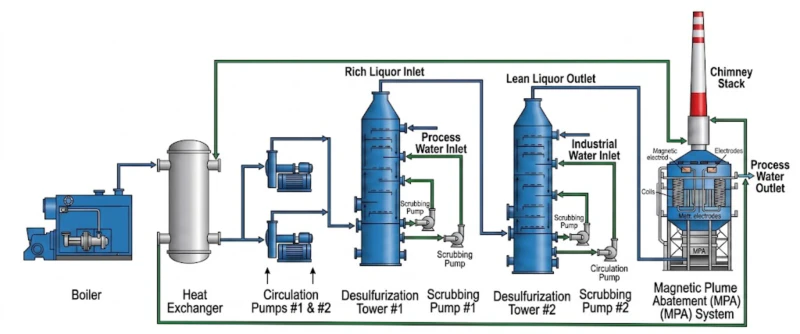
Sistema integrado de tratamento em quatro estágios: Recuperação de energia → Dessulfurização de gases de combustão (FGD) de torre dupla → Análise de micro-ondas (MPA) → Limpeza da chaminé
O sistema de tratamento integra três tecnologias comprovadas em série, cada uma abordando um conjunto distinto de poluentes do fluxo de gases residuais do forno de grafitização. A combinação foi selecionada para explorar os pontos fortes complementares de cada tecnologia, eliminando, ao mesmo tempo, as suas limitações nas demais etapas.
Etapa 1: Trocador de calor de recuperação de energia (170°C → 119,46°C)
O gás de exaustão do forno de grafitização, a 170 °C, é inicialmente direcionado para o trocador de calor de recuperação de energia, onde o conteúdo energético do gás quente é transferido para um fluido de trabalho para uso na instalação. A temperatura do gás é reduzida para 119,46 °C antes do ventilador de tiragem induzida, melhorando as condições de operação do ventilador e prolongando a vida útil do equipamento. O trocador de calor processa 85.000 Nm³/h com uma área de transferência de calor de 934 m² e uma perda de carga de 273 Pa.
Etapa 2: Ventilador de tiragem induzida → Dessulfurização de gases de combustão (FGD) de calcário-gesso em dois estágios (140.000 Nm³/h)
Duas torres de absorção de calcário-gesso em contracorrente tratam o fluxo de gás de 140.000 Nm³/h. O lavador primário incorpora um eliminador de névoa com tela de duas camadas; o lavador secundário possui um eliminador de névoa com tela de uma camada e um conjunto de eliminadores de névoa tipo feixe. Entre as duas torres, um sistema online de monitoramento de nível de líquido e pH permite o reabastecimento da lama em tempo real e o controle do pH do líquido entre os estágios — garantindo que o circuito da lama permaneça otimamente equilibrado durante todo o ciclo de 64 horas do forno, sem intervenção manual. Principais parâmetros de dessulfurização de gases de combustão (FGD): consumo de calcário de 1.858 kg/h (máx.), produção de gesso de 2.618 kg/h (máx.), teor de umidade do gesso abaixo de 15%, capacidade de armazenamento de calcário de 150 m³ com autonomia de 3 dias.
Etapa 3: Desnitrificação SNCR
A desnitrificação por SNCR com eficiência de remoção estimada de 50% reduz o NOx de 100 mg/Nm³ para atender à especificação de saída. O sistema de injeção de SNCR opera na zona de alta temperatura da tubulação de gases de exaustão, onde a decomposição térmica do complexo NOx-reagente é eficaz sem a necessidade de um leito catalítico SCR dedicado.
Etapa 4: Redução da pluma magnética (100.000 Nm³/h)
Após o processo de dessulfurização de gases de combustão (FGD) em dois estágios, o gás limpo passa por um segundo trocador de calor de recuperação de energia (unidade de conversão de energia e elevação de temperatura) que eleva a temperatura do gás de aproximadamente 45 °C para acima de 80 °C, reduzindo a margem do ponto de orvalho do vapor de água e melhorando as condições para a captura da pluma de poluição atmosférica. Em seguida, o gás entra na unidade de redução de pluma magnética BLCNXB-10W para um polimento final profundo e eliminação da pluma branca antes da descarga pela chaminé principal.
Forno
170→119°C
Fã
Torre FGD
Torre FGD
HX →80°C
(BLCNXB-10W)
Pilha
Parâmetros técnicos principais da unidade MPA
| Parâmetro | Especificação |
|---|---|
| Modelo de Unidade MPA | BLCNXB-10W |
| Tipo de layout | Módulo independente externo à torre |
| Orientação do fluxo de ar | Entrada inferior, exaustão superior (direta) |
| Eficiência de purificação | ≥95% |
| Concentração de poluentes mistos na entrada | 100 mg/Nm³ |
| Concentração de poluentes mistos na saída | ≤5 mg/Nm³ |
| Resistência do sistema | 300 Pa |
| Volume de gases de combustão tratados | 100.000 Nm³/h |
| Temperatura do gás de entrada MPA | 80°C por HX com aumento de temperatura antes do MPA |
| Pressão do sistema | Projeto de ±5.000 Pa |
| Dimensões do equipamento (L×P) | Planta de 7.900 × 7.900 mm |
| Altura do equipamento | 17.000 mm |
| Gerador de Energia Magnética | BLEMG-2K |
| Consumo médio de energia MPA | 80 kW |
| Fator de carga de tempo de execução MPA | 195 (índice de carga operacional) |
05 — Principais Vantagens
Por que a arquitetura ideal para o tratamento de gases de combustão em fornos de grafitização é a dessulfurização de gases de combustão (FGD) com calcário e gesso, combinada com a redução seletiva de nêutrons (SNCR) e o tratamento de gases de combustão por micro-ondas (MPA)?
- ✓
O sistema de dessulfurização de gases de combustão (FGD) com calcário e gesso atinge uma remoção de SO₂ de 99,85% a partir de 11.302 mg/Nm³ de gás bruto: A eficiência de dessulfurização verificada de 99,85% — reduzindo o SO₂ de entrada de 11.302 para uma média de saída de 8 mg/Nm³ — é excepcional mesmo para os padrões de dessulfurização de gases de combustão (FGD) de usinas termelétricas a carvão, que normalmente tratam concentrações de SO₂ uma ordem de magnitude menores. O processo de calcário-gesso foi selecionado para esta aplicação por utilizar um reagente abundante e de baixo custo (o calcário é amplamente disponível e tem preço estável), produzir um subproduto comercialmente utilizável (gesso para construção) e apresentar a menor relação líquido/gás de todas as químicas de FGD úmidas para uma eficiência de remoção comparável. O projeto do eliminador de névoa intratorre e o sistema de monitoramento de pH entre estágios são as inovações de engenharia específicas que possibilitam esse desempenho no nível de concentração de SO₂ de grafitização. - ✓
Recuperação de energia transforma um fluxo de resíduos térmicos em um ativo para a instalação: O gás bruto a 170 °C carrega uma quantidade significativa de energia térmica que é extraída pelo trocador de calor a montante, antes do sistema de dessulfurização de gases de combustão (FGD), reduzindo a temperatura para 119,46 °C. Essa energia recuperada é devolvida à instalação como calor útil, melhorando a eficiência energética geral e reduzindo o custo energético líquido do sistema de tratamento. Um segundo trocador de calor a jusante do FGD eleva a temperatura do gás antes da unidade de tratamento de gases de combustão (MPA), otimizando ainda mais o desempenho de eliminação da pluma. A configuração de trocador de calor duplo torna este sistema otimizado tanto térmica quanto ambientalmente. - ✓
A otimização por simulação computacional proporciona um design de baixa resistência e eficiente em termos energéticos: Utilizou-se simulação avançada de dinâmica de fluidos computacional para otimizar a distribuição da velocidade do gás nas torres de absorção de FGD, minimizar a resistência interna e alcançar um contato uniforme entre o reagente e o gás. Essa abordagem de projeto baseada em simulação resulta em um sistema com menor consumo de eletricidade e maior utilização de reagentes do que torres projetadas empiricamente com capacidade equivalente, garantindo, ao mesmo tempo, a conformidade mesmo nas condições mais desfavoráveis de carga de SO₂. - ✓
Subproduto do gesso possibilita operação com zero desperdício: A taxa máxima de produção de gesso de 2.618 kg/h a partir da reação de desidratação de gases de combustão (FGD) não representa desperdício — trata-se de um material de construção comercialmente utilizável quando desidratado a um teor de umidade inferior a 15%. O sistema incorpora um filtro de correia a vácuo ou sistema de desidratação equivalente para atingir essa especificação, permitindo que o gesso seja vendido ou utilizado em aplicações de materiais de construção no local. Isso elimina o custo de descarte de resíduos sólidos e o ônus regulatório que surgiriam caso o gesso fosse tratado como resíduo industrial. - ✓
Desempenho de conformidade verificado em todos os seis parâmetros regulamentados simultaneamente: O sistema alcançou: eficiência de dessulfurização de 99,85% (SO₂ na saída de 8 mg/Nm³, contra o limite de 18); eficiência de remoção de poeira de 98,4% (PM na saída de 2,4 mg/Nm³, contra o limite de 5); eficiência de desnitrificação de 55%; NOx na saída de 45 mg/Nm³ (contra o limite de 100); HF na saída de 1 mg/Nm³ (contra o limite de 5); HCl na saída de 3,5 mg/Nm³ (contra o limite de 15); e ausência de pluma branca visível. Todos os seis parâmetros estão simultaneamente com margens de conformidade substanciais abaixo de seus respectivos limites. - ✓
Capacidade de reinicialização com um único botão para sistema de circulação de lama: O projeto incorpora uma função de reinicialização automática com um único botão para o sistema de circulação de lama após uma parada planejada ou de emergência, eliminando o complexo sequenciamento manual de válvulas anteriormente necessário. Isso reduz significativamente a carga de trabalho do operador e o risco de erro humano durante as reinicializações do sistema, que são períodos críticos para o risco de descumprimento das normas em aplicações de dessulfurização de gases de combustão (FGD) com alto teor de SO₂.
06 — Resultados Operacionais
Dados de conformidade verificados: todos os seis parâmetros de poluentes abaixo dos limites regulamentares.
O sistema integrado atingiu simultaneamente todas as metas de conformidade, com margens substanciais abaixo dos limites regulamentares em todos os parâmetros monitorados:
A carga máxima de operação do sistema completo é de 1.522,55 kW. Em operação contínua 24 horas por dia, o custo diário de eletricidade é de 13.154,832 RMB (a 0,36 RMB/kWh). Para 8.000 horas de operação anuais, o custo anual de eletricidade é de aproximadamente 4.384,944 dezenas de mil RMB. O consumo anual de água é de aproximadamente 4,85 t/h; considerando 5 t/h para 24 horas por dia e um preço unitário da água de 2 RMB/t, o custo diário da água é de 240 RMB, o que equivale a 80 dezenas de mil RMB por ano. O consumo de calcário, de 1.858,632 kg/h a 300 RMB/t, resulta em um custo anual de calcário de 445,92 dezenas de mil RMB.
07 — Precauções de Implementação
Lições críticas de engenharia e operação para aplicações de dessulfurização de gases de combustão em fornos de grafitização.
- ⚠️
O controle da concentração da lama é o parâmetro operacional mais crítico na dessulfurização de gases de combustão (FGD) com calcário-gesso de alto teor de SO₂: A experiência operacional documentada do projeto especifica: (1) o nível do líquido da suspensão de calcário no lavador primário não deve exceder o nível de transbordamento; ao adicionar água durante a adição de calcário, a concentração deve ser controlada entre 15% e 20%; (2) quando o pH do circuito de circulação do lavador primário cair abaixo de 4,5, adicione suspensão e mantenha o pH entre 4,5 e 5,5; (3) quando o pH do circuito de circulação do lavador secundário cair abaixo de 5,5, adicione suspensão e mantenha o pH do lavador secundário entre 5,5 e 6,5. A falha em manter essas faixas de pH causa rápida perda de eficiência de absorção de SO₂ e ultrapassagem dos limites de conformidade em minutos, nas altas concentrações de SO₂ características dos gases de exaustão do forno de grafitização. - ⚠️
O protocolo de inicialização do sistema de gesso deve ser seguido rigorosamente: (1) Ao iniciar o sistema de raspagem de gesso, abra primeiro a válvula de entrada do vaso de pressão e, em seguida, ligue a alimentação elétrica; (2) após ligar a bomba de raspagem de gesso, certifique-se de que a comporta da válvula de entrada esteja totalmente aberta antes de reiniciá-la; (3) após cada descarga da prensa de gesso, limpe a saída do filtro de pressão no local. Desvios desta sequência causam eventos de contrapressão de gesso que podem bloquear o sistema de raspagem e exigir manutenção não programada durante a produção. - ⚠️
A inicialização do sistema de circulação requer a seguinte sequência de acionamento das válvulas: primeiro a válvula de água e, em seguida, a válvula de água de resfriamento. (1) Ao iniciar o sistema de circulação, abra as válvulas de saída e de água de resfriamento para a posição inicial aberta; (2) a cada hora, registre os valores de pH da torre FGD do primeiro e segundo estágios, observe os níveis de líquido da lama e assegure-se de que permaneçam dentro da faixa operacional normal; (3) no intervalo programado (a cada 4 horas), limpe os bicos de pulverização para confirmar que o eliminador de névoa está funcionando normalmente, sem obstruções; (4) durante a operação do sistema, mantenha o ventilador de oxidação funcionando normalmente para garantir o suprimento de ar adequado para a formação de gesso; (5) controle o nível do líquido no tanque e, em caso de nível alto, abra a válvula de saída da bomba de descarga para drenagem, a fim de facilitar o atendimento a emergências. - ⚠️
O controle da temperatura na Área Marinha Protegida (AMP) é imprescindível para a eliminação confiável da pluma de fumaça: A temperatura de entrada da unidade MPA deve ser mantida entre 46 e 55 °C (controlada pela unidade de conversão de energia e aquecimento). A temperatura de saída da unidade de recuperação de energia e aquecimento deve ser controlada acima de 80 °C para evitar a formação de pluma branca visível. Se a temperatura do gás estiver muito baixa na entrada da unidade MPA, a margem do ponto de orvalho do vapor de água diminui e a pluma branca visível reaparece na chaminé, mesmo com a concentração de poluentes em conformidade. O monitoramento da temperatura tanto na entrada da unidade MPA quanto na saída da unidade de recuperação de energia deve ser incluído no sistema de alarme SCADA com pontos de ajuste de primeiro alerta. - ⚠️
A tensão e a corrente do MPA devem ser gerenciadas dentro dos limites nominais: A tensão de controle do gerador magnético do MPA deve ser mantida em aproximadamente 60 kV. A corrente máxima não deve exceder 1.000 mA. Deve-se atentar para a temperatura, umidade e outros fatores ambientais ao redor da unidade MPA, bem como para o estado de funcionamento da bobina eletromagnética, do gerador magnético e dos componentes eletromagnéticos. Exceder o limite de corrente causa degradação do isolamento nas bobinas do campo magnético e pode resultar em arcos elétricos que danificam a camada absorvedora. - ⚠️
As flutuações na concentração de SO₂ e na temperatura são o principal risco de instabilidade do sistema: A análise de risco do projeto identifica as flutuações de temperatura e SO₂ dos gases de combustão como a causa principal da instabilidade da descarga do sistema. Essas flutuações decorrem do ciclo inerente de 64 horas do forno Acheson, e não de mau funcionamento do equipamento. O protocolo de resposta do sistema exige: (1) manter comunicação constante entre o sistema de purificação de gases de combustão e a equipe de operação do forno de grafitização; quando forem observadas flutuações, notificar com antecedência e tomar as medidas cabíveis prontamente; (2) intensificar as rondas de inspeção da equipe para garantir o funcionamento normal do equipamento; atualizar continuamente as medidas de segurança e os planos de contingência para assegurar uma resposta eficaz a emergências. Recomenda-se fortemente a integração do sistema de controle de dessulfurização de gases de combustão (FGD) com o sistema de controle distribuído (DCS) de operação do forno para alerta antecipado de tendências de SO₂.
08 — Principais conclusões de engenharia
Quatro lições aprendidas com este projeto de tratamento de múltiplos poluentes em forno de grafitização
- 1
Projete considerando a carga máxima de SO₂, e não a concentração média, caso contrário, você estará em desacordo com as normas durante cada pico do ciclo do forno. O ciclo de 64 horas do forno Acheson gera picos de SO₂ de 20.000 mg/Nm³ durante a fase de alta temperatura. Um sistema projetado para a média de 11.302 mg/Nm³ estará subdimensionado para os picos e emitirá SO₂ acima do limite de 18 mg/Nm³ por 2 a 3 horas por ciclo. A base de projeto correta é o cenário de carga máxima — volume máximo de gases de combustão coincidindo com a concentração máxima de SO₂ — com o desempenho médio fornecendo a margem de conformidade que cria a reserva regulatória do sistema. - 2
O sistema FGD de dois estágios com duas torres é a única arquitetura viável para a remoção de SO₂ de acordo com o padrão 99.85% em concentrações acima de 10.000 mg/Nm³. Os sistemas de dessulfurização de gases de combustão (FGD) de calcário-gesso de torre única são projetados de forma confiável para remoção de 90–95% a partir de concentrações de SO₂ abaixo de 2.000 mg/Nm³. Atingir 99,85% a partir de 11.302 mg/Nm³ requer dois estágios com monitoramento de pH entre os estágios e reposição da lama, pois a química de lavagem exige uma frente de lama fresca e com pH elevado no segundo estágio para capturar o SO₂ residual que escapa da lama saturada do primeiro estágio. O projeto de dois estágios deve ser o padrão para qualquer aplicação com SO₂ de entrada acima de 5.000 mg/Nm³. - 3
A comunicação em tempo real entre a equipe de operação do forno e a sala de controle do sistema de dessulfurização de gases de combustão (FGD) é uma exigência operacional, não uma mera cortesia. A análise de risco de flutuação de SO₂ neste projeto identifica explicitamente a necessidade de notificação prévia da equipe do forno quando as condições de operação mudam. Sem esse canal de comunicação, o sistema de dessulfurização de gases de combustão (FGD) reage de forma reativa aos picos de SO₂ após estes já terem entrado no absorvedor, não havendo tempo suficiente para ajustar o pH e a vazão da suspensão antes que ocorra uma ultrapassagem dos limites de conformidade. Um protocolo simples — o operador do forno notifica a sala de FGD 30 minutos antes de qualquer mudança de fase planejada no ciclo do forno — fornece o tempo de aviso necessário para o ajuste proativo da suspensão. - 4
O gesso, um subproduto, é um ativo que gera receita e contribui para a sustentabilidade, não um problema de gestão de resíduos. Com uma taxa de produção máxima de 2.618 kg/h e um custo de insumo de calcário de 300 RMB/t, o sistema converte um reagente mineral de baixo custo em gesso de construção de grau comercial, eliminando o custo de descarte e a responsabilidade ambiental associados ao tratamento do sulfato de cálcio como resíduo sólido. Enquadrar o sistema FGD como uma unidade de produção de gesso — com a dessulfurização como a etapa de agregação de valor — em vez de uma unidade de tratamento de resíduos, cria um modelo econômico mais preciso para avaliação de investimentos e tomada de decisões operacionais contínuas.
09 — Perguntas Frequentes
Controle de Emissões em Fornos de Grafitização: Dez Perguntas Respondidas
Perguntas de engenheiros de conformidade ambiental, gerentes de produção e equipes de compras técnicas em instalações de grafitização de materiais anódicos para baterias de lítio que planejam atualizações de controle de emissões.
Pronto para resolver o desafio das emissões do seu forno de grafitização?
Explore a gama completa de soluções para controle de emissões industriais.
Desde a remoção integrada de poeira em fornos de grafitização, dessulfurização e desnitrificação até Sistemas regenerativos de oxidação térmica para redução de COVs (Compostos Orgânicos Voláteis) em produtos farmacêuticos e químicosNossa equipe de engenharia oferece soluções de conformidade verificadas para os desafios de emissões industriais mais exigentes na cadeia de suprimentos global de materiais para baterias.





















