Casestudie · Industriell utslippskontroll
Hvordan en produsent av grafittisering av høytytende litiumionbatterianodemateriale oppnådde en avsvovlingseffektivitet på 99,85%, SO₂-utløp under 18 mg/Nm³ og null synlig hvit røyksøyle – fra en avgassstrøm fra en Acheson-ovn som bar SO₂ på opptil 20 000 mg/Nm³ og partikler på 300 mg/Nm³.
Våt FGD av kalkstein og gips
SNCR-denitrifikasjon
Magnetisk plumeforminskning
Batterianodemateriale Utslippssamsvar
01 — Bransjebakgrunn
Utfordringen med grafittiseringsovnutslipp er kjernen i forsyningskjeden for elbilbatterier
Anodematerialer er et av de fire kjerneråmaterialene i litiumionbatterier, og også en strategisk fremvoksende industri i seg selv, i tråd med nasjonale prioriteringer i 14. femårsplan og Langsiktige mål for 2035Den raske globale ekspansjonen av bruk av elbiler har gjort litiumbatteri-anodematerialer til en av de industrielle delsektorene med høyest vekst globalt, med forsendelsesvolumer i 2023 på 178,3 ti tusen tonn (en vekst på 15,1% fra år til år) og prognoser som peker mot 800 ti tusen tonn innen 2030.
Grafittisering er det trinnet i produksjonskjeden for anodemateriale med høyest energi- og utslippsnivå. Acheson-ovner varmer opp karbonforløpermaterialet til temperaturer over 2500 °C over en syklus på 64 timer, hvor svovelforbindelsene som naturlig finnes i petroleumskoks og kulltjærebekråmaterialer drives av som SO₂. Den resulterende SO₂-konsentrasjonen i ovnens avgass er usedvanlig høy – den når rutinemessig 11 302 mg/Nm³ ved avsvovlingsabsorberingsinnløpet, med toppverdier dokumentert på 20 000 mg/Nm³. Dette gjør grafittiseringsovnens avgass til en av de SO₂-strømmene med høyest konsentrasjon som finnes i noen produksjonssektor globalt.
Etter hvert som miljøforskriftene strammes inn frem til 2024 Forskrift om håndtering av tillatelser til utslipp av forurensning og den Handlingsplan for å akselerere forurensning og karbonreduksjon, ble kravet om at avgass fra grafittiseringsovnen skulle oppnå ultralave utslipp uunngåelig. Den tekniske utfordringen er ikke bare å redusere SO₂ fra 11 302 til ≤18 mg/Nm³ – en reduksjon på 99,84% – men å gjøre det samtidig som man håndterer partikler, NOx, HCl, HF, CO og den synlige hvite røyksøylen som gjør manglende overholdelse umiddelbart og offentlig åpenbar.

«SO₂ i grafittiseringsovn ved 11 302 mg/Nm³ er ikke et avsvovlingsproblem for kjele eller kraftverk. Det er et problem med behandling av sur gass av den typen som oppstår i produksjon av svovelsyre. Å oppnå en fjerningseffektivitet på 99,85% for å nå et utløp på 18 mg/Nm³, samtidig som man håndterer partikler, NOx og synlig hvit røyksøyle, krever et spesialdesignet multiteknologisystem, ikke en tilpasning av standard industriell skrubbingspraksis.»
— Teknisk sammendrag av ingeniørfag, prosjekt for støvfjerning/avsvovling/denitrifikasjon i grafittiseringsindustrien
02 — Forurensningsprofil
Acheson-ovnens avgass: Den mest SO₂-intensive strømmen i produksjon av batterimaterialer
Anlegget spesialiserer seg på forskning og utvikling, produksjon og salg av anodematerialer til litiumbatterier med nytt energiforbruk og grafittiseringsrelaterte produkter. Det betjener internasjonale high-end-kunder, regnes blant verdens tre største leverandører av anodematerialer og har ett merkevareprosjekt, to registrerte varemerker og 19 patenter.
Acheson-ovnen opererer i en 64-timers syklus ved ekstreme temperaturer. Den rå røykgassen kommer ut ved 170 °C og bærer følgende forurensende stoffer samtidig:
- SO₂ ved 11 302 mg/Nm³ innløp til FGD-absorber (rågasstopp dokumentert på 20 000 mg/Nm³). Dette er det definerende forurensende stoffet: et fjerningskrav på 99,85% for å nå ≤18 mg/Nm³ utløp er blant de mest krevende avsvovlingsspesifikasjonene i enhver industrisektor.
- Partikler ved 300 mg/Nm³ (rå gass), som hovedsakelig består av grafitt og karbonstøv fra ovnsfyllingsmaterialet. Målutløp: ≤5 mg/Nm³ – et samlet reduksjonskrav på 98,3%.
- NOx ved 100 mg/Nm³ fra reaksjoner med høy temperatur i forbrenningsluften. Målutløp: ≤100 mg/Nm³ via SNCR-denitrering oppstrøms.
- CO ved 100 mg/Nm³Krever CO2-sikkerhetsovervåking og forbrenningshåndtering oppstrøms for ethvert lukket behandlingstrinn.
- HF ved 5 mg/Nm³ og HCl ved 15 mg/Nm³Begge er etsende sure gasser som styrer spesifikasjonen for korrosjonsbestandige materialer for alle våte komponenter.
- Høy temperaturvariasjonRågass ved 170 °C må reduseres til under 120 °C av energigjenvinningsvarmeveksleren før den induserte trekkviften og ytterligere reduseres til under 40 °C av MPA-enhetens innløp. Dette kravet til temperaturstyring driver betydelige investeringer i tilleggsutstyr.
- Ekstrem SO�-syklusvariasjonI løpet av Acheson-ovnsyklusen på 64 timer når SO₂-konsentrasjonen en topp på omtrent 20 000 mg/Nm³ og kan forbli forhøyet i perioder på 2–3 timer. Avsvovlingssystemet må være konstruert for maksimal SO₂-belastning under de mest ugunstige driftsforholdene med stor røykgass og maksimal SO₂.
| Parameter | Rågass / Innløp til behandling | Uttak (Design) | Reguleringsgrense |
|---|---|---|---|
| SO₂ | 11 302 mg/Nm³ gjennomsnitt (topp 20 000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Partikler (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Synlig hvit sky | Nåværende | Ingen (usynlig) | Ingen synlig hvit sky |
| Røykgassvolum (nominell, FGD) | 140 000 Nm³/t | — | — |
| MPA-behandlet volum | 100 000 Nm³/t | — | — |
| Rå gasstemperatur | 170°C | — | — |
| Gjeldende standard | EUs industrielle utslippsdirektiv (IED 2010/75/EU) og det nederlandske aktivitetsdekretet (Activiteitenbesluit milieubeheer) | ||
03 — Ingeniørkrav
Hvorfor standard industrielle avsvovlingsmetoder ikke kan løse grafittiserings-SO₂-problemet
Den tekniske utfordringen med dette prosjektet var ikke bare å velge en teknologi – det var å designe et integrert flertrinnssystem som adresserer alle seks forurensningsparametere samtidig, samtidig som det håndterer den ekstreme sykliske variasjonen i SO₂-konsentrasjonen gjennom den 64 timer lange Acheson-ovnsyklusen.
Design for topp SO₂-belastning, ikke gjennomsnittlig
FGD-systemet må oppnå samsvar under det maksimale SO₂-scenariet: maksimalt røykgassvolum som sammenfaller med maksimal SO₂-konsentrasjon (20 000 mg/Nm³). Dimensjonering for gjennomsnittet (11 302 mg/Nm³) vil føre til samsvarsoverskridelser i løpet av de 2–3 timer lange toppperiodene i hver ovnsyklus.
Energigjenvinning som et integrert designelement
Den 170 °C varme rågassen bærer gjenvinnbar termisk energi. En varmeveksler for energiomdanning og -gjenvinning er spesifisert som det første behandlingstrinnet for å redusere røykgasstemperaturen til 119,46 °C før den induserte trekkviften, noe som forbedrer vifteens driftsforhold og reduserer den termiske belastningen på nedstrømsutstyret, samtidig som nyttig varmeenergi gjenvinnes for anlegget.
Totrinns absorpsjon for ekstrem SO₂
Kalkstein-gips-FGD i ett tårn kan ikke oppnå 99,85% SO₂-fjerning fra 11 302 mg/Nm³ til ≤18 mg/Nm³ i én omgang. En to-trinns absorpsjonsarkitektur – primær skrubber etterfulgt av sekundær skrubber – er nødvendig, med pH-overvåking og slamhåndtering mellom trinnene for å opprettholde optimal absorpsjonseffektivitet kontinuerlig på tvers av begge tårnene.
Eliminering av hvite skyer via nedstrøms MPA
Etter totrinns FGD er etterskrubbergassen fortsatt mettet med vanndamp og gjenværende syretåke. En magnetisk kondensasjonsenhet (BLCNXB-10W, 100 000 Nm³/t) er spesifisert som det siste poleringstrinnet, installert etter energigjenvinningsvarmeveksleren som hever gasstemperaturen til over 80 °C for å forhindre synlig kondensdannelse.
Håndtering av gipsbiprodukter
Kalkstein-gips-FGD-prosessen genererer kalsiumsulfat (gips) som et biprodukt med opptil 2618 kg/t. Systemet må inkludere gipsavvanning for å oppnå et fuktighetsinnhold under 15% for praktisk håndtering og avhending. Gipsen må overholde kvalitetsstandarder for biprodukter som muliggjør gjenbruk som byggemateriale i stedet for avhending som avfall.
Korrosjonsbestandighet for HF- og høySO₂-tjenester
Kombinasjonen av SO₂ på 11 302 mg/Nm³ og HF på 5 mg/Nm³ skaper et usedvanlig aggressivt korrosivt miljø. Alle våte overflater i FGD-absorberne, gipshåndteringssystemet og MPA-enheten må være spesifisert i materialer som er klassifisert for denne kombinerte syretjenesten. Standard karbonstål eller mildt rustfritt stål er ikke akseptabelt for noen våte komponenter.
SNCR-integrasjon for NOx-samsvar
SNCR-denitrering (selektiv ikke-katalytisk reduksjon) er integrert i behandlingssystemet for å håndtere NOx-grensen på 100 mg/Nm³. SNCR-reagensinnsprøytingspunktet må plasseres innenfor temperaturvinduet (850–1100 °C) i ovnens avgasskanal for effektiv NOx-nedbrytning uten ammoniakkslipp.
Sikkerhet: Brann-, eksplosjons- og CO-farehåndtering
Avgass fra grafittiseringsovner inneholder brennbart karbonstøv og CO2 i en konsentrasjon på 100 mg/Nm³, som begge skaper brann- og eksplosjonsrisiko i lukket behandlingsutstyr. Brannforebyggende, eksplosjonsbeskyttelses- og korrosjonsbeskyttelsestiltak må være innarbeidet i systemet, og alle utstyrslåser må ha CO2-konsentrasjonsovervåking med automatisk bypass-funksjon.
04 — Behandlingsløsning
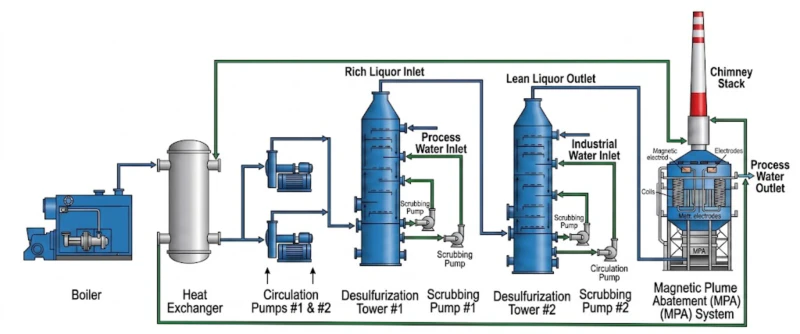
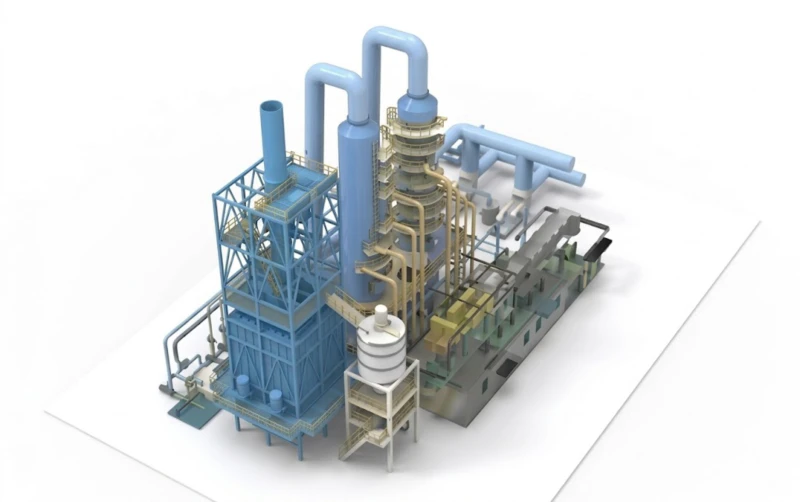
Integrert firetrinnsbehandlingssystem: Energigjenvinning → FGD med to tårn → MPA → Ren stabel
Behandlingssystemet integrerer tre velprøvde teknologier i serie, som hver adresserer et distinkt sett med forurensende stoffer fra avgassstrømmen fra grafittiseringsovnen. Kombinasjonen ble valgt for å utnytte de komplementære styrkene til hver teknologi, samtidig som de eliminerte teknologiens blindsoner gjennom de andre trinnene.
Trinn 1: Energigjenvinningsvarmeveksler (170 °C → 119,46 °C)
Rå avgass fra grafittiseringsovnen ved 170 °C ledes først til energigjenvinningsvarmeveksleren, hvor den varme gassens termiske energiinnhold overføres til et arbeidsmedium for bruk i anlegget. Gasstemperaturen reduseres til 119,46 °C før den induserte trekkviften, noe som forbedrer vifteens driftsforhold og forlenger utstyrets levetid. Varmeveksleren håndterer 85 000 Nm³/t med et varmeoverføringsareal på 934 m² og et trykkfall på utstyret på 273 Pa.
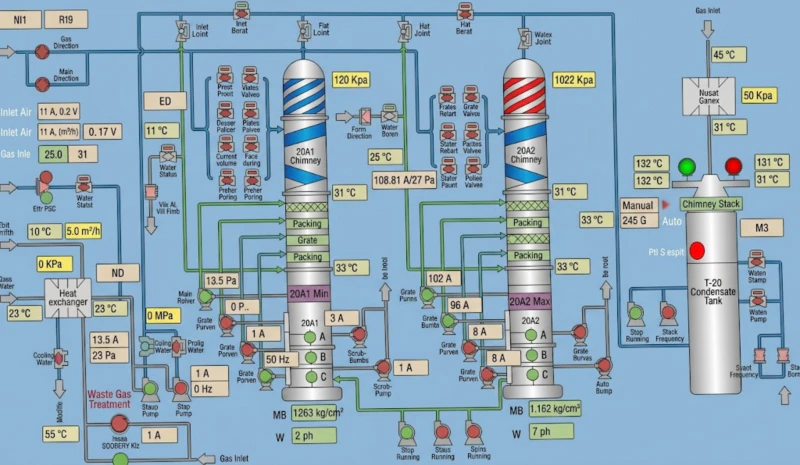
Trinn 2: Indusert trekkvifte → To-trinns kalkstein-gips-FGD (140 000 Nm³/t)
To motstrøms kalkstein-gips-absorpsjonstårn behandler gasstrømmen på 140 000 Nm³/t. Den primære skrubberen har en 2-lags sildåkeeliminator; den sekundære skrubberen har en 1-lags sildåkeeliminator og 1 buntdåkeeliminatorsett. Mellom de to tårnene muliggjør et online væskenivåovervåkingssystem og pH-overvåkingssystem sanntidspåfylling av slam og kontroll av væske-pH-en mellom trinnene – noe som sikrer at slamkretsen forblir optimalt balansert gjennom hele 64-timers ovnsyklusen uten manuell inngripen. Viktige FGD-parametere: kalksteinforbruk 1858 kg/t (maks), gipsproduksjon 2618 kg/t (maks), gipsfuktighetsinnhold under 15%, kalksteinlagringskapasitet 150 m³ med 3 dagers autonomi.
Fase 3: SNCR-denitrifikasjon
SNCR-denitrering med estimert fjerningseffektivitet på 50% reduserer NOx fra 100 mg/Nm³ for å oppfylle utløpsspesifikasjonen. SNCR-injeksjonssystemet opererer innenfor høytemperatursonen i avgasskanalene, hvor termisk dekomponering av NOx-reagenskomplekset er effektiv uten behov for et dedikert SCR-katalysatorlag.
Trinn 4: Reduksjon av magnetisk røyksøyle (100 000 Nm³/t)
Etter totrinns FGD passerer den rensede gassen gjennom en andre energigjenvinningsvarmeveksler (enhet for energiomforming og temperaturøkning) som hever gasstemperaturen fra omtrent 45 °C til over 80 °C, noe som reduserer vanndampens duggpunktmargin og forbedrer forholdene for MPA-røykfangst. Gassen går deretter inn i BLCNXB-10W magnetisk røykrørrenseenhet for endelig dyppolering og fjerning av hvite røykrør før den slippes ut gjennom hovedpipen.
Ovn
170→119°C
Fan
FGD-tårnet
FGD-tårnet
HX →80°C
(BLCNXB-10W)
Stable
MPA-enhet Viktige tekniske parametere
| Parameter | Spesifikasjon |
|---|---|
| MPA-enhetsmodell | BLCNXB-10W |
| Oppsettstype | Tårn-ekstern, frittstående modul |
| Luftstrømretning | Bunninngang, toppavtrekk (direkte) |
| Rensingseffektivitet | ≥95% |
| Konsentrasjon av blandet forurensning i innløpet | 100 mg/Nm³ |
| Konsentrasjon av blandet forurensning ved utløp | ≤5 mg/Nm³ |
| Systemmotstand | 300 Pa |
| Behandlet røykgassvolum | 100 000 Nm³/t |
| MPA-innløpsgasstemperatur | 80 °C ved temperaturøkning HX før MPA |
| Systemtrykk | ±5000 Pa-konstruksjon |
| Utstyrsmål (B×D) | 7900 × 7900 mm plan |
| Utstyrshøyde | 17 000 mm |
| Magnetisk energigenerator | BLEMG-2K |
| MPA gjennomsnittlig strømforbruk | 80 kW |
| MPA-kjøretidsbelastningsfaktor | 195 (driftsbelastningsindeks) |
05 — Kjernefordeler
Hvorfor kalkstein-gips FGD + SNCR + MPA er den riktige arkitekturen for avgass fra grafittiseringsovner
- ✓
Kalkstein-gips-fGD oppnår fjerning av 99,85% SO₂ fra 11 302 mg/Nm³ rågass: Den verifiserte avsvovlingseffektiviteten på 99,85% – som reduserer innløps-SO₂ fra 11 302 til et gjennomsnittlig utløp på 8 mg/Nm³ – er eksepsjonell selv etter standardene for FGD fra kullkraftverk, som vanligvis behandler SO₂-konsentrasjoner én størrelsesorden lavere. Kalkstein-gips-prosessen ble valgt for denne applikasjonen fordi den bruker rikelig med rimelig reagens (kalkstein er bredt anskaffet og prisstabil), produserer et kommersielt brukbart biprodukt (gips til konstruksjon), og har det laveste væske-til-gass-forholdet av alle våte FGD-kjemikalier for sammenlignbar fjerningseffektivitet. Designet for tåkefjerner i tårnet og pH-overvåkingssystemet mellom trinnene er de spesifikke tekniske innovasjonene som muliggjør denne ytelsen på grafittiserings-SO₂-konsentrasjonsnivået. - ✓
Energigjenvinning omdanner en termisk avfallsstrøm til et anleggsmiddel: Den 170 °C varme rågassen bærer betydelig termisk energi som utvinnes av den oppstrøms varmeveksleren før FGD-systemet, noe som reduserer temperaturen til 119,46 °C. Denne gjenvunnede energien returneres til anlegget som nyttig varme, noe som forbedrer den generelle energieffektiviteten og reduserer netto energikostnaden for behandlingssystemet. En andre varmeveksler nedstrøms FGD hever gasstemperaturen før MPA-enheten, noe som ytterligere optimaliserer ytelsen for fjerning av røykrøyk. Konfigurasjonen med dobbel varmeveksler gjør dette systemet både termisk og miljømessig optimalisert. - ✓
Optimalisering av datasimulering gir lav motstand og energieffektiv design: Avansert beregningsbasert fluiddynamikksimulering ble brukt til å optimalisere gasshastighetsfordelingen i FGD-absorbertårnene, minimere intern motstand og oppnå jevn reagens-gass-kontakt. Denne simuleringsdrevne designtilnærmingen produserer et system med lavere strømforbruk og høyere reagensutnyttelse enn empirisk designede tårn med tilsvarende kapasitet, samtidig som det sikrer samsvar under verst tenkelige SO₂-belastningsforhold. - ✓
Gipsbiprodukt muliggjør nullavfallsdrift: Den maksimale gipsproduksjonshastigheten på 2618 kg/t fra FGD-reaksjonen er ikke avfall – det er et kommersielt brukbart byggemateriale når det avvannes til under 15% fuktighetsinnhold. Systemet inneholder et vakuumbeltefilter eller tilsvarende avvanningssystem for å oppnå denne spesifikasjonen, slik at gipsen kan selges eller brukes i byggematerialeapplikasjoner på stedet. Dette eliminerer kostnadene for avhending av fast avfall og den regulatoriske byrden som ellers ville oppstå ved behandling av gips som industriavfall. - ✓
Verifisert samsvarsytelse på tvers av alle seks regulerte parametere samtidig: Systemet oppnådde: avsvovlingseffektivitet 99,85% (SO₂-utløp 8 mg/Nm³, vs. grense 18); støvfjerningseffektivitet 98,4% (PM-utløp 2,4 mg/Nm³, vs. grense 5); denitrifikasjonseffektivitet 55%; NOx-utløp 45 mg/Nm³ (vs. grense 100); HF-utløp 1 mg/Nm³ (vs. grense 5); HCl-utløp 3,5 mg/Nm³ (vs. grense 15); og null synlig hvit røyksøyle. Alle seks parameterne er samtidig betydelig overholdt under sine respektive grenser. - ✓
En-knapps omstartsfunksjon for slamsirkulasjonssystem: Designet inkluderer en automatisk omstartsfunksjon med én knapp for sirkulasjonssystemet for slam etter en planlagt eller nødstenging, noe som eliminerer den komplekse manuelle ventilsekvenseringen som tidligere var nødvendig. Dette reduserer operatørens arbeidsmengde og risikoen for menneskelige feil betydelig under systemomstart, som er kritiske perioder for risiko for overskridelse av samsvar i applikasjoner med høyt SO₂-avgassingsinnhold.
06 — Driftsresultater
Verifiserte samsvarsdata: Alle seks forurensningsparametere under regulatoriske grenser
Det integrerte systemet oppnådde alle samsvarsmål samtidig, med betydelige marginer under regulatoriske grenser på tvers av alle overvåkede parametere:
Maksimal driftsbelastning for hele systemet er 1522,55 kW. Ved kontinuerlig drift døgnet rundt er den daglige strømkostnaden 13 154,832 RMB (ved 0,36 RMB/kWh). For 8000 årlige driftstimer er den årlige strømkostnaden omtrent 4384,944 titusen RMB. Årlig vannforbruk er omtrent 4,85 t/t; ved 5 t/t i 24 timer/døgn og en vannenhetspris på 2 RMB/t er den daglige vannkostnaden 240 RMB, som tilsvarer 80 titusen RMB per år. Kalksteinforbruk på 1858,632 kg/t ved 300 RMB/t resulterer i en årlig kalksteinskostnad på 445,92 titusen RMB.
07 — Implementeringsforholdsregler
Viktige tekniske og driftsmessige lærdommer for grafittiseringsovn-FGD-applikasjoner
- ⚠️
Konsentrasjonsstyring av slam er den viktigste driftsparameteren i kalkstein-gips-fGD med høyt SO₂-innhold: Prosjektets dokumenterte driftserfaring spesifiserer: (1) væskenivået i kalksteinslammet i den primære skrubberen må ikke overstige overløpsnivået; når vann tilsettes samtidig som kalkstein tilsettes, må konsentrasjonen kontrolleres til 15%–20%; (2) når pH-verdien i den primære skrubberens sirkulasjonssløyfe faller under 4,5, tilsett slam og hold pH-verdien på 4,5–5,5; (3) når pH-verdien i den sekundære skrubberens sirkulasjonssløyfe faller under 5,5, tilsett slam og hold pH-verdien i den sekundære skrubberen på 5,5–6,5. Unnlatelse av å opprettholde disse pH-områdene fører til raskt tap av SO₂-absorpsjonseffektivitet og overskridelser av samsvar i løpet av minutter ved de høye SO₂-konsentrasjonene som er karakteristiske for avgass fra grafittiseringsovner. - ⚠️
Oppstartsprotokollen for gipssystemet må følges nøyaktig: (1) Når du starter gipsskrapesystemet, åpner du først innløpsventilen på trykkbeholderen, deretter åpner du strømforsyningen; (2) etter at du har startet gipsskrapepumpen, må du bekrefte at innløpsventildøren er helt åpen før du starter den på nytt; (3) etter hver gipspresseutladning, rengjør trykkfilterutløpet på stedet. Avvik fra denne sekvensen forårsaker mottrykk i gipsen som kan blokkere skrapesystemet og kreve uplanlagt vedlikehold under produksjonen. - ⚠️
Oppstart av sirkulasjonssystemet krever sekvensering av vannventiler først, deretter kjølevannsventiler: (1) Når sirkulasjonssystemet startes, åpne utløps- og kjølevannsventilene til åpen startposisjon; (2) hver time, registrer pH-verdiene for første og andre trinns FGD-tårnet, observer slamnivåene og sørg for at de holder seg innenfor normalt driftsområde; (3) ved planlagt intervall (hver 4. time), rengjør sprøytedysene for å bekrefte at tåkeavlederen går normalt uten blokkeringer; (4) under systemdrift, hold oksidasjonsviften i gang normalt for å sikre tilstrekkelig lufttilførsel for gipsdannelse; (5) kontroller tankens væskenivå og ved høyt væskenivå, åpne utløpsventilen til utløpspumpen for drenering for å lette håndteringen av nødhendelser. - ⚠️
MPA-temperaturstyring er ikke til å forhandle om for pålitelig eliminering av røyksøyler: Innløpstemperaturen til MPA-enheten må holdes mellom 46–55 °C (kontrollert av temperaturøkende enhet for energiomforming). Utløpstemperaturen fra energigjenvinnings- og temperaturøkningsenheten må kontrolleres over 80 °C for å forhindre dannelse av synlig hvit røyksøyle. Hvis gasstemperaturen er for lav når den kommer inn i MPA-enheten, krymper vanndampens duggpunktmargin, og synlig hvit røyksøyle dukker opp igjen ved skorsteinen til tross for at forurensningskonsentrasjonen overholdes. Temperaturovervåking ved både MPA-innløpet og energigjenvinningsenhetens utløp må inkluderes i SCADA-alarmsystemet med innstillingspunkter for første varsling. - ⚠️
MPA-spenning og -strøm må håndteres innenfor nominelle grenser: Styrespenningen til MPA-magnetgeneratoren bør holdes på omtrent 60 kV. Maksimal strøm må ikke overstige 1000 mA. Man må være oppmerksom på temperatur, fuktighet og andre miljøfaktorer rundt MPA-enheten, samt funksjonsstatusen til den elektromagnetiske spolen, magnetgeneratoren og de elektromagnetiske komponentene. Overskridelse av strømgrensen forårsaker isolasjonsdegradering i magnetfeltspolene og kan føre til lysbuehendelser som skader absorberlaget. - ⚠️
SO₂-konsentrasjon og temperatursvingninger er den primære risikoen for systemustabilitet: Prosjektets risikoanalyse identifiserer svingninger i røykgasstemperatur og SO₂ som den underliggende årsaken til ustabilitet i systemets utslipp. Disse svingningene oppstår fra den iboende 64-timers Acheson-ovnsyklusen snarere enn feil på utstyret. Systemets responsprotokoll krever: (1) å opprettholde tett kommunikasjon mellom røykgassrensesystemet og grafittiseringsovnens driftsteam; når svingninger observeres, gi forhåndsvarsling og iverksette relevante tiltak raskt; (2) styrke personellinspeksjonsrunder for å holde utstyret i gang normalt; kontinuerlig oppdatere sikkerhetstiltak og beredskapsplaner for å sikre effektiv nødrespons. Integrering av FGD-kontrollsystemet med ovnens drifts-DCS for forhåndsvarsling av SO₂-trend anbefales på det sterkeste.
08 — Ingeniørfaglige lærdommer
Fire lærdommer fra dette prosjektet for behandling av flere forurensninger i grafittiseringsovnen
- 1
Design for topp SO₂-belastning, ikke gjennomsnittlig konsentrasjon, ellers vil du bryte samsvar under hver topp i ovnsyklusen. Acheson-ovnens 64-timers syklus skaper SO₂-topper på 20 000 mg/Nm³ i høytemperaturfasen. Et system designet for gjennomsnittet på 11 302 mg/Nm³ vil være underspesifisert for toppene og vil slippe ut SO₂ over grensen på 18 mg/Nm³ i 2–3 timer per syklus. Det riktige designgrunnlaget er toppbelastningsscenariet – maksimalt røykgassvolum som sammenfaller med maksimal SO₂-konsentrasjon – der gjennomsnittsytelsen deretter leverer samsvarsmarginen som skaper systemets regulatoriske buffer. - 2
Totrinns FGD med to tårner er den eneste levedyktige arkitekturen for fjerning av 99,85% SO₂ fra konsentrasjoner over 10 000 mg/Nm³. Kalkstein-gips-FGD-systemer med ett tårn er pålitelig konstruert for fjerning av 90–95% fra SO₂-konsentrasjoner under 2000 mg/Nm³. Å oppnå 99,85% fra 11 302 mg/Nm³ krever to trinn med pH-overvåking og slampåfylling mellom trinnene, fordi skrubbekjemien krever en frisk slamfront med høy pH i det andre trinnet for å fange opp den gjenværende SO₂ som unnslipper den mettede slammen fra det første trinnet. To-trinns design bør være standard for enhver applikasjon med innløps-SO₂ over 5000 mg/Nm³. - 3
Sanntidskommunikasjon mellom ovnens driftsteam og FGD-kontrollrommet er et driftskrav, ikke en høflighet. Risikoanalysen for SO₂-fluktuasjoner i dette prosjektet identifiserer eksplisitt behovet for forhåndsvarsling fra ovnsteamet når driftsforholdene endres. Uten denne kommunikasjonslenken reagerer FGD-systemet reaktivt på SO₂-topper etter at de allerede har kommet inn i absorberen, noe som gir utilstrekkelig tid til å justere slammets pH og strømningshastighet før en overskridelse av samsvarskravene oppstår. En enkel protokoll – ovnsoperatøren varsler FGD-rommet 30 minutter før enhver planlagt faseendring i ovnsyklusen – gir den varslingstiden som trengs for proaktiv slamjustering. - 4
Gipsbiproduktet er en inntekts- og bærekraftsressurs, ikke et avfallshåndteringsproblem. Med en maksimal produksjonshastighet på 2618 kg/t og en kalksteinsinnsats på 300 RMB/t, konverterer systemet et rimelig mineralreagens til kommersiell byggegips som eliminerer avhendingskostnadene og miljøansvaret forbundet med å behandle kalsiumsulfat som fast avfall. Å utforme FGD-systemet som en gipsproduksjonsenhet – med avsvovling som det verdiskapende prosesstrinnet – snarere enn en avfallsbehandlingsenhet, skaper en mer nøyaktig økonomisk modell for investeringsvurdering og løpende driftsbeslutninger.
09 — Ofte stilte spørsmål
Utslippskontroll fra grafittiseringsovn: Ti spørsmål besvart
Spørsmål fra miljøsamsvarsingeniører, produksjonsledere og tekniske anskaffelsesteam ved grafittiseringsanlegg for litiumbatterianodemateriale som planlegger oppgraderinger av utslippskontroll.
Klar til å løse utfordringen med utslipp fra grafittiseringsovnen?
Utforsk hele utvalget av industrielle utslippskontrollløsninger
Fra integrert støvfjerning, avsvovling og denitrifikasjon fra grafittiseringsovner til regenerative termiske oksidasjonssystemer for farmasøytisk og kjemisk VOC-reduksjon, vårt ingeniørteam leverer verifiserte samsvarsløsninger for de mest krevende industrielle utslippsutfordringene i den globale forsyningskjeden for batterimaterialer.





















