事例研究・産業排出ガス制御
高性能リチウムイオン電池負極材の黒鉛化製造業者が、最大20,000 mg/Nm³のSO₂と300 mg/Nm³の粒子状物質を含むAcheson炉の排ガス流から、99.85%の脱硫効率、18 mg/Nm³以下のSO₂排出量、および目に見える白色煙ゼロを達成した方法。
石灰石・石膏湿式排煙脱硫装置
SNCR脱窒
磁気プルーム抑制
バッテリー負極材の排出基準適合性
01 — 業界背景
電気自動車用バッテリーサプライチェーンの中核をなす黒鉛化炉排出ガス問題
負極材料はリチウムイオン電池の4つの主要原材料の1つであり、国家の優先事項に沿った戦略的な新興産業でもある。 第14次五カ年計画 そして 2035年長期目標電気自動車の普及が世界的に急速に拡大したことで、リチウム電池の負極材は世界で最も成長著しい産業サブセクターの一つとなり、2023年の出荷量は178.3万トン(前年比15.11万トン増)に達し、2030年までに800万トンに達すると予測されている。
黒鉛化は、陽極材料製造工程の中で最もエネルギー消費量が多く、排出量も最も多い工程です。アチソン社の炉では、炭素前駆体材料を64時間かけて2,500℃を超える温度まで加熱します。この過程で、石油コークスやコールタールピッチ原料に自然に含まれる硫黄化合物がSO₂として放出されます。その結果、炉の排ガス中のSO₂濃度は非常に高く、脱硫吸収塔入口で日常的に11,302 mg/Nm³に達し、ピーク時には20,000 mg/Nm³を記録しています。このため、黒鉛化炉の排ガスは、世界中のあらゆる製造業において見られるSO₂濃度が最も高い排ガスの一つとなっています。
2024年まで環境規制が強化されるにつれて 汚染物質排出許可管理規則 そして 汚染と炭素排出量の削減を加速するための行動計画そのため、黒鉛化炉の排ガスから超低排出ガスを実現する必要性が避けられなくなりました。技術的な課題は、SO₂を11,302 mg/Nm³から≤18 mg/Nm³(99.84%の削減)に削減するだけでなく、粒子状物質、NOx、HCl、HF、CO、そして違反を即座に公に示す目に見える白い煙を同時に管理しながら、それを実現することです。

「黒鉛化炉のSO₂濃度が11,302 mg/Nm³に達することは、ボイラーや発電所の脱硫問題ではありません。これは、硫酸製造で発生するような酸性ガス処理の問題です。粒子状物質、NOx、および目に見える白色の煙を同時に管理しながら、99.85%の除去効率を達成して出口濃度を18 mg/Nm³にするには、標準的な工業用スクラビング手法を応用するのではなく、専用に設計されたマルチテクノロジーシステムが必要です。」
— 技術概要、黒鉛化産業における粉塵除去/脱硫/脱硝プロジェクト
02 — 汚染状況
アチソン炉排ガス:電池材料製造における最もSO₂含有量の多い流れ
この施設は、新エネルギーリチウム電池の負極材および黒鉛化関連製品の研究開発、製造、販売を専門としています。国際的なハイエンド顧客にサービスを提供しており、世界トップ3の負極材サプライヤーに数えられ、1つの企業ブランドプロジェクト、2つの登録商標、19の特許を保有しています。
アチソン炉は、極めて高温の環境下で64時間サイクルで稼働する。排ガスは170℃で排出され、同時に以下の汚染物質を運ぶ。
- FGD吸収塔入口におけるSO₂濃度は11,302 mg/Nm³であった。 (原ガス中の濃度ピークは20,000 mg/Nm³と記録されている)。これが主要な汚染物質であり、出口濃度を18 mg/Nm³以下にするために99.85%の除去率を要求することは、あらゆる産業分野において最も厳しい脱硫仕様の一つである。
- 粒子状物質濃度300mg/Nm³ (原料ガス)は、主に炉装入物由来の黒鉛と炭素粉塵から構成される。目標排出ガス濃度:≤5 mg/Nm³ ― 全体で98.3%の削減が必要。
- NOx濃度100mg/Nm³ 高温燃焼空気反応によるもの。目標出口濃度:上流のSNCR脱硝処理により100 mg/Nm³以下。
- CO濃度100mg/Nm³密閉型処理工程の上流において、CO安全監視および燃焼管理が必要となる。
- HF濃度5 mg/Nm³、HCl濃度15 mg/Nm³どちらも腐食性の酸性ガスであり、接液部すべてにおいて耐腐食性材料の仕様を定める要因となる。
- 高温変動170℃の原料ガスは、誘引送風機の手前にある熱回収熱交換器で120℃以下に冷却され、さらにMPAユニットの入口で40℃以下に冷却される必要がある。この温度管理要件により、補助設備への多額の投資が必要となる。
- 極端なSO₂サイクル変動アチソン炉の64時間サイクル中、SO₂濃度は約20,000 mg/Nm³でピークに達し、2~3時間高い状態が続くことがあります。脱硫システムは、最も不利な大規模排ガス、最大SO₂濃度運転条件下における最大SO₂負荷に対応できるように設計する必要があります。
| パラメータ | 原ガス/処理施設入口 | アウトレット(デザイン) | 規制制限 |
|---|---|---|---|
| SO₂ | 平均11,302 mg/Nm³(ピーク時20,000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| 粒子状物質(PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| 目に見える白い煙 | 現在 | なし(非表示) | 白い煙は見えない |
| 排ガス量(定格値、FGD) | 140,000 Nm³/h | — | — |
| MPA処理された体積 | 100,000 Nm³/h | — | — |
| 原料ガス温度 | 170℃ | — | — |
| 適用規格 | EU 産業排出指令 (IED 2010/75/EU) およびオランダ活動令 (Activitenbesluit milieubeheer) | ||
03 — エンジニアリング要件
標準的な工業用脱硫手法では黒鉛化SO₂問題を解決できない理由
このプロジェクトにおける技術的な課題は、単に技術を選択することではなく、64時間周期のアチソン炉サイクル全体にわたるSO₂濃度の極端な周期的変動を管理しながら、6つの汚染パラメータすべてに同時に対処する統合された多段階システムを設計することであった。
平均ではなく、ピーク時のSO₂負荷を考慮して設計する
FGDシステムは、最大SO₂濃度(20,000 mg/Nm³)と最大排ガス量が一致する最大SO₂シナリオにおいて、基準を満たす必要があります。平均値(11,302 mg/Nm³)に基づいて設計すると、各炉サイクルの2~3時間のピーク期間中に基準値を超えることになります。
エネルギー回収を設計の不可欠な要素として取り入れる
170℃の原料ガスには回収可能な熱エネルギーが含まれています。エネルギー変換・回収熱交換器を第一処理段階として設置し、誘引送風機の前に排ガス温度を119.46℃まで下げることで、送風機の運転条件を改善し、下流機器の熱負荷を低減するとともに、施設にとって有用な熱エネルギーを回収します。
極めて高濃度のSO₂に対する二段階吸収
単塔式石灰石・石膏排煙脱硫装置では、1回の処理で11,302 mg/Nm³から≤18 mg/Nm³まで99.85%のSO₂除去率を達成することはできません。そのため、一次スクラバーと二次スクラバーを組み合わせた2段階吸収方式が必要であり、両塔で最適な吸収効率を継続的に維持するためには、各段階のpHモニタリングとスラリー管理が不可欠です。
下流海洋保護区による白煙除去
2段階の排煙脱硫(FGD)後、スクラバー後のガスには水蒸気と残留酸性ミストが飽和状態で残っています。最終仕上げ段階として、磁気式プルーム抑制装置(BLCNXB-10W、100,000 Nm³/h)が設置され、ガス温度を80℃以上に上昇させて目に見える凝縮プルームの発生を防ぎます。
石膏副産物管理
石灰石・石膏排煙脱硫(FGD)プロセスでは、副産物として最大2,618 kg/hの硫酸カルシウム(石膏)が生成されます。実用的な取り扱いと廃棄のためには、石膏の水分含有量を15%未満に抑えるための脱水処理をシステムに組み込む必要があります。石膏は、廃棄物として処分するのではなく、建築資材として再利用できるよう、副産物品質基準を満たさなければなりません。
HFおよび高SO₂環境における耐食性
11,302 mg/Nm³のSO₂と5 mg/Nm³のHFの組み合わせは、極めて腐食性の高い環境を作り出します。FGD吸収装置、石膏処理システム、およびMPAユニットのすべての接液面は、この複合酸性環境に対応した材質でなければなりません。標準的な炭素鋼や軟質ステンレス鋼は、接液部品には適していません。
NOx規制遵守のためのSNCR統合
SNCR(選択的非触媒還元)脱硝は、100 mg/Nm³のNOx排出制限に対応するため、処理工程に組み込まれています。アンモニアの漏出を防ぎ、効果的なNOx分解を実現するには、SNCR試薬の注入箇所を炉の排ガスダクト内の温度範囲(850~1,100℃)内に配置する必要があります。
安全対策:火災、爆発、一酸化炭素の危険性管理
黒鉛化炉の排ガスには、可燃性の炭素粉塵と100 mg/Nm³のCOが含まれており、これらは密閉された処理装置内で火災や爆発の危険性を生じさせます。そのため、防火、防爆、防食対策をシステムに組み込む必要があり、すべての機器のインターロックには、CO濃度監視機能と自動バイパス機能を組み込む必要があります。
04 — 治療溶液
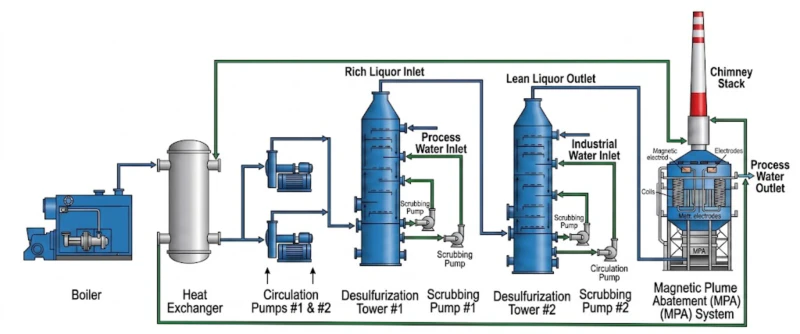
統合型4段階処理システム:エネルギー回収 → 二塔式排煙脱硫装置 → 微粉炭処理 → クリーンスタック
この処理システムは、黒鉛化炉排ガスに含まれる特定の汚染物質に対応する、実績のある3つの技術を直列に統合したものです。各技術の相補的な強みを活かしつつ、他の工程を通じてそれぞれの技術の弱点を解消するために、この組み合わせが選ばれました。
ステージ1:エネルギー回収熱交換器(170℃ → 119.46℃)
170℃の黒鉛化炉排ガスは、まずエネルギー回収熱交換器に送られ、そこで高温ガスの熱エネルギーが設備利用のための作動媒体に伝達されます。ガス温度は誘引送風機の手前で119.46℃まで下げられ、送風機の運転条件が改善され、設備の寿命が延びます。この熱交換器は、伝熱面積934m²、設備圧力損失273Paで、85,000Nm³/hの流量を処理します。
ステージ2:誘引送風機 → 2段式石灰石・石膏排煙脱硫装置(140,000 Nm³/h)
2 基の向流式石灰石-石膏吸収塔が 140,000 Nm³/h のガス流を処理します。一次スクラバーには 2 層スクリーンミストエリミネーターが組み込まれており、二次スクラバーには 1 層スクリーンミストエリミネーターと 1 束ミストエリミネーター セットがあります。2 基の塔の間には、オンライン液面監視および pH 監視システムがあり、リアルタイムのスラリー補充と段間液面 pH 制御が可能で、手動介入なしに 64 時間の炉サイクル全体にわたってスラリー回路が最適なバランスを維持することを保証します。主な FGD パラメータ: 石灰石消費量 1,858 kg/h (最大)、石膏生産量 2,618 kg/h (最大)、石膏含水率 15% 未満、石灰石貯蔵容量 150 m³ (3 日の自給自足が可能)。
ステージ3:SNCR脱窒
SNCR脱硝処理は、推定除去効率50%により、NOx濃度を100mg/Nm³から排出基準値まで低減します。SNCR噴射システムは、排ガスダクトの高温領域内で作動するため、専用のSCR触媒床を必要とせず、NOx-反応剤複合体の熱分解が効果的に行われます。
ステージ4:磁気プルーム抑制(100,000 Nm³/h)
2段階の排煙脱硫(FGD)処理後、浄化されたガスは第2のエネルギー回収熱交換器(エネルギー変換・昇温装置)を通過し、ガス温度が約45℃から80℃以上に上昇します。これにより、水蒸気露点マージンが低減され、MPA(磁気式排煙装置)による排煙捕捉条件が改善されます。その後、ガスはBLCNXB-10W磁気式排煙除去装置に入り、最終的な高度浄化と白色排煙の除去が行われた後、主煙突から排出されます。
炉
170→119℃
ファン
FGDタワー
FGDタワー
HX →80°C
(BLCNXB-10W)
スタック
MPAユニットの主要技術パラメータ
| パラメータ | 仕様 |
|---|---|
| MPAユニットモデル | BLCNXB-10W |
| レイアウトタイプ | タワー外部設置型、独立型モジュール |
| 空気の流れの方向 | 底部吸気、上部排気(直噴) |
| 浄化効率 | ≥95% |
| 流入混合汚染物質濃度 | 100 mg/Nm³ |
| 排水口における混合汚染物質濃度 | ≤5 mg/Nm³ |
| システム抵抗 | 300 Pa |
| 処理済み排ガス量 | 100,000 Nm³/h |
| 入口ガス温度 (MPa) | 40℃未満(排煙脱硫後);MPAの前に温度上昇式熱交換器で80℃以上に上昇 |
| システム圧力 | ±5,000 Pa設計 |
| 機器の寸法(幅×奥行) | 7,900 × 7,900 mmの平面図 |
| 機器の高さ | 17,000 mm |
| 磁気エネルギー発生器 | BLEMG-2K |
| MPA 平均消費電力 | 80kW |
| MPAランタイム負荷係数 | 195(運転負荷指数) |
05 — 主な利点
石灰石・石膏排煙脱硫装置(FGD)+SNCR+MPAが黒鉛化炉排ガス処理に最適な構造である理由
- ✓
石灰石・石膏排煙脱硫装置により、11,302 mg/Nm³の原料ガスから99.85%のSO₂除去を達成。 検証済みの脱硫効率99.85%(入口SO₂濃度11,302mg/Nm³から出口平均8mg/Nm³まで低減)は、通常SO₂濃度が1桁低い石炭火力発電所の排煙脱硫(FGD)の基準から見ても非常に優れた値です。この用途に石灰石-石膏プロセスが選ばれた理由は、豊富で低コストの試薬(石灰石は広く入手可能で価格も安定している)を使用し、商業的に利用可能な副産物(建設用石膏)を生成し、同等の除去効率を実現する湿式FGD化学反応の中で液気比が最も低いためです。塔内ミスト除去装置の設計と段間pHモニタリングシステムは、黒鉛化SO₂濃度レベルでこの性能を実現する具体的な技術革新です。 - ✓
エネルギー回収は、熱廃棄物を施設資産へと転換する。 170℃の原料ガスは相当量の熱エネルギーを含んでおり、FGDシステムの手前にある上流の熱交換器でこの熱エネルギーが抽出され、温度は119.46℃まで低下します。回収されたエネルギーは有効熱として施設に戻され、エネルギー効率の向上と処理システムの正味エネルギーコストの削減につながります。FGDの下流にある2つ目の熱交換器は、MPAユニットの手前でガス温度を上昇させ、煙の除去性能をさらに最適化します。この2つの熱交換器構成により、このシステムは熱的にも環境的にも最適化されています。 - ✓
コンピュータシミュレーションによる最適化により、低抵抗かつエネルギー効率の高い設計を実現: 高度な計算流体力学シミュレーションを用いて、排煙脱硫吸収塔内のガス速度分布を最適化し、内部抵抗を最小限に抑え、試薬とガスの均一な接触を実現した。このシミュレーション主導の設計アプローチにより、同等の容量を持つ経験的に設計された塔と比較して、消費電力が少なく、試薬利用率が高いシステムを実現し、最悪のSO₂負荷条件下でも基準を満たすことが保証される。 - ✓
石膏副産物により、廃棄物ゼロの操業が可能に: 排煙脱硫反応による最大生産量2,618 kg/hの石膏は廃棄物ではなく、含水率を15%以下に脱水すれば商業的に利用可能な建築資材となります。このシステムは、真空ベルトフィルターまたは同等の脱水システムを採用することでこの仕様を達成し、石膏の販売や現場での建築資材としての利用を可能にします。これにより、石膏を産業廃棄物として処理する際に発生する固形廃棄物処理費用や規制上の負担が不要になります。 - ✓
規制対象となる6つのパラメータすべてにおいて、コンプライアンス遵守状況を同時に検証しました。 このシステムは、脱硫効率99.85%(SO₂排出量8 mg/Nm³、基準値18mg/Nm³)、粉塵除去効率98.4%(PM排出量2.4 mg/Nm³、基準値5mg/Nm³)、脱硝効率55%、NOx排出量45 mg/Nm³(基準値100mg/Nm³)、HF排出量1 mg/Nm³(基準値5mg/Nm³)、HCl排出量3.5 mg/Nm³(基準値15mg/Nm³)、および目視可能な白色煙ゼロを達成しました。これら6つのパラメータはすべて、それぞれの基準値を大幅に下回る値となっています。 - ✓
スラリー循環システムのワンボタン再起動機能: この設計では、計画的または緊急停止後のスラリー循環システムの自動再起動機能をボタン1つで実行できるようにしており、従来必要だった複雑な手動バルブ操作を不要にしています。これにより、オペレーターの作業負荷とシステム再起動時の人的ミスリスクが大幅に軽減されます。システム再起動は、高SO₂排煙脱硫(FGD)用途において、法令遵守違反リスクが最も高まる重要な期間です。
06 — 業務実績
検証済みコンプライアンスデータ:6つの汚染物質パラメータすべてが規制値以下
統合システムは、監視対象となるすべてのパラメータにおいて、規制値を大幅に下回るマージンを確保しつつ、すべてのコンプライアンス目標を同時に達成した。
システム全体の最大運転負荷は 1,522.55 kW です。24 時間連続運転の場合、1 日の電気料金は 13,154.832 人民元 (0.36 人民元/kWh) です。年間 8,000 時間の運転の場合、年間の電気料金は約 4,384.944 人民元です。年間の水消費量は約 4.85 t/h です。24 時間で 5 t/h を消費し、水の単価が 2 人民元/t の場合、1 日の水料金は 240 人民元で、年間 80 人民元になります。石灰石の消費量は 1,858.632 kg/h、300 人民元/t の場合、年間の石灰石料金は 445.92 人民元になります。
07 — 実施上の注意
黒鉛化炉排煙脱硫装置における重要な工学および運用上の教訓
- ⚠️
高SO₂含有石灰石・石膏排煙脱硫装置において、スラリー濃度管理は最も重要な運転パラメータである。 プロジェクトの文書化された運用経験では、次のことが規定されています。(1) 一次スクラバーの石灰石スラリー液面はオーバーフローレベルを超えてはならない。石灰石を添加する際に水を加える場合は、濃度を 15% ~ 20% に制御しなければならない。(2) 一次スクラバーの循環ループの pH が 4.5 を下回った場合は、スラリーを追加して pH を 4.5 ~ 5.5 に維持する。(3) 二次スクラバーの循環ループの pH が 5.5 を下回った場合は、スラリーを追加して二次スクラバーの pH を 5.5 ~ 6.5 に維持する。これらの pH 範囲を維持しないと、黒鉛化炉の排ガスに特徴的な高 SO₂ 濃度で、SO₂ 吸収効率が急速に低下し、数分以内にコンプライアンス超過が発生する。 - ⚠️
石膏システムの起動手順は、厳密に守らなければなりません。 (1)石膏掻き取りシステムを起動する際は、まず圧力容器の入口バルブを開け、次に電源を入れてください。(2)石膏掻き取りポンプの起動後、再起動する前に入口バルブのドアが完全に開いていることを確認してください。(3)石膏プレスの排出後、現場で圧力フィルターの出口を清掃してください。この手順から外れると、石膏の背圧が発生し、掻き取りシステムが詰まって生産中に予期せぬメンテナンスが必要になる場合があります。 - ⚠️
循環システムの起動には、まず給水バルブ、次に冷却水バルブの順に作動させる必要があります。 (1)循環システムを開始するときは、出口弁と冷却水弁を開始動位置に開きます。(2)1時間ごとに第1段および第2段FGDタワーのpH値を記録し、スラリー液面レベルを観察し、それらが通常の運転範囲内にあることを確認します。(3)スケジュールされた間隔(4時間ごと)で、噴霧ノズルを清掃し、ミストエリミネーターが詰まりなく正常に動作していることを確認します。(4)システム運転中は、酸化ファンを正常に運転し、石膏生成に十分な空気供給を確保します。(5)タンク液面を制御し、液面が高い場合は、排出ポンプ出口弁を開いて排水し、緊急事態への対応を容易にします。 - ⚠️
MPAの温度管理は、確実な煙の除去のためには不可欠である。 MPAユニットの入口温度は46~55℃に維持する必要があります(エネルギー変換昇温ユニットで制御)。エネルギー回収および昇温ユニットの出口温度は、目に見える白い煙の発生を防ぐため、80℃以上に制御する必要があります。MPAユニットへのガス入口温度が低すぎると、水蒸気露点マージンが縮小し、汚染物質濃度が基準値内であっても煙突から目に見える白い煙が再び発生します。MPA入口とエネルギー回収ユニット出口の両方の温度監視を、初期警報設定値とともにSCADA警報システムに組み込む必要があります。 - ⚠️
MPAの電圧と電流は、定格範囲内に管理されなければならない。 MPA磁気発生器の制御電圧は、約60kVに維持する必要があります。最大電流は1,000mAを超えてはなりません。MPAユニット周辺の温度、湿度、その他の環境要因、および電磁コイル、磁気発生器、電磁部品の動作状態に注意を払う必要があります。電流制限を超えると、磁場コイルの絶縁が劣化し、アーク放電が発生して吸収層が損傷する可能性があります。 - ⚠️
二酸化硫黄濃度と温度の変動は、システム不安定化の主なリスク要因である。 プロジェクトのリスク分析では、排ガス温度とSO₂の変動がシステム排出不安定の根本原因であると特定されています。これらの変動は、機器の故障ではなく、アチソン炉の固有の64時間サイクルに起因しています。システムの対応プロトコルでは、次のことが求められます。(1) 排ガス浄化システムと黒鉛化炉運転チームとの密接なコミュニケーションを維持する。変動が観測された場合は、事前に通知し、関連する措置を速やかに講じる。(2) 機器が正常に稼働するように、担当者の巡回点検を強化する。効果的な緊急対応を確保するために、安全対策と緊急時対応計画を継続的に更新する。SO₂の傾向を事前に警告するために、FGD制御システムを炉運転DCSと統合することを強く推奨します。
08 — エンジニアリングの要点
この黒鉛化炉における多汚染物質処理プロジェクトから得られた4つの教訓
- 1
平均濃度ではなく、SO₂負荷のピーク値に合わせて設計してください。そうしないと、炉の運転サイクルにおけるピーク時に規制に違反することになります。 アチソン炉の64時間サイクルでは、高温時にSO₂濃度が20,000 mg/Nm³のピークに達します。平均濃度11,302 mg/Nm³を基準に設計されたシステムでは、ピーク時のSO₂濃度に対して性能が不足し、サイクルごとに2~3時間、18 mg/Nm³の制限値を超えるSO₂を排出することになります。適切な設計基準は、ピーク負荷シナリオ(最大排ガス量と最大SO₂濃度が一致するシナリオ)であり、その際の平均性能によって、システムの規制上の余裕を生み出すコンプライアンスマージンが確保されます。 - 2
二塔二段式排煙脱硫装置は、10,000 mg/Nm³を超える濃度から99.85%のSO₂を除去するための唯一の実現可能な構造である。 単塔式石灰石・石膏排煙脱硫(FGD)システムは、2,000 mg/Nm³以下のSO₂濃度から90~95%のSO₂を除去するように設計されており、高い信頼性を誇ります。11,302 mg/Nm³から99.85%のSO₂濃度を達成するには、2段階の脱硫処理が必要となり、各段階間でpHモニタリングとスラリー補充が行われます。これは、脱硫処理において、第1段階の飽和スラリーから漏れ出した残留SO₂を捕捉するために、第2段階で新鮮で高pHのスラリー前線が必要となるためです。入口SO₂濃度が5,000 mg/Nm³を超える用途では、2段階設計が標準となります。 - 3
炉運転チームと排煙脱硫装置制御室とのリアルタイム通信は、運用上の必須要件であり、単なる礼儀ではない。 本プロジェクトにおけるSO₂変動リスク分析では、運転条件が変化する際には炉チームからの事前通知が必要であることが明確に示されています。この情報伝達がないと、FGDシステムはSO₂濃度の急上昇が吸収塔に流入した後に事後的に反応することになり、基準値超過が発生する前にスラリーのpHや流量を調整する時間が不足します。炉運転員が計画されている炉サイクルの位相変更の30分前にFGD室に通知するというシンプルな手順により、スラリーの事前調整に必要な警告時間を確保できます。 - 4
石膏副産物は、廃棄物管理の問題ではなく、収益と持続可能性のための資産である。 最大生産速度2,618 kg/h、石灰石投入コスト300人民元/tのこのシステムは、低コストの鉱物試薬を商業グレードの建築用石膏に変換し、硫酸カルシウムを固体廃棄物として処理する際に伴う廃棄コストと環境責任を排除します。FGDシステムを廃棄物処理ユニットではなく、脱硫を付加価値プロセスとする石膏生産ユニットとして捉えることで、投資評価や継続的な運用上の意思決定のためのより正確な経済モデルが構築されます。
09 — よくある質問
黒鉛化炉排出ガス制御:10の質問への回答
排出ガス制御システムのアップグレードを計画しているリチウム電池負極材の黒鉛化施設において、環境コンプライアンスエンジニア、生産管理者、技術調達チームから寄せられた質問。
黒鉛化炉の排出ガスに関する課題を解決する準備はできていますか?
産業排出ガス制御ソリューションの全範囲をご覧ください
黒鉛化炉の粉塵除去、脱硫、脱硝の統合から 医薬品および化学薬品中のVOC除去のための再生式熱酸化システム当社のエンジニアリングチームは、世界のバッテリー材料サプライチェーンにおける最も厳しい産業排出ガスに関する課題に対し、検証済みのコンプライアンスソリューションを提供します。





















