案例研究 · 工业排放控制
一家高性能锂离子电池负极材料石墨化生产商如何实现 99.85% 的脱硫效率、SO₂ 出口低于 18 mg/Nm³ 以及零可见白色烟羽——而 Acheson 炉尾气流中 SO₂ 含量高达 20,000 mg/Nm³,颗粒物含量高达 300 mg/Nm³。
石灰石-石膏湿式烟气脱硫
SNCR 反硝化
磁性羽流治理
电池负极材料排放合规性
01 — 行业背景
电动汽车电池供应链核心的石墨化炉排放挑战
负极材料是锂离子电池的四大核心原材料之一,也是一个具有战略意义的新兴产业,符合国家发展优先战略。 第十四个五年计划 和 2035 年长期目标电动汽车在全球范围内的快速普及,使得锂电池负极材料成为全球增长最快的工业子行业之一,2023 年出货量达到 17.83 万吨(同比增长 15.11 万吨),预计到 2030 年将达到 80 万吨。
石墨化是阳极材料生产链中能耗最高、排放量最大的环节。艾奇逊炉将碳前驱体材料加热至超过2500°C,循环周期为64小时。在此过程中,石油焦和煤焦油沥青原料中天然存在的硫化物以二氧化硫(SO₂)的形式被去除。炉尾气中SO₂的浓度极高——在脱硫吸收器入口处通常可达11302 mg/Nm³,峰值记录甚至高达20000 mg/Nm³。这使得石墨化炉尾气成为全球制造业中SO₂浓度最高的废气之一。
随着环境法规在2024年之前日益收紧 污染排放许可证管理条例 以及 加快减少污染和碳排放的行动计划因此,石墨化炉尾气超低排放的要求已不可避免。技术挑战不仅在于将二氧化硫 (SO₂) 的排放量从 11,302 mg/Nm³ 降低到 ≤18 mg/Nm³(减排量达 99.841TP³T),还在于同时控制颗粒物、氮氧化物 (NOx)、氯化氢 (HCl)、氟化氢 (HF)、一氧化碳 (CO) 以及肉眼可见的白色烟羽(这些烟羽能立即且公开地暴露违规行为)。

“石墨化炉中二氧化硫浓度为11,302 mg/Nm³,这并非锅炉或电厂脱硫问题,而是硫酸生产中常见的酸性气体处理问题。要达到99.851TP³T的脱硫效率,使出口浓度降至18 mg/Nm³,同时控制颗粒物、氮氧化物和可见的白色烟羽,需要专门设计的多技术系统,而不是对标准工业洗涤工艺的简单改造。”
— 石墨化行业除尘/脱硫/脱硝项目工程技术概要
02 — 污染概况
艾奇逊炉尾气:电池材料制造中二氧化硫含量最高的气流
该工厂专注于新能源锂电池负极材料及石墨化相关产品的研发、生产和销售,服务于国际高端客户,位列全球三大负极材料供应商之列,拥有1项企业品牌项目、2项注册商标和19项专利。
艾奇逊炉在极高的温度下以 64 小时为一个运行周期。未经处理的烟气排出时温度高达 170°C,并同时携带以下污染物:
- 进入烟气脱硫吸收器的二氧化硫浓度为 11,302 mg/Nm³ (原气峰值记录为 20,000 mg/Nm³)。这是决定性污染物:要达到 ≤18 mg/Nm³ 的出口浓度,需要去除 99.85% 的硫,这是所有工业领域中最严格的脱硫标准之一。
- 颗粒物浓度为 300 mg/Nm³ (原气),主要成分为炉料中的石墨和碳粉。目标出口浓度:≤5 mg/Nm³——总减排要求为 98.3%。
- NOx浓度为100 mg/Nm³ 源自高温燃烧空气反应。目标出口:≤100 mg/Nm³,通过上游选择性非催化还原脱硝(SNCR)实现。
- 一氧化碳浓度为 100 mg/Nm³需要在任何封闭式处理阶段的上游进行一氧化碳安全监测和燃烧管理。
- HF浓度为5 mg/Nm³,HCl浓度为15 mg/Nm³两者都是腐蚀性酸性气体,因此所有与液体接触的部件都必须采用耐腐蚀材料。
- 高温度变化:温度为 170°C 的原始燃气必须先经能量回收换热器降至 120°C 以下,然后再经 MPA 装置入口进一步降至 40°C 以下。这一温度控制要求导致了辅助设备的大量投资。
- 极端的二氧化硫循环变化在艾奇逊炉64小时循环过程中,SO₂浓度峰值约为20,000 mg/Nm³,并可能持续2-3小时。脱硫系统必须按照最不利的大烟气、最高SO₂运行工况下的最大SO₂负荷进行设计。
| 范围 | 原气/进入处理系统 | 出口(设计) | 监管限制 |
|---|---|---|---|
| 二氧化硫 | 平均浓度为 11,302 mg/Nm³(峰值 20,000) | ≤18 mg/Nm³ | 18 毫克/立方米 |
| 颗粒物(PM) | 300 毫克/立方米 | ≤5 mg/Nm³ | 5 毫克/立方米 |
| 氮氧化物 | 100 毫克/立方米 | ≤100 mg/Nm³ | 100 毫克/立方米 |
| 一氧化碳 | 100 毫克/立方米 | ≤100 mg/Nm³ | 100 毫克/立方米 |
| 高频 | 5 毫克/立方米 | ≤5 mg/Nm³ | 5 毫克/立方米 |
| 盐酸 | 15 毫克/立方米 | ≤15 mg/Nm³ | 15 毫克/立方米 |
| 可见的白色烟柱 | 展示 | 无(不可见) | 没有可见的白色烟柱。 |
| 烟气量(额定,FGD) | 140,000 牛米/小时 | — | — |
| MPA处理体积 | 100,000 牛米/小时 | — | — |
| 原料气温度 | 170°C | — | — |
| 适用标准 | 欧盟工业排放指令 (IED 2010/75/EU) 和荷兰活动法令 (Activiteitenbesluit milieubeheer) | ||
03 — 工程要求
为什么标准的工业脱硫方法无法解决石墨化二氧化硫问题
该项目的工程挑战不仅仅是选择一种技术,而是设计一个集成的多级系统,该系统能够同时处理所有六个污染参数,同时控制阿奇森炉 64 小时循环中 SO₂ 浓度的极端周期性变化。
设计应考虑峰值二氧化硫负荷,而非平均负荷
烟气脱硫系统必须在最大二氧化硫浓度情景下达到合规要求:即最大烟气量与最大二氧化硫浓度(20,000 mg/Nm³)同时出现。如果按照平均值(11,302 mg/Nm³)进行设计,则在每个炉膛循环的 2-3 小时高峰期内,二氧化硫浓度将超过合规要求。
能量回收作为整体设计要素
温度为170℃的原始烟气含有可回收的热能。为将烟气温度降低至119.46℃,使其进入引风机,首先需要安装能量转换和回收换热器,以改善风机运行工况,降低下游设备的热负荷,同时回收可用于设施的热能。
用于极端二氧化硫的双级吸收
单塔石灰石-石膏烟气脱硫装置无法一次性将SO₂浓度从11,302 mg/Nm³降至≤18 mg/Nm³,脱硫率达到99.851TP³T。因此,需要采用两级吸收式结构——先进行一级吸收,再进行二级吸收,并通过级间pH监测和浆料管理,持续维持两塔的最佳吸收效率。
通过下游海洋保护区消除白羽流
经过两级烟气脱硫装置后,洗涤器后的气体仍然含有饱和的水蒸气和残留酸雾。为了防止形成可见的冷凝羽流,在能量回收换热器之后,安装了一台磁力羽流消除装置(BLCNXB-10W,100,000 Nm³/h),作为最终的精处理阶段。
石膏副产品管理
石灰石-石膏烟气脱硫工艺会产生高达2618公斤/小时的硫酸钙(石膏)副产品。该系统必须包含石膏脱水工序,使其含水量低于15%,以便于实际处理和处置。石膏必须符合副产品质量标准,使其能够作为建筑材料再利用,而不是作为废弃物处置。
HF 和高 SO₂ 环境下的耐腐蚀性能
二氧化硫(SO₂)浓度为 11,302 mg/Nm³,氢氟酸(HF)浓度为 5 mg/Nm³,二者混合会形成极具腐蚀性的环境。烟气脱硫吸收器、石膏处理系统和多相空气净化装置(MPA)中所有与空气接触的表面都必须采用适用于这种混合酸性环境的材料。任何与空气接触的部件均不得使用普通碳钢或低碳不锈钢。
SNCR集成以实现NOx合规
选择性非催化还原(SNCR)脱硝工艺被集成到处理流程中,以满足100 mg/Nm³的NOx排放限值要求。SNCR试剂注入点必须位于炉膛废气管道内的温度窗口(850–1100°C)内,才能有效分解NOx且避免氨逸出。
安全:火灾、爆炸和一氧化碳危害管理
石墨化炉尾气中含有可燃碳粉尘和浓度为100 mg/Nm³的一氧化碳,这两种物质都会在封闭的处理设备中造成火灾和爆炸风险。因此,系统设计中必须包含防火、防爆和防腐蚀措施,并且所有设备联锁装置都必须具备一氧化碳浓度监测和自动旁路功能。
04 — 处理方案
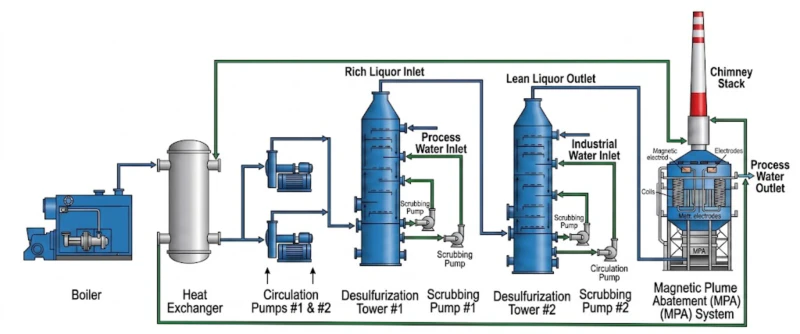
一体化四级处理系统:能量回收 → 双塔烟气脱硫 → 超临界流体处理 → 清洁烟囱
该处理系统串联集成了三种成熟技术,每种技术分别针对石墨化炉尾气流中的不同污染物。这种组合旨在充分发挥每项技术的互补优势,并通过其他阶段消除每项技术的盲点。
第一阶段:能量回收换热器(170°C → 119.46°C)
温度为170℃的石墨化炉尾气首先进入能量回收换热器,将高温气体的热能传递给设备的工作介质。气体温度在进入引风机前降至119.46℃,从而改善风机运行工况并延长设备寿命。该换热器处理流量为85,000 Nm³/h,换热面积为934 m²,设备压降为273 Pa。
第二阶段:引风机 → 两级石灰石-石膏烟气脱硫装置(140,000 Nm³/h)
两座逆流式石灰石-石膏吸收塔处理140,000 Nm³/h的废气流。一级洗涤塔配备双层筛网除雾器;二级洗涤塔配备单层筛网除雾器和一套束式除雾器。两塔之间设有在线液位监测和pH监测系统,可实时补充浆料并控制各级液体pH值,确保浆料回路在整个64小时炉循环中保持最佳平衡,无需人工干预。关键烟气脱硫(FGD)参数:石灰石消耗量1,858 kg/h(最大值),石膏产量2,618 kg/h(最大值),石膏含水率低于15%,石灰石储存容量150 m³,可维持3天。
第三阶段:选择性氮还原碳(SNCR)脱硝
采用 50% 的 SNCR 脱硝工艺,预计可将 NOx 浓度从 100 mg/Nm³ 降低至符合出口规格。SNCR 喷射系统在废气管道的高温区运行,在此区域内,NOx-试剂复合物的热分解效果显著,无需专用的 SCR 催化剂床层。
第四阶段:磁性烟羽消减(100,000 Nm³/h)
经过两级烟气脱硫装置后,净化后的气体进入第二台能量回收换热器(能量转换和升温装置),将气体温度从约45℃提升至80℃以上,从而降低水蒸气露点余量,改善MPA烟羽捕集条件。随后,气体进入BLCNXB-10W磁力烟羽去除装置进行最终深度净化和白色烟羽去除,最后通过主烟囱排放。
炉
170→119°C
扇子
烟气脱硫塔
烟气脱硫塔
HX →80°C
(BLCNXB-10W)
堆
MPA单元关键技术参数
| 范围 | 规格 |
|---|---|
| MPA单元模型 | BLCNXB-10W |
| 布局类型 | 塔外独立模块 |
| 气流方向 | 底部进油,顶部排气(直接式) |
| 净化效率 | ≥95% |
| 入口混合污染物浓度 | 100 毫克/立方米 |
| 出口混合污染物浓度 | ≤5 mg/Nm³ |
| 系统电阻 | 300帕 |
| 处理后的烟气量 | 100,000 牛米/小时 |
| MPA入口气体温度 | 80°C,然后进行MPA处理 |
| 系统压力 | ±5,000 Pa 设计 |
| 设备尺寸(宽×深) | 7,900 × 7,900 毫米平面图 |
| 设备高度 | 17,000 毫米 |
| 磁能发电机 | BLEMG-2K |
| MPA平均功耗 | 80千瓦 |
| MPA 运行时负载系数 | 195(运行负荷指数) |
05 — 核心优势
为什么石灰石-石膏脱硫+选择性氮氧化物还原+多相活化处理是石墨化炉尾气处理的最佳方案?
- ✓
石灰石-石膏烟气脱硫装置从 11,302 mg/Nm³ 的原气中脱除 99.85% SO₂: 经验证,脱硫效率高达 99.85%,将入口 SO₂ 浓度从 11,302 mg/Nm³ 降至出口平均 8 mg/Nm³,即使以通常处理低一个数量级 SO₂ 浓度的燃煤电厂烟气脱硫 (FGD) 标准衡量,也堪称卓越。之所以选择石灰石-石膏工艺,是因为它使用储量丰富、成本低廉的试剂(石灰石来源广泛且价格稳定),能够生产可用于商业用途的副产品(建筑用石膏),并且在同等脱硫效率下,其液气比在所有湿式 FGD 工艺中最低。塔内除雾器设计和级间 pH 值监测系统是实现石墨化 SO₂ 浓度水平下如此优异性能的关键工程创新。 - ✓
能量回收将热废料转化为设施资产: 温度高达170°C的原始气体携带大量热能,这些热能经由烟气脱硫(FGD)系统前的上游换热器提取,将温度降至119.46°C。回收的能量以有用热能的形式返回到设施中,提高了整体能源效率,并降低了处理系统的净能源成本。FGD下游的第二个换热器在进入多相消消气(MPA)装置前进一步提升气体温度,从而优化烟羽消除性能。这种双换热器配置使该系统在热效率和环境效益方面均达到最佳状态。 - ✓
计算机模拟优化实现低电阻和节能设计: 采用先进的计算流体动力学模拟方法,优化了烟气脱硫吸收塔内的气体速度分布,最大限度地降低了内阻,并实现了反应气体与反应物之间的均匀接触。这种基于模拟的设计方法,与同等容量的经验设计塔相比,能够降低能耗并提高反应物利用率,同时确保在最恶劣的二氧化硫负荷条件下满足排放标准。 - ✓
石膏副产品助力实现零废弃运营: 烟气脱硫反应产生的石膏最大产量为2618公斤/小时,这并非废弃物——脱水至含水率低于15%时,它是一种可商业化使用的建筑材料。该系统采用真空带式过滤器或同等脱水系统来达到此规格,使石膏能够出售或用于现场建筑材料应用。这避免了将石膏作为工业废料处理所产生的固体废物处置成本和监管负担。 - ✓
同时验证所有六项监管参数的合规性能: 该系统实现了以下目标:脱硫效率 99.85%(SO₂ 出口浓度 8 mg/Nm³,超标限值 18 mg/Nm³);除尘效率 98.4%(PM 出口浓度 2.4 mg/Nm³,超标限值 5 mg/Nm³);反硝化效率 55%;NOx 出口浓度 45 mg/Nm³(超标限值 100 mg/Nm³);HF 出口浓度 1 mg/Nm³(超标限值 5 mg/Nm³);HCl 出口浓度 3.5 mg/Nm³(超标限值 15 mg/Nm³);且无可见白色烟羽。所有六项参数均远低于各自限值。 - ✓
浆料循环系统一键重启功能: 该设计包含一个一键式浆液循环系统自动重启功能,可在计划内或紧急停机后启动,无需像以前那样进行复杂的手动阀门操作。这显著降低了操作人员的工作量,并减少了系统重启期间人为错误的风险。在高硫脱硫应用中,系统重启是超标风险的关键时期。
06 — 运营结果
经核实合规数据:所有六项污染物参数均低于监管限值
该集成系统同时实现了所有合规目标,所有监测参数均远低于监管限值:
整个系统的最大运行负荷为1522.55千瓦。按24小时/天连续运行计算,日用电量为13154.832元人民币(单价0.36元/千瓦时)。年运行8000小时,年用电量约为4384.944元人民币。年用水量约为4.85吨/小时;按24小时/天、5吨/小时的用水量计算,水价为2元/吨,日用水成本为240元人民币,折合每年80元人民币。石灰石消耗量为1858.632公斤/小时,单价为300元/吨,年石灰石成本为445.92元人民币。
07 — 实施注意事项
石墨化炉烟气脱硫应用中的关键工程和操作经验教训
- ⚠️
在高SO₂石灰石-石膏烟气脱硫工艺中,浆液浓度管理是最关键的操作参数: 项目记录的运行经验明确指出:(1) 一级洗涤器石灰石浆液位不得超过溢流液位;加水时,浓度必须控制在 15% 至 20% 之间;(2) 当一级洗涤器循环回路 pH 值低于 4.5 时,应添加浆液并将 pH 值维持在 4.5 至 5.5 之间;(3) 当二级洗涤器循环回路 pH 值低于 5.5 时,应添加浆液并将二级洗涤器 pH 值维持在 5.5 至 6.5 之间。若 pH 值未能维持在上述范围内,在石墨化炉尾气高浓度 SO₂ 条件下,SO₂ 吸收效率将迅速下降,并在数分钟内超标。 - ⚠️
石膏板系统启动规程必须严格遵守: (1)启动石膏刮料系统时,先打开压力容器进料阀,再接通电源;(2)启动石膏刮料泵后,确认进料阀门完全打开后再重新启动;(3)每次石膏压机卸料后,现场清洁压力过滤器出口。偏离此顺序会导致石膏背压,进而堵塞刮料系统,造成生产过程中需要进行计划外维护。 - ⚠️
循环系统启动需要先通水,再通冷却水阀: (1)启动循环系统时,将出水阀和冷却水阀打开至启动位置;(2)每小时记录一级和二级烟气脱硫塔的pH值,观察浆液液位,并确保其保持在正常运行范围内;(3)按计划间隔(每4小时)清洁喷嘴,确认除雾器运行正常,无堵塞;(4)系统运行期间,保持氧化风机正常运转,以确保石膏形成所需的充足空气供应;(5)控制储罐液位,当液位过高时,打开排料泵出口阀进行排放,以便于应急处理。 - ⚠️
对于可靠的烟羽消除而言,MPA温度管理是不可或缺的: MPA装置入口温度必须保持在46–55°C之间(由能量转换升温装置控制)。能量回收和升温装置的出口温度必须控制在80°C以上,以防止形成可见的白色烟羽。如果气体进入MPA装置时的温度过低,则水蒸气露点裕度会缩小,即使污染物浓度符合规定,烟囱处仍会再次出现可见的白色烟羽。SCADA报警系统必须包含MPA入口和能量回收装置出口的温度监测,并设置第一级报警阈值。 - ⚠️
MPA电压和电流必须在额定限值内控制: MPA磁发生器的控制电压应保持在约60 kV。最大电流不得超过1000 mA。必须注意MPA装置周围的温度、湿度和其他环境因素,以及电磁线圈、磁发生器和电磁元件的功能状态。超过电流限制会导致磁场线圈的绝缘性能下降,并可能引发电弧事件,从而损坏吸收层。 - ⚠️
二氧化硫浓度和温度波动是系统不稳定的主要风险: 项目风险分析指出,烟气温度和二氧化硫(SO₂)波动是系统排放不稳定的根本原因。这些波动并非设备故障,而是源于艾奇逊炉固有的64小时循环运行。系统响应机制要求:(1)保持烟气净化系统与石墨化炉运行团队之间的密切沟通;一旦发现波动,应提前通知并迅速采取相关措施;(2)加强人员巡检,确保设备正常运行;持续更新安全措施和应急预案,确保有效的应急响应。强烈建议将烟气脱硫(FGD)控制系统与炉内运行分布式控制系统(DCS)集成,以便提前预警二氧化硫(SO₂)浓度变化趋势。
08 — 工程要点
从石墨化炉多污染物处理项目中汲取的四个经验教训
- 1
设计时应考虑峰值 SO₂ 负荷,而不是平均浓度,否则在每个炉膛循环峰值期间都将违反合规性。 艾奇逊炉的64小时循环在高温阶段会产生高达20,000 mg/Nm³的SO₂峰值。如果系统设计时的平均SO₂浓度为11,302 mg/Nm³,则其峰值处理能力不足,每个循环中会有2-3小时的SO₂排放量超过18 mg/Nm³的限值。正确的设计依据是峰值负荷工况——即烟气量最大且SO₂浓度最大——然后根据平均性能提供合规裕度,从而建立系统的监管缓冲。 - 2
双塔两级烟气脱硫是唯一可行的结构,能够从浓度高于 10,001 mg/Nm³ 的 SO₂ 中去除 99.85% SO₂。 单塔石灰石-石膏烟气脱硫系统设计可靠,可从浓度低于 2,000 mg/Nm³ 的 SO₂ 中去除 90–951TP³T 的 SO₂。若要从 11,302 mg/Nm³ 的 SO₂ 中达到 99.851TP³T 的去除率,则需要两级脱硫,并进行级间 pH 值监测和浆液补充。这是因为洗涤化学反应需要第二级中新鲜的、高 pH 值的浆液前沿来捕获从第一级饱和浆液中逸出的残留 SO₂。对于入口 SO₂ 浓度高于 5,000 mg/Nm³ 的任何应用,两级脱硫系统都应作为默认方案。 - 3
炉窑运行团队与烟气脱硫控制室之间的实时沟通是一项运行要求,而不是一项礼节。 本项目中的二氧化硫波动风险分析明确指出,当运行条件发生变化时,炉组需要提前通知。如果没有这种沟通渠道,烟气脱硫系统只能在二氧化硫浓度峰值进入吸收器后才做出反应,导致没有足够的时间在超标前调整浆液pH值和流量。一个简单的流程——炉组操作员在任何计划的炉循环阶段变更前30分钟通知烟气脱硫室——就能提供主动调整浆液所需的预警时间。 - 4
石膏副产品是一种收入和可持续发展资产,而不是废物管理问题。 该系统最大生产速率为2618公斤/小时,石灰石投入成本为300元/吨,可将低成本矿物试剂转化为商业级建筑石膏,从而避免了将硫酸钙作为固体废物处理所产生的处置成本和环境责任。将烟气脱硫系统视为石膏生产单元(脱硫是增值工艺步骤),而非废物处理单元,可以构建更准确的经济模型,用于投资评估和持续运营决策。
09 — 常见问题解答
石墨化炉排放控制:十个问题的解答
来自锂电池负极材料石墨化工厂的环境合规工程师、生产经理和技术采购团队的问题,他们正在计划进行排放控制升级。
准备好解决您的石墨化炉排放难题了吗?
探索全系列工业排放控制解决方案
从集成石墨化炉除尘、脱硫和脱硝到 用于制药和化工行业挥发性有机化合物减排的再生热氧化系统我们的工程团队为全球电池材料供应链中最严苛的工业排放挑战提供经过验证的合规解决方案。





















