دراسة حالة · التحكم في الانبعاثات الصناعية
كيف حقق منتج مادة الأنود لبطاريات الليثيوم أيون عالية الأداء كفاءة إزالة الكبريت بنسبة 99.85%، ومخرج SO₂ أقل من 18 ملغم/م³، وانعدام الدخان الأبيض المرئي - من تيار غازات العادم لفرن أتشيسون الذي يحمل SO₂ بنسبة تصل إلى 20000 ملغم/م³ والجسيمات بنسبة 300 ملغم/م³.
نظام إزالة غازات المداخن الرطب من الحجر الجيري والجبس
إزالة النيتروجين من SNCR
الحد من انبعاثات الدخان المغناطيسي
امتثال مادة قطب البطارية لانبعاثات البطاريات
01 - خلفية الصناعة
تحدي انبعاثات أفران الجرافيت في قلب سلسلة توريد بطاريات السيارات الكهربائية
تُعد مواد الأنود واحدة من المواد الخام الأساسية الأربعة لبطاريات الليثيوم أيون، كما أنها صناعة استراتيجية ناشئة بحد ذاتها، تتماشى مع الأولويات الوطنية في الخطة الخمسية الرابعة عشرة و أهداف طويلة المدى لعام 2035لقد جعل التوسع العالمي السريع في اعتماد السيارات الكهربائية مواد الأنود لبطاريات الليثيوم واحدة من أسرع القطاعات الصناعية نموًا على مستوى العالم، حيث بلغت أحجام الشحنات في عام 2023 ما مقداره 178.3 ألف طن (بنمو سنوي قدره 15.11 ألف طن) وتشير التوقعات إلى 800 ألف طن بحلول عام 2030.
تُعدّ عملية التغرافيت الخطوةَ الأعلى استهلاكًا للطاقة والأعلى انبعاثًا في سلسلة إنتاج مواد الأنود. تُسخّن أفران أتشيسون مادة الكربون الأولية إلى درجات حرارة تتجاوز 2500 درجة مئوية على مدار دورة مدتها 64 ساعة، يتم خلالها التخلص من مركبات الكبريت الموجودة طبيعيًا في فحم الكوك البترولي وقطران الفحم على شكل ثاني أكسيد الكبريت (SO₂). ويكون تركيز ثاني أكسيد الكبريت الناتج في غازات الفرن مرتفعًا للغاية، حيث يصل عادةً إلى 11302 ملغم/م³ عند مدخل وحدة امتصاص إزالة الكبريت، مع تسجيل قيم قصوى تبلغ 20000 ملغم/م³. وهذا يجعل غازات فرن التغرافيت من بين أعلى تيارات ثاني أكسيد الكبريت تركيزًا في أي قطاع صناعي على مستوى العالم.
مع تشديد اللوائح البيئية حتى عام 2024 لوائح إدارة تصاريح تصريف الملوثات و خطة عمل لتسريع خفض التلوث وانبعاثات الكربونأصبح شرط معالجة غازات أفران الجرافيت لتحقيق انبعاثات منخفضة للغاية أمرًا لا مفر منه. لا يقتصر التحدي التقني على خفض ثاني أكسيد الكبريت من 11302 إلى ≤18 ملغم/م³ - أي ما يعادل خفضًا بنسبة 99.84% - بل يشمل أيضًا إدارة الجسيمات العالقة، وأكاسيد النيتروجين، وكلوريد الهيدروجين، وفلوريد الهيدروجين، وأول أكسيد الكربون، والدخان الأبيض المرئي الذي يكشف عدم الامتثال بشكل فوري وعلني.

إنّ تركيز ثاني أكسيد الكبريت في فرن الجرافيت عند 11302 ملغم/م³ ليس مشكلةً في إزالة الكبريت من الغلايات أو محطات توليد الطاقة، بل هو مشكلة في معالجة الغازات الحمضية من النوع الذي يُصادف في صناعة حمض الكبريتيك. ويتطلب تحقيق كفاءة إزالة تبلغ 99.85% للوصول إلى تركيز 18 ملغم/م³ عند المخرج، مع إدارة الجسيمات وأكاسيد النيتروجين والدخان الأبيض المرئي في الوقت نفسه، نظامًا متعدد التقنيات مصممًا خصيصًا لهذا الغرض، وليس مجرد تعديل لممارسات التنقية الصناعية القياسية.
— ملخص فني هندسي، مشروع إزالة الغبار / إزالة الكبريت / إزالة النيتروجين من صناعة الجرافيت
02 - لمحة عن التلوث
غازات أفران أتشيسون: أكثر تيارات ثاني أكسيد الكبريت كثافة في صناعة مواد البطاريات
تتخصص المنشأة في البحث والتطوير والإنتاج والمبيعات لمواد الأنود لبطاريات الليثيوم للطاقة الجديدة والمنتجات المتعلقة بعملية التغرافيت. وتخدم عملاء دوليين من ذوي الدخل المرتفع، وتُصنف ضمن أفضل ثلاثة موردين لمواد الأنود في العالم، كما أنها تمتلك مشروع علامة تجارية مؤسسية واحدة، وعلامتين تجاريتين مسجلتين، و19 براءة اختراع.
يعمل فرن أتشيسون بدورة مدتها 64 ساعة عند درجات حرارة قصوى. ويخرج غاز الاحتراق الخام عند درجة حرارة 170 درجة مئوية، حاملاً معه الملوثات التالية في آن واحد:
- ثاني أكسيد الكبريت عند مدخل وحدة امتصاص غازات المداخن بتركيز 11302 ملغم/م³ (تم توثيق ذروة الغاز الخام عند 20,000 ملغم/م³). هذا هو الملوث الرئيسي: يُعد شرط إزالة 99.85% للوصول إلى ≤18 ملغم/م³ عند المخرج من بين أكثر مواصفات إزالة الكبريت صرامة في أي قطاع صناعي.
- الجسيمات العالقة عند 300 ملغم/م³ (الغاز الخام)، ويتكون أساسًا من الجرافيت وغبار الكربون الناتج عن مواد شحن الفرن. الهدف من المخرج: ≤5 ملغم/م³ - وهو متطلب إجمالي لخفض الانبعاثات بنسبة 98.3%.
- أكاسيد النيتروجين عند 100 ملغم/متر مكعب من تفاعلات هواء الاحتراق ذات درجة الحرارة العالية. الهدف عند المخرج: ≤100 ملغم/م³ عبر إزالة النيتروجين بتقنية SNCR في المنبع.
- أول أكسيد الكربون عند 100 ملغم/متر مكعبيتطلب مراقبة سلامة أول أكسيد الكربون وإدارة الاحتراق قبل أي مرحلة معالجة مغلقة.
- HF بتركيز 5 ملغم/متر مكعب وHCl بتركيز 15 ملغم/متر مكعبكلاهما غازات حمضية أكالة تدفع إلى تحديد مواصفات المواد المقاومة للتآكل لجميع المكونات المبللة.
- تقلبات عالية في درجات الحرارةيجب خفض درجة حرارة الغاز الخام عند 170 درجة مئوية إلى أقل من 120 درجة مئوية بواسطة مبادل حراري لاستعادة الطاقة قبل مروحة السحب، ثم خفضها أكثر إلى أقل من 40 درجة مئوية عند مدخل وحدة ضغط الهواء. ويتطلب هذا الشرط المتعلق بإدارة درجة الحرارة استثمارًا كبيرًا في المعدات المساعدة.
- تباين شديد في دورة ثاني أكسيد الكبريتخلال دورة فرن أتشيسون التي تستغرق 64 ساعة، يصل تركيز ثاني أكسيد الكبريت إلى ذروته عند حوالي 20,000 ملغم/م³، وقد يبقى مرتفعًا لفترات تتراوح بين ساعتين وثلاث ساعات. يجب تصميم نظام إزالة الكبريت ليتحمل أقصى حمل لثاني أكسيد الكبريت في ظل أسوأ ظروف التشغيل، وهي انبعاثات غازات الاحتراق الكبيرة وتركيز ثاني أكسيد الكبريت الأقصى.
| المعلمة | الغاز الخام / مدخل المعالجة | تصميم منفذ البيع | الحد التنظيمي |
|---|---|---|---|
| ثاني أكسيد الكبريت | 11302 ملغم/م³ متوسط (ذروة 20000) | ≤18 ملغم/متر مكعب | 18 ملغم/متر مكعب |
| الجسيمات الدقيقة (PM) | 300 ملغم/متر مكعب | ≤5 ملغم/متر مكعب | 5 ملغم/متر مكعب |
| أكاسيد النيتروجين | 100 ملغم/متر مكعب | ≤100 ملغم/متر مكعب | 100 ملغم/متر مكعب |
| CO | 100 ملغم/متر مكعب | ≤100 ملغم/متر مكعب | 100 ملغم/متر مكعب |
| HF | 5 ملغم/متر مكعب | ≤5 ملغم/متر مكعب | 5 ملغم/متر مكعب |
| حمض الهيدروكلوريك | 15 ملغم/متر مكعب | ≤15 ملغم/متر مكعب | 15 ملغم/متر مكعب |
| عمود أبيض مرئي | حاضر | لا شيء (غير مرئي) | لا يوجد عمود دخان أبيض مرئي |
| حجم غازات المداخن (المصنف، نظام إزالة غازات المداخن) | 140,000 متر مكعب قياسي/ساعة | — | — |
| صندوق معالج بـ MPA | 100,000 متر مكعب قياسي/ساعة | — | — |
| درجة حرارة الغاز الخام | 170 درجة مئوية | — | — |
| المعايير المطبقة | توجيه الاتحاد الأوروبي بشأن الانبعاثات الصناعية (IED 2010/75/EU) ومرسوم الأنشطة الهولندي (Activiteitenbesluit milieubeheer) | ||
03 - المتطلبات الهندسية
لماذا لا تستطيع أساليب إزالة الكبريت الصناعية القياسية حل مشكلة تبلور ثاني أكسيد الكبريت؟
لم يكن التحدي الهندسي لهذا المشروع مجرد اختيار تقنية - بل كان تصميم نظام متكامل متعدد المراحل يعالج جميع معايير التلوث الستة في وقت واحد مع إدارة التباين الدوري الشديد لتركيز ثاني أكسيد الكبريت خلال دورة فرن أتشيسون التي تستغرق 64 ساعة.
تصميم لتحمل ذروة حمل ثاني أكسيد الكبريت، وليس المتوسط.
يجب أن يحقق نظام إزالة غازات المداخن الامتثال للمعايير في ظل سيناريو أقصى تركيز لثاني أكسيد الكبريت: أي أقصى حجم لغازات المداخن يتزامن مع أقصى تركيز لثاني أكسيد الكبريت (20,000 ملغم/م³). سيؤدي التصميم بناءً على المتوسط (11,302 ملغم/م³) إلى تجاوزات في الامتثال خلال فترات الذروة التي تتراوح بين ساعتين وثلاث ساعات لكل دورة تشغيل للفرن.
استعادة الطاقة كعنصر تصميم متكامل
يحمل الغاز الخام ذو درجة حرارة 170 درجة مئوية طاقة حرارية قابلة للاسترداد. تم تحديد مبادل حراري لتحويل الطاقة واستعادتها كمرحلة معالجة أولى لخفض درجة حرارة غازات المداخن إلى 119.46 درجة مئوية قبل مروحة السحب، مما يحسن ظروف تشغيل المروحة ويقلل الحمل الحراري على المعدات اللاحقة مع استعادة الطاقة الحرارية المفيدة للمنشأة.
امتصاص ثنائي المراحل لثاني أكسيد الكبريت الشديد
لا تستطيع وحدة إزالة غازات المداخن أحادية البرج المصنوعة من الحجر الجيري والجبس تحقيق إزالة 99.85% من ثاني أكسيد الكبريت من تركيز 11302 ملغم/م³ إلى ≤18 ملغم/م³ في دورة واحدة. لذا، يلزم استخدام نظام امتصاص ثنائي المراحل - وحدة تنقية أولية تليها وحدة تنقية ثانوية - مع مراقبة درجة الحموضة بين المرحلتين وإدارة المخلفات السائلة للحفاظ على كفاءة امتصاص مثالية في كلا البرجين بشكل مستمر.
إزالة الأعمدة البيضاء عبر منطقة معالجة مياه الصرف الصحي في اتجاه مجرى النهر
بعد عملية إزالة غازات المداخن ثنائية المراحل، لا يزال الغاز الخارج من جهاز التنقية مشبعًا ببخار الماء ورذاذ الحمض المتبقي. لذا، تم تحديد وحدة الحد من التكثيف المغناطيسي (BLCNXB-10W، 100,000 متر مكعب قياسي/ساعة) كمرحلة تنقية نهائية، حيث تم تركيبها بعد مبادل حراري لاستعادة الطاقة لرفع درجة حرارة الغاز إلى ما يزيد عن 80 درجة مئوية لمنع تشكل أعمدة التكثيف المرئية.
إدارة المنتجات الثانوية للجبس
تُنتج عملية إزالة الكبريت من غازات المداخن باستخدام الحجر الجيري والجبس كبريتات الكالسيوم (الجبس) كمنتج ثانوي بمعدل يصل إلى 2618 كجم/ساعة. يجب أن يتضمن النظام عملية تجفيف الجبس للوصول إلى نسبة رطوبة أقل من 15% لضمان سهولة التعامل معه والتخلص منه. يجب أن يلتزم الجبس بمعايير جودة المنتجات الثانوية التي تُمكّن من إعادة استخدامه كمواد بناء بدلاً من التخلص منه كنفايات.
مقاومة للتآكل في بيئات حمض الهيدروفلوريك وثاني أكسيد الكبريت العالي
يُؤدي مزيج ثاني أكسيد الكبريت بتركيز 11302 ملغم/م³ وحمض الهيدروفلوريك بتركيز 5 ملغم/م³ إلى بيئة تآكلية شديدة العدوانية. يجب أن تكون جميع الأسطح المبللة في وحدات امتصاص غازات المداخن، ونظام معالجة الجبس، ووحدة معالجة المواد الصلبة، مصنوعة من مواد مُصممة لتحمل هذا النوع من البيئات الحمضية المُجتمعة. لا يُقبل استخدام الفولاذ الكربوني العادي أو الفولاذ المقاوم للصدأ الطري لأي من المكونات المبللة.
دمج نظام SNCR للامتثال لمعايير انبعاثات أكاسيد النيتروجين
تم دمج عملية إزالة النيتروجين بتقنية الاختزال الانتقائي غير التحفيزي (SNCR) في نظام المعالجة لمعالجة الحد الأقصى المسموح به لأكاسيد النيتروجين (100 ملغم/م³). يجب وضع نقطة حقن كاشف SNCR ضمن نطاق درجة الحرارة (850-1100 درجة مئوية) داخل مجاري غازات العادم في الفرن لضمان تحلل أكاسيد النيتروجين بكفاءة دون تسرب الأمونيا.
السلامة: إدارة مخاطر الحريق والانفجار وأول أكسيد الكربون
تحتوي الغازات المنبعثة من فرن التغرافيت على غبار كربوني قابل للاشتعال وثاني أكسيد الكربون بتركيز 100 ملغم/م³، وكلاهما يُشكل خطراً للحريق والانفجار في معدات المعالجة المغلقة. لذا، يجب تصميم النظام بحيث يتضمن تدابير للوقاية من الحرائق والانفجارات والتآكل، كما يجب أن تشمل جميع أجهزة التعشيق مراقبة تركيز ثاني أكسيد الكربون مع إمكانية التجاوز التلقائي.
04 - محلول العلاج
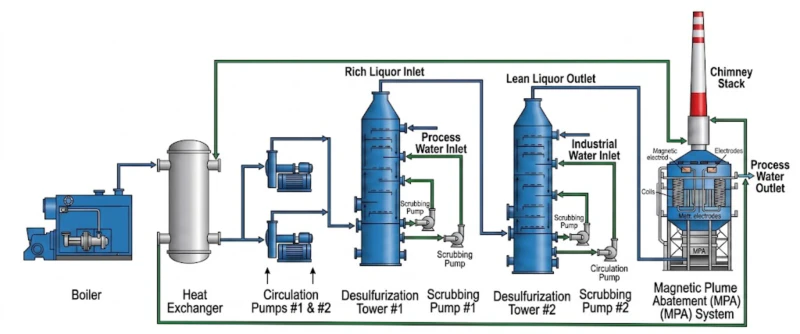
نظام معالجة متكامل رباعي المراحل: استعادة الطاقة ← وحدة إزالة غازات المداخن ثنائية البرج ← نظام معالجة الهواء المضغوط ← مدخنة نظيفة
يدمج نظام المعالجة ثلاث تقنيات مثبتة تعمل بالتسلسل، حيث تعالج كل منها مجموعة محددة من الملوثات المنبعثة من غازات فرن التغرافيت. وقد تم اختيار هذا المزيج للاستفادة من نقاط القوة التكميلية لكل تقنية مع التخلص من نقاط ضعف كل تقنية في المراحل الأخرى.
المرحلة 1: مبادل حراري لاستعادة الطاقة (170 درجة مئوية → 119.46 درجة مئوية)
يُوجَّه غاز العادم الناتج من فرن الجرافيت الخام عند درجة حرارة 170 درجة مئوية أولاً إلى مبادل حراري لاستعادة الطاقة، حيث تُنقل الطاقة الحرارية للغاز الساخن إلى وسيط تشغيل لاستخدامه في المنشأة. تُخفَّض درجة حرارة الغاز إلى 119.46 درجة مئوية قبل وصوله إلى مروحة السحب، مما يُحسِّن ظروف تشغيل المروحة ويُطيل عمر المعدات. يُعالج المبادل الحراري 85,000 متر مكعب قياسي في الساعة، بمساحة نقل حرارة تبلغ 934 مترًا مربعًا، وانخفاض ضغط في المعدات يبلغ 273 باسكال.
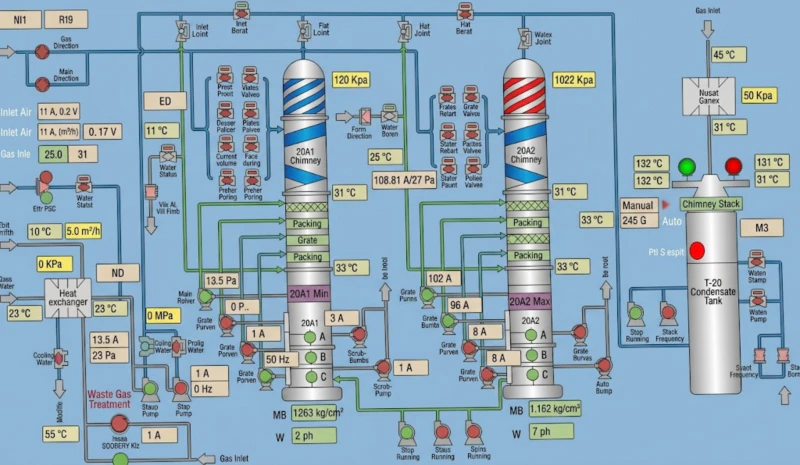
المرحلة 2: مروحة السحب المستحث → نظام إزالة غازات المداخن من الحجر الجيري والجبس على مرحلتين (140,000 متر مكعب قياسي/ساعة)
تعالج أبراج امتصاص الجبس والحجر الجيري ذات التيار المعاكس تيار الغاز البالغ 140,000 متر مكعب قياسي في الساعة. يشتمل جهاز التنقية الأساسي على فاصل رذاذ ثنائي الطبقات، بينما يحتوي جهاز التنقية الثانوي على فاصل رذاذ أحادي الطبقة ومجموعة واحدة من فواصل الرذاذ. بين البرجين، يتيح نظام مراقبة مستوى السائل ودرجة الحموضة عبر الإنترنت إعادة تعبئة الملاط في الوقت الفعلي والتحكم في درجة حموضة السائل بين المراحل، مما يضمن بقاء دائرة الملاط متوازنة على النحو الأمثل طوال دورة الفرن التي تستغرق 64 ساعة دون تدخل يدوي. أهم معايير نظام إزالة غازات المداخن: استهلاك الحجر الجيري 1,858 كجم/ساعة (كحد أقصى)، إنتاج الجبس 2,618 كجم/ساعة (كحد أقصى)، محتوى رطوبة الجبس أقل من 15%، سعة تخزين الحجر الجيري 150 متر مكعب مع استقلالية لمدة 3 أيام.
المرحلة 3: إزالة النيتروجين من الخلايا الجذعية العصبية
تُقلل عملية إزالة أكاسيد النيتروجين بتقنية SNCR، بكفاءة إزالة مُقدّرة تبلغ 50%، من تركيز أكاسيد النيتروجين من 100 ملغم/م³ لتلبية مواصفات المخرج. يعمل نظام حقن SNCR ضمن منطقة درجات الحرارة العالية في مجاري غازات العادم، حيث يكون التحلل الحراري لمركب أكاسيد النيتروجين والكاشف فعالاً دون الحاجة إلى طبقة حفازة مخصصة لتقنية SCR.
المرحلة الرابعة: تخفيف الدخان المغناطيسي (100,000 متر مكعب/ساعة)
بعد عملية إزالة غازات المداخن على مرحلتين، يمر الغاز النظيف عبر مبادل حراري ثانٍ لاستعادة الطاقة (وحدة تحويل الطاقة ورفع درجة الحرارة) يرفع درجة حرارة الغاز من حوالي 45 درجة مئوية إلى ما يزيد عن 80 درجة مئوية، مما يقلل هامش نقطة تكثف بخار الماء ويحسن ظروف التقاط عمود الدخان الناتج عن عملية إزالة غازات المداخن. ثم يدخل الغاز إلى وحدة إزالة الدخان المغناطيسية BLCNXB-10W لإجراء عملية تنقية نهائية عميقة وإزالة الدخان الأبيض قبل تصريفه عبر المدخنة الرئيسية.
فرن
170→119 درجة مئوية
معجب
برج إزالة غازات المداخن
برج إزالة غازات المداخن
HX →80 درجة مئوية
(BLCNXB-10W)
كومة
المعايير الفنية الرئيسية لوحدة إدارة الموانئ البحرية
| المعلمة | مواصفة |
|---|---|
| نموذج وحدة MPA | BLCNXB-10W |
| نوع التخطيط | وحدة خارجية مستقلة للبرج |
| اتجاه تدفق الهواء | مدخل سفلي، عادم علوي (مباشر) |
| كفاءة التنقية | ≥95% |
| تركيز الملوثات المختلطة عند المدخل | 100 ملغم/متر مكعب |
| تركيز الملوثات المختلطة في المخرج | ≤5 ملغم/متر مكعب |
| مقاومة النظام | 300 باسكال |
| حجم غاز المداخن المعالج | 100,000 متر مكعب قياسي/ساعة |
| درجة حرارة الغاز الداخل MPA | أقل من 40 درجة مئوية (بعد إزالة غازات المداخن)؛ ترتفع إلى أكثر من 80 درجة مئوية بواسطة مبادل حراري لرفع درجة الحرارة قبل المعالجة الحرارية الميكانيكية |
| ضغط النظام | تصميم ±5000 باسكال |
| أبعاد المعدات (العرض × العمق) | مخطط 7900 × 7900 مم |
| ارتفاع المعدات | 17000 مم |
| مولد الطاقة المغناطيسية | BLEMG-2K |
| متوسط استهلاك الطاقة MPA | 80 كيلوواط |
| عامل تحميل وقت تشغيل MPA | 195 (مؤشر حمل التشغيل) |
05 - المزايا الأساسية
لماذا يُعد نظام إزالة غازات المداخن من الحجر الجيري والجبس + نظام الاختزال التحفيزي غير الانتقائي + نظام التنشيط بالبلازما الجزيئية هو التصميم الأمثل لمعالجة غازات العادم المنبعثة من أفران الجرافيت؟
- ✓
نظام إزالة غازات المداخن باستخدام الحجر الجيري والجبس يحقق إزالة ثاني أكسيد الكبريت بنسبة 99.85% من 11302 ملغم/متر مكعب من الغاز الخام: تُعدّ كفاءة إزالة الكبريت المُثبتة والبالغة 99.85% - والتي تُخفّض تركيز ثاني أكسيد الكبريت الداخل من 11,302 إلى متوسط 8 ملغم/م³ عند المخرج - استثنائية حتى بمعايير أنظمة إزالة الكبريت من غازات المداخن في محطات توليد الطاقة بالفحم، والتي تُعالج عادةً تركيزات ثاني أكسيد الكبريت أقل بعشرة أضعاف. وقد تم اختيار عملية الحجر الجيري والجبس لهذا التطبيق نظرًا لاستخدامها مواد كيميائية وفيرة ومنخفضة التكلفة (يتوفر الحجر الجيري على نطاق واسع وبسعر مستقر)، وإنتاجها منتجًا ثانويًا قابلًا للاستخدام تجاريًا (الجبس المستخدم في البناء)، فضلًا عن امتلاكها أدنى نسبة سائل إلى غاز بين جميع أنظمة إزالة الكبريت الرطبة، وذلك لتحقيق كفاءة إزالة مماثلة. ويُعدّ تصميم مُزيل الرذاذ داخل البرج ونظام مراقبة الرقم الهيدروجيني بين المراحل من الابتكارات الهندسية التي تُتيح هذا الأداء عند مستوى تركيز ثاني أكسيد الكبريت الناتج عن عملية التغرافيت. - ✓
استعادة الطاقة تحول تيار النفايات الحرارية إلى أحد أصول المنشأة: يحمل الغاز الخام ذو درجة حرارة 170 درجة مئوية طاقة حرارية كبيرة تُستخلص بواسطة مبادل حراري قبل نظام إزالة غازات المداخن، مما يخفض درجة حرارته إلى 119.46 درجة مئوية. تُعاد هذه الطاقة المستعادة إلى المنشأة على شكل حرارة مفيدة، مما يُحسّن كفاءة الطاقة الإجمالية ويُقلل صافي تكلفة الطاقة لنظام المعالجة. يعمل مبادل حراري ثانٍ بعد نظام إزالة غازات المداخن على رفع درجة حرارة الغاز قبل وحدة معالجة الغازات، مما يُحسّن أداء إزالة الأعمدة الدخانية. يُحقق تصميم المبادل الحراري المزدوج كفاءة مثالية من الناحيتين الحرارية والبيئية لهذا النظام. - ✓
تحسين المحاكاة الحاسوبية يوفر تصميمًا منخفض المقاومة وموفرًا للطاقة: استُخدمت محاكاة ديناميكيات الموائع الحسابية المتقدمة لتحسين توزيع سرعة الغاز داخل أبراج امتصاص غازات المداخن، وتقليل المقاومة الداخلية، وتحقيق تلامس منتظم بين المادة الكيميائية والغاز. ينتج عن هذا النهج التصميمي القائم على المحاكاة نظامٌ يستهلك طاقةً كهربائيةً أقل ويستفيد من المادة الكيميائية بكفاءة أعلى مقارنةً بالأبراج المصممة تجريبيًا ذات السعة المكافئة، مع ضمان الامتثال للمعايير في أسوأ ظروف تحميل ثاني أكسيد الكبريت. - ✓
منتج الجبس الثانوي يُمكّن من عملية خالية من النفايات: إن معدل إنتاج الجبس الأقصى البالغ 2618 كجم/ساعة من تفاعل إزالة غازات المداخن ليس نفايات، بل هو مادة بناء قابلة للاستخدام التجاري عند تجفيفه إلى أقل من 15% نسبة رطوبة. يشتمل النظام على مرشح حزام فراغي أو نظام تجفيف مكافئ لتحقيق هذه المواصفات، مما يتيح بيع الجبس أو استخدامه في تطبيقات مواد البناء في الموقع. وهذا يلغي تكلفة التخلص من النفايات الصلبة والأعباء التنظيمية التي قد تنشأ عن التعامل مع الجبس كنفايات صناعية. - ✓
أداء الامتثال المُتحقق منه عبر جميع المعايير الستة الخاضعة للتنظيم في وقت واحد: حقق النظام الكفاءة التالية: كفاءة إزالة الكبريت 99.85% (مخرج ثاني أكسيد الكبريت 8 ملغم/م³، مقابل الحد المسموح به 18)؛ كفاءة إزالة الغبار 98.4% (مخرج الجسيمات الدقيقة 2.4 ملغم/م³، مقابل الحد المسموح به 5)؛ كفاءة إزالة النيتروجين 55%؛ مخرج أكاسيد النيتروجين 45 ملغم/م³ (مقابل الحد المسموح به 100)؛ مخرج فلوريد الهيدروجين 1 ملغم/م³ (مقابل الحد المسموح به 5)؛ مخرج حمض الهيدروكلوريك 3.5 ملغم/م³ (مقابل الحد المسموح به 15)؛ وانعدام الدخان الأبيض المرئي. جميع هذه المعايير الستة تقع ضمن هوامش امتثال كبيرة، أي أقل بكثير من الحدود المسموح بها. - ✓
إمكانية إعادة التشغيل بضغطة زر واحدة لنظام تدوير المواد السائلة: يشتمل التصميم على وظيفة إعادة تشغيل تلقائية بضغطة زر واحدة لنظام تدوير الملاط بعد إيقاف تشغيل مُخطط له أو طارئ، مما يُلغي تسلسل الصمامات اليدوي المعقد المطلوب سابقًا. وهذا يُقلل بشكل كبير من عبء العمل على المشغل ومخاطر الخطأ البشري أثناء إعادة تشغيل النظام، وهي فترات حرجة لمخاطر تجاوز الامتثال في تطبيقات إزالة غازات المداخن ذات الانبعاثات العالية من ثاني أكسيد الكبريت.
06 — النتائج التشغيلية
بيانات الامتثال المُثبتة: جميع معايير الملوثات الستة أقل من الحدود التنظيمية
حقق النظام المتكامل جميع أهداف الامتثال في وقت واحد، بهوامش كبيرة أقل من الحدود التنظيمية عبر جميع المعايير التي تمت مراقبتها:
يبلغ الحد الأقصى لحمل التشغيل للنظام بأكمله 1522.55 كيلوواط. عند التشغيل المستمر على مدار 24 ساعة يوميًا، تبلغ تكلفة الكهرباء اليومية 13154.832 يوان صيني (بسعر 0.36 يوان صيني/كيلوواط ساعة). ولمدة 8000 ساعة تشغيل سنوية، تبلغ تكلفة الكهرباء السنوية حوالي 4384.944 يوان صيني. يبلغ استهلاك المياه السنوي حوالي 4.85 طن/ساعة؛ عند استهلاك 5 أطنان/ساعة على مدار 24 ساعة يوميًا وبسعر 2 يوان صيني/طن، تبلغ تكلفة المياه اليومية 240 يوان صيني، أي ما يعادل 80 يوان صيني سنويًا. يبلغ استهلاك الحجر الجيري 1858.632 كيلوغرام/ساعة بسعر 300 يوان صيني/طن، مما ينتج عنه تكلفة سنوية للحجر الجيري تبلغ 445.92 يوان صيني.
07 - احتياطات التنفيذ
الدروس الهندسية والتشغيلية الهامة لتطبيقات إزالة غازات المداخن في أفران الجرافيت
- ⚠️
تُعد إدارة تركيز الملاط أهم معيار تشغيلي في نظام إزالة غازات المداخن عالي الكبريتات (SO₂) باستخدام الحجر الجيري والجبس: تُحدد الخبرة التشغيلية الموثقة للمشروع ما يلي: (1) يجب ألا يتجاوز مستوى سائل معلق الحجر الجيري في جهاز التنقية الأساسي مستوى الفائض؛ وعند إضافة الماء أثناء إضافة الحجر الجيري، يجب ضبط التركيز بين 15% و20%؛ (2) عندما ينخفض الرقم الهيدروجيني (pH) في حلقة دوران جهاز التنقية الأساسي إلى أقل من 4.5، يُضاف المعلق ويُحافظ على الرقم الهيدروجيني بين 4.5 و5.5؛ (3) عندما ينخفض الرقم الهيدروجيني (pH) في حلقة دوران جهاز التنقية الثانوي إلى أقل من 5.5، يُضاف المعلق ويُحافظ على الرقم الهيدروجيني بين 5.5 و6.5. يؤدي عدم الحفاظ على هذه النطاقات من الرقم الهيدروجيني إلى فقدان سريع لكفاءة امتصاص ثاني أكسيد الكبريت وتجاوزات في الامتثال في غضون دقائق عند تركيزات ثاني أكسيد الكبريت العالية المميزة لغازات العادم المنبعثة من فرن التغرافيت. - ⚠️
يجب اتباع بروتوكول بدء تشغيل نظام الجبس بدقة: (1) عند بدء تشغيل نظام كشط الجبس، افتح صمام مدخل وعاء الضغط أولاً، ثم قم بتوصيل مصدر الطاقة؛ (2) بعد بدء تشغيل مضخة كشط الجبس، تأكد من فتح باب صمام المدخل بالكامل قبل إعادة التشغيل؛ (3) بعد كل عملية تفريغ من مكبس الجبس، نظف مخرج مرشح الضغط في الموقع. أي انحراف عن هذا الترتيب قد يتسبب في حدوث ضغط عكسي للجبس، مما قد يؤدي إلى انسداد نظام الكشط ويتطلب صيانة غير مخطط لها أثناء الإنتاج. - ⚠️
يتطلب بدء تشغيل نظام الدوران تسلسل صمامات الماء أولاً، ثم صمامات مياه التبريد: (1) عند بدء تشغيل نظام الدوران، افتح صمامات مخرج مياه التبريد وصمامات بدء التشغيل؛ (2) سجل قيم الرقم الهيدروجيني (pH) للمرحلتين الأولى والثانية من برج إزالة غازات المداخن كل ساعة، وراقب مستويات سائل الملاط، وتأكد من بقائها ضمن نطاق التشغيل الطبيعي؛ (3) في الفترة الزمنية المحددة (كل 4 ساعات)، نظف فوهات الرش للتأكد من أن مزيل الرذاذ يعمل بشكل طبيعي دون انسداد؛ (4) أثناء تشغيل النظام، حافظ على تشغيل مروحة الأكسدة بشكل طبيعي لضمان إمداد كافٍ من الهواء لتكوين الجبس؛ (5) راقب مستوى السائل في الخزان، وعند ارتفاع مستوى السائل، افتح صمام مخرج مضخة التصريف للتصريف، لتسهيل التعامل مع حالات الطوارئ. - ⚠️
تُعد إدارة درجة حرارة نظام MPA أمراً لا غنى عنه لضمان التخلص الموثوق من الدخان: يجب الحفاظ على درجة حرارة مدخل وحدة MPA بين 46 و55 درجة مئوية (يتم التحكم بها بواسطة وحدة رفع درجة حرارة تحويل الطاقة). كما يجب ضبط درجة حرارة مخرج وحدة استعادة الطاقة ووحدة رفع درجة الحرارة بحيث لا تتجاوز 80 درجة مئوية لمنع تشكل عمود دخان أبيض مرئي. في حال انخفاض درجة حرارة الغاز عند دخوله وحدة MPA، يتقلص هامش نقطة تكثف بخار الماء، ويعود عمود الدخان الأبيض المرئي للظهور عند المدخنة رغم الالتزام بتركيز الملوثات. يجب أن يتضمن نظام الإنذار SCADA مراقبة درجة الحرارة عند كل من مدخل وحدة MPA ومخرج وحدة استعادة الطاقة، مع تحديد نقاط ضبط الإنذار الأولي. - ⚠️
يجب إدارة جهد وتيار MPA ضمن الحدود المقدرة: يجب الحفاظ على جهد التحكم في مولد المغناطيس الخاص بوحدة MPA عند حوالي 60 كيلوفولت. ويجب ألا يتجاوز التيار الأقصى 1000 مللي أمبير. يجب الانتباه إلى درجة الحرارة والرطوبة والعوامل البيئية الأخرى المحيطة بوحدة MPA، بالإضافة إلى الحالة الوظيفية للملف الكهرومغناطيسي ومولد المغناطيس والمكونات الكهرومغناطيسية. يؤدي تجاوز حد التيار إلى تدهور العزل في ملفات المجال المغناطيسي، وقد ينتج عنه حدوث شرارات كهربائية تُلحق الضرر بطبقة الامتصاص. - ⚠️
يُعد تركيز ثاني أكسيد الكبريت وتقلبات درجة الحرارة من المخاطر الرئيسية لعدم استقرار النظام: يُشير تحليل مخاطر المشروع إلى أن تقلبات درجة حرارة غازات المداخن ومستويات ثاني أكسيد الكبريت هي السبب الرئيسي لعدم استقرار تصريف النظام. وتنشأ هذه التقلبات من دورة فرن أتشيسون التي تستغرق 64 ساعة، وليس من عطل في المعدات. يتطلب بروتوكول استجابة النظام ما يلي: (1) الحفاظ على تواصل وثيق بين نظام تنقية غازات المداخن وفريق تشغيل فرن التغرافيت؛ وعند ملاحظة أي تقلبات، يجب تقديم إشعار مسبق واتخاذ الإجراءات اللازمة على الفور؛ (2) تكثيف جولات التفتيش الدورية لضمان استمرار تشغيل المعدات بشكل طبيعي؛ وتحديث إجراءات السلامة وخطط الطوارئ باستمرار لضمان استجابة فعالة في حالات الطوارئ. يُوصى بشدة بدمج نظام التحكم في نظام إزالة غازات المداخن مع نظام التحكم الموزع لعمليات الفرن (DCS) للإنذار المبكر باتجاهات مستويات ثاني أكسيد الكبريت.
08 — أهم النقاط الهندسية
أربعة دروس مستفادة من مشروع معالجة الملوثات المتعددة باستخدام فرن التغرافيت
- 1
صمم بناءً على ذروة حمل ثاني أكسيد الكبريت، وليس متوسط التركيز، وإلا ستخالف الامتثال خلال ذروة كل دورة فرن. تُنتج دورة فرن أتشيسون التي تستغرق 64 ساعة ذروةً في تركيز ثاني أكسيد الكبريت (SO₂) تصل إلى 20,000 ملغم/م³ خلال مرحلة ارتفاع درجة الحرارة. سيكون النظام المصمم لمتوسط تركيز 11,302 ملغم/م³ غير كافٍ عند بلوغ الذروة، وسيُصدر ثاني أكسيد الكبريت بتركيز يتجاوز الحد المسموح به وهو 18 ملغم/م³ لمدة تتراوح بين ساعتين وثلاث ساعات لكل دورة. ويعتمد التصميم الأمثل على سيناريو ذروة الحمل - أي أقصى حجم لغازات الاحتراق يتزامن مع أقصى تركيز لثاني أكسيد الكبريت - حيث يُحقق متوسط الأداء هامش الامتثال اللازم لتوفير الحماية التنظيمية للنظام. - 2
يعتبر نظام إزالة غازات المداخن ثنائي البرج ذو المرحلتين هو البنية الوحيدة القابلة للتطبيق لإزالة ثاني أكسيد الكبريت من تركيزات تزيد عن 10000 ملغم/م³. صُممت أنظمة إزالة غازات المداخن أحادية البرج المصنوعة من الحجر الجيري والجبس بكفاءة عالية لإزالة 90-95% من ثاني أكسيد الكبريت بتركيزات أقل من 2000 ملغم/م³. ويتطلب الوصول إلى 99.85% من تركيز 11302 ملغم/م³ مرحلتين مع مراقبة درجة الحموضة بين المرحلتين وتجديد المعلق، لأن عملية التنقية الكيميائية تتطلب جبهة معلقة جديدة ذات درجة حموضة عالية في المرحلة الثانية لالتقاط ثاني أكسيد الكبريت المتبقي الذي يتسرب من المعلق المشبع في المرحلة الأولى. ويُوصى بتصميم النظام على مرحلتين كخيار افتراضي لأي تطبيق يحتوي على ثاني أكسيد الكبريت الداخل بتركيز أعلى من 5000 ملغم/م³. - 3
يعد التواصل في الوقت الفعلي بين فريق تشغيل الفرن وغرفة التحكم في نظام إزالة غازات المداخن متطلباً تشغيلياً وليس مجرد مجاملة. يُحدد تحليل مخاطر تقلبات ثاني أكسيد الكبريت في هذا المشروع بوضوح ضرورة إخطار فريق الفرن مسبقًا عند تغير ظروف التشغيل. فبدون هذه الآلية، يستجيب نظام إزالة غازات المداخن بشكل تفاعلي لارتفاعات ثاني أكسيد الكبريت بعد دخوله إلى جهاز الامتصاص، مما لا يتيح وقتًا كافيًا لضبط درجة حموضة المعلق ومعدل تدفقه قبل تجاوز الحدود المسموح بها. يوفر بروتوكول بسيط - يتمثل في إخطار مشغل الفرن لغرفة نظام إزالة غازات المداخن قبل 30 دقيقة من أي تغيير مُخطط في دورة الفرن - وقت الإنذار اللازم لضبط المعلق بشكل استباقي. - 4
إن منتج الجبس الثانوي يمثل مصدراً للدخل وأصلاً للاستدامة، وليس مشكلة لإدارة النفايات. بمعدل إنتاج أقصى يبلغ 2618 كجم/ساعة وتكلفة مدخلات من الحجر الجيري تبلغ 300 يوان صيني/طن، يحوّل هذا النظام مادة معدنية منخفضة التكلفة إلى جبس بناء تجاري، مما يلغي تكلفة التخلص من كبريتات الكالسيوم والمسؤولية البيئية المرتبطة بمعالجتها كنفايات صلبة. إن اعتبار نظام إزالة غازات المداخن وحدةً لإنتاج الجبس - مع اعتبار إزالة الكبريت خطوةً أساسيةً في العملية - بدلاً من وحدة لمعالجة النفايات، يُنشئ نموذجًا اقتصاديًا أكثر دقة لتقييم الاستثمار واتخاذ القرارات التشغيلية المستمرة.
9 - الأسئلة الشائعة
التحكم في انبعاثات فرن التغرافيت: إجابات على عشرة أسئلة
أسئلة من مهندسي الامتثال البيئي ومديري الإنتاج وفرق المشتريات الفنية في مرافق تحويل مواد الأنود لبطاريات الليثيوم إلى جرافيت والتي تخطط لتحديثات التحكم في الانبعاثات.
هل أنت مستعد لحل مشكلة انبعاثات فرن الجرافيت؟
استكشف المجموعة الكاملة من حلول التحكم في الانبعاثات الصناعية
من إزالة غبار أفران التغرافيت المتكاملة، وإزالة الكبريت، وإزالة النيتروجين إلى أنظمة الأكسدة الحرارية التجديدية للحد من انبعاثات المركبات العضوية المتطايرة في الصناعات الدوائية والكيميائيةيقدم فريقنا الهندسي حلولاً معتمدة للامتثال لأكثر تحديات الانبعاثات الصناعية تطلباً في سلسلة توريد مواد البطاريات العالمية.





















