In der Schwerindustrie – von riesigen Kohlekraftwerken und Zementöfen bis hin zu metallurgischen Öfen – dient der Schlauchfilter als primäres Belüftungssystem der Anlage. Fällt dieses System aus, steht die gesamte Produktionslinie still. Zwei der häufigsten, katastrophalsten und oft missverstandenen Ausfälle von Gewebefiltern sind: „Taschenblendung“ (wobei die mikroskopischen Poren des Filtermediums durch eine zementartige Mischung aus Feuchtigkeit und klebrigem Staub dauerhaft verschlossen werden) und „Aschebrücken“ (wo sich Staub in den Zwischenräumen zwischen benachbarten Beuteln ansammelt und verfestigt, wodurch ein fester Block entsteht, der den Gasfluss behindert).
Viele Anlagenbetreiber machen fälschlicherweise die Qualität des Filterbeutelmaterials für diese Probleme verantwortlich, doch die eigentliche Ursache liegt fast immer tiefer. Die wirksame Verhinderung von Verstopfungen und Brückenbildung hängt von der Qualität des Filterbeutelmaterials ab. Präzisionskonstruktion der inneren Struktur des StaubabscheidersVon den mikroskopischen Toleranzen der CNC-gefrästen Rohrböden und der Steifigkeit der Stützkäfige bis hin zur thermodynamischen Isolierung des Gehäuses und der Fluiddynamik des Impulsstrahl-Reinigungssystems muss jedes Strukturelement perfekt optimiert sein. In diesem umfassenden technischen Leitfaden zeigen wir Ihnen, wie eine fortschrittliche interne Architektur diese betrieblichen Probleme beseitigt.

1. Die Mechanismen des Blindens und Überbrückens
Um eine Lösung zu entwickeln, müssen wir zunächst die physikalischen Grundlagen des Problems verstehen. Ein Schlauchfilter arbeitet mit einer zyklischen Abfolge aus physikalischer Filtration und Hochdruck-Impulsreinigung. Staubhaltiges Gas tritt in den unteren Teil des Abscheiders ein. Beim Aufwärtsströmen bewirken Trägheit, Diffusion, Abfang und elektrostatische Effekte, dass sich der Staub an der Außenfläche des Filtergewebes anlagert und einen „Staubkuchen“ bildet.
Was ist Bag Blinding?
Taschenblendung ist in erster Linie ein thermodynamisches Versagen in Verbindung mit chemischen Reaktionen. Wenn Rauchgase einen hohen Feuchtigkeitsgehalt oder saure Gase (wie SO₂) enthalten, …2/ALSO3Wenn die Innentemperatur des Staubabscheiders unter den Säuretaupunkt sinkt, kondensiert die Flüssigkeit direkt an der Oberfläche der Filtersäcke. Diese Flüssigkeit vermischt sich mit dem angesammelten Staubkuchen. Durch Kapillarwirkung wird diese schlammige Paste tief in die mikroskopisch kleinen Poren des Nadelfilzes gezogen. Sobald die Temperatur wieder ansteigt, verhärtet sich diese Mischung zu einer undurchlässigen Kruste. Auch intensive Druckluftreinigung kann diese Kruste nicht entfernen, was zu einem dauerhaften, nicht behebbaren Anstieg des Betriebswiderstands (Druckabfall) führt.
Was ist Eschenbrückenbau?
Eschenbrücken Es handelt sich um einen mechanischen und aerodynamischen Fehler. Wenn Filtersäcke zu eng beieinander liegen oder die mangelhafte Konstruktion des Innenkorbs dazu führt, dass die langen Säcke (oft 6 bis 8 Meter lang) während des intensiven Impulsstrahl-Reinigungszyklus hin und her schwingen, berühren sie sich. Dadurch wird der Staubkuchen zwischen den Säcken zusammengepresst, anstatt in den Trichter zu fallen. Mit der Zeit bildet sich über mehrere Sackreihen eine feste „Brücke“ aus verdichteter Asche. Diese blockiert den Aufwärtsstrom des Rohgases, verursacht starken lokalen Abrieb (der das Filtergewebe zerstört) und führt schließlich zum Ausfall der Anlage.
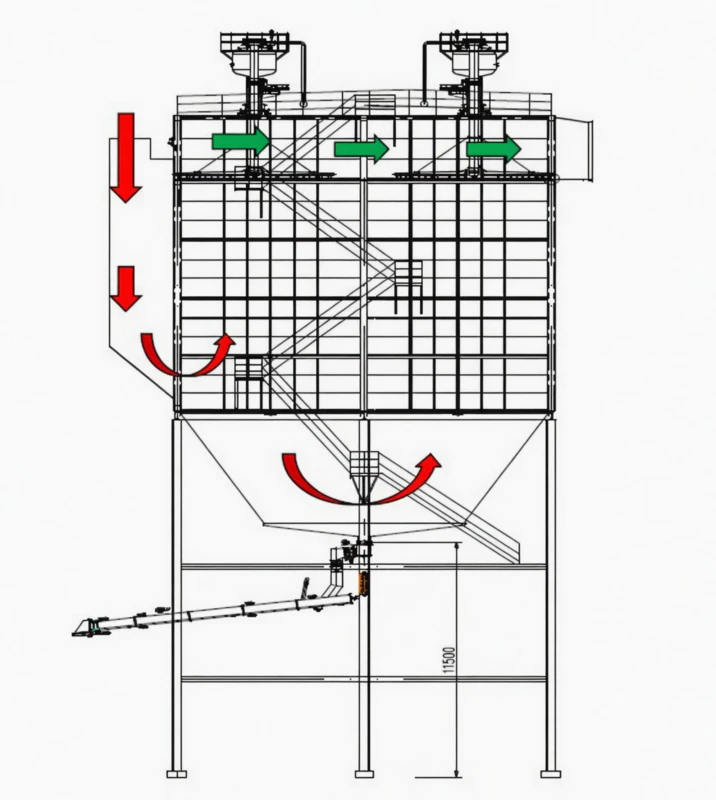
Schema der aerodynamischen Staubansammlung
2. Die Grundlage der Ausrichtung: Präzisionsfertigung von Rohrböden
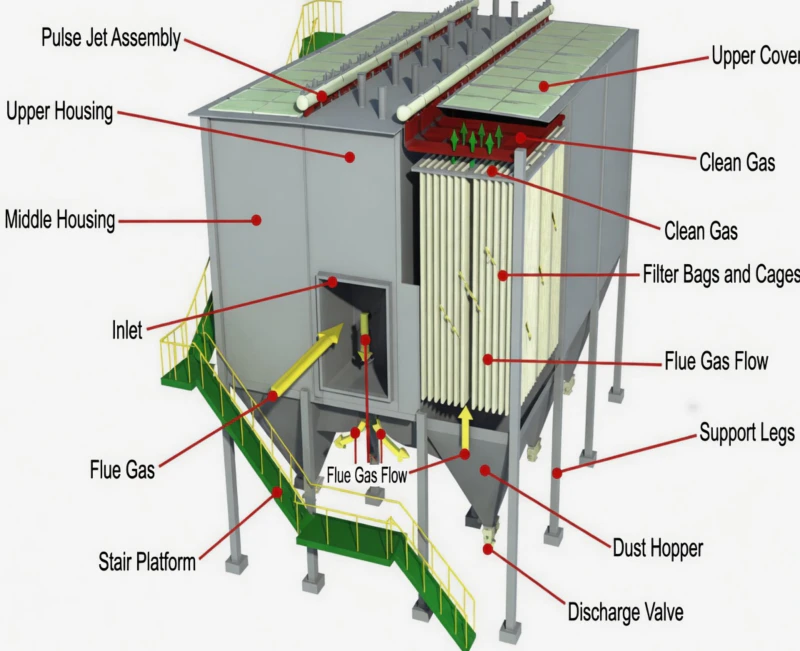
Die Platte, die gemeinhin als die Röhrenplatte (oder Blumenplatte)Die Trennwand befindet sich an der oberen horizontalen Trennwand im Inneren des Staubabscheiders. Sie bildet die entscheidende physikalische Grenze zwischen der verschmutzten Rohgaskammer (unterer Bereich) und dem Reinluftraum (oberer Bereich). In diese Trennwand sind zahlreiche präzise angeordnete Löcher eingeschnitten, an denen die Filtersäcke und ihre Halterungen befestigt werden. Bei mangelhafter Fertigung hängen die Säcke schief und schwingen während der Filtration oder Impulsreinigung gegeneinander, was zu sofortiger und katastrophaler Brückenbildung führt.
CNC-Laserschneiden für absolute Toleranz
Um Brückenbildung aufgrund von Fehlausrichtung zu vermeiden, wird die Plattenoberfläche aus folgendem Material gefertigt: 5-8 mm dickes Premium-Stahlblech mit niedrigem KohlenstoffgehaltAnstelle des herkömmlichen Plasma- oder Brennschneidens werden die Löcher durch präzise Positionierung auf einer hochpräzisen CNC-Laserschneidmaschine hergestellt. Dies minimiert die thermische Verformung während der Bearbeitung. Der Mittenabstand zwischen zwei beliebigen Beutellöchern wird streng auf unter 1000 µm begrenzt. ±2 mmund die Abweichung von der theoretischen geometrischen Position ist kleiner als ±1 mmDiese mathematische Präzision garantiert, dass jeder einzelne Beutel perfekt parallel hängt und der für den Gasfluss erforderliche kritische Zwischenraum erhalten bleibt.
Oberflächenglätte und Leckageverhinderung
Die Schnittfläche nach dem Bohren muss außerordentlich glatt und eben sein. Unsere Fertigungsstandards fordern eine Oberflächenrauheit der Innenbohrung von exakt $Ra=12,5$Dies wird in einem einzigen Bearbeitungsschritt erreicht. Die Innenkanten sind vollständig gratfrei poliert. Darüber hinaus darf sich die Plattenoberfläche auch bei hohen Betriebstemperaturen nicht verziehen; wir gewährleisten eine Planheitsabweichung von weniger als ±2,5 mm über die gesamte Spannweite. Diese außergewöhnliche Glätte ermöglicht es dem Schnappverschluss des Filterbeutels, eine luftdichte, auslaufsichere Abdichtung zu bilden, ohne bei der Installation oder im Betrieb durch Abrieb beschädigt zu werden.
3. Der Stützkäfig: Das Antibrücken-Skelett
Selbst bei einem makellos gefertigten Rohrboden beeinträchtigt ein mangelhaft konstruierter Filterkorb das gesamte System. Bei hohen Temperaturen verziehen sich minderwertige Filterkörbe, verbiegen sich oder wölben sich, wodurch die Unterseiten der 8 Meter langen Filtersäcke aneinanderstoßen. Sobald dieser Kontakt besteht, kann der Staub während des Reinigungsimpulses nicht mehr entweichen, und es kommt nahezu sofort zu Aschebrücken.

Segmentierte Korrosionsschutz-Stützkäfige
Strukturelle Steifigkeit und vertikale Toleranz
Der Sackkorb wird aus hochfestem Material hergestellt. #20 Kohlenstoffstahl und wird sorgfältig mit organischem Silizium oder speziellen Korrosionsschutzbeschichtungen behandelt, um sauren Atmosphären standzuhalten. Es ist so konzipiert, dass es gleichzeitig leicht und unglaublich robust ist und dabei widerstandsfähige Materialien verwendet. Ø4mm Kohlenstoffstahl-Längsrippendrähte mit starren Stützringen, die im Allgemeinen genau 200 mm voneinander entfernt sind, um ein seitliches Einknicken zu verhindern.
Um die Logistik und die schnelle Montage vor Ort bei großflächigen Versorgungsanlagen zu vereinfachen, ist der Beutelkorb in drei ineinandergreifende Segmente unterteilt. Die drei Teile werden durch einen hochsicheren, patentierten internen Verriegelungsmechanismus verbunden, der kein Spezialwerkzeug benötigt und dennoch jegliche axiale Verschiebung verhindert.
Entscheidend ist, dass der Filterkorb auf einer robotergestützten, automatisierten Montagelinie gefertigt wird. Dies gewährleistet feste Schweißnähte und absolut glatte, gratfreie Schweißpunkte. Ein einziger scharfer Grat würde sich während der schnellen Ausdehnung eines Impulsstrahl-Reinigungszyklus wie eine Rasierklinge auf den Filtersack auswirken und das Gewebe beschädigen. Besonders wichtig ist, dass die technischen Vorgaben für die Vertikalität äußerst streng sind: Nach dem Aufhängen ist die maximale Abweichung des Abstands zwischen den Unterkanten zweier benachbarter 8-Meter-Filtersäcke so ausgelegt, dass sie nur [Wert fehlt] beträgt. weniger als 40 mmDieser enorme Sicherheitsabstand garantiert, dass sich die Säcke nie berühren, wodurch die mechanische Hauptursache für Aschebrücken effektiv beseitigt wird.
4. Fluiddynamik & Antikondensationsisolierung
Wie bereits erwähnt, ist die Verstopfung der Filtersäcke im Wesentlichen ein thermodynamisches Problem. Wenn heißes, feuchtes und schwefelhaltiges Rauchgas auf schlecht isolierte, kalte Stahlwände im Kollektor trifft (wodurch „Kältezonen“ oder „Wärmebrücken“ entstehen), sinkt die Temperatur rasch unter den Säuretaupunkt.
Um zu verhindern, dass schwerer, abrasiver Staub direkt auf die Filtersäcke trifft – was zu strukturellem Verschleiß und starker lokaler Belastung führt – ist der Einlass des Staubabscheiders mit einer Vorentstaubungseinrichtung ausgestattet. Die Breite des Einlasskanals ist präzise berechnet, um durch eine abrupte Reduzierung der Strömungsgeschwindigkeit und strategisch platzierte interne Leitbleche eine Vorentstaubung zu erreichen. Indem grobe Partikel direkt in den Trichter gelangen, bevor sie die Filtersäcke erreichen, wird die Gesamtbelastung des Filters deutlich reduziert. Dies erfordert weniger häufige Impulsreinigungen und verlängert die Lebensdauer der Filtersäcke.
Interne Raumaufteilung & Vortrennungszonen
5. Optimierung der Impulsstrahl-Reinigungsdynamik
Das Impulsstrahl-Reinigungssystem ist der aktive Mechanismus, der die Staubansammlung umkehrt. Unter hohem Druck (typischerweise 0,3 bis 0,6 MPa) wird Druckluft für einen Bruchteil einer Sekunde in die Filtersäcke geleitet. Die entstehende Stoßwelle biegt den Sack nach außen und zerkleinert den Staubkuchen, sodass dieser in den Aschebehälter fallen kann. Ist dieses System jedoch nicht optimal konstruiert, kann es die Brückenbildung sogar verstärken.
Blasrohrausrichtung & Venturi-Rohre
Das Blasrohr muss exakt über der Mitte jedes Staubbeutelkorbs ausgerichtet sein. Schon eine geringfügige Abweichung der Blasrohrdüse von wenigen Millimetern führt dazu, dass der Überschallluftstrahl die Innenwand des Beutels trifft, anstatt senkrecht nach unten zu strömen. Dies verursacht eine ungleichmäßige Reinigung (Staubablagerungen begünstigen Brückenbildung) und führt schnell zu einem Loch in der Beutelwand. Um eine perfekte Ausrichtung zu gewährleisten und die Zufuhr von Sekundärluft zu maximieren, sind präzisionsgegossene Venturi-Rohre in den oberen Rand jedes Staubbeutelkorbs integriert, die die Stoßwelle gleichmäßig über die gesamte Länge von 8 Metern lenken.
Optimierung des Gassammelkastens
Um ausreichend Volumen für die Stabilisierung der Reinluft zu gewährleisten und dem Pulsstrahlsystem genügend Freiraum für einen effizienten Betrieb zu geben, ist die Höhe des Gassammelkastens über dem Rohrboden wie folgt ausgelegt: 800-1000 mmDieses große Volumen löst das Problem einer übermäßigen gleichmäßigen Widerstandsverteilung und verhindert eine ungleichmäßige Filtrationsluftgeschwindigkeit innerhalb der Beutelmatrix, wodurch sichergestellt wird, dass jeder Beutel die gleiche Last trägt.
6. Letzte Verteidigung: Synergistische Filtermaterialauswahl
Sobald die innere Struktur so optimiert ist, dass mechanische Schwankungen, Fehlausrichtungen und thermodynamische Kondensation verhindert werden, besteht der letzte Schritt zur Vermeidung von Verstopfungen in der Auswahl des geeigneten Filtermaterials. Das Filtermaterial bildet die primäre Barriere, und seine chemischen und thermischen Grenzen definieren die Systemgrenzen.

Hochwertige industrielle Filtermedien
PTFE (Polytetrafluorethylen)
Der absolute Goldstandard für chemische Beständigkeit. Es hält Betriebstemperaturen bis zu 240 °C stand und ist praktisch immun gegen Säure- und Laugenangriffe. Damit ist es die erste Wahl für Müllverbrennungsanlagen und hochkorrosive chemische Abgase.
PPS (Polyphenylensulfid)
Das Rückgrat von Kohlekraftwerken. Mit einem Gewicht von nur 500 g und einer Betriebstemperatur von bis zu 160 °C eignet es sich hervorragend für schwefelreiche Umgebungen. Durch die Behandlung mit PTFE-Membranen wird es stark hydrophob (wasserabweisend), wodurch das Risiko von Feuchtigkeitsverstopfungen deutlich reduziert wird.
Modifiziertes Hochsiliciumdioxid
Wenn die Temperaturen die Schmelzpunkte gängiger Polymere (bis zu 260 °C) überschreiten, kommen anorganische Fasern wie hochsiliziumhaltige Fasern zum Einsatz. Diese finden breite Anwendung in der Metallurgie und in Zementöfen, wo sie die strukturelle Integrität erhalten und das Zusammenfallen der Poren unter extremen Temperaturschocks verhindern.
Nie wieder Ausfallzeiten Ihrer Staubabsaugung!
Leidet Ihre Anlage unter gravierenden Druckabfällen, häufigem Verstopfen der Filtersäcke oder enormen Wartungskosten durch Aschebrücken? Das Problem liegt nicht nur an den Filtersäcken, sondern auch an der internen Anlagenkonstruktion. Kontaktieren Sie unser globales Team für Umwelttechnik für eine umfassende Strukturanalyse, CFD-Analyse und einen fortschrittlichen Sanierungsplan.





















