Studi Kasus · Pengendalian Emisi Industri
Bagaimana produsen grafitisasi material anoda baterai lithium-ion berkinerja tinggi mencapai efisiensi desulfurisasi 99,85%, emisi SO₂ di bawah 18 mg/Nm³, dan tidak ada asap putih yang terlihat — dari aliran gas buang tungku Acheson yang membawa SO₂ hingga 20.000 mg/Nm³ dan partikulat hingga 300 mg/Nm³.
FGD Basah Batu Kapur-Gipsum
Denitrifikasi SNCR
Pengurangan Asap Magnetik
Kepatuhan Emisi Material Anoda Baterai
01 — Latar Belakang Industri
Tantangan Emisi Tungku Grafitisasi di Jantung Rantai Pasokan Baterai Kendaraan Listrik
Bahan anoda merupakan salah satu dari empat bahan baku inti baterai lithium-ion, dan juga merupakan industri strategis yang sedang berkembang, sejalan dengan prioritas nasional dalam Rencana Lima Tahun ke-14 Dan Tujuan Jangka Panjang 2035Pesatnya perkembangan adopsi kendaraan listrik secara global telah menjadikan material anoda baterai lithium sebagai salah satu subsektor industri dengan pertumbuhan tertinggi di dunia, dengan volume pengiriman pada tahun 2023 mencapai 178,3 juta ton (pertumbuhan tahunan sebesar 15,11 juta ton) dan proyeksi menunjukkan angka 800 juta ton pada tahun 2030.
Grafitisasi adalah tahapan dengan energi dan emisi tertinggi dalam rantai produksi material anoda. Tungku Acheson memanaskan material prekursor karbon hingga suhu melebihi 2.500°C selama siklus 64 jam, di mana senyawa sulfur yang secara alami terdapat dalam kokas minyak bumi dan bahan baku terpentin batubara dihilangkan sebagai SO₂. Konsentrasi SO₂ yang dihasilkan dalam gas buang tungku sangat tinggi—secara rutin mencapai 11.302 mg/Nm³ di saluran masuk penyerap desulfurisasi, dengan nilai puncak yang tercatat sebesar 20.000 mg/Nm³. Hal ini menjadikan gas buang tungku grafitisasi sebagai salah satu aliran SO₂ dengan konsentrasi tertinggi yang ditemukan di sektor manufaktur mana pun di dunia.
Seiring dengan pengetatan peraturan lingkungan sepanjang tahun 2024 Peraturan Pengelolaan Izin Pembuangan Polusi dan Rencana Aksi untuk Mempercepat Pengurangan Polusi dan KarbonOleh karena itu, persyaratan untuk gas buang tungku grafitisasi guna mencapai emisi ultra-rendah menjadi tak terhindarkan. Tantangan teknisnya bukan hanya mengurangi SO₂ dari 11.302 menjadi ≤18 mg/Nm³ — pengurangan sebesar 99,84% — tetapi juga melakukannya sambil secara bersamaan mengelola partikulat, NOx, HCl, HF, CO, dan asap putih yang terlihat yang membuat ketidakpatuhan langsung dan jelas di depan umum.

“SO₂ pada tungku grafitisasi dengan konsentrasi 11.302 mg/Nm³ bukanlah masalah desulfurisasi pada boiler atau pembangkit listrik. Ini adalah masalah pengolahan gas asam seperti yang ditemui dalam pembuatan asam sulfat. Mencapai efisiensi penghilangan 99,85% untuk mencapai konsentrasi keluaran 18 mg/Nm³ sambil secara bersamaan mengelola partikulat, NOx, dan asap putih yang terlihat membutuhkan sistem multi-teknologi yang dirancang khusus, bukan adaptasi dari praktik pembersihan standar industri.”
— Ringkasan Teknis Rekayasa, Proyek Penghilangan Debu/Desulfurisasi/Denitrifikasi Industri Grafitisasi
02 — Profil Polusi
Gas Buang Tungku Acheson: Aliran Gas dengan Kandungan SO₂ Tertinggi dalam Manufaktur Material Baterai
Fasilitas ini mengkhususkan diri dalam penelitian dan pengembangan, produksi, dan penjualan material anoda baterai lithium energi baru dan produk terkait grafitisasi. Fasilitas ini melayani pelanggan kelas atas internasional, termasuk dalam tiga pemasok material anoda teratas di dunia, dan memiliki 1 proyek merek perusahaan, 2 merek dagang terdaftar, dan 19 paten.
Tungku Acheson beroperasi dalam siklus 64 jam pada suhu ekstrem. Gas buang mentah keluar pada suhu 170°C dan membawa polutan berikut secara bersamaan:
- SO₂ pada konsentrasi 11.302 mg/Nm³ masuk ke penyerap FGD. (Puncak gas mentah tercatat pada 20.000 mg/Nm³). Ini adalah polutan utama: persyaratan penghilangan 99,85% untuk mencapai ≤18 mg/Nm³ di saluran keluar adalah salah satu spesifikasi desulfurisasi yang paling menuntut di sektor industri mana pun.
- Partikel padat pada 300 mg/Nm³ (gas mentah), yang terutama terdiri dari grafit dan debu karbon dari bahan muatan tungku. Target keluaran: ≤5 mg/Nm³ — persyaratan pengurangan keseluruhan 98,3%.
- NOx pada 100 mg/Nm³ dari reaksi udara pembakaran suhu tinggi. Target keluaran: ≤100 mg/Nm³ melalui denitrifikasi SNCR di hulu.
- CO pada 100 mg/Nm³Membutuhkan pemantauan keselamatan CO dan manajemen pembakaran di hulu setiap tahap pengolahan tertutup.
- HF pada 5 mg/Nm³ dan HCl pada 15 mg/Nm³Keduanya adalah gas asam korosif yang menjadi dasar spesifikasi material tahan korosi untuk semua komponen yang bersentuhan dengan cairan.
- Variabilitas suhu tinggiGas mentah pada suhu 170°C harus diturunkan suhunya hingga di bawah 120°C oleh penukar panas pemulihan energi sebelum kipas hisap paksa dan selanjutnya diturunkan hingga di bawah 40°C oleh saluran masuk unit MPA. Persyaratan manajemen suhu ini mendorong investasi peralatan bantu yang signifikan.
- Variasi siklus SO₂ ekstremSelama siklus tungku Acheson 64 jam, konsentrasi SO₂ mencapai puncaknya sekitar 20.000 mg/Nm³ dan dapat tetap tinggi selama periode 2–3 jam. Sistem desulfurisasi harus dirancang untuk beban SO₂ maksimum dalam kondisi operasi yang paling tidak menguntungkan, yaitu gas buang besar dan SO₂ maksimum.
| Parameter | Gas Mentah / Saluran Masuk ke Pengolahan | Outlet (Desain) | Batas Regulasi |
|---|---|---|---|
| SO₂ | Rata-rata 11.302 mg/Nm³ (puncak 20.000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Partikel debu (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| BERSAMA | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Kepulan asap putih yang terlihat | Hadiah | Tidak ada (tidak terlihat) | Tidak ada bulu putih yang terlihat |
| Volume gas buang (terukur, FGD) | 140.000 Nm³/jam | — | — |
| Volume yang diobati dengan MPA | 100.000 Nm³/jam | — | — |
| Suhu gas mentah | 170°C | — | — |
| Standar yang berlaku | Petunjuk Emisi Industri UE (IED 2010/75/EU) dan Keputusan Aktivitas Belanda (Activiteitenbesluit milieubeheer) | ||
03 — Persyaratan Teknik
Mengapa Pendekatan Desulfurisasi Industri Standar Tidak Dapat Memecahkan Masalah Grafitisasi SO₂
Tantangan rekayasa dalam proyek ini bukan sekadar memilih teknologi—melainkan merancang sistem multi-tahap terintegrasi yang menangani keenam parameter polusi secara bersamaan sambil mengelola variabilitas siklik ekstrem konsentrasi SO₂ selama siklus tungku Acheson 64 jam.
Desain untuk Beban SO₂ Puncak, Bukan Rata-rata
Sistem FGD harus memenuhi persyaratan berdasarkan skenario SO₂ maksimum: volume gas buang maksimum bertepatan dengan konsentrasi SO₂ maksimum (20.000 mg/Nm³). Perancangan berdasarkan nilai rata-rata (11.302 mg/Nm³) akan mengakibatkan pelanggaran persyaratan selama periode puncak 2–3 jam pada setiap siklus tungku.
Pemulihan Energi sebagai Elemen Desain Integral
Gas mentah bersuhu 170°C membawa energi termal yang dapat dipulihkan. Penukar panas konversi dan pemulihan energi ditentukan sebagai tahap pengolahan pertama untuk mengurangi suhu gas buang menjadi 119,46°C sebelum kipas hisap paksa, sehingga meningkatkan kondisi operasi kipas dan mengurangi beban termal peralatan hilir sekaligus memulihkan energi panas yang bermanfaat bagi fasilitas tersebut.
Penyerapan Dua Tahap untuk SO₂ Ekstrem
Sistem FGD (Fluorescence Gas Desulfurization) batu kapur-gypsum menara tunggal tidak dapat mencapai penghilangan SO₂ sebesar 99,85% dari 11.302 mg/Nm³ menjadi ≤18 mg/Nm³ dalam satu kali proses. Arsitektur absorpsi dua tahap — scrubber primer diikuti oleh scrubber sekunder — diperlukan, dengan pemantauan pH antar tahap dan manajemen bubur untuk mempertahankan efisiensi absorpsi optimal di kedua menara secara terus menerus.
Penghilangan Gumpalan Putih melalui Kawasan Perlindungan Laut Hilir
Setelah proses FGD dua tahap, gas pasca-scrubber masih jenuh dengan uap air dan kabut asam sisa. Unit Pengurangan Gumpalan Magnetik (BLCNXB-10W, 100.000 Nm³/jam) ditentukan sebagai tahap pemurnian akhir, dipasang setelah penukar panas pemulihan energi yang menaikkan suhu gas hingga di atas 80°C untuk mencegah pembentukan gumpalan kondensasi yang terlihat.
Manajemen Produk Sampingan Gipsum
Proses FGD (Fluorescence Gas Desulfurization) batu kapur-gypsum menghasilkan kalsium sulfat (gypsum) sebagai produk sampingan hingga 2.618 kg/jam. Sistem ini harus menyertakan pengeringan gypsum untuk mencapai kadar air di bawah 15% agar mudah ditangani dan dibuang. Gypsum tersebut harus memenuhi standar kualitas produk sampingan yang memungkinkan penggunaannya kembali sebagai bahan bangunan, bukan dibuang sebagai limbah.
Ketahanan Korosi untuk Layanan HF dan SO₂ Tinggi
Kombinasi SO₂ sebesar 11.302 mg/Nm³ dan HF sebesar 5 mg/Nm³ menciptakan lingkungan korosif yang sangat agresif. Semua permukaan yang bersentuhan dengan cairan pada penyerap FGD, sistem penanganan gipsum, dan unit MPA harus menggunakan material yang sesuai untuk layanan asam gabungan ini. Baja karbon standar atau baja tahan karat lunak tidak dapat diterima untuk komponen yang bersentuhan dengan cairan.
Integrasi SNCR untuk Kepatuhan NOx
Denitrifikasi SNCR (Selective Non-Catalytic Reduction) diintegrasikan ke dalam rangkaian pengolahan untuk mengatasi batas NOx 100 mg/Nm³. Titik injeksi reagen SNCR harus ditempatkan dalam rentang suhu (850–1.100°C) di dalam saluran gas buang tungku agar dekomposisi NOx efektif tanpa kebocoran amonia.
Keselamatan: Manajemen Bahaya Kebakaran, Ledakan, dan Karbon Monoksida
Gas buang dari tungku grafitisasi mengandung debu karbon yang mudah terbakar dan CO sebesar 100 mg/Nm³, yang keduanya menimbulkan risiko kebakaran dan ledakan pada peralatan pengolahan tertutup. Pencegahan kebakaran, perlindungan terhadap ledakan, dan tindakan anti-korosi harus dirancang ke dalam sistem, dan semua pengunci peralatan harus menyertakan pemantauan konsentrasi CO dengan kemampuan bypass otomatis.
04 — Larutan Perawatan
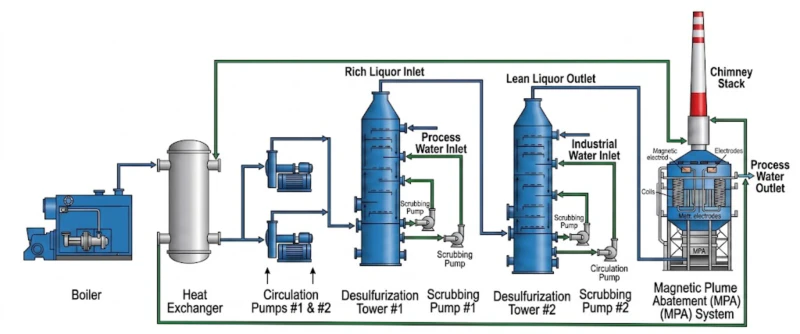
Sistem Pengolahan Empat Tahap Terintegrasi: Pemulihan Energi → FGD Menara Ganda → MPA → Cerobong Asap Bersih
Sistem pengolahan ini mengintegrasikan tiga teknologi yang telah terbukti secara berurutan, masing-masing menangani serangkaian polutan yang berbeda dari aliran gas buang tungku grafitisasi. Kombinasi ini dipilih untuk memanfaatkan kekuatan komplementer dari setiap teknologi sekaligus menghilangkan kelemahan masing-masing teknologi melalui tahapan lainnya.
Tahap 1: Penukar Panas Pemulihan Energi (170°C → 119,46°C)
Gas buang tungku grafitisasi mentah pada suhu 170°C pertama-tama dialirkan ke penukar panas pemulihan energi, di mana kandungan energi termal gas panas tersebut ditransfer ke media kerja untuk digunakan di fasilitas tersebut. Suhu gas diturunkan menjadi 119,46°C sebelum kipas hisap paksa, sehingga meningkatkan kondisi operasi kipas dan memperpanjang umur peralatan. Penukar panas ini menangani 85.000 Nm³/jam dengan luas area perpindahan panas 934 m² dan penurunan tekanan peralatan sebesar 273 Pa.
Tahap 2: Kipas Aliran Udara Paksa → FGD Batu Kapur-Gipsum Dua Tahap (140.000 Nm³/jam)
Dua menara absorpsi batu kapur-gypsum aliran berlawanan mengolah aliran gas 140.000 Nm³/jam. Scrubber primer dilengkapi dengan eliminator kabut saringan 2 lapis; scrubber sekunder memiliki eliminator kabut saringan 1 lapis dan 1 set eliminator kabut bundel. Di antara kedua menara, sistem pemantauan level cairan dan pemantauan pH online memungkinkan pengisian ulang bubur secara real-time dan kontrol pH cairan antar tahap — memastikan sirkuit bubur tetap seimbang secara optimal selama siklus tungku 64 jam penuh tanpa intervensi manual. Parameter FGD utama: konsumsi batu kapur 1.858 kg/jam (maks), produksi gypsum 2.618 kg/jam (maks), kadar air gypsum di bawah 15%, kapasitas penyimpanan batu kapur 150 m³ dengan otonomi 3 hari.
Tahap 3: Denitrifikasi SNCR
Denitrasi SNCR dengan efisiensi penghilangan yang diperkirakan sebesar 50% mengurangi NOx dari 100 mg/Nm³ untuk memenuhi spesifikasi keluaran. Sistem injeksi SNCR beroperasi di zona suhu tinggi saluran gas buang di mana dekomposisi termal kompleks reagen NOx efektif tanpa memerlukan lapisan katalis SCR khusus.
Tahap 4: Pengurangan Asap Magnetik (100.000 Nm³/jam)
Setelah proses FGD dua tahap, gas yang telah dibersihkan melewati penukar panas pemulihan energi kedua (unit konversi energi dan peningkatan suhu) yang menaikkan suhu gas dari sekitar 45°C menjadi di atas 80°C, mengurangi margin titik embun uap air dan meningkatkan kondisi untuk penangkapan asap MPA. Gas kemudian memasuki unit Pengurangan Asap Magnetik BLCNXB-10W untuk pemurnian mendalam akhir dan penghilangan asap putih sebelum dikeluarkan melalui cerobong utama.
Perapian
170→119°C
Penggemar
Menara FGD
Menara FGD
HX →80°C
(BLCNXB-10W)
Tumpukan
Parameter Teknis Utama Unit MPA
| Parameter | Spesifikasi |
|---|---|
| Model Unit MPA | BLCNXB-10W |
| Jenis Tata Letak | Modul mandiri eksternal menara |
| Orientasi Aliran Udara | Saluran masuk bawah, saluran keluar atas (langsung) |
| Efisiensi Pemurnian | ≥95% |
| Konsentrasi Polutan Campuran di Saluran Masuk | 100 mg/Nm³ |
| Konsentrasi Polutan Campuran di Saluran Keluar | ≤5 mg/Nm³ |
| Resistansi Sistem | 300 Pa |
| Volume Gas Buang yang Diolah | 100.000 Nm³/jam |
| Suhu Gas Masuk MPA | 80°C oleh HX kenaikan suhu sebelum MPA |
| Tekanan Sistem | Desain ±5.000 Pa |
| Dimensi Peralatan (Lebar × Kedalaman) | Denah berukuran 7.900 × 7.900 mm |
| Tinggi Peralatan | 17.000 mm |
| Generator Energi Magnetik | BLEMG-2K |
| Konsumsi Daya Rata-rata MPA | 80 kW |
| Faktor Beban Waktu Eksekusi MPA | 195 (indeks beban operasi) |
05 — Keunggulan Inti
Mengapa Arsitektur Limestone-Gypsum FGD + SNCR + MPA Merupakan Arsitektur yang Tepat untuk Gas Buang Tungku Grafitisasi?
- ✓
Sistem FGD Batu Kapur-Gipsum Mencapai Penghilangan SO₂ 99,85% dari Gas Mentah 11.302 mg/Nm³: Efisiensi desulfurisasi terverifikasi sebesar 99,85% — mengurangi SO₂ masuk dari 11.302 menjadi rata-rata keluar 8 mg/Nm³ — sangat luar biasa bahkan menurut standar FGD pembangkit listrik tenaga batubara, yang biasanya mengolah konsentrasi SO₂ satu tingkat lebih rendah. Proses batu kapur-gypsum dipilih untuk aplikasi ini karena menggunakan reagen yang melimpah dan berbiaya rendah (batu kapur mudah didapatkan dan harganya stabil), menghasilkan produk sampingan yang dapat digunakan secara komersial (gypsum untuk konstruksi), dan memiliki rasio cairan-ke-gas terendah dari semua kimia FGD basah untuk efisiensi penghilangan yang sebanding. Desain eliminator kabut intra-menara dan sistem pemantauan pH antar-tahap adalah inovasi teknik spesifik yang memungkinkan kinerja ini pada tingkat konsentrasi SO₂ grafitisasi. - ✓
Pemanfaatan Energi Terbarukan Mengubah Limbah Panas Menjadi Aset Fasilitas: Gas mentah bersuhu 170°C membawa energi termal yang signifikan yang diekstraksi oleh penukar panas hulu sebelum sistem FGD, menurunkan suhunya menjadi 119,46°C. Energi yang dipulihkan ini dikembalikan ke fasilitas sebagai panas yang bermanfaat, meningkatkan efisiensi energi secara keseluruhan dan mengurangi biaya energi bersih dari sistem pengolahan. Penukar panas kedua di hilir FGD menaikkan suhu gas sebelum unit MPA, lebih lanjut mengoptimalkan kinerja penghilangan asap. Konfigurasi penukar panas ganda membuat sistem ini dioptimalkan secara termal dan lingkungan. - ✓
Optimasi Simulasi Komputer Menghasilkan Desain dengan Resistansi Rendah dan Hemat Energi: Simulasi dinamika fluida komputasional tingkat lanjut digunakan untuk mengoptimalkan distribusi kecepatan gas di dalam menara penyerap FGD, meminimalkan hambatan internal, dan mencapai kontak reagen-gas yang seragam. Pendekatan desain berbasis simulasi ini menghasilkan sistem dengan konsumsi listrik yang lebih rendah dan pemanfaatan reagen yang lebih tinggi daripada menara yang dirancang secara empiris dengan kapasitas yang setara, sekaligus memastikan kepatuhan terhadap kondisi beban SO₂ terburuk. - ✓
Produk sampingan gipsum memungkinkan operasi tanpa limbah: Laju produksi gipsum maksimum 2.618 kg/jam dari reaksi FGD bukanlah limbah — melainkan bahan konstruksi yang dapat digunakan secara komersial setelah dikeringkan hingga kadar air di bawah 15%. Sistem ini menggabungkan filter sabuk vakum atau sistem pengeringan yang setara untuk mencapai spesifikasi ini, sehingga gipsum dapat dijual atau digunakan dalam aplikasi bahan konstruksi di lokasi. Hal ini menghilangkan biaya pembuangan limbah padat dan beban peraturan yang akan timbul jika gipsum diperlakukan sebagai limbah industri. - ✓
Kinerja Kepatuhan Terverifikasi di Seluruh Enam Parameter yang Diatur Secara Bersamaan: Sistem tersebut mencapai: efisiensi desulfurisasi 99,85% (SO₂ keluaran 8 mg/Nm³, dibandingkan batas 18); efisiensi penghilangan debu 98,4% (PM keluaran 2,4 mg/Nm³, dibandingkan batas 5); efisiensi denitrifikasi 55%; NOx keluaran 45 mg/Nm³ (dibandingkan batas 100); HF keluaran 1 mg/Nm³ (dibandingkan batas 5); HCl keluaran 3,5 mg/Nm³ (dibandingkan batas 15); dan tidak ada asap putih yang terlihat. Keenam parameter tersebut secara bersamaan berada pada margin kepatuhan yang substansial di bawah batas masing-masing. - ✓
Kemampuan Restart Satu Tombol untuk Sistem Sirkulasi Lumpur: Desain ini menggabungkan fungsi restart otomatis satu tombol untuk sistem sirkulasi bubur setelah penghentian terencana atau darurat, menghilangkan pengaturan urutan katup manual yang rumit yang sebelumnya diperlukan. Hal ini secara signifikan mengurangi beban kerja operator dan risiko kesalahan manusia selama restart sistem, yang merupakan periode kritis untuk risiko pelanggaran kepatuhan dalam aplikasi FGD SO₂ tinggi.
06 — Hasil Operasional
Data Kepatuhan Terverifikasi: Keenam Parameter Polutan Berada di Bawah Batas Regulasi
Sistem terintegrasi tersebut mencapai semua target kepatuhan secara bersamaan, dengan margin yang jauh di bawah batas peraturan di semua parameter yang dipantau:
Beban operasi maksimum dari keseluruhan sistem adalah 1.522,55 kW. Pada operasi terus menerus 24 jam/hari, biaya listrik harian adalah 13.154,832 RMB (dengan harga 0,36 RMB/kWh). Untuk 8.000 jam operasi tahunan, biaya listrik tahunan sekitar 4.384,944 juta RMB. Konsumsi air tahunan sekitar 4,85 ton/jam; dengan konsumsi 5 ton/jam selama 24 jam/hari dan harga satuan air 2 RMB/ton, biaya air harian adalah 240 RMB, atau setara dengan 80 juta RMB per tahun. Konsumsi batu kapur sebesar 1.858,632 kg/jam dengan harga 300 RMB/ton menghasilkan biaya batu kapur tahunan sebesar 445,92 juta RMB.
07 — Peringatan Implementasi
Pelajaran Rekayasa dan Operasional Penting untuk Aplikasi FGD Tungku Grafitisasi
- ⚠️
Pengelolaan konsentrasi bubur merupakan parameter operasional paling kritis dalam FGD batu kapur-gypsum berkadar SO₂ tinggi: Pengalaman operasional proyek yang terdokumentasi menetapkan: (1) level cairan bubur kapur scrubber primer tidak boleh melebihi level luapan; ketika menambahkan air saat menambahkan kapur, konsentrasi harus dikontrol pada 15%–20%; (2) ketika pH loop sirkulasi scrubber primer turun di bawah 4,5, tambahkan bubur dan pertahankan pH pada 4,5–5,5; (3) ketika pH loop sirkulasi scrubber sekunder turun di bawah 5,5, tambahkan bubur dan pertahankan pH scrubber sekunder pada 5,5–6,5. Kegagalan untuk mempertahankan rentang pH ini menyebabkan hilangnya efisiensi penyerapan SO₂ dengan cepat dan pelanggaran kepatuhan dalam hitungan menit pada konsentrasi SO₂ tinggi yang merupakan karakteristik gas buang tungku grafitisasi. - ⚠️
Protokol pengaktifan sistem gipsum harus diikuti dengan tepat: (1) Saat memulai sistem pengikis gipsum, buka katup masuk bejana tekan terlebih dahulu, kemudian nyalakan catu daya; (2) setelah menghidupkan pompa pengikis gipsum, pastikan pintu katup masuk terbuka sepenuhnya sebelum menghidupkan kembali; (3) setelah setiap pengeluaran gipsum, bersihkan saluran keluar filter tekanan di tempat. Penyimpangan dari urutan ini menyebabkan peristiwa tekanan balik gipsum yang dapat menyumbat sistem pengikis dan memerlukan perawatan yang tidak direncanakan selama produksi. - ⚠️
Pengaktifan sistem sirkulasi memerlukan pengaturan katup air terlebih dahulu, kemudian air pendingin: (1) Saat memulai sistem sirkulasi, buka katup keluar dan katup air pendingin ke posisi terbuka-mulai; (2) setiap jam catat nilai pH menara FGD tahap pertama dan kedua, amati ketinggian cairan bubur, dan pastikan tetap berada dalam kisaran operasi normal; (3) pada interval terjadwal (setiap 4 jam), bersihkan nosel semprot untuk memastikan bahwa eliminator kabut berjalan normal tanpa penyumbatan; (4) selama pengoperasian sistem, jaga agar kipas oksidasi tetap berjalan normal untuk memastikan pasokan udara yang cukup untuk pembentukan gipsum; (5) kendalikan ketinggian cairan tangki dan pada ketinggian cairan tinggi buka katup keluar pompa pembuangan untuk pengurasan, untuk mempermudah penanganan kejadian darurat. - ⚠️
Pengelolaan suhu MPA sangat penting untuk penghilangan asap yang andal: Suhu masuk unit MPA harus dijaga antara 46–55°C (dikendalikan oleh unit peningkat suhu konversi energi). Suhu keluar unit pemulihan energi dan peningkat suhu harus dikendalikan di atas 80°C untuk mencegah pembentukan gumpalan putih yang terlihat. Jika suhu gas terlalu rendah saat memasuki unit MPA, margin titik embun uap air menyusut dan gumpalan putih yang terlihat muncul kembali di cerobong asap meskipun konsentrasi polutan telah dipatuhi. Pemantauan suhu di saluran masuk MPA dan saluran keluar unit pemulihan energi harus disertakan dalam sistem alarm SCADA dengan titik pengaturan peringatan pertama. - ⚠️
Tegangan dan arus MPA harus dikelola dalam batas nominal: Tegangan kontrol generator magnet MPA harus dijaga sekitar 60 kV. Arus maksimum tidak boleh melebihi 1.000 mA. Perhatian harus diberikan pada suhu, kelembaban, dan faktor lingkungan lainnya di sekitar unit MPA, serta status fungsional kumparan elektromagnetik, generator magnet, dan komponen elektromagnetik. Melebihi batas arus menyebabkan degradasi isolasi pada kumparan medan magnet dan dapat mengakibatkan peristiwa busur listrik yang merusak lapisan penyerap. - ⚠️
Konsentrasi SO₂ dan fluktuasi suhu merupakan risiko utama ketidakstabilan sistem: Analisis risiko proyek mengidentifikasi fluktuasi suhu gas buang dan SO₂ sebagai penyebab utama ketidakstabilan pelepasan sistem. Fluktuasi ini timbul dari siklus tungku Acheson 64 jam yang melekat, bukan karena kerusakan peralatan. Protokol respons sistem memerlukan: (1) menjaga komunikasi yang erat antara sistem pemurnian gas buang dan tim operasi tungku grafitisasi; ketika fluktuasi diamati, berikan pemberitahuan terlebih dahulu dan ambil tindakan yang relevan dengan segera; (2) memperkuat putaran inspeksi personel untuk menjaga agar peralatan tetap beroperasi normal; terus memperbarui langkah-langkah keselamatan dan rencana kontingensi untuk memastikan respons darurat yang efektif. Integrasi sistem kontrol FGD dengan DCS operasi tungku untuk peringatan tren SO₂ terlebih dahulu sangat direkomendasikan.
08 — Poin-Poin Penting dari Bidang Teknik
Empat Pelajaran dari Proyek Pengolahan Berbagai Polutan dengan Tungku Grafitisasi Ini
- 1
Rancanglah berdasarkan beban SO₂ puncak, bukan konsentrasi rata-rata, atau Anda akan melanggar kepatuhan selama setiap puncak siklus tungku. Siklus 64 jam tungku Acheson menghasilkan puncak SO₂ pada 20.000 mg/Nm³ selama fase suhu tinggi. Sistem yang dirancang untuk rata-rata 11.302 mg/Nm³ akan kurang memadai untuk puncak tersebut dan akan memancarkan SO₂ di atas batas 18 mg/Nm³ selama 2–3 jam per siklus. Dasar desain yang benar adalah skenario beban puncak — volume gas buang maksimum bertepatan dengan konsentrasi SO₂ maksimum — dengan kinerja rata-rata kemudian memberikan margin kepatuhan yang menciptakan penyangga peraturan sistem. - 2
Sistem FGD dua tahap menara ganda adalah satu-satunya arsitektur yang layak untuk menghilangkan SO₂ sebesar 99,85% dari konsentrasi di atas 10.000 mg/Nm³. Sistem FGD batu kapur-gypsum menara tunggal dirancang secara andal untuk menghilangkan 90–95% dari konsentrasi SO₂ di bawah 2.000 mg/Nm³. Untuk mencapai 99,85% dari 11.302 mg/Nm³ diperlukan dua tahap dengan pemantauan pH antar tahap dan pengisian ulang bubur, karena kimia pembersihan membutuhkan aliran bubur segar dengan pH tinggi di tahap kedua untuk menangkap sisa SO₂ yang lolos dari bubur jenuh di tahap pertama. Desain dua tahap harus menjadi standar untuk aplikasi apa pun dengan SO₂ masukan di atas 5.000 mg/Nm³. - 3
Komunikasi waktu nyata antara tim operasi tungku dan ruang kendali FGD adalah persyaratan operasional, bukan sekadar formalitas. Analisis risiko fluktuasi SO₂ dalam proyek ini secara eksplisit mengidentifikasi perlunya pemberitahuan terlebih dahulu dari tim tungku ketika kondisi operasi berubah. Tanpa jalur komunikasi ini, sistem FGD merespons secara reaktif terhadap lonjakan SO₂ setelah masuk ke penyerap, sehingga tidak memberikan waktu yang cukup untuk menyesuaikan pH dan laju aliran bubur sebelum terjadi pelanggaran batas kepatuhan. Protokol sederhana — operator tungku memberi tahu ruang FGD 30 menit sebelum perubahan fase siklus tungku yang direncanakan — memberikan waktu peringatan yang dibutuhkan untuk penyesuaian bubur secara proaktif. - 4
Produk sampingan gipsum merupakan aset pendapatan dan keberlanjutan, bukan masalah pengelolaan limbah. Dengan laju produksi maksimum 2.618 kg/jam dan biaya input batu kapur 300 RMB/ton, sistem ini mengubah reagen mineral berbiaya rendah menjadi gipsum konstruksi kelas komersial yang menghilangkan biaya pembuangan dan tanggung jawab lingkungan yang terkait dengan pengolahan kalsium sulfat sebagai limbah padat. Dengan membingkai sistem FGD sebagai unit produksi gipsum — dengan desulfurisasi sebagai langkah proses yang menambah nilai — daripada sebagai unit pengolahan limbah, tercipta model ekonomi yang lebih akurat untuk penilaian investasi dan pengambilan keputusan operasional yang berkelanjutan.
09 — Pertanyaan yang Sering Diajukan
Pengendalian Emisi Tungku Grafitisasi: Sepuluh Pertanyaan Dijawab
Pertanyaan dari para insinyur kepatuhan lingkungan, manajer produksi, dan tim pengadaan teknis di fasilitas grafitisasi material anoda baterai litium yang merencanakan peningkatan pengendalian emisi.
Siap Mengatasi Tantangan Emisi Tungku Grafitisasi Anda?
Jelajahi Rangkaian Lengkap Solusi Pengendalian Emisi Industri
Mulai dari penghilangan debu tungku grafitisasi terintegrasi, desulfurisasi, dan denitrifikasi hingga Sistem oksidasi termal regeneratif untuk pengurangan VOC di bidang farmasi dan kimia.Tim teknik kami menghadirkan solusi kepatuhan terverifikasi untuk tantangan emisi industri paling ketat dalam rantai pasokan material baterai global.





















