案例研究 · 工业排放控制
一家德国拥有的专业高性能耐火材料生产商如何通过部署 RTO(蓄热式热氧化器)进行 CO 氧化,并结合高效换热器和中温 SCR 脱硝,以 20% 氨作为还原剂,在紧凑的配置中与现有的 25,000 Nm³/h 工艺烟气流相匹配,实现了从其 LNG 燃烧隧道窑中同时减排 CO 和排放 NOx 至 ≤30 mg/Nm³。
RTO CO减免
中温SCR
高性能陶瓷生产
超低氮氧化物合规性
01 — 行业背景
高端耐火材料:技术要求高且面临日益严格的氮氧化物和一氧化碳排放限制的行业
耐火材料是耐高温陶瓷,在冶金、建筑、化工、玻璃制造等领域不可或缺,并且在航空航天和新能源应用领域也日益普及。成型耐火材料(致密、精密成型的耐火材料)广泛应用于钢铁、水泥、玻璃和冶金行业,用作炉衬、窑具和高温结构件。非成型耐火材料(浇注料、喷粉、涂料)则满足高温工业设备的动态维护需求。
本案例研究中的企业是一家德资外商投资的专业公司,占地10万平方米,专注于高端耐火材料的研发和生产。其产品涵盖两大类:(1) 采用液化天然气隧道窑生产的碱性(氧化镁)耐火砖,年产能4万吨,潜在产能可达12万吨,主要服务于钢铁、水泥和冶金冶炼行业;(2) 包括浇注料、喷涂材料等在内的不定形耐火材料,年产能1.5万吨,设计产能3万吨,主要服务于高温工业设备维护。自2012年以来,该公司还致力于开发低铬环保型耐火材料,以减少传统含铬耐火材料对环境的污染。
随着下游钢铁、水泥和玻璃行业(它们自身也受到日益严格的欧盟工业排放指令 (IED) 要求约束)越来越多地要求其材料供应商也遵守高标准的环保要求,耐火材料行业面临着越来越大的环境合规压力。对于在任何司法管辖区运营的欧盟所有或总部位于欧盟的企业而言,其内部 ESG 政策承诺通常要求其全球运营标准与欧盟规范保持一致,从而产生超出当地最低要求的合规义务。这家德国所有的工厂采用 RTO + 中温 SCR 技术,既体现了对当地法规的遵守,也体现了其企业环境绩效标准。
.webp)
02 — 污染概况
液化天然气隧道窑尾气:高CO、高NOx和多变粉尘——三大合规挑战同时出现
隧道窑采用液化天然气 (LNG) 作为燃料。工艺烟气排放温度为 115–120°C(标准工况下:17,500 Nm³/h;工艺工况下:25,000 Nm³/h)。实际氧含量为 12–13%(基准值为 8.6%)。该工厂已配备一套隧道窑尾气处理系统;本项目将新增一套处理系统,用于服务另一条窑线。
本项目面临三大污染物合规挑战:
- 初始NOx浓度为500 mg/Nm³隧道窑内液化天然气高温燃烧会产生大量热力型氮氧化物。目标出口浓度:≤30 mg/Nm³。所需脱硝效率:≥94%。入口浓度为 500 mg/Nm³,目标浓度为 ≤30 mg/Nm³,这是一项要求较高的中温选择性催化还原(SCR)工艺要求;要达到 ≥94% 的效率,需要精心设计催化剂并进行温度控制。实际出口氮氧化物浓度已确认为 ≤30 mg/Nm³。
- 初始CO浓度为5,000 mg/Nm³隧道窑区不完全燃烧会产生大量一氧化碳 (CO)。这是蓄热式热氧化器 (RTO) 的主要驱动因素:RTO 在 760°C 以上的温度下将 CO 热氧化为二氧化碳 (CO₂),从而将出口 CO 浓度降低至 ≤100 mg/Nm³。根据欧盟工业排放指令 (IED) 和荷兰许可证对燃料燃烧装置的 CO 排放合规性要求,这是不容商榷的。5,000 mg/Nm³ 的初始 CO 浓度表明隧道窑中存在明显的燃烧效率低下区域,处理系统必须解决这些问题。
- 初始PM浓度为30 g/Nm³耐火材料烧结过程中会产生极高的粉尘负荷(氧化镁和其他陶瓷粉尘)。除尘效率要求:≥80%。袋式除尘器可达到此目标。PM出口目标浓度为≤10 mg/Nm³。
此外,该气体中含有来自液化天然气燃烧和耐火原料分解的SO₂,浓度为35 mg/Nm³,因此需要考虑少量酸性气体的减排措施。此外,由于含氟原料成分的存在,气体中还含有浓度≤6 mg/Nm³的HF。
| 范围 | 初始浓度 | 设计出口 | 欧盟简易爆炸装置/NER限制 |
|---|---|---|---|
| 氮氧化物 | 500 毫克/立方米 | ≤30 mg/Nm³ | IED 2010/75/EU ≤100 mg/Nm³ |
| 一氧化碳 | 5,000 毫克/立方米 | ≤100 mg/Nm³ | IED 2010/75/EU ≤100 mg/Nm³ |
| 颗粒物(PM) | 30 克/立方米 | ≤10 mg/Nm³ | 荷兰 NER ≤5 mg/Nm³ |
| 二氧化硫 | 35 毫克/立方米 | ≤35 mg/Nm³ | 荷兰活动法令 |
| 标准烟气量 | 17,500 牛米/小时 | — | — |
| 工艺烟气量 | 25,000 Nm³/h,温度范围 115–120°C | — | — |
| O₂含量(实际值) | 12–13% | — | — |
| 窑炉出口温度 | 115–120°C(标准条件下) | — | — |
| 烟气含水量 | 8% | — | — |
双重污染物挑战: 同时存在浓度为 5000 mg/Nm³ 的 CO 和浓度为 500 mg/Nm³ 的 NOx 需要两种不同的减排技术依次运行。RTO(≥760°C 的热氧化)用于去除 CO;中温 SCR(320–350°C)用于去除 NOx。连接这两个阶段的热交换器是工程上的关键:它必须利用 RTO 燃烧产生的热量,将 RTO 后的气体温度从窑炉出口温度提升到 SCR 的工作温度范围。
03 — 处理液
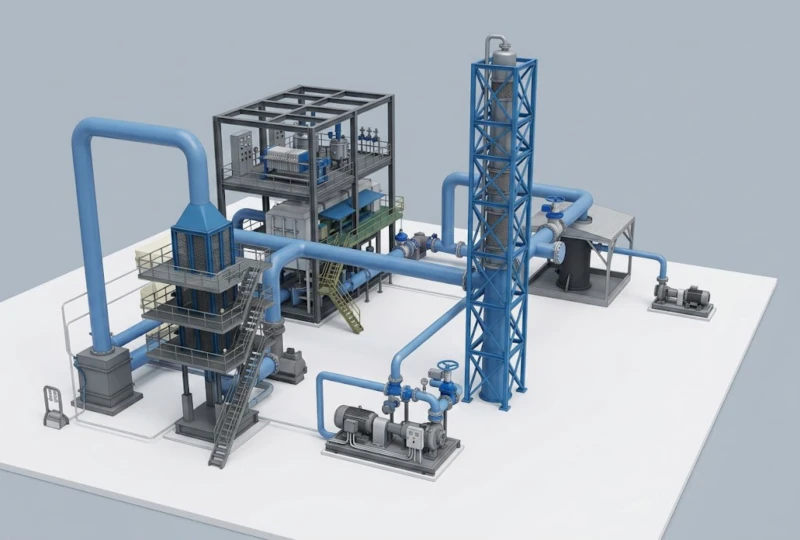
RTO → 高效换热器 → 中温SCR:热集成实现最低运行成本
该处理系统的设计原则是在确保排放达标和工艺可靠性的前提下,最大限度地降低投资和运营成本。技术选择遵循五项设计原则:(1)采用先进技术,运营成本经济可行;(2)符合所有排放标准和监管要求;(3)无副产品二次污染;(4)占地面积小,流程设计合理;(5)通过自动化控制反馈实现全面节能。
由此产生的工艺架构充分利用了RTO作为CO氧化系统和气体加热系统的固有功能——RTO将窑后气体温度提升至760°C以上以去除CO,然后高效换热器将该热量传递给SCR后的洁净气流,以重新加热脱硝气体,同时提供中温SCR催化剂所需的320°C入口温度。这种热耦合方式无需SCR阶段的任何外部气体加热。
第一阶段:隧道窑烟气收集
液化天然气隧道窑产生的废气温度为115–120°C,其中CO浓度为5,000 mg/Nm³,NOx浓度为500 mg/Nm³,颗粒物浓度为30 g/Nm³。RTO引风机(单台;流量40,000–50,000 m³/h;压力3,500–4,000 Pa;温度200–250°C;功率75 kW)将窑炉废气抽入系统。在废气进入RTO之前,袋式过滤器预处理阶段可捕集大部分浓度为30 g/Nm³的颗粒物,从而保护RTO陶瓷蓄热床免受粉尘堵塞。
第二阶段:RTO(蓄热式热氧化器)——一氧化碳减排
预除尘后的气体进入RTO(烟气流量20,000 m³/h;三室结构;陶瓷蓄热床)。RTO在燃烧室温度高于760°C的条件下将CO热氧化为CO₂,使出口CO浓度≤100 mg/Nm³,而入口浓度为5,000 mg/Nm³。RTO还能显著提高气体温度,为下游SCR阶段提供所需的热能。RTO的陶瓷蓄热床从排出的处理后气体中回收热能,用于预热进入的原料气,从而实现再生式热氧化的高热效率。RTO的SCR引风机(单台;流量30,000–35,000 m³/h;压力4,000–6,000 Pa;温度120–150°C;功率75 kW)处理RTO后的气体。
.webp)
第三阶段:高效换热器(223°C → 320°C)
经热处理后,高温的RTO后废气从RTO排出,并被导入高效换热器(烟气流量17,500 Nm³/h;换热面积380 m²;压降1,050 Pa;热侧入口温度223°C;热侧出口温度降低;冷侧出口温度升高;设备尺寸4,270×2,240×1,973 mm),以将气体温度提升至约320°C,然后再进入SCR反应器。320°C的SCR入口温度处于本装置所用中温钒钨钛催化剂的最佳工作温度范围内。换热器同时利用经催化反应降温的SCR出口废气预热SCR入口废气,形成内部热效率循环。
第四阶段:中温SCR脱硝(320–350°C)
预热至320℃的气体进入中温SCR脱硝系统。SCR反应器主要参数:装置外形尺寸2200×2290×10160 mm;装置外形高度10160 mm;4个催化剂模块;催化剂体积5.2 m³;装置压降500 Pa;SCR入口温度320℃;SCR出口温度309℃。该SCR脱硝效率≥94%,将NOx排放量从500 mg/Nm³降低至≤30 mg/Nm³。还原剂为20%氨水溶液,由氨水输送泵(功率0.75 kW,流量0.015 t/h,年运行8000 h)输送。 SCR脱硝后,处理后的气体通过高效换热器返回(如上所述,利用SCR出口气体预热SCR入口气体),然后由SCR引风机输送到烟囱排放。
窑
液化天然气
≥80% PM
≤10 mg/Nm³
≥760°C
≤100 CO
→320°C
SCR入口
320°C
≥94% NOx
预热
→ 堆栈
⭐ 本项目中新增或升级的设备
主要设备参数
| 设备/物品 | 规格 |
|---|---|
| 高效换热器 | 流量:17,500 Nm³/h;面积:380 m²;压降:1,050 Pa;热入口温度:223°C;尺寸:4,270×2,240×1,973 mm |
| RTO诱导通风风扇 | 40,000–50,000 立方米/小时; 3,500–4,000帕; 200–250°C; 75千瓦 |
| SCR诱导通风风扇 | 30,000–35,000 立方米/小时; 4,000–6,000帕; 120–150°C; 75千瓦 |
| 恢复运营 | 20,000 立方米/小时;三室;陶瓷蓄热床 |
| 选择性催化还原反应堆 | 尺寸:2200×2290×10160 mm;催化剂模块:4个;催化剂用量:5.2 m³;压力:500 Pa;温度:320→309°C |
| SCR脱硝效率 | ≥94%;NOx 500→≤30 mg/Nm³;20% 氨水还原剂 |
| 鼓风机 | 7.5 千瓦(1 台) |
| 总装机功率 | 装机容量 162 千瓦;实际运行功率 161.25 千瓦 |
| 年度用电成本(8,000 小时) | 约合人民币 46.44 万元(0.36 元/千瓦时) |
| 年度氨水成本 | 约合人民币 7.2 万元(0.015 吨/小时,600 元/吨) |
04 — 核心优势
为什么RTO+中温SCR是应对耐火隧道窑尾气CO和NOx双重挑战的最佳架构
- ✓
RTO 将一氧化碳减排和燃气预热功能集成于一体: RTO同时执行两项功能:它在≥760°C下对CO进行热氧化(满足≤100 mg/Nm³的CO出口要求),并将气体温度提升至高效换热器能够提供320°C SCR入口条件的水平。如果没有RTO,则需要外部气体加热器才能将115–120°C的窑炉出口气体加热至320°C的SCR入口要求,这将消耗大量额外燃料。RTO利用CO氧化反应的固有特性,无需额外燃料成本即可实现这种加热,而这些燃料成本仅需满足CO排放标准即可。 - ✓
中温SCR可实现≥94% NOx去除率,将NOx浓度从500 mg/Nm³降至≤30 mg/Nm³——远低于IED 100 mg/Nm³的限值: 该装置实现的氮氧化物排放排放≤30 mg/Nm³,比欧盟工业排放指令(IED)规定的燃烧装置氮氧化物排放限值100 mg/Nm³低70%倍——这一显著的合规裕度为应对未来标准的收紧以及连续排放监测系统(CEMS)读数的不确定性提供了缓冲。中温选择性催化还原(SCR)催化剂的工作温度为320°C,仅需5.2 m³(4个模块)的催化剂体积即可实现如此高的效率,使得SCR反应器足够紧凑,可以与RTO一起集成到现有厂区内。 - ✓
高效换热器无需外部能量即可将RTO热输出与SCR入口温度耦合: 这台380平方米的高效换热器将RTO后气流中的热能传递给SCR入口气体,使其温度从RTO后温度升高至约320°C。同时,该换热器利用SCR出口气体预热SCR入口气体。这种内部热耦合方式无需任何蒸汽或电加热器即可控制SCR温度,从而降低了购置成本(无需加热设备)和运行成本(无需额外能源消耗)。与没有热回收的系统相比,用于补充加热的天然气消耗量(如有)也极低。 - ✓
天然气(LNG)燃料消除了二氧化硫这一重要污染物,并实现了中温SCR工艺,且无ABS风险: 由于窑炉使用液化天然气(LNG,几乎不含硫)作为燃料,尾气中的二氧化硫(SO₂)浓度极低(仅为35 mg/Nm³,主要来自耐火原料的分解)。如此低的二氧化硫浓度意味着可以在320°C的中温条件下部署选择性催化还原(SCR)系统,而无需像在高二氧化硫应用中那样,在该温度下出现硫酸氢铵(ABS)催化剂中毒的风险。选择液化天然气作为燃料是实现中温SCR系统部署的技术前提,这与燃煤或燃油耐火窑炉截然不同,后者的SCR系统部署必须更加谨慎地进行管理。 - ✓
遵循紧凑型设计原则:占地面积小、流程合理、全自动化: 该系统设计遵循五项原则,专为现有生产场地量身定制:采用先进技术,运行成本低;符合所有标准;无二次污染;占地面积小,布局合理;以及具备吹灰和温度控制反馈的全自动化系统。自动化控制系统将实时烟气温度监测数据反馈至氨气喷射速率和吹灰循环,并具备一键重启功能。对于空气质量处理团队可能没有专职人员24小时值守的生产场地而言,这种自动化程度尤为重要。
05 — 运营成果和已记录的挑战
经核实的排放合规性——但系统集成方面存在重要注意事项
该系统达到了以下经核实的合规数据:NOx 出口 ≤30 mg/Nm³(达到设计目标);CO 出口 ≤100 mg/Nm³(达到设计目标);PM 出口 ≤10 mg/Nm³(达到设计目标)。脱硝效率:≥94%。除尘效率:≥80%。
该经验总结明确记录了一项重要的委托后调查结果: 尽管系统整体性能达到了排放目标,但在某些运行阶段,CO含量不稳定且烟气波动超过了设计限值,扩展气流路径中的风机压力变得不稳定,改造后的稳定性不如最初评估的那样,气体中的CO含量不稳定,波动超过了设计值,并且RTO出现了过温跳闸。记录在案的根本原因包括:(1) CO含量不稳定;(2) 烟气水分含量和粉尘负荷波动,峰值超过设计值。记录在案的应对措施包括:(1) 严格控制原材料来源,确保系统运行稳定性;(2) 控制炉膛运行,确保烟气成分稳定。
.webp)
06 — 实施注意事项
从这项RTO+SCR耐火窑尾气项目中汲取的六项关键经验
- 🚫
一氧化碳含量不稳定导致RTO过温跳闸——原材料质量控制和炉子运行稳定性是先决条件,而不是可选项: 经验总结表明,烟气中的CO含量不稳定,波动幅度超过设计值,导致RTO(快速换热器)出现过温跳闸。根本原因在于隧道窑的燃烧化学特性:当原料成分发生变化时,有机物含量和燃烧特性也会随之改变,产生CO峰值。当多个CO峰值同时从窑区到达时,会导致RTO燃烧室温度超过其设计极限。严格控制原料成分、保持原料水分含量稳定以及确保炉膛稳定运行是RTO可靠运行的前提条件——这些属于窑炉管理范畴,而非处理系统工程问题。 - ⚠️
任何改造后,都必须在整个气体流量范围内验证烟气通道压力稳定性——延长通道长度会增加风机对压力的敏感性: 在现有系统中加装RTO和SCR后,气体流动路径长度显著增加,导致引风机需要克服的总压降增大。已记录的风险是,在某些运行条件下,延长的气体流动路径中的风机压力可能不稳定。在任何改造处理系统投入使用之前,必须对从窑炉到烟囱的整个流动路径在最大、最小和瞬态流量条件下进行压降计算。必须验证风机运行曲线,确保在延长的流动路径的所有运行点都具有足够的喘振裕度。应在处理流程的代表性位置安装带有上下限报警功能的压力监测系统。 - ⚠️
RTO过温保护的设计必须针对可能的最大CO峰值,而不是平均CO浓度: RTO(快速换热器)的设计温度限制不仅要考虑平均5000 mg/Nm³的CO入口浓度,还要考虑窑炉启动、原料切换或燃烧器调节期间可能出现的最大瞬时CO浓度。如果最大CO峰值显著高于平均值(这在隧道窑燃烧化学中很常见),则峰值事件期间RTO燃烧室的温度可能会大幅超过稳态设计温度。因此,应在RTO入口处安装CO分析仪,并在CO浓度超过设计最大值时启动自动紧急旁通装置,将过量气体绕过RTO燃烧室,以防止陶瓷蓄热床因过热而损坏。 - ⚠️
SCR温度管理至关重要——吹灰和温度控制反馈必须在前30天内根据实际运行数据进行校准: 为确保NOx效率≥94%,SCR入口温度必须保持在320–350°C的工作范围内。温度波动源于:窑炉尾气温度的变化、粉尘沉积导致换热器性能的变化以及CO负荷变化期间RTO出口温度的变化。自动化控制系统必须动态响应这些变化,调整辅助气体加热(如有)和吹灰频率。控制设定点应根据调试后前30天的实际运行数据进行校准,而非根据设计计算,因为已安装系统的实际热质量和传热特性可能与设计模型存在差异。 - ⚠️
初始 PM 负荷非常高(30 g/Nm³),需要可靠的袋式过滤器预处理来保护 RTO 陶瓷床免受堵塞——袋式过滤器的性能是安全关键,不是可选项: 初始颗粒物(PM)浓度为 30 g/Nm³,约为大多数工业 SCR 和 RTO 系统设计处理浓度的 3000 倍。如此高的粉尘浓度使得袋式除尘器预处理阶段成为整个系统中运行最为关键的设备。任何袋式除尘器性能下降——例如滤袋破损、脉冲喷射清洗失效或滤袋旁路——都会立即使 RTO 陶瓷蓄热床暴露于耐火粉尘中,并在数小时内造成通道堵塞。因此,需要对袋式除尘器进行实时压降监测,并在压降达到最高规格值时发出高报警;同时,当滤袋压降报警触发时,启动窑炉自动减量响应机制,以防止下游 RTO 过载。 - ⚠️
窑炉团队与处理系统控制团队之间紧密的运营协作是不可或缺的: “改造后的稳定性不如最初评估的那样好”这一经验表明,在未完全整合工艺控制理念的情况下,将处理系统设备添加到现有生产流程中存在着根本性的挑战。窑炉操作人员必须接受培训,了解他们的操作决策(原材料装料速率、燃烧器设置、窑区温度曲线)如何影响进入处理系统的CO浓度和颗粒物负荷。调试前必须建立正式的沟通机制,包括:提前通知计划中的窑炉操作变更、维护期间安全旁路处理系统的程序,以及超标事件的升级处理路径。
07 — 工程要点
从这个RTO+SCR耐火窑项目中吸取的四个惨痛教训
- !
如果 CO 峰值没有在源头上进行表征和管理,则设计用于平均 CO 负荷的 RTO 将会出现过温跳闸。 该经验总结明确记录了因CO浓度峰值超过设计值而导致的RTO过温跳闸事件。核心教训是,当工艺过程中出现远超平均CO浓度(5,000 mg/Nm³)的突发性CO峰值时,仅根据测得的平均CO浓度来设计RTO是不够的。对于任何隧道窑应用,都必须对CO峰值事件(频率、幅度、持续时间)进行适当的CO浓度表征,包括统计分析,以确定在典型的峰值事件期间RTO的设计温度限制是否会被超过。如果会,则必须提高设计限制、安装CO旁路或稳定窑炉燃烧,以防止峰值的出现。 - 2
RTO + 热交换器 + 中温 SCR 是同时满足 CO 和 NOx 合规要求的 LNG 燃烧耐火窑的正确架构——RTO 和 SCR 之间的热耦合是关键的经济优势。 该系统的根本效率优势在于,RTO(反应式氧化炉)在一个单元内即可完成CO减排和气体加热,而热交换器则捕获RTO的热量输出,以接近零边际能耗成本为SCR(选择性催化还原)系统提供入口温度。这种热集成并非偶然——它正是RTO+SCR组合在17,500 Nm³/h工艺气体流量下经济可行的主要原因。在该流量下,外部气体再加热的运行成本将超过SCR脱硝工艺节省的合规罚款。 - 3
对于 LNG 燃烧应用而言,在 320°C 下实现 ≥94% 效率的中温 SCR 是可行的,因为不存在 SO₂ 消除了 ABS 催化剂中毒的限制。 在燃煤耐火窑应用中,将选择性催化还原(SCR)装置置于脱硫工序上游320°C会导致硫酸氢铵催化剂快速失活。而在液化天然气(LNG)燃烧应用中,由于SO₂含量仅为35 mg/Nm³(来自原料分解而非燃料燃烧),这种硫酸氢铵催化剂失活的风险极低,因此中温SCR装置是可行的。工程师在为耐火窑应用选择SCR装置时,必须先确定窑炉燃料是LNG还是含硫燃料,然后再选择SCR装置的安装位置和温度。这并非无关紧要的细节——它决定了中温SCR装置在技术上是否可行。 - 4
对现有制造设施进行改造处理系统需要比新建设施更广泛的系统集成工作——经验总结中“稳定性不如评估结果”的评估是低估集成复杂性的直接后果。 在现有隧道窑生产线上加装RTO(快速换热器)、热交换器和SCR(选择性催化还原)装置,会改变气体流动路径、风机运行点以及窑炉操作人员的响应要求,而这些变化在调试前无法完全确定。项目计划中必须预留至少3个月的调试和调优期(而非仅2-3周),在此期间,需要根据实际运行数据校准控制系统设定点,在实际负荷条件下验证风机运行曲线,并对窑炉操作团队进行集成操作规程的全面培训。
08 — 常见问题解答
耐火窑尾气RTO+SCR处理:十个问题解答
来自耐火材料、先进陶瓷和高温材料制造工厂的环境许可证管理人员、窑炉工程师和 HSE 团队的问题,这些工厂正在根据欧盟 IED / 荷兰活动法令的要求计划进行 RTO 和 SCR 排放控制升级。
准备好解决您的耐火窑一氧化碳和氮氧化物排放难题了吗?
探索全系列蓄热式热氧化解决方案
从 再生热氧化(RTO) 从陶瓷和耐火窑应用中的 CO 减排和 SCR 联合脱硝,到全方位的工业排放控制解决方案,我们的工程团队为高温制造设施提供符合欧盟 IED 标准的系统。





















