Étude de cas · Réduction des COV
Comment un fabricant de granulés de plastique recyclé a réussi à éliminer 99,21 % de COV (TP3T) de 40 000 m³/h de fumées d’extrudeuse et de granulation contenant d’énormes quantités de goudron visqueux et collant, de fumées organiques et d’HCl — en déployant une chaîne de prétraitement en quatre étapes construite autour d’un capteur d’ionisation haute tension qui collecte et draine le goudron en continu, protégeant ainsi le filtre sec en aval et le lit de céramique RTO du blocage rapide qui détruit tout système de traitement non conçu pour le défi spécifique du goudron issu de la granulation du plastique.
Piège à ionisation
Prétraitement au goudron
RTO à trois chambres
Plastique recyclé
01 — Contexte industriel
Granulation du plastique : le problème d’encrassement par le goudron qui met hors service les systèmes RTO standard en quelques semaines
L'industrie mondiale du plastique génère d'énormes quantités de déchets plastiques. Le prix des matières premières plastiques vierges se situe entre 8 000 et 10 000 RMB/tonne, tandis que celui des granulés de plastique recyclé n'excède pas 3 500 à 6 300 RMB/tonne, ce qui constitue une incitation économique majeure au recyclage. Une usine de soufflage de film de taille moyenne consomme plus de 1 000 tonnes par an de granulés de polyéthylène recyclé ; une usine de tricotage de sacs de taille moyenne consomme plus de 2 000 tonnes par an de granulés de polypropylène recyclé. Le secteur important et en pleine croissance des granulés de plastique recyclé remplit une fonction essentielle de l'économie circulaire : il utilise les films, sacs et emballages usagés comme matière première pour la granulation en granulés recyclés de nouvelle qualité.
Le procédé de granulation du plastique génère des fumées fondamentalement différentes de celles émises par d'autres applications industrielles de COV présentées ici. Lorsque des déchets plastiques (polyéthylène, polypropylène, PVC et mélanges de polymères) sont réchauffés à 200–300 °C pour l'extrusion à l'état fondu et la granulation, la dégradation thermique du polymère génère :
- Goudron/coke-pétrole — le défi déterminant : Les goudrons sont des composés organiques à haute viscosité et à point d'ébullition élevé, issus de la pyrolyse des chaînes polymères. Collants et adhésifs, ils sont extrêmement difficiles à éliminer une fois déposés sur une surface. Dans les lits de stockage thermique céramiques RTO classiques, les dépôts de goudron rétrécissent progressivement les canaux en céramique en quelques jours ou semaines de fonctionnement, entraînant une chute de pression importante et une panne totale du système. Il ne s'agit pas d'un simple problème de maintenance, mais d'un défi fondamental en science des matériaux qui rend les systèmes RTO standards inadaptés à la granulation de plastique sans un prétraitement spécifique pour l'élimination du goudron.
- Mélange diversifié de COV organiques : Les espèces organiques spécifiques dépendent du type de polymère : le polyéthylène et le polypropylène produisent des alcènes et des alcanes par pyrolyse ; le PVC produit du styrène, du chlorure de vinyle et du chlorure d’hydrogène (HCl) ; les flux de polymères mixtes produisent simultanément tous ces composés. Le compte rendu d’expérience indique que la présence de PVC dans les déchets plastiques mélangés génère du chlorure d’hydrogène (classé HCl-100 à 100 mg/Nm³ dans cette installation), créant ainsi des conditions corrosives dans l’ensemble du système de collecte et nécessitant l’utilisation de matériaux résistants à la corrosion.
- Composés odorants : La granulation du plastique produit des aldéhydes, des cétones et d'autres composés odorants qui suscitent des plaintes de la part des riverains. Ce problème d'odeurs est explicitement identifié comme un facteur déterminant pour la maîtrise des émissions des usines de granulation de plastique : sans contrôle, les odeurs affectent la qualité de l'air local et entraînent des plaintes auprès des autorités compétentes, même lorsque les concentrations de NMHC respectent les limites autorisées.
- Humidité élevée (80%) avec vapeur d'eau et aérosols organiques : Le procédé fonctionne à haute température et en présence d'une forte humidité, produisant un flux gazeux contenant simultanément de la vapeur d'eau et des aérosols organiques. L'étape de refroidissement par pulvérisation permet de réduire la température et l'humidité avant l'étape d'ionisation.
L'entreprise étudiée dans cette étude de cas est un fabricant de granulés de plastique recyclé équipé de 6 extrudeuses et 6 granulateurs, répartis en 3 groupes de traitement de 4 machines chacun. Le volume total de gaz résiduels de l'ensemble des équipements de production est de 40 000 m³/h. L'équipement existant (lavage par pulvérisation et capture par ionisation uniquement) ne permettait pas de satisfaire aux exigences réglementaires ; ce projet ajoute une étape de traitement en profondeur par RTO afin de rendre les émissions conformes, tandis que le prétraitement par capture par ionisation existant assure une protection essentielle pour le RTO.

02 — Profil de pollution
Émissions gazeuses issues de la granulation de plastique : 1 000 mg/Nm³ de NMHC, HCl-100 corrosif, 80% d’humidité et charge de goudron dominante
Le débit standard des gaz d'échappement est de 40 000 Nm³/h ; le débit de procédé est de 45 860 Nm³/h à 40 °C. Puissance du ventilateur : 110 kW ; pression du ventilateur : 4 500 Pa ; diamètre de la gaine : φ1 000 mm. Teneur en O₂ : 21% (valeur réelle/de référence). Humidité : 80% — la valeur la plus élevée de toutes les études de cas de cette collection. L'humidité du 80% reflète la combinaison de la vapeur issue de l'extrusion du plastique fondu chaud et de l'eau de refroidissement. Le principal composant corrosif est l'acide chlorhydrique (HCl) à 100 mg/Nm³ (classification HCl-100), provenant de la teneur en PVC des déchets plastiques mélangés utilisés comme matière première.
Aucun composé aromatique de la série du benzène n'est répertorié comme composant principal, bien que les limites de rejet de benzène et de toluène soient spécifiées dans les données de conformité, reflétant des traces issues de la pyrolyse du PVC. Le principal défi du traitement ne réside pas dans la chimie des COV (qui, hormis la corrosivité de l'HCl, sont des produits de pyrolyse d'hydrocarbures relativement simples), mais dans l'accumulation physique de goudron. La teneur en goudron est élevée, la viscosité est extrême et la tendance au dépôt sur toutes les surfaces en aval de l'extrudeuse constitue la contrainte de conception primordiale.
| Paramètre | Concentration initiale | Magasin d'usine | Limite UE IED / NER |
|---|---|---|---|
| NMHC (COV totaux) | 1 000 mg/Nm³ | 8 mg/Nm³ | IED ≤ 60 mg/Nm³ |
| Benzène | Traces (issues de la pyrolyse du PVC) | 1 mg/Nm³ | IED ≤2 mg/Nm³ |
| Toluène | Tracer | 2 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xylène | Tracer | 8 mg/Nm³ | IED ≤10 mg/Nm³ |
| HCl (corrosif) | 100 mg/Nm³ (HCl-100) | Éliminé par lavage au jet | BREF IED |
| teneur en goudron | ÉLEVÉ (collant et visqueux ; bloque tout équipement) | Éliminé par un piège à ionisation | — |
| Humidité | 80% (très élevé) | Réduction par trempe par pulvérisation | — |
| Volume de gaz standard | 40 000 Nm³/h | — | — |
| Volume de gaz de procédé | 45 860 Nm³/h à 40 °C | — | — |
Le problème de l'encrassement par le goudron constitue le principal défi d'ingénierie : Le résumé de l'expérience indique clairement : « Le goudron généré lors du processus de granulation du plastique, en raison de sa viscosité et de sa concentration élevées, se dépose extrêmement facilement à l'intérieur des équipements et des canalisations, provoquant des obstructions et entravant le flux de gaz, ce qui affecte gravement la purification en aval. Si le prétraitement n'élimine pas efficacement le goudron, les équipements RTO et les unités de traitement fin en aval seront rapidement contaminés et endommagés, entraînant des pannes de système, des coûts de maintenance et des pertes dues à l'arrêt de la production. » Tout ingénieur concevant un système de traitement des COV pour la granulation du plastique qui ne fait pas de l'élimination du goudron l'objectif principal du prétraitement conçoit un système voué à la panne en quelques semaines.
03 — Technologie de capture par ionisation
Comment l'ionisation à haute tension capture le goudron collant en continu sans colmatage — L'innovation clé du traitement des COV par granulation de plastique
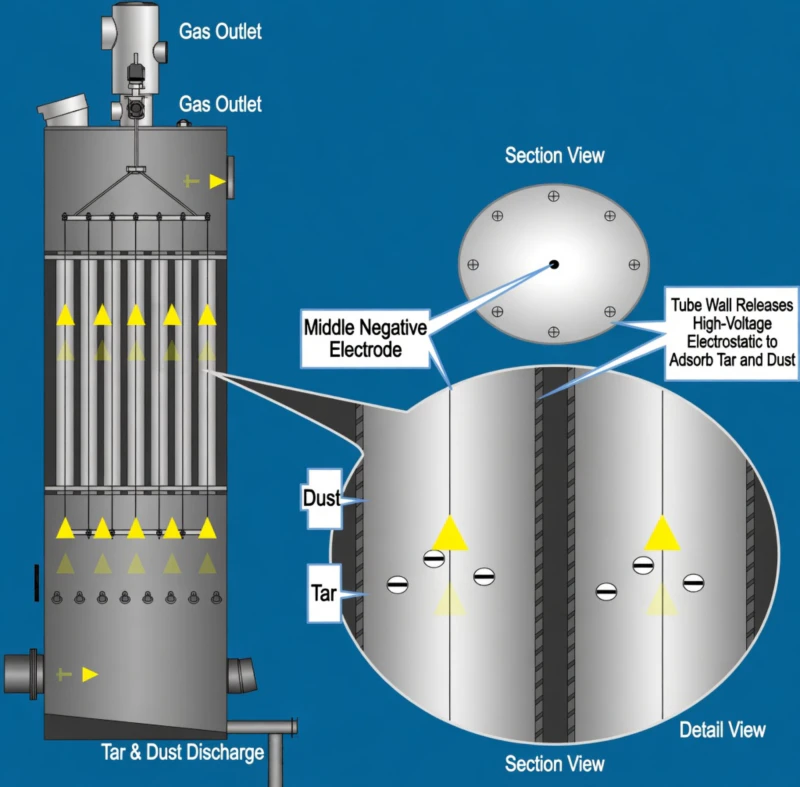
Le dépoussiéreur à ionisation est un dispositif de précipitation électrostatique conçu spécifiquement pour la collecte des goudrons à haute viscosité et à forte concentration lors du traitement des fumées de granulation de plastique. Son fonctionnement repose sur le principe électrostatique fondamental : un champ électrique continu à haute tension est maintenu entre de fines électrodes (électrodes de décharge ou électrodes corona) et les parois ou plaques métalliques mises à la terre (électrodes de collecte). Lorsque les gaz de combustion traversent ce champ, la haute tension crée une décharge corona qui ionise les molécules de gaz à proximité de l'électrode de décharge, générant un plasma d'ions et d'électrons libres. Ces ions se fixent aux gouttelettes de goudron et aux particules d'aérosol présentes dans le flux gazeux, leur conférant une charge électrique. Les particules de goudron chargées sont alors attirées par le champ électrique vers l'électrode de collecte mise à la terre (paroi métallique du tube ou de la plaque), où elles se déposent sous l'effet de la force électrostatique.
Lorsque des dépôts de goudron s'accumulent sur la surface de l'électrode de collecte et atteignent une épaisseur supérieure à leur force d'adhérence, la gravité les entraîne en continu vers le bas (le goudron étant un liquide visqueux, contrairement à la poussière sèche qui reste adhérente). Le goudron s'écoule de la surface de l'électrode de collecte vers le fond du récipient de capture des ions et est évacué par des vannes de purge automatiques, le séparant ainsi du flux de gaz purifié. Ce dernier sort par le haut du récipient de capture des ions et se dirige vers l'étape de filtration sèche.
Le capteur d'ionisation présente trois configurations structurelles (cercles concentriques, faisceau tubulaire et nid d'abeilles), fonctionnant toutes selon le même principe de collecte électrostatique mais avec des géométries d'électrodes différentes, adaptées aux différents volumes de gaz et aux exigences de charge en goudron. Les principaux groupes de composants sont : (1) la plaque de sédimentation/électrode de collecte ; (2) l'électrode de décharge (fil corona) ; (3) la zone de champ électrique ; (4) le boîtier d'isolation et le boîtier électrique haute tension ; (5) le système de gaz et le système de lavage. Le système électrique comprend : une armoire de commande haute tension CC, un redresseur électrostatique haute tension (convertissant le courant alternatif en courant continu haute tension) et le système d'électrodes.
Pourquoi le piège à ionisation est la technologie idéale pour le granulage du goudron plastique
Avantages des pièges à ionisation
- Auto-vidange continue : le goudron s'écoule par gravité ; aucun rinçage à contre-courant ni jet d'eau pulsé n'est nécessaire.
- Supporte des charges de goudron très élevées sans se boucher (contrairement aux filtres en tissu qui se boucheraient immédiatement).
- Élimine simultanément les aérosols de goudron et les particules fines.
- Faible perte de charge (< 500 Pa) par rapport aux filtres secs chargés
- Élimine les composés odorants grâce à la chimie de décharge corona
Pourquoi les autres technologies échouent
- Filtre à sac en tissu : Le goudron obstrue immédiatement les pores ; c'est irréversible après le premier contact.
- Filtre sec (seul) : Chargement rapide ; remplacement très fréquent ; coût d’entretien élevé
- Épurateur à eau (seul) : Insuffisant pour la destruction des COV ; génère des eaux usées contaminées
- RTO direct (sans prétraitement) : Blocs de lit en céramique en quelques semaines ; défaillance totale du système
04 — Solution de traitement
Chaîne à quatre étapes : Lavage par pulvérisation → Capture par ionisation → Filtre à sec → RTO à trois lits
Le système de traitement se compose d'un prétraitement (lavage par pulvérisation + capture par ionisation) et d'un traitement en profondeur (filtre à sec + séparateur à trois lits). Le prétraitement élimine le goudron, refroidit le gaz et réduit l'humidité ; le traitement en profondeur assure la destruction de plus de 991 % des COV. La conception du système repose sur le principe fondamental du prétraitement : si celui-ci ne parvient pas à éliminer correctement le goudron, le traitement en profondeur sera inopérant.
Étape 1 : Refroidissement par lavage à l’eau pulvérisée — Réduction de la température et condensation initiale du goudron
Les fumées chaudes de chaque groupe d'extrudeuses/granulateurs sont d'abord collectées puis refroidies par pulvérisation d'eau. Cette pulvérisation abaisse la température des gaz, initialement à haute température (jusqu'à 200 °C), à environ 40-60 °C. Ce refroidissement rapide provoque la condensation des composés de goudron à point d'ébullition élevé, de la phase gazeuse à l'état liquide. Cette étape est cruciale car seul le goudron liquide peut être collecté par le séparateur d'ions ; les vapeurs de goudron à haute température le traversent directement. Le lavage par pulvérisation absorbe également l'acide chlorhydrique (HCl-100), réduisant ainsi la charge acide avant le séparateur d'ions et l'extracteur de gaz résiduel (RTO). Cette étape permet également de réduire l'humidité, initialement à sa valeur initiale, à un niveau compatible avec le séparateur d'ions. L'eau de pulvérisation contaminée (contenant de l'HCl dissous, des précurseurs de goudron dissous et des gouttelettes de goudron en suspension) est ensuite dirigée vers le système de traitement des eaux usées.
Étape 2 : Capture par ionisation — Collecte électrostatique continue des goudrons
Le gaz refroidi pénètre dans le piège à ionisation. Le champ électrique continu haute tension (fourni par le redresseur électrostatique haute tension de 66 kW) ionise le gaz dans la zone de décharge corona, près des électrodes, chargeant ainsi les gouttelettes de goudron et les particules d'aérosol. Sous l'effet du champ électrique, les particules de goudron chargées migrent vers les tubes/plaques d'électrodes de collecte mis à la terre, où elles se déposent avant de s'écouler par gravité vers le drain situé au fond de la cuve. Le piège à ionisation atteint un taux d'élimination du goudron et des aérosols supérieur à 951 TP3T en un seul passage. Le goudron collecté est évacué en continu et automatiquement, sans qu'il soit nécessaire d'arrêter le système pour le nettoyage. Le gaz purifié sort par le haut du piège à ionisation avec une teneur en goudron considérablement réduite, ce qui le rend compatible avec le filtre sec situé en aval.
Étape 3 : Filtre à sec (1 actif + 1 en veille) — Élimination des aérosols résiduels et des fines particules de goudron
Après le piège à ionisation, le gaz contient encore des fines particules de goudron résiduelles non capturées par le système électrostatique. Le filtre sec élimine ces particules avant l'unité de stockage de chaleur (RTO), assurant ainsi une protection finale au lit de stockage de chaleur en céramique. L'installation utilise deux unités de filtration à sec (une active et une de secours, configurées pour un remplacement en ligne) afin de permettre le remplacement du média filtrant sans interrompre le processus de traitement. Dans cette application, le filtre sec a une durée de vie plus longue que dans un système sans prétraitement par piège à ionisation, car ce dernier a déjà éliminé la majeure partie du goudron.
Étape 4 : RTO à trois lits à ≥ 760 °C — Destruction profonde des COV
Le gaz pré-épuré (goudron éliminé, humidité réduite, HCl éliminé) pénètre dans l'électrolyseur à trois lits. Ce dernier oxyde les COV résiduels à une température ≥ 760 °C avec une efficacité de destruction > 99%. Paramètres clés : débit de traitement 40 000 m³/h ; température d'entrée ≤ 50 °C ; pureté COV > 99% ; efficacité thermique > 95% ; température > 760 °C ; temps de séjour > 1,2 s ; puissance calorifique du brûleur 1 200 000 kcal/h ; débit de gaz à vide 140 m³/h ; refroidissement à vide 72 m³/h ; démarrage à froid 475 m³ ; ΔP du système < 3 000 Pa ; poids 120 t ; encombrement 23 × 5,5 m. La configuration à trois lits est pilotée par automate programmable avec affichage du diagramme de flux pour un fonctionnement sans surveillance, avec une rotation des lits A/B/C et une commutation automatique des vannes.
Granulateur
40 000 m³/h
Éteindre
HCl + température
Receveur
Collecte de goudron
1+1 en veille
Goudron fin
≥760°C
>99% COV
8 mg de COV
99.2%
⭐ Le prétraitement est l’étape cruciale du système. Sans piège à ions, le lit céramique RTO serait hors service en quelques semaines.
.webp)
Spécifications de l'équipement
| Article | Spécification |
|---|---|
| Flux de traitement RTO | 40 000 m³/h ; température d’entrée ≤ 50 °C ; température d’entrée ≥ 760 °C ; teneur en COV > 99% ; 23 × 5,5 m ; 120 t |
| Puissance du brûleur | 1 200 000 kcal/h |
| Gaz naturel (ralenti) | 140 m³/h ; refroidissement au ralenti 72 m³/h ; démarrage à froid 475 m³ (P : 0,03–0,06 MPa) |
| Ventilateur principal RTO | 90 kW |
| Ventilateur d'assistance à la combustion | 5,5 kW |
| Puissance du piège à ionisation | 66 kW (220 V/380 V, 50 Hz) |
| Composants de contrôle | 2 kW |
| Puissance totale installée | ~163,5 kW |
| Gaz naturel (combusteur) | 120 m³/h max (P : 0,03–0,06 MPa) |
| Air comprimé | max 12 m³ (≥0,6 MPa) |
| coût quotidien de l'électricité | 132 kWh × 24 h × tarif unitaire = environ 2 542 RMB/jour |
| coût quotidien du gaz naturel | 25 kWh équivalent × 24 h = environ 1 800 RMB/jour |
| Coût total d'exploitation journalier | 4 342 RMB/jour (fonctionnement continu 24 heures sur 24) |
05 — Résultats opérationnels
Vérifié : En ligne <10 mg/m³, élimination de 99,21 % de TP3T, fonctionnement stable à long terme avec prétraitement du goudron
Après sa mise en service, les données de surveillance en ligne des COV indiquent systématiquement une concentration de NMHC inférieure à 10 mg/m³ à la cheminée, satisfaisant ainsi à l'exigence du permis local de 60 mg/m³ avec une large marge de conformité. Le système fonctionne 24 heures sur 24, en accord avec le cycle de production continu de l'unité de granulation de plastique. Le coût total d'exploitation journalier est d'environ 4 342 RMB (électricité : 2 542 RMB ; gaz naturel : 1 800 RMB), soit environ 1,585 million de RMB par an en supposant un fonctionnement continu 365 jours par an.
Le dispositif de capture d'ions empêche efficacement l'accumulation de goudron dans le lit céramique de l'oxyde de titane réfractaire (RTO), garantissant ainsi un fonctionnement stable et durable. Sans ce dispositif, le RTO tomberait en panne en quelques semaines. Le filtre sec placé entre le dispositif de capture d'ions et le RTO constitue une protection supplémentaire qui prolonge sa durée de vie. Les données enregistrées par le système de surveillance continue des émissions (CEMS) sont accessibles en ligne via la plateforme de surveillance IoT, permettant ainsi aux opérateurs et aux organismes de réglementation environnementale de vérifier à distance les données de conformité.
.webp)
06 — Principaux avantages
Cinq raisons pour lesquelles l'architecture « Ionization Catcher + RTO » est la solution idéale pour la granulation des plastiques
- ✓
Le dispositif d'ionisation est la seule technologie de prétraitement qui élimine en continu les goudrons collants à forte concentration sans se bloquer lui-même : Contrairement aux filtres à manches (qui se bouchent immédiatement avec le goudron) ou aux épurateurs humides classiques (qui souffrent d'encrassement par le goudron), le mécanisme de collecte électrostatique du capteur d'ionisation capture le goudron sur les surfaces métalliques d'où il s'écoule en continu par gravité. Les surfaces des électrodes de collecte restent accessibles au champ électrique même en cas de formation de dépôts de goudron, car ces dépôts s'écoulent continuellement vers le drain au lieu de s'accumuler en une couche obstruante. Ce drainage autonettoyant par gravité est particulièrement adapté à la nature liquide et visqueuse du goudron utilisé pour le granulage des plastiques. - ✓
Le rinçage par pulvérisation avant le piège à ionisation est obligatoire — sans lui, les vapeurs de goudron en phase gazeuse traversent l'étape d'ionisation sans être collectées : Le capteur d'ionisation ne peut collecter que les gouttelettes de goudron en phase liquide et les aérosols, et non les vapeurs de goudron en phase gazeuse. À la température de sortie de l'extrudeuse (jusqu'à 200 °C), une fraction importante du goudron est encore à l'état gazeux. Le refroidissement par pulvérisation abaisse la température des gaz à environ 40-60 °C, provoquant la condensation de ces vapeurs en gouttelettes liquides qui peuvent être collectées par interaction électrostatique. Sans ce refroidissement, une grande partie du goudron traverserait le capteur d'ionisation sous forme de vapeur et se déposerait en aval, dans le filtre à sec et l'extracteur de gaz résiduel (RTO), ce qui annulerait complètement l'efficacité du système de prétraitement. - ✓
L'utilisation de matériaux résistants à la corrosion est indispensable pour le traitement des gaz d'échappement des granulés de plastique contenant du PVC : L'acide chlorhydrique (HCl-100, soit 100 mg/Nm³) contenu dans le PVC crée des conditions extrêmement corrosives dans l'ensemble du système de collecte et de traitement. Les tours de lavage par pulvérisation, le séparateur d'ions, le boîtier du filtre sec et l'ensemble des conduits doivent être construits avec des matériaux adaptés à une exposition continue à l'HCl. L'utilisation d'acier au carbone standard pour toute surface en contact avec les gaz en contact avec le fluide entraînera une corrosion rapide en quelques mois. De plus, les électrodes du séparateur d'ions doivent être fabriquées avec des matériaux résistants à la corrosion par l'HCl (acier inoxydable 316L ou alliage supérieur) afin de garantir la géométrie des électrodes et l'uniformité du champ électrique pendant toute la durée de vie du système. - ✓
Double filtre sec (1 actif + 1 en veille) entre le piège à ionisation et le RTO fournit une couche de protection finale contre le goudron qui peut être maintenue en ligne : Même si le séparateur d'ions élimine la majeure partie du goudron, une fine couche d'aérosol résiduelle de goudron parvient jusqu'au filtre sec. Ce dernier traite cette charge résiduelle et l'empêche d'atteindre le lit céramique RTO. La configuration 1 actif + 1 en veille permet le remplacement du filtre en ligne (selon le même principe que pour le bitume, cas 26), évitant ainsi l'arrêt du système en cas de saturation du média filtrant. Grâce au séparateur d'ions en amont, qui réduit la charge de goudron de plus de 951 TP3T, la durée de vie du filtre sec est considérablement prolongée – de l'ordre de plusieurs semaines au lieu de quelques jours. - ✓
La configuration à trois lits du RTO avec contrôle PLC automatisé et surveillance en ligne permet un fonctionnement continu sans surveillance 24 heures sur 24, correspondant au calendrier de production : La production de granulés plastiques fonctionne en continu (24 h/24 et 7 j/7) ; le système de traitement des COV doit s'adapter à ce rythme de production sans nécessiter la présence d'opérateurs sur site pendant les quarts de nuit. Le système de contrôle par automate programmable (PLC) de l'unité de traitement des gaz résiduels (RTO) à trois lits, avec affichage de diagramme de flux, gère automatiquement la commutation des vannes, la régulation de la température et la réponse aux alarmes. La plateforme de surveillance en ligne IoT permet la surveillance à distance par les opérateurs et fournit les données de conformité environnementale requises par l'autorité néerlandaise compétente. Le système de vidange automatique du goudron du séparateur d'ions réduit encore les interventions de maintenance nécessaires en fonctionnement continu.
07 — Précautions d'implémentation
Leçons d'ingénierie essentielles pour le traitement des COV par granulation de plastique
- 🚫
N’installez jamais un RTO standard sans prétraitement par capture d’ions pour les gaz de granulation de plastique — le lit céramique se bouchera en 2 à 4 semaines et le système tombera complètement en panne : Il s'agit là de la leçon d'ingénierie la plus importante à tirer de cette étude de cas. La concentration de goudron dans les fumées de granulation de plastique est si élevée que les lits céramiques RTO standard (conçus pour l'impression, l'industrie pharmaceutique ou le traitement des COV sans goudron) se bouchent en quelques jours ou semaines de fonctionnement. Ce risque n'est pas hypothétique : c'est un mécanisme de défaillance avéré qui a entraîné la perte totale d'investissement pour de nombreuses usines de granulation de plastique à travers le monde ayant installé des RTO standard sans prétraitement adéquat. Le prétraitement par capture d'ions et filtration sèche est obligatoire. Toute offre pour un système de traitement des COV de granulation de plastique ne mentionnant pas la capture d'ions ou un prétraitement équivalent pour l'élimination du goudron doit être refusée. - ⚠️
La composition de la matière première (teneur en PVC dans les déchets plastiques mélangés entrants) doit être surveillée, car les variations de la teneur en PVC affectent directement la charge en HCl et les paramètres de sécurité du système : La classification HCl-100 (100 mg/Nm³) est basée sur la teneur en PVC des déchets plastiques utilisés lors de la conception du système. Si la composition de ces déchets change (par exemple, si des flux plus riches en PVC sont acceptés), le taux de génération de HCl augmente proportionnellement. Une charge en HCl plus élevée sollicite fortement les matériaux résistants à la corrosion du piège à ions et du filtre sec. Si la charge en HCl nominale est dépassée, le système risque de ne pas éliminer correctement les gaz acides et l'unité de traitement des oxydes de fer (RTO) en aval peut subir une corrosion accélérée. Il est donc important de surveiller régulièrement la composition des déchets et la concentration en HCl à la sortie du lavage par pulvérisation, et de mettre en œuvre une politique de contrôle des déchets limitant les apports riches en PVC si la limite de HCl nominale risque d'être dépassée. - ⚠️
L'écartement des électrodes du capteur d'ionisation et l'alimentation haute tension doivent être entretenus régulièrement — l'encrassement des électrodes réduit l'efficacité de la collecte et pourrait provoquer des défauts de décharge électrique : Malgré sa conception autonettoyante, une importante quantité de goudron peut s'accumuler progressivement sur les électrodes de décharge corona au fil au cours des mois de fonctionnement, réduisant ainsi la densité du courant corona et l'efficacité de la collecte électrostatique. Le système d'électrodes doit être inspecté tous les 3 à 6 mois. Le redresseur électrostatique haute tension doit être contrôlé afin de détecter tout phénomène d'amorçage (indiquant des problèmes d'écartement des électrodes dus à l'accumulation de goudron) via le journal de diagnostic du panneau de commande. Toute réduction significative du courant corona mesuré à une tension donnée indique un encrassement des électrodes nécessitant un nettoyage. - ⚠️
Le problème des odeurs dans les installations de granulation de plastique n'est pas entièrement résolu par la seule conformité aux normes relatives aux COV — des mesures supplémentaires de gestion des odeurs peuvent être nécessaires : Le résumé de l'expérience identifie explicitement les odeurs comme un défi distinct de la conformité aux normes relatives aux NMHC : « Les odeurs constituent un autre problème majeur lié aux gaz d'échappement de la granulation de plastique ; des composés organiques complexes diffusent une odeur âcre, affectant gravement la qualité de l'air ambiant et risquant d'entraîner des plaintes de riverains et des interventions des autorités environnementales. » Un rejet de NMHC inférieur à la limite autorisée ne garantit pas un niveau d'odeur inférieur au seuil de détection, car certains composés odorants (par exemple, certains composés soufrés et aldéhydes issus de la dégradation du PVC) sont détectables à des concentrations de l'ordre du ppb, bien inférieures à la limite autorisée par les normes relatives aux NMHC. Les installations situées à proximité de zones résidentielles devraient envisager une modélisation de la dispersion des odeurs et une mesure périodique du seuil de détection des odeurs en limite de site, en complément de la surveillance continue des NMHC par un système de surveillance continue des émissions (CEMS).
08 — Leçons tirées en ingénierie
Quatre leçons tirées de ce projet de réduction des COV par granulation de plastique
- !
Le prétraitement n'est pas périphérique pour la réduction des COV lors de la granulation du plastique — il est plus important que l'OTR lui-même, car sans prétraitement adéquat, l'OTR ne peut pas fonctionner. La conclusion de ce bilan d'expérience est sans équivoque : « le prétraitement constitue la première étape et le fondement de l'ensemble du système de traitement des gaz résiduaires ; il en est la clé et le cœur. » Ce principe s'applique non seulement à la granulation de plastique, mais aussi à toute application de COV dont les gaz d'échappement contiennent des substances susceptibles d'encrasser, de bloquer, de corroder ou d'endommager le système de traitement primaire. L'investissement dans le prétraitement est toujours rentable ; il détermine directement la fiabilité à long terme de l'ensemble du système. - 2
Le capteur d'ionisation représente une catégorie technologique distincte de la famille RTO — un collecteur de goudron électrostatique haute tension — qui n'est nécessaire dans aucun autre cas de cette collection, sauf pour la granulation de plastique et potentiellement pour les applications de l'industrie de la cokéfaction. Les 29 études de cas précédentes de ce recueil utilisaient toutes des technologies de prétraitement basées sur l'absorption chimique (lavage alcalin, lavage à l'eau), la filtration physique (filtres secs, zéolite) ou la concentration (rotor à zéolite). Le capteur à ionisation utilise un mécanisme fondamentalement différent – la charge électrostatique et la collecte des particules d'aérosol et de liquide – qui n'est nécessaire que lorsque le prétraitement porte sur des aérosols liquides visqueux à forte concentration, impossibles à éliminer par les autres mécanismes. Le goudron issu de la granulation de plastique est unique à cet égard parmi les applications industrielles de COV examinées. - 3
En comparant les 30 études de cas, la principale leçon à tirer est que le choix de la technologie doit toujours être guidé par les caractéristiques physiques et chimiques spécifiques du flux gazeux, et non par le coût ou la familiarité. Les 30 études de cas couvrent les technologies suivantes : adsorption sur résine (cas 24, solvants fluorés), RCO (cas 27, zone antidéflagrante), combustion catalytique du CO (cas 28, très faible concentration), RTO anti-colmatage (cas 29, sel d’ammonium), capture par ionisation + RTO (cas 30, goudron), zéolite + RTO (cas 25 et 28) et plusieurs chaînes d’épuration pharmaceutiques (cas 22 et 29). Le choix de chaque technologie est guidé par une ou plusieurs caractéristiques spécifiques du flux gazeux qui rendent l’approche standard (RTO direct) impossible, non rentable ou peu fiable. La première question essentielle à se poser dans tout projet de réduction des COV est : « Quelles sont les particularités de ce flux gazeux et quelles sont les implications pour l’architecture du prétraitement ? » - 4
Avec un coût de 4 342 RMB/jour (environ 1,58 million de RMB/an) pour 40 000 m³/h avec une élimination de COV de 99,2%, cette installation de granulation de plastique démontre que les systèmes de prétraitement complexes augmentent les coûts d'investissement mais pas nécessairement les coûts d'exploitation élevés. Le coût d'exploitation journalier de 4 342 RMB correspond à un fonctionnement continu 24 h/24, incluant la puissance de 66 kW du séparateur d'ions. Le coût d'exploitation annuel, d'environ 1,58 million de RMB, est supérieur à celui du bitume (149 000 RMB/an), mais comparable à celui d'autres installations complexes de ce type. Le surcoût d'investissement lié au prétraitement par séparateur d'ions et par lavage par aspersion est amorti grâce à la suppression des cycles de remplacement du lit céramique RTO, qui auraient lieu toutes les 2 à 4 semaines sans prétraitement.
09 — Résumé technologique inter-cas
Les 30 cas : La caractéristique du flux de gaz qui détermine chaque choix technologique
Il s'agit du 30e et dernier cas de cette série d'études de cas. Dans l'ensemble des 30 cas, le choix de la technologie est toujours guidé par une ou plusieurs caractéristiques spécifiques du flux de gaz qui rendent l'approche RTO directe standard sous-optimale, non rentable ou impossible. Le tableau ci-dessous récapitule le principal facteur et le choix de la technologie pour chaque catégorie de cas.
| Défi du flux de gaz | Cas | Réponse technologique |
|---|---|---|
| Solvants fluorés (HF par combustion) | 24 | Adsorption sur résine + désorption à la vapeur + récupération (sans RTO) |
| Zone antidéflagrante (interdiction de flamme nue) | 27 | Oxydation catalytique RCO à 300 °C (sans flamme) |
| Très faible concentration (<200 mg/Nm³) | 28 | Rotor zéolite + combustion catalytique de CO (concentration 20:1) |
| Grand volume, faible concentration | 25, 28 | Rotor zéolite + RTO ou CO (concentration 40:1 ou 20:1) |
| Particules collantes bloquant les lits en céramique | 26 | Filtre à sec double série (1+1 en veille, échange en ligne) |
| Dépôt de sels d'ammonium dans le RTO | 29 | Couche inférieure modulaire en céramique anti-obstruction avec chasse d'eau en ligne |
| Encrassement par le goudron bloquant tous les équipements | 30 | Système de trempe par pulvérisation + récupérateur d'ionisation + filtre sec + RTO |
| HCl provenant de solvants chlorés après RTO | 22, 29 | Lavage caustique post-RTO (nettoyeur à NaOH) |
| H₂S avant RTO (risque de génération de SO₂) | 23 | Lavage alcalin pré-RTO (élimination du H₂S avant combustion) |
| variabilité de la LIE (concentration explosive) | 23, 26 | Surveillance de la LIE + dilution à l'air frais + dérivation d'urgence |
10 — Foire aux questions
Récepteur d'ionisation pour granulation de plastique + RTO : Réponses à huit questions
Encrassement par le goudron lors de la granulation du plastique ? Un séparateur ionique associé à un RTO est la solution.
Découvrez les solutions de capture par ionisation, de prétraitement et de RTO pour les COV de l'industrie du plastique
Des chaînes de prétraitement par lavage par pulvérisation + capture par ionisation + filtration à sec pour les gaz résiduaires de granulation de plastique chargés de goudron, systèmes de traitement en profondeur RTO à trois litsNotre équipe d'ingénieurs conçoit des solutions complètes de réduction des COV pour les applications de traitement et de recyclage des polymères les plus exigeantes.





















