
Система каталитического сжигания с адсорбцией-десорбцией на цеолитах
Откройте для себя нашу высокоэффективную каталитическую систему сжигания с адсорбцией на цеолитах. Это оптимальное экономичное решение для обработки больших объемов летучих органических соединений низкой концентрации.
1. Обзор продукта и отраслевое решение
Он Система каталитического сжигания с адсорбцией-десорбцией на цеолитах (часто сокращается как Цеолит + CO) — это передовое комплексное оборудование для защиты окружающей среды, разработанное для борьбы с наиболее сложными промышленными выбросами: летучими органическими соединениями (ЛОС) в больших объемах и низкой концентрации.
Благодаря использованию инновационного синергетического процесса адсорбции-концентрации-десорбции-сжигания, эта система без труда преодолевает серьезные недостатки традиционных автономных технологий, такие как чрезмерное энергопотребление при прямом сжигании и опасное вторичное загрязнение, связанное с заменой активированного угля. Это делает наш продукт высокоэффективной и идеально подходящей альтернативой премиальным мировым эталонам, таким как... Ротор из цеолита Мунтерса или Системы Dürr Megtec VOC, обеспечивая идентичную или превосходящую эффективность уничтожения при значительно меньших капитальных затратах.
Краткий обзор: Применимые отрасли
- Полиграфия и упаковка: Пары растворителей, образующиеся при печати на гибкой упаковке и ротогравюрной печати.
- Покрытие поверхности: Красящий туман и ароматические вещества из покрасочных камер для автомобилей и мебели.
- Производство электроники: Химические отходы от очистки полупроводниковых изделий и печатных плат.
- Химическая и нефтехимическая промышленность: Сложные, смешанные потоки органических газов, требующие постоянного соблюдения нормативных требований.

Систематическая интеграция: от сухой фильтрации до каталитического окисления.
2. Стандартные технические характеристики
Наши системы полностью настраиваемы. Приведенные ниже данные представляют собой наши стандартные модульные конфигурации. Наши инженеры-гидродинамики скорректируют точные размеры, количество цеолита и мощность нагревателей в зависимости от вашего конкретного состава летучих органических соединений и производственных ограничений.
| Идентификатор модели | Расчетный объем воздуха (м³/ч) | Коэффициент концентрации цеолита | Объем десорбции (м³/ч) | Эффективность уничтожения (%) | Температура катализатора (°C) | Сопротивление системы (Па) |
|---|---|---|---|---|---|---|
| ZCC-10K | 10,000 | 10x - 20x | 500 - 1,000 | ≥ 95% | 250 - 350 | ≤ 2500 |
| ZCC-20K | 20,000 | 10x - 20x | 1,000 - 2,000 | ≥ 95% | 250 - 350 | ≤ 2500 |
| ZCC-40K | 40,000 | 10x - 20x | 2,000 - 4,000 | ≥ 95% | 250 - 350 | ≤ 3000 |
| ZCC-60K | 60,000 | 10x - 20x | 3,000 - 6,000 | ≥ 95% | 250 - 350 | ≤ 3000 |
| ZCC-100K+ | ≥ 100 000 | Индивидуальная настройка | Расчеты выполнены с помощью CFD-моделирования. | ≥ 98% | 250 - 350 | Обычай |
3. Принцип работы: синергетический цикл
Гениальность цеолитной системы заключается в ее способности преобразовывать огромные объемы разбавленного загрязненного воздуха в крошечный объем высококонцентрированного газа, который затем разрушается с минимальными затратами энергии.
- Шаг 1: Предварительная фильтрация
Неочищенные сточные воды поступают в сухой фильтр. Твердые частицы эффективно задерживаются синтетическим хлопковым волокном, предотвращая засорение расположенных ниже молекулярных сит. - Шаг 2: Адсорбция и концентрирование
Отфильтрованный газ поступает в адсорбционные резервуары (например, резервуары A/B). Цеолит улавливает летучие органические соединения, и очищенный воздух выводится наружу. Когда резервуар A приближается к насыщению, пневматические клапаны перенаправляют поток воздуха в резервный резервуар C. - Шаг 3: Термическая десорбция
Тщательно контролируемый поток горячего воздуха проходит через насыщенный резервуар А. Нагрев высвобождает захваченные летучие органические соединения, концентрируя их до 20 раз по сравнению с первоначальной плотностью. - Шаг 4: Каталитическое сгорание
Концентрированные летучие органические соединения поступают в теплообменник, а затем в каталитический слой. Под действием катализаторов из драгоценных металлов органические вещества подвергаются беспламенному окислению при температуре всего 250–350 °C, разлагаясь на безвредный диоксид углерода (CO₂) и воду (H₂O). Выделяющееся экзотермическое тепло возвращается в систему.

Рис. А: Цикл чередующейся адсорбции цеолита
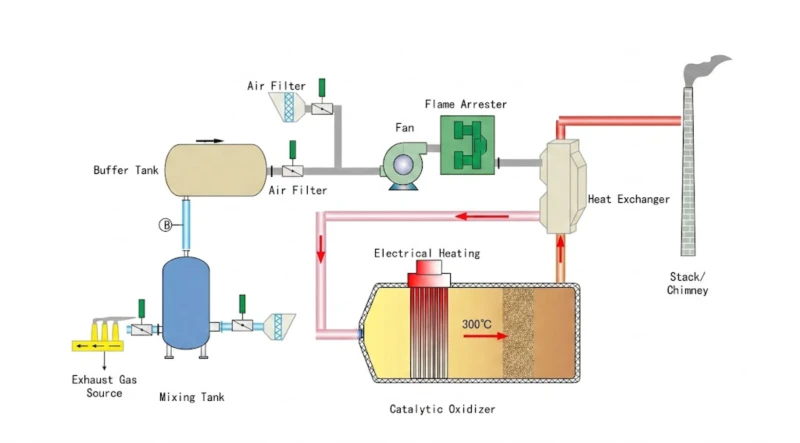
Рис. B: Теплообмен и каталитическое окисление
4. Пять основных технологических преимуществ
🔋 Беспрецедентная экономия энергии
Как только концентрированные выхлопные газы достигают каталитической камеры, экзотермическая реакция генерирует достаточно тепловой энергии для поддержания самоподдерживающегося горения. Это практически исключает необходимость в дополнительном электрическом или газовом отоплении во время работы в стационарном режиме.
🔃 Непрерывная работа 24/7
В системе используется многослойный (A/B/C) параллельный механизм попеременного переключения. Система систематически переключается между режимами адсорбции и десорбции, не останавливая производственные линии вашего завода.
🛡 Абсолютная эксплуатационная безопасность
Каталитическое сгорание происходит при низкой температуре (беспламенное окисление). Благодаря использованию взрывозащищенных предохранительных клапанов, пламегасителей и многоточечных ПЛК для контроля температуры/давления, полностью исключается опасность возникновения промышленных пожаров.
🌱 Отсутствие вторичного загрязнения
Преобразует летучие органические соединения в CO₂ и H₂O, обеспечивая их окончательное восстановление. Это полностью исключает непомерные затраты на утилизацию опасных отходов и риски вторичного загрязнения, связанные с постоянной заменой насыщенного активированного угля.
🎯 Непреклонная точность
Молекулярные сита на основе цеолита обладают равномерным размером пор (0,3–1 нм), что обеспечивает невероятно селективную адсорбцию по форме и полярности. Они целенаправленно связывают молекулы летучих органических соединений даже в условиях высокой влажности выхлопных газов.
5. Системная анатомия и высочайшее качество изготовления.
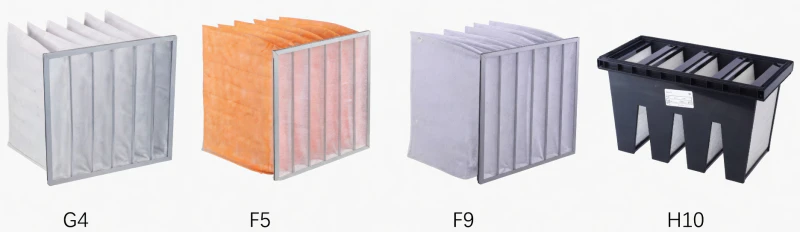
А. Высокоэффективный сухой фильтр
Отработанные газы подаются по трубопроводу и проходят через фильтрующие элементы различной степени фильтрации. Мы используем многоступенчатую рукавную фильтрацию.4-F5-F9-H10 классыИзготовлен из высококачественных синтетических волокон. Это гарантирует эффективность удаления частиц размером от >5 мкм до ≥0,5 мкм. Прочная форма мешка обеспечивает равномерное распределение воздуха внутри фильтрующего материала, значительно снижая аэродинамическое сопротивление и продлевая срок службы фильтра.
Б. Модульный адсорбционный бокс
Корпус оборудования изготовлен из высококачественной углеродистой стали с первоклассной антикоррозийной обработкой поверхности. Внутри конструкция выполнена из многослойного цеолита для обеспечения равномерного распределения воздушного потока. Скорость ветра в пустой башне строго регламентирована. 0,8 - 1,5 м/с для поддержания низкого сопротивления. Специальные люки для технического обслуживания, рабочие платформы и модульная конструкция картриджей делают замену материала исключительно безопасной и удобной.

C. Сотовый цеолитовый адсорбент
В отличие от стандартного активированного угля, наши сотовые молекулярные сита представляют собой неорганические микропористые материалы, состоящие из SiO₂ и Al₂O₃. Характеризуются огромной удельной поверхностью.300-1000 м²/гБлагодаря диаметрам полостей 0,6–1,5 нм и невероятной адсорбции на основе полярности, цеолит обладает абсолютной негорючестью и исключительной термической стабильностью, что позволяет проводить высокотемпературную термическую десорбцию с использованием остаточного горячего воздуха, получаемого непосредственно от каталитического окислителя.

6. Сценарии применения, доказавшие свою эффективность на практике.
Наши цеолитные системы Мы успешно помогли сотням производственных предприятий по всему миру пройти самые строгие экологические аудиты.
.webp)
.webp)
7. Сравнительный анализ: непревзойденная рентабельность инвестиций
Хотя европейские бренды известны во всем мире, наши запатентованные системы обеспечивают идентичные физические принципы и исключительную долговечность по значительно более выгодной цене.
Предупреждение: Упоминание ведущих европейских брендов (таких как Dürr Megtec или Munters) используется исключительно в целях технического сравнения и определения размеров для клиентов. Мы не продаем контрафактную продукцию и не заявляем о какой-либо связи с этими компаниями, имеющими торговые марки. Наши системы разрабатываются и производятся независимыми компаниями.
| Метрика оценки | Наша цеолитная система | Европейские эталонные показатели | Стандартный активированный уголь |
|---|---|---|---|
| Эффективность удаления летучих органических соединений | ≥ 95% - 99% | ≥ 95% - 99% | Быстро снижается (~60-80%) |
| Капитальные затраты (CapEx) | Высококонкурентный | Чрезвычайно высокая премия | Низкая первоначальная стоимость |
| Операционные расходы (оп.из.) | Низкий (автотермический) | Низкий | Чрезмерно высокая (постоянная замена) |
| Вторичные опасные отходы | Ноль | Ноль | Генерируются огромные объемы данных. |
| Сроки выполнения и индивидуальная настройка | Быстрое / Полностью индивидуальное выполнение | Медленные / Стандартные размеры | Стремительный |
8. Непревзойденное качество и глобальный сервис
🏅 Международные сертификаты
Наши производственные мощности работают в соответствии со строжайшими мировыми протоколами управления качеством. Каждое изделие проходит всестороннее тестирование перед отправкой.
- ISO 9001:2015 Системы управления качеством
- ISO 14001 Системы экологического менеджмента
- Маркировка CE обеспечение соответствия европейским стандартам в области охраны здоровья, безопасности и защиты окружающей среды.
🤝 Комплексное электротехническое страхование и послепродажное обслуживание
Мы не просто продавцы оборудования; мы — ваши партнеры по инженерному обеспечению на всех этапах проекта.
- Возможность реализации проекта «под ключ»: От первоначального моделирования с использованием вычислительной гидродинамики и изготовления деталей на заказ до международной доставки и ввода в эксплуатацию на месте.
- Глобальная рассылка: Наши опытные инженеры выедут на ваш завод, чтобы помочь вашей местной команде в процессе монтажа конструкций и интеграции ПЛК.
- Расширенная гарантия: Комплексное покрытие основных каталитических компонентов и подвижных клапанов.
9. Часто задаваемые вопросы (FAQ)
В1: Чем цеолит превосходит активированный уголь в борьбе с летучими органическими соединениями?
В отличие от активированного угля, который легко воспламеняется и теряет эффективность во влажной среде, молекулярные сита на основе цеолита абсолютно негорючи, обладают высокой влагостойкостью и выдерживают высокотемпературную десорбцию. Это позволяет регенерировать и повторно использовать цеолит тысячи раз непосредственно на месте.
В2: Каков срок службы цеолитового материала?
При надлежащей эксплуатации и функциональной сухой фильтрации на входе (для предотвращения засорения пылью и смолой) наш высококачественный сотовый цеолитовый фильтрующий материал обычно служит от 3 до 5 лет, обеспечивая исключительную окупаемость инвестиций.
В3: Сколько природного газа или электроэнергии потребляет каталитический окислитель?
Поскольку цеолит концентрирует летучие органические соединения (ЛОС) до 20 раз, газ, поступающий в окислитель, обладает высокой плотностью энергии. Как только температура каталитического слоя достигает 250–350 °C, экзотермическая реакция ЛОС поддерживает тепло. Поэтому внешнее энергопотребление обычно близко к нулю в стационарном режиме работы.
Вопрос 4: Безопасен ли процесс каталитического сжигания с точки зрения пожарной опасности?
Да, безусловно. Каталитическое сгорание — это беспламенный процесс окисления, происходящий при относительно низких температурах. Кроме того, наши системы оснащены датчиками нижнего предела взрывоопасности (НПВ), пламегасителями и автоматическими клапанами разбавления свежего воздуха для предотвращения образования взрывоопасных концентраций.
В5: Справится ли он с выхлопными газами, содержащими большое количество лакокрасочного тумана?
Да, при условии достаточной фильтрации на входе. Наша система включает в себя мощный модуль сухого фильтра, оснащенный многоступенчатыми мешками (G4, F5, F9, H10), специально разработанными для улавливания липких частиц и лакокрасочного тумана до того, как они достигнут цеолита и повредят его.
В6: Как работает переменное переключение?
В многоблочной системе, пока блоки A и B активно адсорбируют летучие органические соединения, поступающие с завода, блок C изолирован и подвергается десорбции горячим воздухом. После насыщения блока A пневматические клапаны автоматически переключают подачу исходного газа в блок C, и блок A переходит в фазу десорбции. Это обеспечивает круглосуточную непрерывную обработку.
Вопрос 7: Существуют ли летучие органические соединения, которые цеолит не может обработать?
Цеолит весьма эффективен против большинства стандартных промышленных летучих органических соединений (толуол, ксилол, этилацетат, спирты). Однако он не подходит для выхлопных газов, содержащих высокие концентрации тяжелых металлов, галогенов (хлора, фтора) или соединений серы, поскольку они могут отравлять катализаторы из драгоценных металлов, расположенные ниже по потоку.
В8: Как узнать, нужна ли мне цеолитная система или РТТО?
Если объем выхлопных газов очень большой, но концентрация летучих органических соединений (ЛОС) низкая, то цеолит + CO₂ — наиболее экономически выгодное решение. Если же концентрация ЛОС высокая, то направление выхлопных газов непосредственно в... Регенеративный термоокислитель (РТО) Это более удачное инженерное решение. Мы рассчитаем для вас оптимальный маршрут.
В9: Система полностью автоматизирована?
Безусловно. Вся система управляется центральным шкафом управления на базе ПЛК, интегрированным с сенсорными экранами HMI. Он автоматически управляет переключением клапанов, регулированием температуры, скоростью вращения вентиляторов и сигналами о неисправностях, не требуя постоянного ручного контроля.
В10: Как нам начать работу над индивидуальным проектом с вами?
Просто свяжитесь с нашей командой, указав основные параметры работы: общий объем отработанного воздуха (м³/ч), конкретные компоненты ЛОС и предполагаемую концентрацию на входе. Наши инженеры оперативно подготовят для вас индивидуальную схему в CAD-формате и техническое предложение.
Готовы разработать решение для борьбы с летучими органическими соединениями?
Прекратите тратить деньги на бесконечную замену активированного угля и высокие счета за электроэнергию. Сотрудничайте с нами, чтобы внедрить в ваше предприятие высокоэффективную, индивидуально разработанную систему каталитического сжигания с адсорбцией на цеолитах.





















