Integrated WAM Gas Treatment & RTO Synergistic System
Highly efficient solution for oxidation challenges of high-concentration, large-volume, and complex-composition waste gas (WAM), completely eliminating safety hazards and regenerative media clogging.
Why Traditional RTOs Fail to Process WAM Streams Safely
Standard Regenerative Thermal Oxidizers are designed exclusively for predictable, gaseous VOC parameters. When subjected to volatile, high-concentration WAM (Waste Air Management) or highly complex industrial exhaust streams, traditional configurations suffer immediate thermal and structural vulnerabilities.
High Explosion Risks & LEL Spikes
WAM gas streams often exhibit severe, unpredictable concentration spikes. Standard RTO safety controls fail to mitigate sudden fluctuations, pushing localized mixture ratios past the critical 25% LEL (Lower Explosive Limit) threshold, triggering emergency deflagration or system shutdowns.
Condensable Clogging & High Pressures
Untreated high-boiling-point organic compounds and viscous monomers present in WAM streams readily liquefy inside lower temperature zones. They condense directly onto honeycomb ceramic surfaces, causing massive pressure drop spikes and increasing continuous ID fan load costs.
High-Temperature Glazing & Fouling
When organic particles find their way into the core combustion chamber exceeding 820°C, target inorganic dust complexes and vaporized alkali compounds fuse onto the regenerative media. This irreversible thermal glazing destroys heat recovery efficiency and leads to premature media replacement.

Multi-Stage Conditioning & Thermal Destruction Process
To overcome the structural limits of standalone equipment, we deploy an engineered "Pre-conditioning ± Thermal Oxidation ± Safety Management" architecture. This process decouples explosive or sticky volatile components safely before thermal destruction.
Stage 01 Dynamic Conditioning Loop
Incoming WAM volatile gases undergo multi-sensor analytics. High-velocity LEL conditioning arrays introduce calculated dilution air loops within fractions of a second, safely lowering volatile concentrations beneath the rigorous 25% LEL explosive parameter.
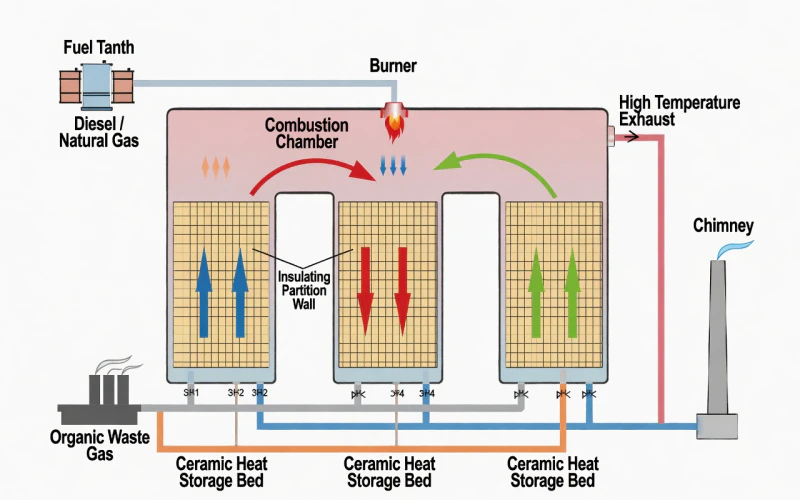
Stage 02 3-Bed Core Oxidation Barrier
The stabilized gas enters a specialized Three-Bed Regenerative Thermal Oxidizer. Alternating cyclic airflow sequences route the gas into premium monolithic honeycomb blocks into a central retention zone operating ≥ 820°C, breaking down organic matrices with a certified 99.9% destruction rate.
Stage 03 Energy Capture & De-acidification
Clean, high-temperature exhaust gas undergoes high-efficiency primary thermal recovery, achieving ≥ 95% TER (Thermal Energy Recovery). The gas is then routed through quick-quench chemical scrubbing loops to safely strip out harmful acid by-products before atmospheric release.
Core Engineering System Superiority
Engineered configurations maximizing runtime margins across toxic operational environments.
Explosion-Proof Redundancy
Equipped with a triple-staged programmatic process interlock. If stream characteristics surge past safe limits, automated quick-venting emergency bypass systems secure RTO core protection safely.
Zero-Clogging Matrix
Front-end fractional filtration loops isolate sticky polymers and condensable elements before heat recovery zones, protecting internal matrix beds from solid compound accumulation.
Autothermal Self-Sustenance
Once baseline operational temperature points match minimum energy values, auxiliary fuel needs drop to absolute zero. Surplus thermal energy can be directed back to production streams.

Proven WAM Engineering Validation
Challenge: A global chemical manufacturer experienced chronic RTO overheating shutdowns and severe internal honeycomb clogging under heavy, erratic batch processing solvents.
Solution: The implementation of a central multi-sensor LEL stabilization loop integrated directly with an engineered 3-bed regenerative thermal configuration.
Ready to secure your high-concentration WAM stream process matrix? Run a dynamic fluid simulation custom-tailored to your engineering perimeter limits.
Request Custom WAM Flow Simulation
Strategic Industry Application Scenarios
We provide custom-tailored thermal oxidation matrices for high-concentration, complex industrial WAM waste gases, covering these core manufacturing sectors:

Petrochemical & Fine Chemicals
Specially treats high-concentration, highly complex mixed solvent waste gases discharged from distillation columns and reactor vacuum pump exhausts. The system utilizes precision front-end LEL conditioning to completely eliminate flash explosion risks caused by volatile stream variations while ensuring efficient thermal recovery.

New Materials & Resin Synthesis
Successfully resolves tail gas purification challenges containing high-boiling-point polymers, PVC paste resins, and viscous compound elements. Employs multi-stage condensation interception alongside anti-fouling regenerative ceramic matrix designs to fundamentally eradicate organic matter accumulation and bed clogging.

Pharmaceutical & Pesticide Workshops
Targets highly fluctuated intermittent flash emissions, strong malodorous stream flows, and specialized process tail gases rich in sulfur, nitrogen, and halogen atoms. Paired with a high-efficiency post-position quick-quench deacidification scrubbing loop to guarantee absolute compliance without secondary pollution.
Honors & Global Corporate Partners
Validated by strict international engineering standards and trusted by leading industrial enterprises globally to maintain absolute environmental compliance.

Strategic Global Partnerships
Cooperating closely with top-tier chemical, manufacturing, and energy groups to pioneer smart, safe volatile air management operations.

Certified Engineering Qualifications
Fully certified system manufacturing architecture backing ultra-low emissions, robust thermal retention, and safe operations across heavy industries.





















