Vaka İncelemesi · Endüstriyel Emisyon Kontrolü
Yüksek performanslı bir lityum iyon pil anot malzemesi grafitizasyon üreticisinin, 20.000 mg/Nm³'e kadar SO₂ ve 300 mg/Nm³ partikül içeren bir Acheson fırını atık gaz akımından ,85% kükürt giderme verimliliği, 18 mg/Nm³'ün altında SO₂ çıkışı ve sıfır görünür beyaz duman elde etmeyi nasıl başardığı.
Kireçtaşı-Jips Islak Baca Gazı Kükürt Giderimi
SNCR Denitrifikasyonu
Manyetik Duman Azaltma
Pil Anot Malzemesi Emisyon Uyumluluğu
01 — Sektör Hakkında Bilgiler
Elektrikli Araç Batarya Tedarik Zincirinin Kalbindeki Grafitizasyon Fırını Emisyon Sorunu
Anot malzemeleri, lityum iyon pillerin dört temel hammaddesinden biridir ve aynı zamanda ulusal önceliklerle uyumlu, kendi başına stratejik bir gelişmekte olan sektördür. 14. Beş Yıllık Plan Ve 2035 Uzun Vadeli HedefleriElektrikli araçların küresel çapta hızla yaygınlaşması, lityum pil anot malzemelerini, 2023 yılında 178,3 milyon tonluk sevkiyat hacmine (yıllık ,11 milyon tonluk büyüme) ulaşması ve 2030 yılına kadar 800 milyon tona ulaşması beklenen, küresel ölçekte en hızlı büyüyen endüstriyel alt sektörlerden biri haline getirmiştir.
Grafitizasyon, anot malzemesi üretim zincirindeki en yüksek enerji gerektiren ve en yüksek emisyonlu adımdır. Acheson fırınları, karbon öncü malzemesini 64 saatlik bir döngü boyunca 2.500°C'nin üzerindeki sıcaklıklara ısıtır; bu sırada petrol koku ve kömür katranı hammaddelerinde doğal olarak bulunan kükürt bileşikleri SO₂ olarak uzaklaştırılır. Fırın çıkış gazındaki SO₂ konsantrasyonu son derece yüksektir; kükürt giderme emici girişinde düzenli olarak 11.302 mg/Nm³'e ulaşır ve 20.000 mg/Nm³'lük tepe değerleri belgelenmiştir. Bu durum, grafitizasyon fırını çıkış gazını, küresel olarak herhangi bir üretim sektöründe karşılaşılan en yüksek konsantrasyonlu SO₂ akışlarından biri haline getirir.
Çevresel düzenlemeler 2024 yılına kadar sıkılaştıkça Kirlilik Deşarjı İzin Yönetimi Yönetmelikleri ve Kirliliği ve Karbon Azaltmayı Hızlandırmaya Yönelik Eylem PlanıGrafitizasyon fırını baca gazının ultra düşük emisyon seviyesine ulaşması gerekliliği kaçınılmaz hale geldi. Teknik zorluk, sadece SO₂'yi 11.302'den ≤18 mg/Nm³'e düşürmek (99.84% azalma) değil, aynı zamanda partikül madde, NOx, HCl, HF, CO ve uyumsuzluğu anında ve kamuoyu önünde belirgin hale getiren görünür beyaz dumanı da eş zamanlı olarak yönetmektir.

“Grafitizasyon fırınındaki 11.302 mg/Nm³ SO₂ seviyesi, bir kazan veya enerji santrali kükürt giderme problemi değildir. Bu, sülfürik asit üretiminde karşılaşılan türden bir asit gazı arıtma problemidir. Partikülleri, NOx'i ve görünür beyaz dumanı aynı anda kontrol altında tutarken, 18 mg/Nm³ çıkış seviyesine ulaşmak için ,85% giderme verimliliğine ulaşmak, standart endüstriyel yıkama uygulamalarının uyarlanması değil, amaca yönelik tasarlanmış çok teknolojili bir sistem gerektirir.”
— Mühendislik Teknik Özeti, Grafitizasyon Endüstrisi Toz Giderme / Kükürt Giderme / Azot Giderme Projesi
02 — Kirlilik Profili
Acheson Fırınından Çıkan Gaz: Pil Malzemesi Üretiminde En Yüksek SO₂ Yoğunluğuna Sahip Akış
Bu tesis, yeni enerji lityum pil anot malzemeleri ve grafitizasyonla ilgili ürünlerin Ar-Ge, üretim ve satışında uzmanlaşmıştır. Uluslararası üst düzey müşterilere hizmet vermekte olup, dünyanın en iyi üç anot malzeme tedarikçisi arasında yer almakta ve 1 kurumsal marka projesi, 2 tescilli marka ve 19 patente sahiptir.
Acheson fırını, aşırı yüksek sıcaklıklarda 64 saatlik bir döngüyle çalışır. Ham baca gazı 170°C'de çıkar ve aynı anda aşağıdaki kirleticileri taşır:
- FGD emici ünitesine giriş noktasında SO₂ konsantrasyonu 11.302 mg/Nm³'tür. (Ham gazdaki en yüksek değer 20.000 mg/Nm³ olarak belgelenmiştir). Bu, belirleyici kirleticidir: ≤18 mg/Nm³ çıkış değerine ulaşmak için gereken ,85% giderme gereksinimi, herhangi bir endüstriyel sektördeki en zorlu kükürt giderme şartnameleri arasındadır.
- 300 mg/Nm³'te partikül madde (ham gaz), esas olarak fırın yükleme malzemesinden gelen grafit ve karbon tozundan oluşmaktadır. Hedef çıkış: ≤5 mg/Nm³ — ,3% genel azaltma gereksinimi.
- 100 mg/Nm³'te NOx Yüksek sıcaklıktaki yanma havası reaksiyonlarından kaynaklanmaktadır. Hedef çıkış: Yukarı akışta SNCR denitrasyon yoluyla ≤100 mg/Nm³.
- 100 mg/Nm³'te COKapalı arıtma aşamalarının öncesinde CO güvenlik izleme ve yanma yönetimi gereklidir.
- HF 5 mg/Nm³ ve HCl 15 mg/Nm³ konsantrasyonundaİkisi de aşındırıcı asit gazlarıdır ve tüm ıslak bileşenler için korozyona dayanıklı malzeme şartnamesini belirlerler.
- Yüksek sıcaklık değişkenliği170°C'deki ham gazın, cebri çekiş fanından önce enerji geri kazanım ısı eşanjörü tarafından 120°C'nin altına ve MPA ünitesi girişinde ise 40°C'nin altına düşürülmesi gerekmektedir. Bu sıcaklık yönetimi gereksinimi, önemli yardımcı ekipman yatırımlarını zorunlu kılmaktadır.
- Aşırı SO₂ döngüsü varyasyonu64 saatlik Acheson fırın döngüsü sırasında, SO₂ konsantrasyonu yaklaşık 20.000 mg/Nm³'e ulaşır ve 2-3 saat boyunca yüksek seviyede kalabilir. Kükürt giderme sistemi, en elverişsiz büyük baca gazı, maksimum SO₂ çalışma koşulu altında maksimum SO₂ yükü için tasarlanmalıdır.
| Parametre | Ham Gaz / Arıtma Girişi | Çıkış (Tasarım) | Düzenleyici Sınır |
|---|---|---|---|
| SO₂ | 11.302 mg/Nm³ ortalama (pik 20.000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Partikül madde (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Görünür beyaz tüy | Sunmak | Yok (görünmez) | Görünür beyaz tüy yok. |
| Baca gazı hacmi (nominal, FGD) | 140.000 Nm³/sa | — | — |
| MPA ile işlenmiş hacim | 100.000 Nm³/sa | — | — |
| Ham gaz sıcaklığı | 170°C | — | — |
| Uygulanabilir standart | AB Endüstriyel Emisyonlar Direktifi (IED 2010/75/EU) ve Hollanda Faaliyet Kararnamesi (Activiteitenbesluit milieubeheer) | ||
03 — Mühendislik Gereksinimleri
Standart Endüstriyel Kükürt Giderme Yaklaşımları Neden Grafitizasyon SO₂ Problemini Çözemiyor?
Bu projenin mühendislik zorluğu sadece bir teknoloji seçmek değildi; 64 saatlik Acheson fırın döngüsü boyunca SO₂ konsantrasyonunun aşırı döngüsel değişkenliğini yönetirken, altı kirlilik parametresinin tamamını aynı anda ele alan entegre çok aşamalı bir sistem tasarlamaktı.
Ortalama değil, en yüksek SO₂ yükü için tasarım yapın.
Baca gazı kükürt giderme (FGD) sistemi, maksimum SO₂ senaryosu altında uyumluluğu sağlamalıdır: maksimum baca gazı hacmi, maksimum SO₂ konsantrasyonu (20.000 mg/Nm³) ile çakışmalıdır. Ortalama değer (11.302 mg/Nm³) için tasarım yapılması, her fırın döngüsünün 2-3 saatlik en yüksek dönemlerinde uyumluluk sınırlarının aşılmasına neden olacaktır.
Enerji Geri Kazanımı, Bütünleşik Bir Tasarım Unsuru Olarak
170°C'lik ham gaz, geri kazanılabilir termal enerji taşır. Baca gazı sıcaklığını, cebri çekiş fanından önce 119,46°C'ye düşürmek için ilk arıtma aşaması olarak bir enerji dönüştürme ve geri kazanım ısı eşanjörü belirlenmiştir; bu sayede fan çalışma koşulları iyileştirilir, aşağı akış ekipmanlarının termal yükü azaltılır ve tesis için faydalı ısı enerjisi geri kazanılır.
Aşırı SO₂ için Çift Aşamalı Emilim
Tek kuleli kireçtaşı-alçı baca gazı kükürt giderme sistemi, tek geçişte 11.302 mg/Nm³'ten ≤18 mg/Nm³'e kadar ,85% SO₂ giderimini sağlayamaz. İki aşamalı bir emme mimarisi – birincil yıkayıcıyı takiben ikincil yıkayıcı – gereklidir; bu mimaride, her iki kulede de optimum emme verimliliğini sürekli olarak korumak için aşamalar arası pH izleme ve bulamaç yönetimi yapılmalıdır.
Aşağı Akış MPA Yöntemiyle Beyaz Dumanın Ortadan Kaldırılması
İki aşamalı baca gazı kükürt giderme işleminden sonra, yıkayıcı sonrası gaz hala su buharı ve artık asit buharı ile doymuş haldedir. Son arıtma aşaması olarak, gaz sıcaklığını 80°C'nin üzerine çıkararak görünür yoğuşma bulutu oluşumunu önleyen, enerji geri kazanım ısı eşanjöründen sonra kurulan bir Manyetik Duman Azaltma ünitesi (BLCNXB-10W, 100.000 Nm³/h) belirtilmiştir.
Alçı Yan Ürün Yönetimi
Kireçtaşı-alçı baca gazı kükürt giderme (FGD) işlemi, saatte 2.618 kg'a kadar kalsiyum sülfat (alçı) yan ürünü üretir. Sistem, pratik kullanım ve bertaraf için 1 T3'ün altında bir nem içeriği elde etmek üzere alçının susuzlaştırılmasını içermelidir. Alçı, atık olarak bertaraf edilmek yerine inşaat malzemesi olarak yeniden kullanılmasını sağlayacak yan ürün kalite standartlarına uygun olmalıdır.
HF ve Yüksek SO₂ Ortamlarında Korozyon Direnci
11.302 mg/Nm³ SO₂ ve 5 mg/Nm³ HF'nin birleşimi, son derece aşındırıcı bir ortam oluşturur. Baca gazı kükürt giderme (FGD) emicilerinde, alçı taşıma sisteminde ve MPA ünitesinde ıslak olan tüm yüzeyler, bu birleşik asit ortamına uygun malzemelerden üretilmelidir. Standart karbon çeliği veya yumuşak paslanmaz çelik, ıslak olan hiçbir bileşen için kabul edilemez.
NOx Uyumluluğu için SNCR Entegrasyonu
SNCR (Seçici Katalitik Olmayan İndirgeme) denitrasyonu, 100 mg/Nm³ NOx sınırını karşılamak için arıtma hattına entegre edilmiştir. SNCR reaktif enjeksiyon noktası, amonyak kaçağı olmadan etkili NOx ayrışması için fırın çıkış gazı kanal sistemindeki sıcaklık aralığı (850–1.100°C) içinde konumlandırılmalıdır.
Güvenlik: Yangın, Patlama ve Karbon Monoksit Tehlikesi Yönetimi
Grafitizasyon fırını baca gazı, yanıcı karbon tozu ve 100 mg/Nm³ konsantrasyonunda CO içerir; bunların her ikisi de kapalı işlem ekipmanlarında yangın ve patlama riski oluşturur. Yangın önleme, patlama koruma ve korozyon önleme önlemleri sisteme entegre edilmeli ve tüm ekipman kilitleme mekanizmalarına otomatik baypas özelliğiyle birlikte CO konsantrasyonu izleme özelliği eklenmelidir.
04 — Tedavi Çözümü
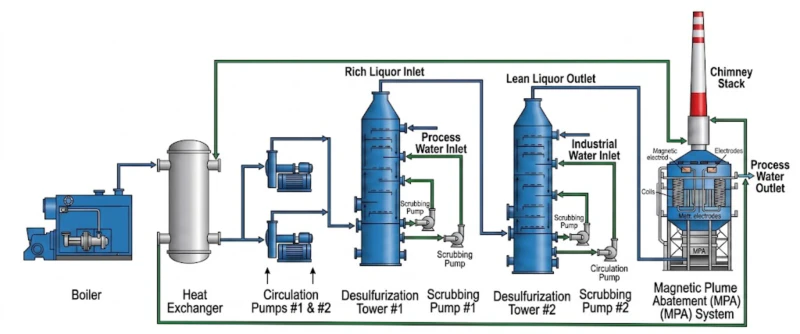
Entegre Dört Aşamalı Arıtma Sistemi: Enerji Geri Kazanımı → Çift Kuleli Baca Gazı Kükürt Giderme → MPA → Temiz Baca
Bu arıtma sistemi, grafitizasyon fırını atık gaz akışındaki farklı kirleticileri hedef alan, kanıtlanmış üç teknolojiyi seri halde entegre etmektedir. Bu kombinasyon, her teknolojinin tamamlayıcı güçlü yönlerinden yararlanırken, diğer aşamalardaki kör noktalarını ortadan kaldırmak amacıyla seçilmiştir.
Aşama 1: Enerji Geri Kazanımlı Isı Eşanjörü (170°C → 119,46°C)
170°C'deki ham grafitizasyon fırını atık gazı önce enerji geri kazanım ısı eşanjörüne yönlendirilir; burada sıcak gazın termal enerji içeriği tesis kullanımı için bir çalışma ortamına aktarılır. Gaz sıcaklığı, cebri çekiş fanından önce 119,46°C'ye düşürülerek fan çalışma koşulları iyileştirilir ve ekipman ömrü uzatılır. Isı eşanjörü, 934 m² ısı transfer alanı ve 273 Pa ekipman basınç düşüşü ile 85.000 Nm³/h kapasiteye sahiptir.
Aşama 2: Cebri Çekişli Fan → İki Aşamalı Kireçtaşı-Alçı Baca Gazı Kükürt Giderme Sistemi (140.000 Nm³/sa)
İki adet ters akışlı kireçtaşı-alçı emme kulesi, 140.000 Nm³/h gaz akışını işler. Birincil yıkayıcı, 2 katmanlı elek tipi sis ayırıcı içerir; ikincil yıkayıcı ise 1 katmanlı elek tipi sis ayırıcı ve 1 demet tipi sis ayırıcı setine sahiptir. İki kule arasında, çevrimiçi sıvı seviyesi izleme ve pH izleme sistemi, gerçek zamanlı bulamaç yenileme ve kademeler arası sıvı pH kontrolü sağlar; bu da bulamaç devresinin, manuel müdahaleye gerek kalmadan, 64 saatlik fırın döngüsünün tamamı boyunca optimum dengede kalmasını sağlar. Başlıca FGD parametreleri: kireçtaşı tüketimi 1.858 kg/h (maks), alçı üretimi 2.618 kg/h (maks), alçı nem içeriği 15%'nin altında, kireçtaşı depolama kapasitesi 150 m³ ve 3 günlük özerklik.
Aşama 3: SNCR Denitrifikasyonu
50% tahmini giderme verimliliğine sahip SNCR denitrasyonu, NOx'i 100 mg/Nm³'ten çıkış spesifikasyonunu karşılayacak seviyeye düşürür. SNCR enjeksiyon sistemi, NOx-reaktif kompleksinin termal ayrışmasının özel bir SCR katalizör yatağına ihtiyaç duymadan etkili olduğu, atık gaz kanalının yüksek sıcaklık bölgesinde çalışır.
Aşama 4: Manyetik Duman Azaltma (100.000 Nm³/saat)
İki aşamalı baca gazı kükürt giderme işleminden sonra, temizlenen gaz, gaz sıcaklığını yaklaşık 45°C'den 80°C'nin üzerine çıkaran ikinci bir enerji geri kazanım ısı eşanjöründen (enerji dönüştürme ve sıcaklık yükseltme ünitesi) geçer; bu da su buharı çiğlenme noktası marjını azaltır ve MPA duman yakalama koşullarını iyileştirir. Gaz daha sonra ana bacadan deşarj edilmeden önce son derin arıtma ve beyaz dumanın giderilmesi için BLCNXB-10W Manyetik Duman Azaltma ünitesine girer.
Fırın
170→119°C
Fan
FGD Kulesi
FGD Kulesi
HX →80°C
(BLCNXB-10W)
Yığın
MPA Ünitesi Temel Teknik Parametreleri
| Parametre | Özellikler |
|---|---|
| MPA Ünite Modeli | BLCNXB-10W |
| Yerleşim Tipi | Kule dışı, bağımsız modül |
| Hava Akışı Yönlendirmesi | Alttan girişli, üstten çıkışlı (doğrudan) |
| Arıtma Verimliliği | ≥95% |
| Giriş Karışık Kirletici Konsantrasyonu | 100 mg/Nm³ |
| Çıkış Karışık Kirletici Konsantrasyonu | ≤5 mg/Nm³ |
| Sistem Direnci | 300 Pa |
| İşlem Görmüş Baca Gazı Hacmi | 100.000 Nm³/sa |
| MPA Giriş Gazı Sıcaklığı | 80°C'ye yükseltildi. |
| Sistem Basıncı | ±5.000 Pa tasarım |
| Ekipman Boyutları (G×D) | 7.900 × 7.900 mm plan |
| Ekipman Yüksekliği | 17.000 mm |
| Manyetik Enerji Jeneratörü | BLEMG-2K |
| MPA Ortalama Güç Tüketimi | 80 kW |
| MPA Çalışma Süresi Yük Faktörü | 195 (işletme yükü endeksi) |
05 — Temel Avantajlar
Kireçtaşı-Alçı Baca Gazı Kükürt Giderimi + SNCR + MPA'nın Grafitizasyon Fırını Baca Gazı İçin Doğru Mimari Olmasının Nedenleri
- ✓
Kireçtaşı-alçı esaslı baca gazı kükürt giderme sistemi, 11.302 mg/Nm³ ham gazdan 99.85% SO₂ giderimi sağlıyor: Giriş SO₂ konsantrasyonunu 11.302 mg/Nm³'ten çıkış ortalama 8 mg/Nm³'e düşüren ,85%'lik doğrulanmış kükürt giderme verimliliği, tipik olarak bir mertebe daha düşük SO₂ konsantrasyonlarını işleyen kömür santrali baca gazı kükürt giderme (FGD) standartlarına göre bile olağanüstüdür. Bu uygulama için kireçtaşı-alçı prosesi seçilmiştir çünkü bol miktarda bulunan, düşük maliyetli bir reaktif (kireçtaşı yaygın olarak bulunur ve fiyatı istikrarlıdır), ticari olarak kullanılabilir bir yan ürün (inşaat için alçı) üretir ve karşılaştırılabilir giderme verimliliği için tüm ıslak FGD kimyasalları arasında en düşük sıvı-gaz oranına sahiptir. Kule içi sis giderici tasarımı ve kademeler arası pH izleme sistemi, grafitizasyon SO₂ konsantrasyon seviyesinde bu performansı mümkün kılan özel mühendislik yenilikleridir. - ✓
Enerji Geri Kazanımı, Termal Atık Akışını Tesis Varlığına Dönüştürür: 170°C'lik ham gaz, baca gazı kükürt giderme (FGD) sisteminden önce yer alan ısı eşanjörü tarafından çekilen önemli miktarda termal enerji taşır ve bu sayede sıcaklık 119,46°C'ye düşürülür. Geri kazanılan bu enerji, tesise faydalı ısı olarak geri verilir, böylece genel enerji verimliliği artırılır ve arıtma sisteminin net enerji maliyeti düşürülür. FGD'nin aşağısında yer alan ikinci bir ısı eşanjörü, MPA ünitesinden önce gaz sıcaklığını yükselterek duman giderme performansını daha da optimize eder. Çift ısı eşanjörü konfigürasyonu, bu sistemi hem termal hem de çevresel olarak optimize eder. - ✓
Bilgisayar Simülasyonu Optimizasyonu Düşük Dirençli ve Enerji Verimli Tasarım Sağlıyor: Gelişmiş hesaplamalı akışkanlar dinamiği simülasyonu, baca gazı kükürt giderme (FGD) emici kuleleri içindeki gaz hızı dağılımını optimize etmek, iç direnci en aza indirmek ve homojen reaktif-gaz teması sağlamak için kullanıldı. Bu simülasyon odaklı tasarım yaklaşımı, eşdeğer kapasitedeki deneysel olarak tasarlanmış kulelere kıyasla daha düşük elektrik tüketimi ve daha yüksek reaktif kullanım oranına sahip bir sistem üretirken, en kötü durumdaki SO₂ yük koşulları altında uyumluluğu da sağlamaktadır. - ✓
Alçı Yan Ürünü Sıfır Atık Üretimini Mümkün Kılıyor: Baca gazı kükürt giderme reaksiyonundan elde edilen maksimum 2.618 kg/saat alçı üretim hızı atık değildir; nem içeriği 1 TP3T'nin altına düşürüldüğünde ticari olarak kullanılabilir bir inşaat malzemesidir. Sistem, bu spesifikasyona ulaşmak için vakumlu bant filtre veya eşdeğer bir susuzlaştırma sistemi içerir ve alçının satılmasını veya şantiyede inşaat malzemesi uygulamalarında kullanılmasını sağlar. Bu, alçının endüstriyel atık olarak değerlendirilmesinden kaynaklanacak katı atık bertaraf maliyetini ve düzenleyici yükü ortadan kaldırır. - ✓
Altı düzenlemeye tabi parametrenin tamamında eş zamanlı olarak doğrulanmış uyumluluk performansı: Sistem şu değerlere ulaştı: kükürt giderme verimliliği 99.85% (SO₂ çıkışı 8 mg/Nm³, limit 18'e karşı); toz giderme verimliliği 98.4% (PM çıkışı 2.4 mg/Nm³, limit 5'e karşı); azot giderme verimliliği 55%; NOx çıkışı 45 mg/Nm³ (limit 100'e karşı); HF çıkışı 1 mg/Nm³ (limit 5'e karşı); HCl çıkışı 3.5 mg/Nm³ (limit 15'e karşı); ve sıfır görünür beyaz duman. Altı parametrenin tamamı aynı anda ilgili limitlerinin önemli ölçüde altında, uyumluluk marjlarında yer almaktadır. - ✓
Çamur Sirkülasyon Sistemi için Tek Tuşla Yeniden Başlatma Özelliği: Bu tasarım, planlı veya acil bir kapatmanın ardından çamur sirkülasyon sistemi için tek tuşla otomatik yeniden başlatma işlevini içererek, daha önce gerekli olan karmaşık manuel vana sıralamasını ortadan kaldırır. Bu, operatörün iş yükünü ve sistem yeniden başlatmaları sırasında insan hatası riskini önemli ölçüde azaltır; bu da yüksek SO₂ içeren baca gazı kükürt giderme uygulamalarında uyumluluk aşımı riski açısından kritik dönemlerdir.
06 — Operasyonel Sonuçlar
Uygunluk Verileri Doğrulandı: Altı Kirletici Parametrenin Tamamı Yasal Sınırların Altında
Entegre sistem, izlenen tüm parametrelerde yasal sınırların oldukça altında bir performans sergileyerek, tüm uyumluluk hedeflerine aynı anda ulaştı:
Sistemin maksimum çalışma yükü 1.522,55 kW'tır. Günde 24 saat kesintisiz çalışma durumunda, günlük elektrik maliyeti 13.154,832 RMB'dir (0,36 RMB/kWh fiyatıyla). Yıllık 8.000 çalışma saati için yıllık elektrik maliyeti yaklaşık 4.384,944 RMB'dir. Yıllık su tüketimi yaklaşık 4,85 t/saattir; günde 24 saat çalışma ve 2 RMB/t su birim fiyatıyla 5 t/saat tüketimde günlük su maliyeti 240 RMB olup, bu da yıllık 80.000 RMB'ye denk gelmektedir. 300 RMB/t fiyatıyla 1.858,632 kg/saat kireçtaşı tüketimi, yıllık 445,92.000 RMB kireçtaşı maliyetine yol açmaktadır.
07 — Uygulama Uyarıları
Grafitizasyon Fırını Baca Gazı Kükürt Giderme Uygulamaları için Kritik Mühendislik ve Operasyonel Dersler
- ⚠️
Yüksek SO₂ içerikli kireçtaşı-jips baca gazı kükürt giderme sistemlerinde bulamaç konsantrasyonunun yönetimi en kritik operasyonel parametredir: Projenin belgelenmiş operasyonel deneyimi şunları belirtmektedir: (1) Birincil yıkayıcı kireçtaşı bulamaç sıvı seviyesi taşma seviyesini aşmamalıdır; kireçtaşı eklenirken su eklendiğinde, konsantrasyon 15%–20% aralığında kontrol edilmelidir; (2) Birincil yıkayıcı sirkülasyon döngüsünün pH'ı 4,5'in altına düştüğünde, bulamaç eklenmeli ve pH 4,5–5,5 aralığında tutulmalıdır; (3) İkincil yıkayıcı sirkülasyon döngüsünün pH'ı 5,5'in altına düştüğünde, bulamaç eklenmeli ve ikincil yıkayıcı pH'ı 5,5–6,5 aralığında tutulmalıdır. Bu pH aralıklarının korunmaması, grafitizasyon fırını baca gazının karakteristik yüksek SO₂ konsantrasyonlarında dakikalar içinde SO₂ emme verimliliğinde hızlı bir kayba ve uyumluluk aşımına neden olur. - ⚠️
Alçı sistemi başlatma protokolüne aynen uyulmalıdır: (1) Alçı sıyırma sistemini çalıştırırken, önce basınçlı kap giriş vanasını açın, ardından güç kaynağını açın; (2) alçı sıyırma pompasını çalıştırdıktan sonra, yeniden çalıştırmadan önce giriş vanası kapağının tamamen açık olduğundan emin olun; (3) her alçı pres boşaltımından sonra, basınç filtresi çıkışını yerinde temizleyin. Bu sıradan sapmalar, sıyırma sistemini tıkayabilecek ve üretim sırasında planlanmamış bakım gerektirebilecek alçı geri basınç olaylarına neden olur. - ⚠️
Sirkülasyon sisteminin başlatılması, önce su vanasının, ardından soğutma suyu vanasının sırayla açılmasını gerektirir: (1) Sirkülasyon sistemini çalıştırırken, çıkış ve soğutma suyu vanalarını açık başlatma konumuna getirin; (2) her saatte bir birinci ve ikinci kademe FGD kulesinin pH değerlerini kaydedin, bulamaç sıvı seviyelerini gözlemleyin ve normal çalışma aralığında kaldıklarından emin olun; (3) planlanan aralıkta (her 4 saatte bir), sis ayırıcının tıkanma olmadan normal şekilde çalıştığını doğrulamak için püskürtme nozullarını temizleyin; (4) sistem çalışması sırasında, alçı oluşumu için yeterli hava beslemesi sağlamak üzere oksidasyon fanını normal şekilde çalışır durumda tutun; (5) tank sıvı seviyesini kontrol edin ve yüksek sıvı seviyesinde, acil durum müdahalesini kolaylaştırmak için tahliye pompası çıkış vanasını açın. - ⚠️
MPA sıcaklık yönetimi, dumanın güvenilir bir şekilde ortadan kaldırılması için olmazsa olmaz bir unsurdur: MPA ünitesi giriş sıcaklığı 46–55°C arasında tutulmalıdır (enerji dönüşüm sıcaklık yükseltme ünitesi tarafından kontrol edilir). Görünür beyaz duman oluşumunu önlemek için enerji geri kazanım ve sıcaklık yükseltme ünitesi çıkış sıcaklığı 80°C'nin üzerinde kontrol edilmelidir. Gaz sıcaklığı MPA ünitesine girerken çok düşükse, su buharı çiğ noktası marjı daralır ve kirletici konsantrasyonu uyumlu olsa bile bacada görünür beyaz duman yeniden ortaya çıkar. Hem MPA girişinde hem de enerji geri kazanım ünitesi çıkışında sıcaklık izleme, ilk uyarı ayar noktalarıyla birlikte SCADA alarm sistemine dahil edilmelidir. - ⚠️
MPA voltajı ve akımı, nominal sınırlar dahilinde yönetilmelidir: MPA manyetik jeneratörünün kontrol voltajı yaklaşık 60 kV'ta tutulmalıdır. Maksimum akım 1.000 mA'yı geçmemelidir. MPA ünitesinin çevresindeki sıcaklık, nem ve diğer çevresel faktörlere, ayrıca elektromanyetik bobinin, manyetik jeneratörün ve elektromanyetik bileşenlerin çalışma durumuna dikkat edilmelidir. Akım sınırının aşılması, manyetik alan bobinlerinde yalıtım bozulmasına ve emici tabakaya zarar verebilecek ark olaylarına neden olabilir. - ⚠️
SO₂ konsantrasyonu ve sıcaklık dalgalanmaları, sistemin istikrarsızlığına yol açabilecek başlıca risk faktörleridir: Proje risk analizi, sistem deşarj kararsızlığının temel nedeninin baca gazı sıcaklığı ve SO₂ dalgalanmaları olduğunu belirlemiştir. Bu dalgalanmalar, ekipman arızasından ziyade, Acheson fırınının 64 saatlik döngüsünden kaynaklanmaktadır. Sistemin müdahale protokolü şunları gerektirir: (1) Baca gazı arıtma sistemi ile grafitizasyon fırını işletme ekibi arasında yakın iletişimin sürdürülmesi; dalgalanmalar gözlemlendiğinde önceden bildirimde bulunulması ve ilgili önlemlerin derhal alınması; (2) ekipmanın normal çalışmasını sağlamak için personel denetim turlarının güçlendirilmesi; etkili acil durum müdahalesini sağlamak için güvenlik önlemlerinin ve acil durum planlarının sürekli olarak güncellenmesi. SO₂ eğilimi uyarısı için FGD kontrol sisteminin fırın işletme DCS'si ile entegrasyonu şiddetle tavsiye edilir.
08 — Mühendislikten Çıkarımlar
Bu Grafitizasyon Fırını Çoklu Kirletici Arıtma Projesinden Çıkarılan Dört Ders
- 1
Ortalama konsantrasyon yerine en yüksek SO₂ yüküne göre tasarım yapın, aksi takdirde her fırın çevrimi tepe noktasında mevzuata aykırı hareket etmiş olursunuz. Acheson fırınının 64 saatlik çevrimi, yüksek sıcaklık fazında 20.000 mg/Nm³'lük SO₂ zirveleri oluşturur. 11.302 mg/Nm³ ortalama değer için tasarlanmış bir sistem, zirveler için yetersiz kalacak ve çevrim başına 2-3 saat boyunca 18 mg/Nm³ sınırının üzerinde SO₂ yayacaktır. Doğru tasarım temeli, maksimum baca gazı hacminin maksimum SO₂ konsantrasyonuyla çakıştığı zirve yük senaryosudur; ortalama performans ise sistemin düzenleyici tamponunu oluşturan uyumluluk marjını sağlar. - 2
Çift kuleli iki aşamalı baca gazı kükürt giderme sistemi, 10.000 mg/Nm³'ün üzerindeki konsantrasyonlardan ,85% SO₂'yi uzaklaştırmak için tek uygulanabilir mimaridir. Tek kuleli kireçtaşı-alçı baca gazı kükürt giderme sistemleri, 2.000 mg/Nm³'ün altındaki SO₂ konsantrasyonlarından -951 TP3T oranında SO₂ uzaklaştırma için güvenilir şekilde tasarlanmıştır. 11.302 mg/Nm³'ten ,851 TP3T elde etmek, iki aşamalı ve aşamalar arası pH izleme ve bulamaç yenileme gerektirir; çünkü yıkama kimyası, birinci aşamanın doymuş bulamacından kaçan artık SO₂'yi yakalamak için ikinci aşamada taze, yüksek pH'lı bir bulamaç cephesi gerektirir. Giriş SO₂'si 5.000 mg/Nm³'ün üzerinde olan herhangi bir uygulama için iki aşamalı tasarım varsayılan olmalıdır. - 3
Fırın işletme ekibi ile baca gazı kükürt giderme kontrol odası arasında gerçek zamanlı iletişim, bir nezaket kuralı değil, operasyonel bir gerekliliktir. Bu projedeki SO₂ dalgalanma risk analizi, işletme koşullarında değişiklik olduğunda fırın ekibinden önceden bildirim alınması ihtiyacını açıkça ortaya koymaktadır. Bu iletişim bağlantısı olmadan, FGD sistemi SO₂ yükselmelerine emiciye girdikten sonra reaktif olarak tepki verir ve bu da uyumluluk aşımı meydana gelmeden önce bulamaç pH'ını ve akış hızını ayarlamak için yeterli zaman bırakmaz. Basit bir protokol – fırın operatörünün planlanan herhangi bir fırın çevrimi faz değişikliğinden 30 dakika önce FGD odasını bilgilendirmesi – proaktif bulamaç ayarlaması için gereken uyarı süresini sağlar. - 4
Alçı yan ürünü bir atık yönetimi sorunu değil, gelir ve sürdürülebilirlik kaynağıdır. Saatte 2.618 kg maksimum üretim hızı ve ton başına 300 RMB kireçtaşı girdi maliyetiyle sistem, düşük maliyetli bir mineral reaktifi, kalsiyum sülfatın katı atık olarak işlenmesiyle ilişkili bertaraf maliyetini ve çevresel sorumluluğu ortadan kaldıran ticari sınıf inşaat alçısına dönüştürüyor. Baca gazı kükürt giderme sistemini, katma değer sağlayan işlem adımı olarak kükürt giderme ile birlikte bir alçı üretim ünitesi olarak ele almak, yatırım değerlendirmesi ve devam eden operasyonel karar alma süreçleri için daha doğru bir ekonomik model oluşturuyor.
09 — Sıkça Sorulan Sorular
Grafitizasyon Fırını Emisyon Kontrolü: On Soruya Cevap
Emisyon kontrolü iyileştirmeleri planlayan lityum pil anot malzemesi grafitizasyon tesislerindeki çevre uyumluluk mühendisleri, üretim müdürleri ve teknik tedarik ekiplerinden gelen sorular.
Grafitizasyon Fırınınızdaki Emisyon Sorununu Çözmeye Hazır Mısınız?
Endüstriyel Emisyon Kontrol Çözümlerinin Tüm Yelpazesini Keşfedin
Entegre grafitizasyon fırınından toz giderme, kükürt giderme ve azot giderme işlemlerine kadar İlaç ve kimyasal uçucu organik bileşiklerin giderilmesi için rejeneratif termal oksidasyon sistemleriMühendislik ekibimiz, küresel pil malzemeleri tedarik zincirindeki en zorlu endüstriyel emisyon sorunlarına yönelik doğrulanmış uyumluluk çözümleri sunmaktadır.





















