案例研究 · VOC减排
一家再生塑料颗粒制造商如何从 40,000 立方米/小时的挤出机和造粒烟雾中去除 99.2% 的 VOC?这些烟雾中含有大量的粘稠焦油、有机烟雾和 HCl。该制造商采用了一条以高压电离捕集器为核心的四级预处理链,该捕集器可以连续收集和排出焦油,从而保护下游的干式过滤器和 RTO 陶瓷床免受快速堵塞的影响。任何未经专门针对塑料造粒焦油挑战而设计的处理系统都会被快速堵塞。
电离捕集器
焦油预处理
三卧 RTO
再生塑料
01 — 行业背景
塑料造粒:焦油污染问题会在几周内使标准RTO系统失效
全球塑料行业产生海量的塑料废弃物。原生塑料原料价格为每吨8000至10000元人民币,而再生塑料颗粒的价格仅为每吨3500至6300元人民币——这为回收利用提供了巨大的经济动力。一家中型吹膜厂每年消耗超过1000吨再生聚乙烯颗粒;一家中型针织袋厂每年消耗超过2000吨再生聚丙烯颗粒。规模庞大且不断增长的再生塑料颗粒行业发挥着高价值的循环经济功能:将废弃薄膜、袋子和包装材料作为原料,造粒成新的再生颗粒。
塑料造粒过程产生的烟雾与本系列中任何其他工业挥发性有机化合物 (VOC) 应用产生的烟雾都截然不同。当废塑料(聚乙烯、聚丙烯、聚氯乙烯和混合聚合物)被重新加热至 200–300°C 进行熔融挤出和造粒时,聚合物材料的热降解会产生:
- 焦油/焦炭油——决定性的挑战: 聚合物链热解产生的冷凝物是高粘度、高沸点的有机化合物。焦油具有粘性,一旦沉积在任何表面,就极难去除。在标准的RTO陶瓷储热床中,焦油沉积物会在运行数天至数周内逐渐缩小陶瓷通道,导致压降急剧增加,最终造成系统完全失效。这并非小的维护问题,而是材料科学领域的一项根本性挑战,使得标准的RTO系统在没有专门的焦油去除预处理的情况下,无法用于塑料造粒。
- 多种有机挥发性有机化合物混合物: 具体的有机物种类取决于聚合物类型:聚乙烯和聚丙烯会产生烯烃和烷烃的热解产物;聚氯乙烯(PVC)会产生苯乙烯、氯乙烯和氯化氢(HCl);混合聚合物流会同时产生上述所有物质。经验总结指出,混合废塑料中的聚氯乙烯会产生氯化氢(在本装置中,浓度为100 mg/Nm³的HCl被归类为HCl-100),从而在整个收集系统中造成腐蚀性环境,因此需要使用耐腐蚀材料。
- 气味化合物: 塑料造粒过程中会产生醛类、酮类和其他具有气味的化合物,这些化合物会引起附近居民的投诉。气味问题被明确列为塑料造粒厂排放控制的关键驱动因素:如果不加以控制,即使非甲烷碳氢化合物(NMHC)浓度在许可限值范围内,气味也会影响当地空气质量并引发监管投诉。
- 高湿度(80%),含水蒸气和有机气溶胶: 该工艺在高温高湿条件下进行,产生同时含有水蒸气和有机气溶胶的气流。喷淋洗涤淬灭阶段用于降低电离阶段之前的温度和湿度。
本案例研究中的企业是一家再生塑料颗粒生产商,拥有6台挤出机和6台造粒机,分为3个处理组,每组4台设备。所有生产设备的总设计废气排放量为40,000立方米/小时。现有设备(仅采用喷淋清洗和离子捕集器)无法满足排放许可要求;本项目新增了RTO深度处理工序,使排放符合规定,而现有的离子捕集器预处理则对RTO至关重要。

02 — 污染概况
塑料造粒废气:1,000 mg/Nm³ 非甲烷碳氢化合物 (NMHC)、HCl-100 腐蚀性气体、80% 湿度气体和主要焦油负荷
混合废气的标准容积为 40,000 Nm³/h;工艺容积为 45,860 Nm³/h(40°C)。风机功率:110 kW;风机压力:4,500 Pa;风管直径:φ1,000 mm。氧气含量:21% 实际值/基准值。湿度: 80% ——本系列案例研究中湿度最高。80% 的湿度反映了热塑料熔体挤出产生的蒸汽和淬冷水的混合湿度。关键腐蚀性成分是 HCl,浓度为 100 mg/Nm³(HCl-100 分类),由混合废塑料原料中的 PVC 产生。
虽然合规数据中规定了苯和甲苯的出口限值,但并未将苯系芳烃列为主要成分,这反映了聚氯乙烯热解产物中痕量的存在。处理过程中的主要挑战并非挥发性有机化合物(VOC)的化学性质(除HCl腐蚀性外,其主要成分是相对简单的烃类热解产物),而是焦油的物理负载量。焦油含量高,粘度极高,且极易沉积在挤出机下游的所有表面上,这是设计上的主要限制因素。
| 范围 | 初始浓度 | 实际出口 | 欧盟简易爆炸装置/NER限制 |
|---|---|---|---|
| NMHC(总挥发性有机化合物) | 1,000 毫克/立方米 | 8 毫克/立方米 | IED ≤60 mg/Nm³ |
| 苯 | 痕量(来自PVC热解) | 1 毫克/立方米 | IED ≤2 mg/Nm³ |
| 甲苯 | 痕迹 | 2 毫克/立方米 | IED ≤5 mg/Nm³ |
| 二甲苯 | 痕迹 | 8 毫克/立方米 | IED ≤10 mg/Nm³ |
| 盐酸(腐蚀性) | 100 mg/Nm³ (HCl-100) | 用喷水清洗去除 | 简易爆炸装置简述 |
| 焦油含量 | 高粘度(粘稠;堵塞所有设备) | 被电离捕集器去除 | — |
| 湿度 | 80%(非常高) | 喷雾淬火减少 | — |
| 标准气体体积 | 40,000 牛米/小时 | — | — |
| 工艺气体量 | 45,860 Nm³/h(40°C) | — | — |
焦油污染问题是工程领域面临的核心挑战: 该经验总结明确指出:“塑料造粒过程中产生的焦油,由于其高粘度、高含量,极易沉积在设备和管道内壁,造成堵塞并阻碍气体流动,严重影响下游净化。如果预处理不能有效去除焦油,下游的RTO设备和精细处理单元将迅速受到污染和损坏,导致系统故障,产生维护成本和停产损失。”任何设计塑料造粒VOC处理系统的工程师,如果未将去除焦油作为主要预处理目标,那么设计出的系统将在数周内失效。
03 — 电离捕集器技术
高压电离技术如何持续捕获粘性焦油而不堵塞——塑料造粒VOC处理的核心创新
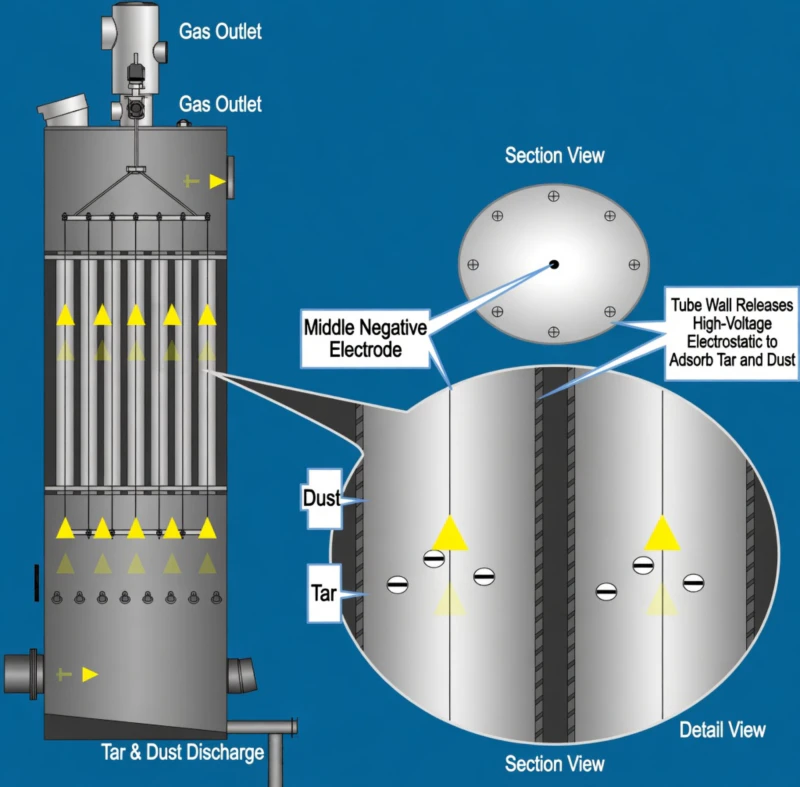
电离捕集器(Ionization Catcher)是一种静电除尘装置,专为塑料造粒烟气处理中高粘度、高浓度焦油的收集而设计。其工作原理基于静电原理:在细丝电极(放电电极或电晕丝)和接地的金属管壁或板(收集电极)之间维持高压直流电场。当烟气通过该电场时,高压会产生电晕放电,使放电丝附近的气体分子电离,形成离子和自由电子的等离子体。这些离子附着在气流中的焦油液滴和气溶胶颗粒上,使其带电。带电的焦油颗粒随后在电场的作用下被吸引到接地的收集电极(金属管壁或板壁)上,并在静电力的作用下沉积。
当焦油沉积物在收集电极表面积聚并达到超过其与表面粘附力的厚度时,重力会使焦油持续向下流动(因为焦油具有液态粘性,不像干燥的灰尘那样会粘附在表面)。焦油从收集电极表面流到电离捕集器容器底部,并通过自动排放阀排出,从而将焦油与洁净气流分离。净化后的气体从电离捕集器顶部排出,进入干式过滤器阶段。
电离捕集器有三种结构配置(同心圆式、管束式和蜂窝式),均基于相同的静电收集原理,但电极几何形状不同,以适应不同的气体量和焦油负载要求。主要组件包括:(1) 沉淀板/收集电极;(2) 放电电极(电晕丝);(3) 电场区;(4) 绝缘箱和高压电箱;(5) 气体系统和清洗系统。电气系统包括:高压直流控制柜、高压静电整流器(将交流电转换为高压直流电)和电极系统。
为什么电离捕集器是塑料造粒焦油的合适技术
电离捕集器的优势
- 持续自排水:焦油靠重力向下流动;无需反冲洗或脉冲喷射
- 即使在高焦油负荷下也不会堵塞(不像布质过滤器那样会立即堵塞)
- 可同时去除焦油气溶胶和细颗粒物
- 与负载式干式过滤器相比,压降较低(<500 Pa)。
- 利用电晕放电化学原理去除异味化合物
其他技术为何失败
- 布袋过滤器: 焦油会立即堵塞毛孔;首次接触后不可逆转。
- 干式过滤器(单独使用): 快速装载;频繁更换;维护成本高
- 湿式洗涤器(单独使用): 不足以去除挥发性有机化合物;会产生受污染的废水
- 直接 RTO(无需预处理): 几周内陶瓷床块堵塞;系统彻底失效
04 — 处理方案
四级过滤链:喷淋清洗 → 离子捕集器 → 干式过滤器 → 三床 RTO
该处理系统分为预处理系统(喷淋清洗+离子捕集器)和深度处理系统(干式过滤器+三床RTO)。预处理系统去除焦油、冷却气体并降低湿度;深度处理系统可去除超过99%的VOC。设计理念明确指出,预处理是整个系统的“先锋和基础”——如果预处理未能有效去除焦油,深度处理系统将无法正常工作。
第一阶段:喷淋冷却——温度降低和初始焦油冷凝
来自各挤出机/造粒机组的高温烟气首先被收集,并进入喷淋冷却阶段。水喷淋将气体温度从高温工艺温度(高达200℃)降低至约40-60℃。这种快速冷却使高沸点焦油化合物从气相冷凝成液滴——这是关键步骤,因为只有液相焦油才能被电离捕集器收集;高温气相焦油蒸汽会直接穿过捕集器。喷淋清洗还能吸收HCl(等级为HCl-100),从而降低进入电离捕集器和快速热氧化器(RTO)前的酸负荷。喷淋清洗阶段还将湿度从原始工艺值降低到电离捕集器可处理的范围内。受污染的喷淋水(含有溶解的HCl、溶解的焦油前体和悬浮的焦油液滴)被输送到废水处理系统。
第二阶段:电离捕集器——连续静电焦油收集
淬灭后的气体进入电离捕集器。高压直流电场(由66 kW高压静电整流器提供)在靠近电极丝的电晕放电区电离气体,使焦油液滴和烟雾气溶胶颗粒带电。带电的焦油颗粒在电场力的作用下迁移到接地的收集电极管/板,沉积后,在重力作用下持续向下流至容器底部的排水口。电离捕集器单次处理即可去除超过951TP³T的焦油和烟雾气溶胶,收集的焦油可连续自动排出,无需停机清洗。净化后的气体从电离捕集器顶部排出,焦油含量显著降低,适用于下游干式过滤器。
第三阶段:干式过滤器(1 个工作过滤器 + 1 个备用过滤器)——去除残留气溶胶和细焦油
经过电离捕集器后,气体中仍含有静电系统未能捕获的残留细焦油气溶胶。干式过滤器在RTO之前去除这些残留细颗粒,为陶瓷蓄热床提供最终保护。该装置采用两套干式过滤器(一套运行,一套备用,配置为在线更换),以便在不中断整个处理过程的情况下更换滤材。由于电离捕集器已去除大部分焦油,因此该应用中的干式过滤器比未采用电离捕集器预处理的系统具有更长的使用寿命。
第四阶段:三床RTO,温度≥760°C — VOC深度降解
预处理后的气体(去除焦油、降低湿度、去除氯化氢)进入三床式快速氧化反应器(RTO)。RTO 在 ≥760°C 的温度下氧化剩余的挥发性有机化合物(VOC),去除效率 >99%。关键参数:处理流量 40,000 m³/h;入口温度 ≤50°C;VOC 去除效率 >99%;热去除效率 95%;处理温度 >760°C;停留时间 >1.2 s;燃烧器能量 1,200,000 kcal/h;空载气体流量 140 m³/h;空载冷却流量 72 m³/h;冷启动气体流量 475 m³;系统压差 <3,000 Pa;重量 120 t;占地面积 23×5.5 m。三床式反应器采用 PLC 控制,并配备流程图显示,可实现无人值守运行,A/B/C 床轮换运行,阀门自动切换。
造粒机
40,000立方米/小时
淬火
HCl+温度
捕手
焦油收集
1+1 待机
细焦油
≥760°C
>99% VOC
8毫克挥发性有机化合物
99.2%
⭐ 预处理是该系统的“先锋”。如果没有电离捕集器,RTO陶瓷床会在几周内失效。
.webp)
设备规格
| 物品 | 规格 |
|---|---|
| RTO 处理流程 | 流量 40,000 立方米/小时;入口温度 ≤50°C;温度 ≥760°C;挥发性有机化合物 (VOC) 浓度 >99%;尺寸 23×5.5 米;吨位 120 吨 |
| 燃烧器额定功率 | 1,200,000 千卡/小时 |
| 天然气(怠速) | 140 立方米/小时;空载冷却 72 立方米/小时;冷启动 475 立方米(压力:0.03–0.06 兆帕) |
| RTO主风扇 | 90千瓦 |
| 燃烧辅助风扇 | 5.5千瓦 |
| 电离捕获功率 | 66 千瓦(220 伏/380 伏,50 赫兹) |
| 控制组件 | 2千瓦 |
| 总装机功率 | 约163.5千瓦 |
| 天然气(燃烧器) | 最大流量 120 立方米/小时(压力:0.03–0.06 兆帕) |
| 压缩空气 | 最大 12 立方米 (≥0.6 兆帕) |
| 每日电费 | 132千瓦时 × 24小时 × 单价 = 约2542元人民币/天 |
| 每日天然气成本 | 25千瓦时当量 × 24小时 = 约1800元人民币/天 |
| 每日总运营成本 | 4,342元/天(24小时连续运行) |
05 — 运营结果
已验证:在线检测限<10 mg/m³,TP3T去除率99.21%,采用焦油预处理后可稳定长期运行
调试完成后,在线VOC监测数据显示烟囱处NMHC浓度持续低于10 mg/m³,远超当地60 mg/m³的排放许可要求。该系统24小时不间断运行,与塑料造粒厂的连续生产计划相符。每日总运行成本约为4,342元人民币(电费:2,542元人民币;天然气费:1,800元人民币),按全年365天连续运行计算,年运行成本约为158.5万元人民币。
离子捕集器有效防止了RTO陶瓷床层中焦油的积聚,从而确保了其长期稳定运行。如果没有离子捕集器,RTO将在数周内失效。离子捕集器和RTO之间的干式过滤器提供了第二层保护,使其使用寿命比没有上游离子捕集器时更长。在线CEMS数据记录可通过物联网监控平台访问,方便运营商和环境监管机构远程验证合规数据。
.webp)
06 — 核心优势
离子化捕集器+RTO是塑料造粒的正确架构的五个原因
- ✓
离子化捕集器是唯一一种能够连续去除高浓度粘性焦油而不发生自身堵塞的预处理技术: 与易被焦油堵塞的布袋过滤器或存在焦油污染问题的传统湿式洗涤器不同,电离捕集器的静电收集机制可将焦油捕获在金属表面,并依靠重力持续排出。即使焦油沉积物形成,收集电极表面仍能与电场接触,因为沉积物会持续向下流入排水管,而不是积聚形成堵塞层。这种自清洁重力排水方式尤其适用于液态粘稠的塑料造粒焦油。 - ✓
在电离捕集器之前进行喷淋清洗淬火是必须的——如果没有它,气相焦油蒸汽将未经收集地通过电离阶段: 离子化捕集器只能收集液相焦油液滴和气溶胶,而不能收集气相焦油蒸汽。在挤出机原料出口温度(高达 200°C)下,相当一部分焦油仍以蒸汽形式存在于气相中。喷淋冷却可将气体温度降低至约 40–60°C,使这些蒸汽冷凝成液滴,从而可以通过静电收集。如果没有冷却,大部分焦油将以蒸汽形式穿过离子化捕集器,并沉积在下游的干式过滤器和 RTO 中,从而完全丧失预处理系统的作用。 - ✓
对于含PVC塑料造粒的废气处理而言,使用耐腐蚀材料是不可或缺的: 聚氯乙烯(PVC)中含有的HCl-100(100 mg/Nm³ HCl)会在整个收集和处理系统中造成严重的腐蚀性环境。喷淋清洗塔、电离捕集器、干式过滤器外壳以及所有管道都必须采用耐HCl持续腐蚀的材料制造。任何与气体接触的表面若使用普通碳钢,都会导致数月内迅速腐蚀失效。此外,电离捕集器电极必须采用耐HCl腐蚀的材料(316L不锈钢或更高等级的合金)制造,以确保电极几何形状和电场均匀性在整个使用寿命期间保持不变。 - ✓
电离捕集器和RTO之间设有双干式过滤器(1个工作过滤器+1个备用过滤器),可提供可在线维护的最终焦油保护层: 即使离子化捕集器去除了大部分焦油,仍有少量残留的细焦油气溶胶会穿过捕集器进入干式过滤器。干式过滤器处理这些残留的焦油,防止其到达RTO陶瓷床层。1个工作过滤器+1个备用过滤器的配置允许在线更换过滤器(原理与沥青案例26相同),从而避免因滤材饱和而导致系统停机。由于上游的离子化捕集器可将焦油负荷降低951TP³T以上,因此该系统中干式过滤器的使用寿命比没有离子化捕集器时显著延长——以周而非天来计算。 - ✓
RTO的三床配置,加上自动化PLC控制和在线监控,可实现24小时连续无人值守运行,与生产计划相匹配: 塑料造粒机全天候不间断运行;VOC处理系统必须与生产计划相匹配,且无需夜间值班人员在场。三床式RTO的PLC控制系统配备流程图显示,可自动管理所有阀门切换、温度控制和报警响应。物联网在线监控平台支持操作人员远程监控,并提供荷兰许可机构要求的环境合规数据记录。离子捕集器的自动焦油排放装置进一步减少了连续运行期间所需的维护工作。
07 — 实施注意事项
塑料造粒VOC处理的关键工程经验
- 🚫
切勿在未对塑料造粒废气进行电离捕集器预处理的情况下安装标准 RTO——陶瓷床将在 2-4 周内堵塞,系统将完全失效: 这是本案例研究中最重要的工程教训。塑料造粒烟气中的焦油含量极高,以至于标准的RTO陶瓷床(专为印刷、制药或涂料等无焦油VOC处理而设计)会在运行数天至数周内堵塞。这并非假设性的风险,而是有据可查的失效机制,已导致全球多家塑料造粒厂因未进行充分预处理而安装了标准RTO,最终造成投资全损。离子捕集器+干式过滤器预处理是强制性的,而非可选项。任何不包含离子捕集器或同等焦油去除预处理的塑料造粒VOC处理系统报价都应被拒绝。 - ⚠️
必须监测原料组成(混合废塑料输入中的PVC含量),因为PVC含量的变化会直接影响HCl负荷和系统安全参数: HCl-100 分类(100 mg/Nm³)基于系统设计时废塑料原料中的 PVC 含量。如果原料成分发生变化(例如,如果接收更多富含 PVC 的废料),HCl 的生成速率将成比例增加。较高的 HCl 负荷会加剧电离捕集器和干式过滤器的耐腐蚀材料的压力。如果超过设计 HCl 负荷,系统可能无法充分去除酸性气体,下游的 RTO 可能会加速腐蚀。应定期监测原料成分和喷淋清洗出口的 HCl 浓度,并在 HCl 负荷超过设计限值时,实施原料控制策略,限制富含 PVC 的原料输入。 - ⚠️
必须定期维护电离捕集器电极间隙和高压电源——电极结垢会降低收集效率,并可能导致放电故障: 尽管采用了自排水设计,但经过数月的运行,电晕放电电极上仍可能逐渐积聚一些重质焦油,从而降低电晕电流密度并减少静电收集效率。电极系统应每3-6个月检查一次。应通过控制面板的诊断日志检查高压静电整流器是否存在火花放电事件(这表明焦油积聚导致电极间隙出现问题)。在给定电压下测得的电晕电流显著降低,表明电极积垢,需要清洗。 - ⚠️
仅靠VOC合规性无法完全解决塑料造粒厂的异味问题——可能还需要采取额外的异味管理措施: 该经验总结明确指出,气味是与非甲烷碳氢化合物(NMHC)合规性不同的另一项挑战:“气味是塑料颗粒排放气体的另一个突出问题;复杂的有机化合物会散发出刺鼻的气味,不仅严重影响周围空气质量,而且更容易引发居民投诉和环保部门的行动。” NMHC排放浓度低于许可限值并不能保证气味低于阈值,因为某些气味化合物(例如,某些硫化物和PVC降解产生的醛类)在远低于NMHC许可限值的ppb浓度下即可被检测到。靠近居民区的设施除了使用连续排放监测系统(CEMS)进行NMHC监测外,还应考虑建立气味扩散模型,并在场地边界定期进行气味阈值测量。
08 — 工程要点
从这项塑料造粒VOC减排项目中汲取的四个经验教训
- !
预处理对于塑料造粒 VOC 减排来说并非无关紧要——它比 RTO 本身更重要,因为如果没有充分的预处理,RTO 就无法发挥作用。 经验总结的结论非常明确:“预处理是整个废气处理系统的先锋和基础,也是整个废气处理系统的关键和核心。”这一原则不仅适用于塑料造粒,也适用于任何挥发性有机化合物(VOC)的应用,只要其废气中含有会污染、堵塞、腐蚀或损坏一级处理系统的物质。对预处理的投资绝不会浪费;它直接决定了整个系统的长期可靠性。 - 2
电离捕集器代表了与 RTO 系列不同的技术类别——高压静电焦油收集器——除了塑料造粒和潜在的焦化行业应用之外,该收集器在其他任何情况下都不需要。 本系列之前的29个案例研究均采用了基于化学吸收(碱洗、水洗)、物理过滤(干式过滤器、沸石)或浓缩(沸石转子)的预处理技术。而离子化捕集器则采用了一种截然不同的机制——利用静电荷对气溶胶和液体颗粒进行收集——这种机制仅在预处理难题是其他机制无法去除的高浓度粘稠液体气溶胶时才需要。就此而言,塑料造粒焦油在所回顾的工业VOC应用中独树一帜。 - 3
通过对全部 30 个案例研究的比较,可以得出的核心教训是,技术选择必须始终由气流的具体物理和化学特性驱动,而不是由成本或熟悉程度驱动。 这30个案例研究涵盖了以下领域:树脂吸附(案例24,氟化溶剂)、RCO(案例27,防爆区)、CO催化燃烧(案例28,极低浓度)、防堵塞RTO(案例29,铵盐)、电离捕集器+RTO(案例30,焦油)、沸石+RTO(案例25和28)以及多条制药洗涤链(案例22和29)。每项技术的选择都取决于一个或多个特定的气流特性,这些特性使得标准方法(直接RTO)要么不可行,要么不经济,要么不可靠。任何VOC减排项目首先应该问的问题是:“这种气流有什么特殊之处?这对预处理结构意味着什么?” - 4
该塑料造粒装置每天耗资 4,342 元人民币(每年约 158 万元人民币),处理量为 40,000 立方米/小时,VOC 去除率为 99.2%,这表明复杂的预处理系统会增加资本成本,但不一定会增加运营成本。 每日运行成本为4342元人民币,这是24小时连续运行的成本,其中包括66千瓦电离捕集器的功率。年运行成本约为158万元人民币,高于沥青案例(14.9万元人民币/年),但与本系列其他高复杂度装置相当。电离捕集器和喷淋清洗系统的额外预处理资本成本,可通过省去RTO陶瓷床更换周期(否则,如果没有预处理,则需要每2-4周更换一次)来收回。
09 — 跨案例技术概述
全部30个案例:驱动每项技术选择的气流特性
这是本案例研究系列中的第30个案例(共30个)。在所有30个案例中,技术选择始终由气流的一个或多个特定特性驱动,这些特性使得标准的直接RTO方法并非最优、不经济或根本无法实施。下表总结了每个案例类别的关键驱动因素和技术选择。
| 气流挑战 | 案例 | 技术响应 |
|---|---|---|
| 氟化溶剂(燃烧生成HF) | 24 | 树脂吸附+蒸汽解吸+回收(无RTO) |
| 防爆区(禁止明火) | 27 | 300℃下RCO催化氧化(无焰) |
| 浓度极低(<200 mg/Nm³) | 28 | 沸石转子 + CO 催化燃烧(浓度比 20:1) |
| 大体积低浓度 | 25, 28 | 沸石转子 + RTO 或 CO(浓度比 40:1 或 20:1) |
| 粘性颗粒堵塞陶瓷床 | 26 | 双系列干式过滤器(1+1备用,在线更换) |
| RTO中的铵盐沉积 | 29 | 防堵塞模块化底部陶瓷层,带在线冲洗功能 |
| 焦油污垢堵塞了所有设备 | 30 | 喷雾淬灭 + 电离捕集器 + 干式过滤器 + RTO |
| RTO后氯代溶剂中的HCl | 22, 29 | RTO后碱洗(氢氧化钠洗涤器) |
| RTO 前 H₂S(SO₂ 生成风险) | 23 | RTO预碱洗(燃烧前去除硫化氢) |
| LEL 变异性(爆炸浓度) | 23, 26 | LEL监测+新风稀释+紧急旁路 |
10 — 常见问题解答
塑料造粒电离捕集器+RTO:八个问题的解答
塑料造粒机焦油污染?离子捕集器+RTO是解决方案。
探索塑料行业挥发性有机化合物的离子化捕集器、预处理和RTO解决方案
从喷淋清洗+电离捕集器+干式过滤器预处理链,用于处理含焦油塑料造粒废气 三床位RTO深层治疗系统我们的工程团队为最具挑战性的聚合物加工和回收应用设计完整的 VOC 减排解决方案。





















