Estudio de caso · Reducción de COV
Cómo un fabricante de pellets de plástico reciclado logró una eliminación del 99,21 TP3T de COV a partir de 40 000 m³/h de humos de extrusora y granulación que contenían grandes cantidades de alquitrán viscoso y pegajoso, humos orgánicos y HCl, mediante el despliegue de una cadena de pretratamiento de cuatro etapas construida alrededor de un colector de ionización de alto voltaje que recoge y drena el alquitrán continuamente, protegiendo el filtro seco posterior y el lecho cerámico RTO del bloqueo rápido que destruye cualquier sistema de tratamiento no diseñado para el desafío específico del alquitrán de la peletización de plástico.
Captador de ionización
Pretratamiento del alquitrán
Casa de tres habitaciones con alquiler vacacional
Plástico reciclado
01 — Antecedentes de la industria
Peletización de plástico: El problema de la incrustación de alquitrán que inutiliza los sistemas RTO estándar en cuestión de semanas.
La industria mundial del plástico genera enormes cantidades de residuos plásticos. El precio de la materia prima de plástico virgen oscila entre 8.000 y 10.000 RMB/tonelada, mientras que los gránulos de plástico reciclado cuestan tan solo entre 3.500 y 6.300 RMB/tonelada, lo que supone un importante incentivo económico para el reciclaje. Una sola fábrica mediana de extrusión de film consume más de 1.000 t/año de gránulos de polietileno reciclado; una fábrica mediana de fabricación de bolsas de punto consume más de 2.000 t/año de gránulos de polipropileno reciclado. El amplio y creciente sector de los gránulos de plástico reciclado cumple una función de economía circular de alto valor: utilizar los residuos de film, bolsas y envases como materia prima para su granulación en gránulos reciclados de nueva calidad.
El proceso de peletización de plástico genera humos que son fundamentalmente diferentes de cualquier otra aplicación industrial de COV en esta colección. Cuando los plásticos de desecho (polietileno, polipropileno, PVC y mezclas de polímeros) se recalientan a 200–300 °C para la extrusión por fusión y la granulación, la degradación térmica del material polimérico genera:
- Alquitrán/aceite de coque: el desafío fundamental: Compuestos orgánicos de alta viscosidad y alto punto de ebullición, condensados a partir de la pirólisis de cadenas poliméricas. El alquitrán es pegajoso, adhesivo y extremadamente difícil de eliminar una vez depositado en cualquier superficie. En los lechos cerámicos de almacenamiento de calor RTO estándar, los depósitos de alquitrán estrechan progresivamente los canales cerámicos en cuestión de días o semanas de funcionamiento, lo que provoca un aumento drástico de la caída de presión y la falla total del sistema. Este no es un problema menor de mantenimiento, sino un desafío fundamental de la ciencia de los materiales que hace que los sistemas RTO estándar no sean adecuados para la peletización de plástico sin un pretratamiento específico para la eliminación del alquitrán.
- Mezcla diversa de COV orgánicos: Las especies orgánicas específicas dependen del tipo de polímero: el polietileno y el polipropileno producen productos de pirólisis de alquenos y alcanos; el PVC produce estireno, cloruro de vinilo y HCl; las mezclas de polímeros producen todos estos compuestos simultáneamente. El resumen de la experiencia indica que el contenido de PVC en la entrada de residuos plásticos mixtos produce HCl (clasificado como HCl-100 a 100 mg/Nm³ en esta instalación), lo que genera condiciones corrosivas en todo el sistema de recolección y requiere materiales resistentes a la corrosión.
- Compuestos odoríferos: La peletización de plástico produce aldehídos, cetonas y otros compuestos odoríferos que generan quejas de los residentes cercanos. El problema del olor se identifica explícitamente como un factor clave para el control de emisiones en las plantas de peletización de plástico: sin control, el olor afecta la calidad del aire local y provoca quejas regulatorias incluso cuando las concentraciones de NMHC se encuentran dentro de los límites permitidos.
- Alta humedad (80%) con vapor de agua y aerosoles orgánicos: El proceso se lleva a cabo a temperaturas elevadas y con una humedad considerable, generando una corriente de gas que contiene simultáneamente vapor de agua y aerosoles orgánicos. La etapa de lavado y enfriamiento por pulverización reduce tanto la temperatura como la humedad antes de la etapa de ionización.
La empresa objeto de este estudio de caso es un fabricante de gránulos de plástico reciclado con 6 extrusoras y 6 granuladoras, divididas en 3 grupos de tratamiento de 4 máquinas cada uno. El volumen total de gases de escape de diseño de todos los equipos de producción es de 40 000 m³/h. El equipo existente (lavado por aspersión + colector de ionización únicamente) no cumplía con los requisitos del permiso; este proyecto añade la etapa de tratamiento profundo del RTO para que las emisiones cumplan con la normativa, mientras que el pretratamiento con colector de ionización existente constituye una protección esencial para el RTO.

02 — Perfil de contaminación
Gases residuales de la peletización de plástico: 1000 mg/Nm³ de NMHC, HCl-100 corrosivo, 80% de humedad y carga de alquitrán dominante.
El gas de escape combinado tiene un volumen estándar de 40 000 Nm³/h; volumen del proceso 45 860 Nm³/h a 40 °C. Potencia del ventilador: 110 kW; presión del ventilador: 4500 Pa; diámetro del conducto: φ1000 mm. Contenido de O₂: 21% real/de referencia. Humedad: 80% — el valor más alto de todos los casos de estudio de esta colección. La humedad del 80% refleja el vapor combinado de la extrusión de plástico fundido caliente y el agua de enfriamiento. El componente corrosivo crítico es el HCl a 100 mg/Nm³ (clasificación HCl-100), generado por el contenido de PVC en la materia prima de residuos plásticos mixtos.
No se incluyen compuestos aromáticos de la serie del benceno como componentes principales, aunque en los datos de cumplimiento se especifican límites de salida para el benceno y el tolueno, lo que refleja cantidades traza provenientes de los productos de pirólisis del PVC. El principal desafío del tratamiento no reside en la química de los COV (que, aparte de la corrosividad del HCl, son productos de pirólisis de hidrocarburos relativamente sencillos), sino en la carga física de alquitrán. El contenido de alquitrán es elevado, la viscosidad es extrema y la tendencia a depositarse en todas las superficies posteriores a la extrusora constituye la principal limitación de diseño.
| Parámetro | Concentración inicial | Salida real | Límite de la UE para artefactos explosivos improvisados (IED) / NER |
|---|---|---|---|
| NMHC (compuestos orgánicos volátiles totales) | 1.000 mg/Nm³ | 8 mg/Nm³ | IED ≤60 mg/Nm³ |
| Benceno | Trazas (procedentes de la pirólisis del PVC) | 1 mg/Nm³ | IED ≤2 mg/Nm³ |
| Tolueno | Rastro | 2 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xileno | Rastro | 8 mg/Nm³ | IED ≤10 mg/Nm³ |
| HCl (corrosivo) | 100 mg/Nm³ (HCl-100) | Eliminado mediante lavado con chorro a presión. | INFORME SOBRE ARTE IMPROVISADO |
| Contenido de alquitrán | ALTA (pegajosa y viscosa; bloquea todos los equipos) | Eliminado mediante captador de ionización | — |
| Humedad | 80% (muy alto) | Reducido por enfriamiento por pulverización | — |
| Volumen de gas estándar | 40.000 Nm³/h | — | — |
| Volumen de gas de proceso | 45.860 Nm³/h a 40 °C | — | — |
El problema de la incrustación de alquitrán es el principal desafío de ingeniería: El resumen de la experiencia indica explícitamente: “El alquitrán generado en el proceso de peletización de plástico, debido a su alta viscosidad y concentración, se deposita con extrema facilidad en equipos y tuberías, provocando obstrucciones e impidiendo el flujo de gas, lo que afecta gravemente la purificación posterior. Si el pretratamiento no elimina eficazmente el alquitrán, los equipos de RTO y las unidades de tratamiento fino posteriores se contaminarán y dañarán rápidamente, causando fallas en el sistema, con los consiguientes costos de mantenimiento y pérdidas por paradas de producción”. Cualquier ingeniero que diseñe un sistema de tratamiento de COV para peletización de plástico y que no considere la eliminación del alquitrán como el objetivo principal del pretratamiento, está diseñando un sistema que fallará en cuestión de semanas.
03 — Tecnología de captura de ionización
Cómo la ionización de alto voltaje captura el alquitrán pegajoso de forma continua sin obstrucciones: la innovación clave para el tratamiento de COV en la peletización de plásticos.
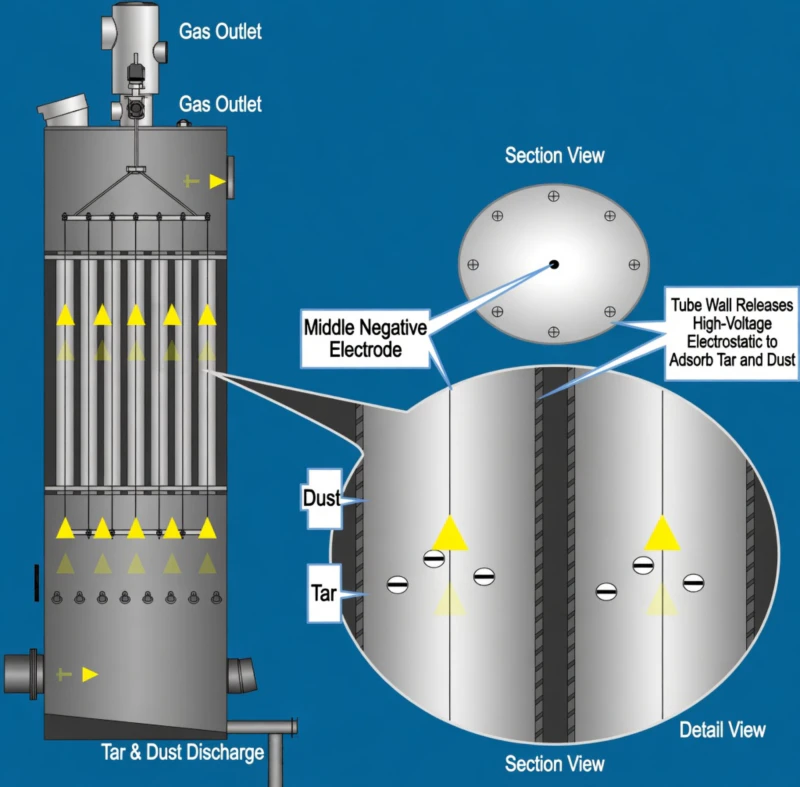
El colector de ionización (Ionization Catcher) es un dispositivo de precipitación electrostática diseñado específicamente para la recolección de alquitrán de alta viscosidad y alta concentración en el tratamiento de humos de peletización de plásticos. Funciona según el principio electrostático fundamental: se mantiene un campo eléctrico de CC de alto voltaje entre electrodos de alambre delgado (electrodos de descarga o alambres de corona) y paredes o placas de tubos metálicos conectados a tierra (electrodos de recolección). Cuando el gas de humo pasa a través de este campo, el alto voltaje crea una descarga de corona que ioniza las moléculas de gas cerca del alambre de descarga, generando un plasma de iones y electrones libres. Estos iones se adhieren a las gotas de alquitrán y partículas de aerosol en la corriente de gas, confiriéndoles una carga eléctrica. Las partículas de alquitrán cargadas son atraídas por el campo eléctrico hacia el electrodo de recolección conectado a tierra (la pared del tubo o placa metálica), donde se depositan por efecto electrostático.
A medida que se acumulan depósitos de alquitrán en la superficie del electrodo colector y alcanzan un espesor mayor que su fuerza de adhesión, la gravedad provoca que fluyan continuamente hacia abajo (ya que el alquitrán es un líquido viscoso, a diferencia del polvo seco que permanece adherido). El alquitrán drena desde la superficie del electrodo colector hasta el fondo del recipiente del colector de ionización y se descarga a través de válvulas de drenaje automáticas, separándose así del flujo de gas limpio. El gas purificado sale por la parte superior del colector de ionización y pasa a la etapa de filtrado en seco.
El colector de ionización tiene tres configuraciones estructurales (círculos concéntricos, haz de tubos y panal), todas operando bajo el mismo principio de recolección electrostática pero con diferentes geometrías de electrodos adaptadas a diferentes volúmenes de gas y requisitos de carga de alquitrán. Los grupos de componentes clave son: (1) la placa de sedimentos/electrodo de recolección; (2) el electrodo de descarga (cable corona); (3) la zona de campo eléctrico; (4) la caja de aislamiento y la caja eléctrica de alta tensión; (5) el sistema de gas y el sistema de lavado. El sistema eléctrico consta de: un gabinete de control de CC de alta tensión, un rectificador electrostático de alta tensión (que convierte CA en CC de alta tensión) y el sistema de electrodos.
Por qué el sistema de captura por ionización es la tecnología adecuada para el alquitrán de peletización de plástico
Ventajas del captador de ionización
- Drenaje automático continuo: el alquitrán fluye por gravedad; no se necesita retrolavado ni chorro pulsante.
- Soporta cargas de alquitrán muy elevadas sin obstruirse (a diferencia de los filtros de tela, que se obstruirían inmediatamente).
- Elimina simultáneamente tanto el aerosol de alquitrán como las partículas finas.
- Baja caída de presión (<500 Pa) en comparación con los filtros secos cargados.
- Elimina los compuestos que causan olores mediante la química de descarga de corona.
¿Por qué fracasan otras tecnologías?
- Filtro de bolsa de tela: El alquitrán obstruye inmediatamente los poros; el efecto es irreversible tras el primer contacto.
- Filtro seco (solo): Carga rápida; reemplazo muy frecuente; alto costo de mantenimiento.
- Fregador húmedo (solo): insuficiente para la destrucción de COV; genera aguas residuales contaminadas.
- RTO directo (sin pretratamiento): Bloques de cama de cerámica en cuestión de semanas; fallo total del sistema
04 — Solución de tratamiento
Cadena de cuatro etapas: Lavado por aspersión → Captador de ionización → Filtro seco → RTO de tres lechos
El sistema de tratamiento se divide en un sistema de pretratamiento (lavado por aspersión + colector de ionización) y un sistema de tratamiento profundo (filtro seco + RTO de tres lechos). El pretratamiento elimina el alquitrán, enfría el gas y reduce la humedad; el tratamiento profundo proporciona una destrucción de COV superior al 991 TP3T. La filosofía de diseño identifica explícitamente el pretratamiento como la "vanguardia y base" de todo el sistema: si el pretratamiento no elimina adecuadamente el alquitrán, el sistema de tratamiento profundo quedará inutilizado.
Etapa 1: Lavado por pulverización y enfriamiento: reducción de temperatura y condensación inicial del alquitrán.
Los humos calientes de cada grupo de extrusoras/granuladoras se recogen y pasan por una etapa de lavado y enfriamiento por aspersión. La aspersión de agua reduce la temperatura del gas desde la temperatura de proceso (hasta 200 °C) a aproximadamente 40-60 °C. Este enfriamiento rápido provoca la condensación de los compuestos de alquitrán de mayor punto de ebullición, pasando de la fase gaseosa a gotas líquidas, un paso crítico, ya que solo el alquitrán en fase líquida puede ser recogido por el colector de ionización; el vapor de alquitrán en fase gaseosa a temperatura elevada pasa directamente a través del sistema. El lavado por aspersión también absorbe HCl (clasificado como HCl-100), reduciendo la carga ácida antes del colector de ionización y el RTO. La etapa de lavado por aspersión reduce la humedad desde el valor de proceso inicial hasta un rango manejable para el colector de ionización. El agua de aspersión contaminada (que contiene HCl disuelto, precursores de alquitrán disueltos y gotas de alquitrán en suspensión) se dirige al sistema de tratamiento de aguas residuales.
Etapa 2: Captador de ionización: Recolección electrostática continua de alquitrán
El gas enfriado entra en el colector de ionización. El campo de CC de alto voltaje (suministrado por el rectificador electrostático de alto voltaje a 66 kW) ioniza el gas en la zona de descarga de corona cerca de los electrodos de alambre, cargando las gotas de alquitrán y las partículas de aerosol de humo. Las partículas de alquitrán cargadas migran bajo la fuerza del campo eléctrico hacia los tubos/placas de electrodos de recolección conectados a tierra, donde se depositan y luego fluyen continuamente hacia abajo por gravedad hasta el drenaje en el fondo del recipiente. El colector de ionización logra una eliminación >95% del alquitrán y el aerosol de humo en una sola pasada, con el alquitrán recolectado drenando de forma continua y automática sin necesidad de detener el sistema para su limpieza. El gas purificado sale por la parte superior del colector de ionización con un contenido de alquitrán drásticamente reducido, apto para el filtro seco posterior.
Etapa 3: Filtro seco (1 activo + 1 en espera) — Eliminación de aerosoles residuales y alquitrán fino
Tras el colector de ionización, el gas aún contiene aerosoles finos de alquitrán residuales que el sistema electrostático no capturó. El filtro seco elimina estos finos residuales antes del RTO, proporcionando una protección final para el lecho cerámico de almacenamiento de calor. La instalación utiliza dos unidades de filtro seco (una activa y una de reserva, configuradas para su reemplazo en línea) para permitir la sustitución del medio filtrante sin interrumpir el proceso de tratamiento general. El filtro seco en esta aplicación tiene una vida útil más prolongada que en un sistema sin el pretratamiento del colector de ionización, ya que este ya ha eliminado la mayor parte de la carga de alquitrán.
Etapa 4: RTO de tres lechos a ≥760 °C — Destrucción profunda de COV
El gas pre-limpiado (alquitrán eliminado, humedad reducida, HCl eliminado) entra en el RTO de tres lechos. El RTO oxida los COV restantes a ≥760°C con una eficiencia de destrucción >99%. Parámetros clave: flujo de procesamiento 40,000 m³/h; entrada ≤50°C; COV >99%; térmico 95%; >760°C; residencia >1.2 s; combustor 1,200,000 kcal/h; gas en ralentí 140 m³/h; refrigeración en ralentí 72 m³/h; arranque en frío 475 m³; ΔP del sistema <3,000 Pa; peso 120 t; huella 23×5.5 m. La configuración de tres lechos utiliza control PLC con visualización de diagrama de flujo para operación no supervisada, trabajo de lecho rotatorio A/B/C con conmutación automática de válvulas.
Granulador
40.000 m³/h
Aplacar
HCl+temperatura
Receptor
Recoger alquitrán
1+1 en espera
Alquitrán fino
≥760°C
>99% VOC
8 mg de COV
99.2%
⭐ El pretratamiento es la “vanguardia” del sistema. Sin un captador de ionización, el lecho cerámico RTO fallaría en cuestión de semanas.
.webp)
Especificación del equipo
| Artículo | Especificación |
|---|---|
| Flujo de procesamiento de RTO | 40.000 m³/h; entrada ≤50 °C; ≥760 °C; >991 TP3T VOC; 23 × 5,5 m; 120 t |
| Clasificación del combustor | 1.200.000 kcal/h |
| gas natural (en reposo) | 140 m³/h; refrigeración en reposo 72 m³/h; arranque en frío 475 m³ (P: 0,03–0,06 MPa) |
| Ventilador principal RTO | 90 kW |
| Ventilador de asistencia a la combustión | 5,5 kW |
| Potencia del captador de ionización | 66 kW (220 V/380 V, 50 Hz) |
| Componentes de control | 2 kW |
| Potencia total instalada | ~163,5 kW |
| gas natural (combustor) | 120 m³/h máx. (P: 0,03–0,06 MPa) |
| Aire comprimido | máx. 12 m³ (≥0,6 MPa) |
| Costo diario de electricidad | 132 kWh × 24 h × tarifa unitaria = aprox. 2542 RMB/día |
| Costo diario del gas natural | 25 kWh equivalentes × 24 h = aprox. 1800 RMB/día |
| Coste operativo diario total | 4.342 RMB/día (funcionamiento continuo las 24 horas) |
05 — Resultados operativos
Verificado: En línea <10 mg/m³, eliminación de 99,21 TP3T, funcionamiento estable a largo plazo con pretratamiento de alquitrán.
Tras la puesta en marcha, los datos de monitorización en línea de COV muestran de forma consistente concentraciones de NMHC inferiores a 10 mg/m³ en la chimenea, cumpliendo con el requisito del permiso local de 60 mg/m³ con un amplio margen de conformidad. El sistema opera de forma continua las 24 horas del día, en consonancia con el programa de producción continua de la planta de peletización de plástico. El coste operativo diario total es de aproximadamente 4342 RMB/día (electricidad: 2542 RMB; gas natural: 1800 RMB), lo que equivale a aproximadamente 1,585 millones de RMB/año suponiendo un funcionamiento continuo durante 365 días.
El separador de ionización evita eficazmente la acumulación de alquitrán en el lecho cerámico del RTO, lo que permite un funcionamiento estable a largo plazo. Sin el separador de ionización, el RTO fallaría en cuestión de semanas. El filtro seco situado entre el separador de ionización y el RTO proporciona una capa de protección secundaria que prolonga su vida útil más allá de lo que lograría sin el separador de ionización. Los registros de datos del sistema de monitorización continua de emisiones (CEMS) en línea son accesibles a través de la plataforma de monitorización IoT, lo que permite a los operadores y a los organismos reguladores medioambientales verificar de forma remota los datos de cumplimiento.
.webp)
06 — Ventajas principales
Cinco razones por las que el sistema de captura de ionización + RTO es la arquitectura correcta para la peletización de plástico.
- ✓
El sistema de ionización es la única tecnología de pretratamiento que elimina continuamente el alquitrán pegajoso de alta concentración sin obstruirse a sí mismo: A diferencia de los filtros de tela (que se obstruyen inmediatamente con alquitrán) o los depuradores húmedos convencionales (que presentan problemas de ensuciamiento por alquitrán), el mecanismo de recolección electrostática del colector de ionización captura el alquitrán en superficies metálicas, desde donde drena continuamente por gravedad. Las superficies de los electrodos de recolección permanecen accesibles al campo eléctrico incluso cuando se forman depósitos de alquitrán, ya que estos fluyen continuamente hacia el desagüe en lugar de acumularse formando una capa que los obstruya. Este drenaje autolimpiante por gravedad resulta especialmente adecuado para la naturaleza líquida y viscosa del alquitrán de peletización de plásticos. - ✓
El enfriamiento por pulverización antes del colector de ionización es obligatorio; sin él, el vapor de alquitrán en fase gaseosa pasa a través de la etapa de ionización sin ser recogido. El colector de ionización solo puede recoger gotas de alquitrán en fase líquida y aerosoles, no vapor de alquitrán en fase gaseosa. A la temperatura de salida de la extrusora (hasta 200 °C), una fracción significativa del alquitrán aún se encuentra en fase gaseosa como vapor. El enfriamiento por pulverización reduce la temperatura del gas a aproximadamente 40-60 °C, lo que provoca que estos vapores se condensen en gotas líquidas que pueden recogerse electrostáticamente. Sin este enfriamiento, una gran parte del alquitrán pasaría por el colector de ionización como vapor y se depositaría aguas abajo en el filtro seco y el RTO, anulando por completo el propósito del sistema de pretratamiento. - ✓
El uso de materiales resistentes a la corrosión en todo el proceso es indispensable para la eliminación de gases residuales de la peletización de plásticos con contenido de PVC: El HCl-100 (100 mg/Nm³ de HCl) proveniente del PVC genera condiciones altamente corrosivas en todo el sistema de recolección y tratamiento. Las torres de lavado por aspersión, el recipiente del colector de ionización, la carcasa del filtro seco y todos los conductos deben estar construidos con materiales aptos para la exposición continua al HCl. El uso de acero al carbono estándar en cualquier superficie en contacto con el gas húmedo provocará una rápida corrosión en cuestión de meses. Además, los electrodos del colector de ionización deben estar fabricados con materiales resistentes a la corrosión por HCl (acero inoxidable 316L o aleación superior) para mantener la geometría del electrodo y la uniformidad del campo eléctrico durante su vida útil. - ✓
El filtro seco doble (1 activo + 1 de reserva) entre el colector de ionización y el RTO proporciona una capa final de protección contra el alquitrán que se puede mantener en línea: Incluso con el colector de ionización eliminando la mayor parte del alquitrán, una pequeña cantidad de aerosol residual de alquitrán fino pasa al filtro seco. El filtro seco gestiona esta carga residual e impide que llegue al lecho cerámico del RTO. La configuración de 1 filtro activo + 1 de reserva permite el reemplazo en línea del filtro (mismo principio que en el caso del betún, Caso 26) para que la saturación del medio filtrante no provoque la parada del sistema. Con el colector de ionización aguas arriba reduciendo la carga de alquitrán en >95%, la vida útil del filtro seco en este sistema es considerablemente mayor que sin el colector de ionización, medida en semanas en lugar de días. - ✓
La configuración de tres camas del RTO con control PLC automatizado y monitoreo en línea permite un funcionamiento continuo sin supervisión las 24 horas que se ajusta al programa de producción: La peletización de plástico funciona de forma continua (24/7); el sistema de tratamiento de COV debe adaptarse a este programa de producción sin requerir operarios in situ durante los turnos nocturnos. El control PLC del RTO de tres lechos, con visualización de diagrama de flujo, gestiona automáticamente la conmutación de válvulas, el control de temperatura y la respuesta a alarmas. La plataforma de monitorización en línea IoT permite la monitorización remota por parte de los operarios y proporciona el registro de datos de cumplimiento ambiental exigido por la autoridad de permisos neerlandesa. El drenaje automático de alquitrán del colector de ionización reduce aún más las intervenciones de mantenimiento necesarias durante el funcionamiento continuo.
07 — Precauciones de implementación
Lecciones críticas de ingeniería para el tratamiento de COV en la peletización de plásticos
- 🚫
Nunca instale un RTO estándar sin un pretratamiento con colector de ionización para los gases residuales de la peletización de plásticos; el lecho cerámico se bloqueará en 2 a 4 semanas y el sistema fallará por completo. Esta es la lección de ingeniería más importante que se desprende de este caso práctico. La concentración de alquitrán en los humos de la peletización de plástico es tan alta que los lechos cerámicos RTO estándar (diseñados para compuestos orgánicos volátiles (COV) de impresión, farmacéuticos o de recubrimiento, sin alquitrán) se obstruyen a los pocos días o semanas de funcionamiento. Este no es un riesgo hipotético, sino un mecanismo de fallo documentado que ha provocado la pérdida total de la inversión en numerosas plantas de peletización de plástico a nivel mundial que instalaron RTO estándar sin un pretratamiento adecuado. El pretratamiento con colector de ionización y filtro seco es obligatorio, no opcional. Cualquier presupuesto para un sistema de tratamiento de COV de peletización de plástico que no incluya el colector de ionización o un pretratamiento equivalente para la eliminación de alquitrán debe ser rechazado. - ⚠️
Es necesario controlar la composición de la materia prima (contenido de PVC en la mezcla de residuos plásticos), ya que los cambios en el contenido de PVC afectan directamente a la carga de HCl y a los parámetros de seguridad del sistema: La clasificación HCl-100 (100 mg/Nm³) se basa en el contenido de PVC en la materia prima de residuos plásticos al momento del diseño del sistema. Si la composición de la materia prima cambia (por ejemplo, si se aceptan flujos de residuos con mayor contenido de PVC), la tasa de generación de HCl aumenta proporcionalmente. Una mayor carga de HCl somete a los materiales resistentes a la corrosión del colector de ionización y del filtro seco a un mayor estrés. Si se supera la carga de HCl de diseño, es posible que el sistema no proporcione una eliminación adecuada de gases ácidos y que la unidad de tratamiento de residuos (RTO) aguas abajo experimente una corrosión acelerada. Monitoree periódicamente la composición de la materia prima y la concentración de HCl a la salida del lavado por aspersión, e implemente una política de control de materia prima que limite las entradas con alto contenido de PVC si se supera el límite de HCl de diseño. - ⚠️
Es necesario mantener regularmente la distancia entre los electrodos del colector de ionización y la fuente de alimentación de alto voltaje; la acumulación de suciedad en los electrodos reduce la eficiencia de recolección y podría causar fallas por descarga eléctrica. A pesar del diseño de autodrenaje, es posible que se acumule gradualmente una fracción de alquitrán considerable en los electrodos de descarga de hilo corona durante meses de funcionamiento, lo que reduce la densidad de corriente corona y disminuye la eficiencia de recolección electrostática. El sistema de electrodos debe inspeccionarse cada 3 a 6 meses. El rectificador electrostático de alto voltaje debe revisarse para detectar descargas (que indican problemas en la separación de los electrodos debido a la acumulación de alquitrán) mediante el registro de diagnóstico del panel de control. Cualquier reducción significativa en la corriente corona medida a un voltaje determinado indica ensuciamiento de los electrodos que requiere limpieza. - ⚠️
El problema del olor en las plantas de peletización de plástico no se soluciona completamente solo con el cumplimiento de la normativa sobre compuestos orgánicos volátiles (COV); pueden ser necesarias medidas adicionales de gestión de olores: El resumen de la experiencia identifica explícitamente el olor como un desafío independiente del cumplimiento de la normativa NMHC: “el olor es otro problema importante de los gases de escape de la peletización de plásticos; los compuestos orgánicos complejos difunden un olor penetrante que no solo afecta gravemente la calidad del aire circundante, sino que también es más probable que provoque quejas de los residentes y acciones de las autoridades ambientales”. La emisión de NMHC por debajo del límite permitido no garantiza que el olor esté por debajo del umbral, ya que algunos compuestos odoríferos (por ejemplo, ciertos compuestos de azufre y aldehídos provenientes de la degradación del PVC) son detectables en concentraciones de ppb muy por debajo del límite permitido por la normativa NMHC. Las instalaciones cercanas a zonas residenciales deberían considerar la modelización de la dispersión del olor y la medición periódica del umbral de olor en el límite del sitio, además del monitoreo de NMHC mediante CEMS.
08 — Lecciones de ingeniería
Cuatro lecciones aprendidas de este proyecto de reducción de COV en la peletización de plástico
- !
El pretratamiento no es secundario para la reducción de COV en la peletización de plásticos; es más importante que el propio RTO, porque sin un pretratamiento adecuado, el RTO no puede funcionar. La conclusión del resumen de la experiencia es inequívoca: “el pretratamiento constituye la vanguardia y el fundamento de todo el sistema de tratamiento de gases residuales, siendo la clave y el núcleo del mismo”. Este principio se aplica no solo a la peletización de plásticos, sino a cualquier aplicación de COV (compuestos orgánicos volátiles) donde los gases de escape contengan materiales que podrían ensuciar, obstruir, corroer o dañar el sistema de tratamiento primario. La inversión en pretratamiento nunca es en vano; determina directamente la fiabilidad a largo plazo del sistema en su conjunto. - 2
El colector de ionización representa una categoría tecnológica distinta de la familia RTO (un colector de alquitrán electrostático de alto voltaje) que no es necesario en ningún otro caso de esta colección, excepto en aplicaciones de peletización de plástico y, potencialmente, en la industria del coquización. Los 29 estudios de caso previos de esta colección utilizaron tecnologías de pretratamiento basadas en absorción química (lavado alcalino, lavado con agua), filtración física (filtros secos, zeolita) o concentración (rotor de zeolita). El colector de ionización emplea un mecanismo fundamentalmente diferente: la carga electrostática y la recolección de partículas de aerosol y líquido. Este mecanismo solo es necesario cuando el desafío del pretratamiento radica en la presencia de aerosoles líquidos viscosos de alta concentración que no pueden eliminarse mediante los otros mecanismos. El alquitrán de peletización de plásticos es único en este sentido entre las aplicaciones industriales de COV analizadas. - 3
Tras comparar los 30 estudios de caso, la principal conclusión es que la selección de la tecnología siempre debe estar determinada por las características físicas y químicas específicas del flujo de gas, y no por el coste o la familiaridad con la misma. Los 30 estudios de caso abarcan: adsorción con resina (Caso 24, disolventes fluorados), RCO (Caso 27, zona a prueba de explosiones), combustión catalítica de CO (Caso 28, concentración muy baja), RTO anti-obstrucción (Caso 29, sal de amonio), captador de ionización + RTO (Caso 30, alquitrán), zeolita + RTO (Casos 25 y 28) y múltiples cadenas de lavado farmacéutico (Casos 22 y 29). La selección de cada tecnología está determinada por una o más características específicas del flujo de gas que hacen que el enfoque estándar (RTO directo) sea imposible, antieconómico o poco fiable. La primera pregunta correcta en cualquier proyecto de reducción de COV es: "¿Qué tiene de especial este flujo de gas y qué implica esto para la arquitectura del pretratamiento?". - 4
Con un coste de 4.342 RMB/día (aproximadamente 1,58 millones de RMB/año) para 40.000 m³/h y una eliminación de COV del 99,21 TP3T, esta instalación de peletización de plástico demuestra que los sistemas de pretratamiento complejos aumentan el coste de capital, pero no necesariamente los costes operativos. El costo operativo diario de 4342 RMB refleja el funcionamiento continuo las 24 horas, incluyendo la potencia del colector de ionización de 66 kW. El costo operativo anual, de aproximadamente 1,58 millones de RMB, es superior al del caso del betún (149 000 RMB/año), pero comparable al de otras instalaciones de alta complejidad incluidas en este conjunto. El costo adicional de capital del pretratamiento del colector de ionización y del sistema de lavado por aspersión se recupera mediante la eliminación de los ciclos de reemplazo del lecho cerámico del RTO, que de otro modo se producirían cada 2 a 4 semanas sin pretratamiento.
09 — Resumen de tecnología de casos cruzados
Los 30 casos: La característica del flujo de gas que determina la selección de cada tecnología.
Este es el caso 30 de 30 en esta colección de estudios de caso. En los 30 casos, la selección de tecnología siempre está determinada por una o más características específicas del flujo de gas que hacen que el enfoque estándar de RTO directo sea subóptimo, antieconómico o imposible. La tabla a continuación resume el factor clave y la selección de tecnología para cada categoría de caso.
| Desafío del flujo de gas | Casos | Respuesta tecnológica |
|---|---|---|
| Disolventes fluorados (HF en combustión) | 24 | Adsorción con resina + desorción con vapor + recuperación (sin RTO) |
| Zona a prueba de explosiones (sin llamas abiertas) | 27 | Oxidación catalítica de RCO a 300 °C (sin llama) |
| Concentración muy baja (<200 mg/Nm³) | 28 | Rotor de zeolita + combustión catalítica de CO (concentración 20:1) |
| Gran volumen, baja concentración | 25, 28 | Rotor de zeolita + RTO o CO (concentración 40:1 o 20:1) |
| Partículas pegajosas que obstruyen lechos cerámicos | 26 | Filtro seco de doble serie (1+1 en espera, intercambio en línea) |
| Depósito de sales de amonio en RTO | 29 | Capa inferior cerámica modular antiobstrucción con descarga en línea |
| La acumulación de alquitrán está bloqueando todos los equipos. | 30 | Extintor de pulverización + captador de ionización + filtro seco + RTO |
| HCl procedente de disolventes clorados tras RTO | 22, 29 | Lavado cáustico posterior al RTO (depurador de NaOH) |
| H₂S antes de RTO (riesgo de generación de SO₂) | 23 | Lavado alcalino previo al RTO (eliminar el H₂S antes de la combustión) |
| Variabilidad del LEL (concentración explosiva) | 23, 26 | Monitorización de LEL + dilución con aire fresco + derivación de emergencia |
10 — Preguntas frecuentes
Sistema de ionización para peletización de plástico + RTO: Ocho preguntas respondidas
¿Problemas de incrustaciones de alquitrán en la peletización de plástico? El sistema de captura por ionización + RTO es la solución.
Explore soluciones de captura de ionización, pretratamiento y RTO para compuestos orgánicos volátiles (COV) en la industria del plástico.
Desde el lavado por pulverización + el colector de ionización + las cadenas de pretratamiento de filtro seco para los gases de escape de la peletización de plástico cargados de alquitrán hasta Sistemas de tratamiento profundo RTO de tres camasNuestro equipo de ingeniería diseña soluciones completas para la reducción de COV (compuestos orgánicos volátiles) para las aplicaciones más exigentes de procesamiento y reciclaje de polímeros.





















