Пример из практики · Снижение содержания летучих органических соединений
Как производитель гранул из переработанного пластика добился удаления 99,21 ТТ ЛОС из 40 000 м³/ч дымовых газов экструдера и гранулятора, содержащих огромное количество липкой вязкой смолы, органических паров и HCl, — используя четырехступенчатую систему предварительной обработки, построенную вокруг высоковольтного ионизационного улавливателя, который непрерывно собирает и отводит смолу, защищая расположенный ниже сухой фильтр и керамический слой RTO от быстрого засорения, которое разрушает любую систему обработки, не предназначенную для решения специфической задачи удаления смолы при гранулировании пластика.
Уловитель ионизации
Предварительная обработка смолой
Трехкомнатная квартира в многоквартирном доме (RTO)
Переработанный пластик
01 — Информация об отрасли
Гранулирование пластика: проблема образования смолистых отложений, которая делает стандартные системы RTO неработоспособными в течение нескольких недель.
Мировая индустрия пластмасс производит огромные объемы пластиковых отходов. Цены на первичное пластиковое сырье составляют 8000–10000 юаней/тонну, в то время как для производства гранул из переработанного пластика требуется всего 3500–6300 юаней/тонну — это убедительный экономический стимул для переработки. Один средний по масштабу завод по выдуванию пленки потребляет более 1000 тонн в год гранул из переработанного полиэтилена; средний по масштабу завод по производству вязаных мешков потребляет более 2000 тонн в год гранул из переработанного полипропилена. Крупный и растущий сектор производства гранул из переработанного пластика выполняет важную функцию в рамках экономики замкнутого цикла: использование отходов пленки, пакетов и упаковки в качестве сырья для гранулирования в гранулы нового сорта.
Процесс гранулирования пластика генерирует пары, принципиально отличающиеся от любых других промышленных применений летучих органических соединений (ЛОС), представленных в этой коллекции. При повторном нагреве отходов пластмасс (полиэтилена, полипропилена, ПВХ и смешанных полимерных потоков) до 200–300 °C для экструзии расплава и гранулирования происходит термическая деградация полимерного материала, в результате которой образуются:
- Смола/кокс — главная проблема: Высоковязкие органические соединения с высокой температурой кипения образуются в результате пиролиза полимерных цепей. Смола липкая, клейкая и чрезвычайно трудноудаляемая после осаждения на любой поверхности. В стандартных керамических теплоаккумуляторах RTO отложения смолы постепенно сужают керамические каналы в течение нескольких дней или недель эксплуатации, вызывая резкое увеличение перепада давления и полный выход системы из строя. Это не просто незначительная проблема технического обслуживания — это фундаментальная проблема материаловедения, которая делает стандартные системы RTO непригодными для гранулирования пластика без специальной предварительной обработки для удаления смолы.
- Разнообразная смесь органических летучих органических соединений: Конкретные органические соединения зависят от типа полимера: полиэтилен и полипропилен образуют продукты пиролиза алкенов и алканов; ПВХ образует стирол, винилхлорид и HCl; смешанные полимерные потоки образуют все вышеперечисленные вещества одновременно. В сводке опыта отмечается, что содержание ПВХ в смешанных пластиковых отходах приводит к образованию HCl (классифицированного как HCl-100 при концентрации 100 мг/Нм³ на данной установке), создавая коррозионные условия во всей системе сбора и требуя использования коррозионностойких материалов.
- Ароматические соединения: В процессе гранулирования пластика образуются альдегиды, кетоны и другие соединения, обладающие сильным запахом, что вызывает жалобы со стороны жителей близлежащих районов. Проблема запаха прямо указана как ключевой фактор контроля выбросов на предприятиях по гранулированию пластика: без контроля запах влияет на качество воздуха в регионе и вызывает жалобы со стороны регулирующих органов, даже если концентрации неметановых углеводородов находятся в пределах допустимых норм.
- Высокая влажность (80%) с водяным паром и органическим аэрозолем: Процесс протекает при повышенной температуре и значительной влажности, в результате чего образуется газовый поток, одновременно содержащий водяной пар и органический аэрозоль. На стадии охлаждения распылительной промывкой снижаются температура и влажность перед стадией ионизации.
В данном исследовании рассматривается предприятие по производству гранул из переработанного пластика, имеющее 6 экструзионных машин и 6 грануляционных машин, разделенных на 3 группы обработки по 4 машины в каждой. Общий проектный объем отходящих газов от всего производственного оборудования составляет 40 000 м³/ч. Существующее оборудование (только распылительная промывка + ионизационный уловитель) не соответствовало требованиям разрешения; в рамках данного проекта добавляется этап глубокой обработки в реакторе с ионизацией (RTO) для приведения выбросов в соответствие с нормами, а существующая предварительная обработка в ионизационном уловителе необходима для защиты реактора RTO.

02 — Профиль загрязнения
Выбросы газов при гранулировании пластмасс: 1000 мг/Нм³ неметановых углеводородов, коррозионная активность HCl-100, влажность 80% и преобладающее содержание смол.
Стандартный объем отходящих газов составляет 40 000 Нм³/ч; объем технологических газов — 45 860 Нм³/ч при 40°C. Мощность вентилятора: 110 кВт; давление вентилятора: 4500 Па; диаметр воздуховода: φ1000 мм. Содержание O₂: 21% фактическое/базовое. Влажность: 80% — самый высокий показатель среди всех случаев, рассмотренных в этой подборке. Влажность 80% отражает суммарное количество пара, образующегося при экструзии горячего расплава пластика, и охлаждающей воды при закалке. Критически важным коррозионным компонентом является HCl с концентрацией 100 мг/Нм³ (классификация HCl-100), образующийся из ПВХ в смешанном пластиковом сырье.
В качестве основных компонентов не указаны ароматические соединения бензольного ряда, хотя в данных о соответствии указаны предельные значения содержания бензола и толуола на выходе, отражающие следовые количества продуктов пиролиза ПВХ. Основная проблема обработки заключается не в химии летучих органических соединений (которая, за исключением коррозионного воздействия HCl, представляет собой относительно простые продукты пиролиза углеводородов), а в физической нагрузке смолами. Содержание смол высокое, вязкость чрезвычайно высока, а склонность к осаждению на всех поверхностях после экструдера является важнейшим конструктивным ограничением.
| Параметр | Начальная концентрация | Реальный магазин | Ограничение ЕС на самодельные взрывные устройства / NER |
|---|---|---|---|
| НМГК (общее количество ЛОС) | 1000 мг/Нм³ | 8 мг/Нм³ | СВУ ≤60 мг/Нм³ |
| Бензол | Следы (полученные в результате пиролиза ПВХ) | 1 мг/Нм³ | СВУ ≤2 мг/Нм³ |
| Толуол | След | 2 мг/Нм³ | СВУ ≤5 мг/Нм³ |
| Ксилен | След | 8 мг/Нм³ | СВУ ≤10 мг/Нм³ |
| HCl (едкое вещество) | 100 мг/Нм³ (HCl-100) | Удаляется методом мойки распылением. | IED BREF |
| Содержание смолы | ВЫСОКАЯ вязкость (липкая, вязкая; блокирует все оборудование) | Удаляется с помощью ионизационного уловителя. | — |
| Влажность | 80% (очень высокий) | Снижено за счет охлаждения распылением. | — |
| Стандартный объем газа | 40 000 Нм³/ч | — | — |
| объем технологического газа | 45 860 Нм³/ч при 40 °C | — | — |
Проблема образования битумных отложений является центральной инженерной задачей: В сводке опыта четко указано: «Смола, образующаяся в процессе гранулирования пластика, из-за своей высокой вязкости и высокого содержания легко оседает внутри оборудования и труб, вызывая засоры и препятствуя потоку газа, что серьезно влияет на последующую очистку. Если предварительная обработка неэффективно удаляет смолу, последующее оборудование RTO и установки тонкой очистки быстро загрязняются и повреждаются, что приводит к сбоям в системе, затратам на техническое обслуживание и потерям из-за простоя производства». Любой инженер, проектирующий систему очистки летучих органических соединений (ЛОС) в процессе гранулирования пластика, который не ставит удаление смолы в качестве основной задачи предварительной обработки, проектирует систему, которая выйдет из строя в течение нескольких недель.
03 — Технология улавливания ионизации
Как высоковольтная ионизация непрерывно улавливает липкую смолу без засорения — ключевое инновационное решение для обработки летучих органических соединений в гранулированных пластиковых изделиях.
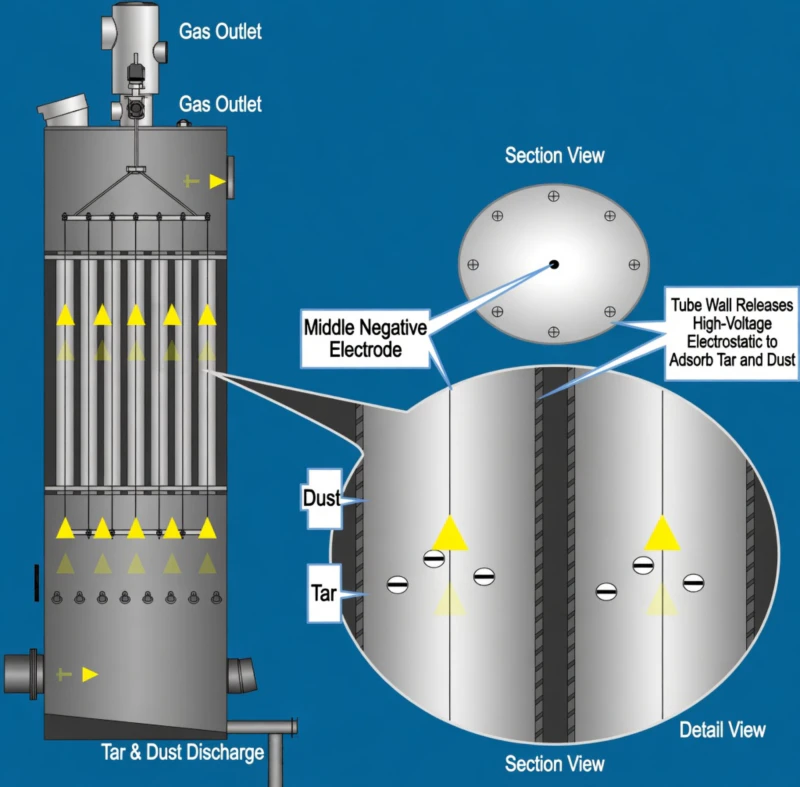
Ионизационный ловушка (ионизационный ловушка) — это электростатическое осаждающее устройство, специально разработанное для сбора высоковязких смолистых веществ с высокой концентрацией при обработке дымовых газов, образующихся при гранулировании пластмасс. Принцип его работы основан на электростатическом принципе: между тонкими проволочными электродами (разрядными электродами или коронными проволоками) и заземленными металлическими стенками или пластинами трубок (собирающими электродами) поддерживается высоковольтное постоянное электрическое поле. Когда дымовые газы проходят через это поле, высокое напряжение создает коронный разряд, который ионизирует молекулы газа вблизи разрядной проволоки, генерируя плазму ионов и свободных электронов. Эти ионы прикрепляются к каплям смолы и частицам аэрозоля в газовом потоке, придавая им электрический заряд. Затем заряженные частицы смолы притягиваются электрическим полем к заземленному собирающему электроду (металлической трубке или пластине), где они осаждаются под действием электростатической силы.
По мере накопления смолистых отложений на поверхности собирающего электрода и достижения толщины, превышающей силу их адгезии к поверхности, под действием силы тяжести они непрерывно стекают вниз (поскольку смола имеет жидкую вязкость, в отличие от сухой пыли, которая остается прилипшей). Смола стекает с поверхности собирающего электрода на дно ионизационного улавливателя и отводится через автоматические сливные клапаны, отделяя смолу от потока очищенного газа. Очищенный газ выходит из верхней части ионизационного улавливателя и поступает на стадию сухого фильтра.
Ионизационный ловушка имеет три конструктивные конфигурации (концентрический круг, трубчатый пучок и сотовая структура), все они работают по одному и тому же принципу электростатического сбора, но с различной геометрией электродов, адаптированной к различным требованиям по объему газа и концентрации смол. Ключевые группы компонентов: (1) осадочная пластина/собирающий электрод; (2) разрядный электрод (коронная проволока); (3) зона электрического поля; (4) изоляционный корпус и высоковольтный электрический корпус; (5) газовая система и система промывки. Электрическая система состоит из: высоковольтного шкафа управления постоянным током, высоковольтного электростатического выпрямителя (преобразующего переменный ток в высоковольтный постоянный ток) и электродной системы.
Почему ионизационный уловитель — подходящая технология для производства смолы методом гранулирования пластика
Преимущества улавливателей ионизации
- Непрерывное самоосушение: смола стекает под действием силы тяжести; обратная промывка или импульсно-струйная очистка не требуются.
- Справляется с очень высокой концентрацией смолы, не засоряясь (в отличие от тканевых фильтров, которые мгновенно забиваются).
- Удаляет одновременно как смолистый аэрозоль, так и мелкодисперсные частицы.
- Низкое падение давления (<500 Па) по сравнению с загруженными сухими фильтрами.
- Удаляет пахучие соединения с помощью химического процесса коронного разряда.
Почему другие технологии терпят неудачу
- Фильтр из тканевого мешка: Смола мгновенно закупоривает поры; эффект необратим после первого контакта.
- Сухой фильтр (отдельно): Быстрая загрузка; очень частая замена; высокие затраты на техническое обслуживание.
- Мокрая скрубберная установка (самостоятельно): Недостаточно для уничтожения летучих органических соединений; приводит к образованию загрязненных сточных вод.
- Прямой RTO (без предварительной обработки): керамические блоки подложки в течение нескольких недель; полный отказ системы.
04 — Раствор для лечения
Четырехступенчатая цепь: промывка распылением → ионизационный фильтр → сухой фильтр → трехкамерный RTO
Система очистки разделена на систему предварительной очистки (промывка распылением + ионизационный уловитель) и систему глубокой очистки (сухой фильтр + трехслойный RTO). Предварительная очистка удаляет смолу, охлаждает газ и снижает влажность; глубокая очистка обеспечивает уничтожение более 991 ТП3Т ЛОС. В концепции проектирования предварительная очистка четко определена как «передовой элемент и основа» всей системы — если предварительная очистка не сможет адекватно удалить смолу, система глубокой очистки будет разрушена.
Этап 1: Закалка при промывке распылением — снижение температуры и начальная конденсация смолы.
Горячие пары из каждой группы экструдеров/грануляторов сначала собираются и проходят через стадию охлаждения путем распыления воды. Распыление воды снижает температуру газа от температуры горячего процесса (до 200 °C) до приблизительно 40–60 °C. Это быстрое охлаждение приводит к конденсации высококипящих смолистых соединений из газовой фазы в жидкие капли — критически важный этап, поскольку ионизационный уловитель может собирать только смолу в жидкой фазе; пары смолы в газовой фазе при повышенной температуре проходят напрямую. Распыление воды также поглощает HCl (классифицированный HCl-100), снижая кислотную нагрузку перед ионизационным уловителем и RTO. Стадия распыления воды снижает влажность от исходного значения до диапазона, приемлемого для ионизационного уловителя. Загрязненная распыленная вода (содержащая растворенный HCl, растворенные прекурсоры смолы и взвешенные капли смолы) направляется в систему очистки сточных вод.
Этап 2: Ионизационный уловитель — непрерывный электростатический сбор смолы
Охлажденный газ поступает в ионизационный ловушку. Высоковольтное поле постоянного тока (подаваемое высоковольтным электростатическим выпрямителем мощностью 66 кВт) ионизирует газ в зоне коронного разряда вблизи проволочных электродов, заряжая капли смолы и частицы аэрозоля дымовых газов. Заряженные частицы смолы под действием электрического поля перемещаются к заземленным трубкам/пластинам собирающих электродов, где они оседают, а затем непрерывно стекают вниз под действием силы тяжести к сливному отверстию в нижней части емкости. Ионизационная ловушка обеспечивает удаление >951 TP3T смолы и аэрозоля дымовых газов за один проход, при этом собранная смола непрерывно и автоматически сливается без необходимости остановки системы для очистки. Очищенный газ выходит из верхней части ионизационной ловушки со значительно сниженным содержанием смолы, пригодный для последующего сухого фильтра.
Этап 3: Сухой фильтр (1 активный + 1 резервный) — удаление остаточных аэрозолей и мелкодисперсных смол.
После ионизационного улавливателя газ все еще содержит остаточный мелкодисперсный смолистый аэрозоль, который электростатическая система не уловила. Сухой фильтр удаляет эти остаточные частицы перед РТО, обеспечивая окончательную защиту керамического теплоаккумулирующего слоя. В установке используются два сухих фильтрующих блока (1 активный + 1 резервный, сконфигурированный для замены в режиме онлайн), что позволяет заменять фильтрующий материал без прерывания общего процесса обработки. В данном случае сухой фильтр имеет более длительный срок службы, чем в системе без предварительной обработки ионизационным улавливателем, поскольку ионизационный уловитель уже удалил основную часть смолистых частиц.
Этап 4: Трехслойный RTO при температуре ≥760°C — Глубокое разрушение летучих органических соединений
Предварительно очищенный газ (удалена смола, снижена влажность, удален HCl) поступает в трехступенчатый реактор термического окисления (RTO). RTO окисляет оставшиеся летучие органические соединения (ЛОС) при температуре ≥760°C с эффективностью разложения >99%. Ключевые параметры: расход газа 40 000 м³/ч; температура на входе ≤50°C; >99% ЛОС; 95% тепловая эффективность; >760°C; время пребывания >1,2 с; мощность камеры сгорания 1 200 000 ккал/ч; расход газа на холостом ходу 140 м³/ч; охлаждение на холостом ходу 72 м³/ч; холодный пуск 475 м³; перепад давления в системе <3000 Па; вес 120 т; габариты 23×5,5 м. Трехступенчатая конфигурация использует ПЛК-управление с отображением блок-схемы для работы в автоматическом режиме, с вращающимися блоками A/B/C и автоматическим переключением клапанов.
Гранулятор
40 000 м³/ч
Закалка
HCl+температура
Ловец
смоляной сбор
1+1 в режиме ожидания
Мелкодисперсный деготь
≥760°C
>99% ЛОС
8 мг ЛОС
99.2%
⭐ Предварительная обработка является «передовым» этапом системы. Без ионизационного улавливателя керамический слой RTO выйдет из строя в течение нескольких недель.
.webp)
Технические характеристики оборудования
| Элемент | Спецификация |
|---|---|
| Технологический процесс RTO | 40 000 м³/ч; ≤50°C на входе; ≥760°C; >99% ЛОС; 23×5,5 м; 120 т |
| рейтинг камеры сгорания | 1 200 000 ккал/ч |
| Природный газ (в режиме холостого хода) | 140 м³/ч; охлаждение в режиме холостого хода 72 м³/ч; холодный пуск 475 м³ (P: 0,03–0,06 МПа) |
| главный вентилятор RTO | 90 кВт |
| Вентилятор для помощи при сгорании | 5,5 кВт |
| Мощность улавливателя ионизации | 66 кВт (220 В/380 В, 50 Гц) |
| Компоненты управления | 2 кВт |
| Общая установленная мощность | ~163,5 кВт |
| Природный газ (камера сгорания) | Максимальная производительность: 120 м³/ч (давление: 0,03–0,06 МПа) |
| Сжатый воздух | макс. 12 м³ (≥0,6 МПа) |
| Ежедневные затраты на электроэнергию | 132 кВт·ч × 24 ч × удельный тариф = приблизительно 2542 юаня/день |
| Ежедневная стоимость природного газа | 25 кВт⋅ч в эквиваленте × 24 ч = приблизительно 1800 юаней в день |
| Общие суточные эксплуатационные расходы | 4 342 юаня/день (круглосуточная непрерывная работа) |
05 — Результаты оперативной деятельности
Подтверждено: В режиме онлайн <10 мг/м³, удаление 99,21 TP3T, стабильная долговременная работа с предварительной обработкой смолой.
После ввода в эксплуатацию данные онлайн-мониторинга ЛОС стабильно показывают содержание НМОУ ниже 10 мг/м³ в дымовой трубе, что соответствует требованиям местного разрешения в 60 мг/м³ с большим запасом. Система работает круглосуточно, что соответствует непрерывному графику производства на предприятии по гранулированию пластмасс. Общие суточные эксплуатационные расходы составляют приблизительно 4342 юаня в день (электроэнергия: 2542 юаня; природный газ: 1800 юаней), что эквивалентно примерно 1,585 миллионам юаней в год при условии непрерывной работы в течение 365 дней в году.
Уловитель ионизации успешно предотвращает накопление смол в керамическом слое RTO, обеспечивая стабильную работу в течение длительного времени. Без уловителя ионизации RTO вышел бы из строя в течение нескольких недель. Сухой фильтр между уловителем ионизации и RTO обеспечивает дополнительный защитный слой, который продлевает срок его службы сверх того, что было бы достигнуто без уловителя ионизации, расположенного выше по потоку. Данные системы непрерывного мониторинга доступны через платформу мониторинга IoT, что позволяет операторам и природоохранным органам удаленно проверять данные о соответствии требованиям.
.webp)
06 — Основные преимущества
Пять причин, почему установка ионизатора + RTO — это правильная архитектура для гранулирования пластмасс.
- ✓
Ионизационный уловитель — единственная технология предварительной обработки, которая непрерывно удаляет густые липкие смолы, не засоряясь при этом сама. В отличие от тканевых фильтров (которые мгновенно забиваются смолой) или обычных мокрых скрубберов (у которых возникают проблемы с загрязнением смолой), электростатический механизм сбора ионизационного уловителя захватывает смолу на металлических поверхностях, с которых она непрерывно стекает под действием силы тяжести. Поверхности собирающих электродов остаются доступными для электрического поля даже при образовании смоляных отложений, поскольку отложения непрерывно стекают вниз к сливу, а не накапливаются в блокирующем слое. Этот самоочищающийся гравитационный сток идеально подходит для жидкой, вязкой природы смолы, образующейся при гранулировании пластика. - ✓
Предварительное охлаждение методом распыления перед ионизационным улавливателем является обязательным — без него газообразные пары смолы проходят через стадию ионизации, не собираясь. Ионизационный ловушка способна улавливать только капли смолы в жидкой фазе и аэрозоль, но не газообразные пары смолы. При температуре на выходе из экструдера (до 200 °C) значительная часть смолы все еще находится в газообразном состоянии в виде пара. Охлаждение с помощью распылительной промывки снижает температуру газа примерно до 40–60 °C, в результате чего эти пары конденсируются в жидкие капли, которые можно собрать электростатически. Без охлаждения большая часть смолы проходила бы через ионизационный ловушку в виде пара и оседала бы ниже по потоку в сухом фильтре и RTO, что полностью сводило бы на нет цель системы предварительной обработки. - ✓
Использование коррозионностойких материалов является обязательным условием для отходящих газов при гранулировании пластика, содержащего ПВХ: Соляная кислота HCl-100 (100 мг/Нм³ HCl), содержащаяся в ПВХ, создает сильно коррозионные условия во всей системе сбора и очистки. Башни для промывки распылением, ионизационный фильтр-уловитель, корпус сухого фильтра и все воздуховоды должны быть изготовлены из материалов, рассчитанных на постоянное воздействие HCl. Использование стандартной углеродистой стали на любой поверхности, контактирующей с газом, приведет к быстрому коррозионному разрушению в течение нескольких месяцев. Кроме того, электроды ионизационного фильтра-уловителя должны быть изготовлены из материалов, устойчивых к коррозии HCl (нержавеющая сталь 316L или более высокая сплавная сталь), чтобы сохранить геометрию электродов и однородность электрического поля в течение всего срока службы. - ✓
Двойной сухой фильтр (1 активный + 1 резервный) между ионизационным улавливателем и RTO обеспечивает заключительный слой защиты от смол, который может поддерживаться в режиме онлайн: Даже при удалении большей части смолы ионизационным улавливателем, некоторое количество остаточного мелкодисперсного смолистого аэрозоля проходит через сухой фильтр. Сухой фильтр справляется с этой остаточной нагрузкой и предотвращает ее попадание на керамический слой RTO. Конфигурация 1 активный + 1 резервный фильтр позволяет производить замену фильтров в режиме онлайн (тот же принцип, что и в случае с битумом, случай 26), так что насыщение фильтрующего материала не приводит к остановке системы. Благодаря тому, что ионизационный улавливатель, расположенный перед фильтром, снижает нагрузку смолы более чем на 951 тонну на 3 тонны, срок службы сухого фильтра в этой системе значительно увеличивается по сравнению с тем, что было бы без ионизационного улавливателя — это измеряется не днями, а не неделями. - ✓
Трехсекционная конфигурация установки RTO с автоматизированным управлением на базе ПЛК и онлайн-мониторингом обеспечивает круглосуточную непрерывную работу в автоматическом режиме, соответствующую производственному графику: Гранулирование пластика осуществляется непрерывно (круглосуточно); система очистки от летучих органических соединений должна соответствовать этому графику производства, не требуя присутствия операторов на месте в ночные смены. ПЛК-управление трехкамерного RTO с отображением блок-схемы автоматически управляет всеми переключениями клапанов, контролем температуры и реагированием на сигналы тревоги. Онлайн-платформа мониторинга IoT позволяет операторам осуществлять удаленный мониторинг и предоставляет данные о соответствии экологическим нормам, необходимые для получения разрешения от голландского регулирующего органа. Автоматический слив смолы из ионизационного уловителя дополнительно снижает необходимость технического обслуживания при непрерывной работе.
07 — Меры предосторожности при внедрении
Важные инженерные уроки по обработке летучих органических соединений при гранулировании пластмасс
- 🚫
Никогда не устанавливайте стандартный RTO без предварительной обработки отходящих газов при гранулировании пластика ионизатором — керамический слой забьется в течение 2–4 недель, и система полностью выйдет из строя. Это самый важный инженерный урок, извлеченный из этого примера. Содержание смол в дымовых газах от гранулирования пластика настолько велико, что стандартные керамические фильтры RTO (предназначенные для удаления летучих органических соединений, используемых в полиграфии, фармацевтике или покрытиях, но не содержащих смол) забиваются в течение нескольких дней или недель после начала эксплуатации. Это не гипотетический риск — это задокументированный механизм отказа, который привел к полной потере инвестиций на многих предприятиях по гранулированию пластика по всему миру, установивших стандартные фильтры RTO без надлежащей предварительной обработки. Предварительная обработка с помощью ионизационного улавливателя и сухого фильтра является обязательной, а не необязательной. Любое предложение по системе очистки от летучих органических соединений от гранулирования пластика, не включающее ионизационный улавливатель или эквивалентную предварительную обработку для удаления смол, должно быть отклонено. - ⚠️
Необходимо контролировать состав исходного сырья (содержание ПВХ в смешанных пластиковых отходах), поскольку изменения содержания ПВХ напрямую влияют на нагрузку соляной кислотой и параметры безопасности системы: Классификация HCl-100 (100 мг/Нм³) основана на содержании ПВХ в отходах пластмассового сырья на момент проектирования системы. Если состав сырья изменяется (например, если принимаются отходы с более высоким содержанием ПВХ), скорость образования HCl пропорционально увеличивается. Более высокая нагрузка HCl создает дополнительную нагрузку на коррозионностойкие материалы ионизационного улавливателя и сухого фильтра. Если расчетная нагрузка HCl превышена, система может не обеспечивать адекватное удаление кислых газов, а расположенный ниже по потоку RTO может подвергаться ускоренной коррозии. Регулярно контролируйте состав сырья и концентрацию HCl на выходе из промывочной установки и внедрите политику контроля сырья, которая ограничивает поступление отходов с высоким содержанием ПВХ, если будет превышен расчетный предел HCl. - ⚠️
Необходимо регулярно обслуживать зазор между электродами ионизационного улавливателя и источник высокого напряжения — загрязнение электродов снижает эффективность сбора и может привести к неисправностям, связанным с электрическим разрядом: Несмотря на самодренажную конструкцию, в течение нескольких месяцев эксплуатации на электродах коронного разряда может постепенно накапливаться значительная доля смолы, что снижает плотность коронного тока и уменьшает эффективность электростатического разряда. Электродную систему следует осматривать каждые 3–6 месяцев. Высоковольтный электростатический выпрямитель следует проверять на наличие искровых разрядов (которые указывают на проблемы с зазором между электродами из-за накопления смолы) с помощью журнала диагностики панели управления. Любое значительное снижение измеренного коронного тока при заданном напряжении указывает на загрязнение электродов, требующее очистки. - ⚠️
Проблема запаха на предприятиях по гранулированию пластмасс не решается в полной мере только за счет соблюдения норм по содержанию летучих органических соединений — могут потребоваться дополнительные меры по контролю запахов: В сводке опыта четко указано, что запах представляет собой отдельную проблему, не связанную с соблюдением требований по содержанию неметановых углеводородов (НМУ): «запах — еще одна серьезная проблема, связанная с выбросами при гранулировании пластика; сложные органические соединения распространяют резкий запах, который не только серьезно влияет на качество окружающего воздуха, но и с большей вероятностью вызывает жалобы жителей и действия природоохранных органов». Выбросы НМУ ниже допустимого предела не гарантируют отсутствия запаха ниже порогового значения, поскольку некоторые пахучие соединения (например, определенные соединения серы и альдегиды, образующиеся при разложении ПВХ) обнаруживаются в концентрациях на уровне частей на миллиард (ppb) значительно ниже допустимого предела по НМУ. Предприятиям, расположенным вблизи жилых районов, следует рассмотреть возможность моделирования распространения запаха и периодического измерения порогового значения запаха на границе участка, в дополнение к мониторингу НМУ с помощью системы непрерывного мониторинга загрязнения (CEMS).
08 — Основные выводы из инженерной практики
Четыре урока, извлеченные из этого проекта по снижению содержания летучих органических соединений в пластиковых гранулах.
- !
Предварительная обработка не является второстепенным фактором в снижении содержания летучих органических соединений при гранулировании пластика — она важнее, чем сам реактор с термическим окислением, поскольку без надлежащей предварительной обработки реактор с термическим окислением не может функционировать. Вывод в заключении отчета об опыте однозначен: «предварительная обработка служит авангардом и основой всей системы очистки отходящих газов, являясь ключом и ядром всей системы очистки отходящих газов». Этот принцип применим не только к гранулированию пластика, но и к любому применению летучих органических соединений, где отходящие газы содержат вещества, которые могут загрязнять, блокировать, вызывать коррозию или повреждать основную систему очистки. Инвестиции в предварительную обработку никогда не пропадают зря; они напрямую определяют долгосрочную надежность системы в целом. - 2
Ионизационный ловушка представляет собой отдельную технологическую категорию, отличную от семейства RTO — высоковольтный электростатический ловушка для смол, — и не требуется ни в одном другом случае из этой коллекции, за исключением гранулирования пластмасс и, возможно, применения в коксовой промышленности. Во всех 29 предыдущих тематических исследованиях в этой подборке использовались технологии предварительной обработки, основанные на химической абсорбции (щелочная промывка, промывка водой), физической фильтрации (сухие фильтры, цеолит) или концентрировании (цеолитовый ротор). Ионизационный уловитель использует принципиально иной механизм — электростатический заряд и сбор аэрозольных и жидких частиц — который необходим только тогда, когда задача предварительной обработки связана с высококонцентрированным вязким жидким аэрозолем, который не может быть удален другими механизмами. В этом отношении смола, полученная методом гранулирования пластика, уникальна среди рассмотренных промышленных применений летучих органических соединений. - 3
Сравнивая все 30 примеров, можно сделать главный вывод: выбор технологии всегда должен основываться на конкретных физических и химических характеристиках газового потока, а не на стоимости или опыте применения. В число 30 рассмотренных примеров входят: адсорбция на смоле (случай 24, фторированные растворители), RCO (случай 27, взрывозащищенная зона), каталитическое сжигание CO (случай 28, очень низкая концентрация), RTO с защитой от засорения (случай 29, соль аммония), ионизационный уловитель + RTO (случай 30, смола), цеолит + RTO (случаи 25 и 28) и различные схемы очистки фармацевтических препаратов (случаи 22 и 29). Выбор каждой технологии обусловлен одной или несколькими специфическими характеристиками газового потока, которые делают стандартный подход (прямое использование RTO) либо невозможным, либо неэкономичным, либо ненадежным. Правильный первый вопрос в любом проекте по снижению содержания летучих органических соединений звучит так: «Что особенного в этом газовом потоке, и что это означает для архитектуры предварительной обработки?» - 4
При производительности 4342 юаня/день (приблизительно 1,58 миллиона юаней/год) и объеме очистки 40 000 м³/ч с удалением летучих органических соединений на уровне 99,21 ТП3Т, эта установка для гранулирования пластика демонстрирует, что сложные системы предварительной обработки увеличивают капитальные затраты, но не обязательно высокие эксплуатационные расходы. Ежедневные эксплуатационные расходы в размере 4342 юаней отражают круглосуточную непрерывную работу, включая мощность ионизационного уловителя 66 кВт. Годовые эксплуатационные расходы составляют приблизительно 1,58 миллиона юаней, что выше, чем в случае с битумом (149 000 юаней/год), но сопоставимо с другими высокотехнологичными установками в этой группе. Дополнительные капитальные затраты на предварительную обработку ионизационного уловителя и системы промывки распылением компенсируются за счет исключения циклов замены керамического слоя RTO, которые в противном случае происходили бы каждые 2–4 недели без предварительной обработки.
09 — Краткий обзор технологий, применяемых в различных случаях
Все 30 случаев: Характеристики газового потока, определяющие выбор каждой технологии.
Это 30-й случай из 30 в данной подборке тематических исследований. Во всех 30 случаях выбор технологии всегда определяется одной или несколькими специфическими характеристиками газового потока, которые делают стандартный подход с прямым RTO неоптимальным, неэкономичным или невозможным. В таблице ниже приведено краткое описание ключевых факторов и выбора технологии для каждой категории случаев.
| Соревнования по газовому потоку | Случаи | Технологический ответ |
|---|---|---|
| Фторированные растворители (HF при сжигании) | 24 | Адсорбция смолы + десорбция пара + регенерация (без RTO) |
| Взрывозащищенная зона (отсутствие открытого огня) | 27 | Каталитическое окисление RCO при 300 °C (без пламени) |
| Очень низкая концентрация (<200 мг/Нм³) | 28 | Ротор из цеолита + каталитическое сжигание CO (концентрация 20:1) |
| Большой объем, низкая концентрация | 25, 28 | Цеолитовый ротор + RTO или CO (концентрация 40:1 или 20:1) |
| Липкие частицы блокируют керамические слои | 26 | Двухпоточный сухой фильтр (1+1 в режиме ожидания, онлайн-замена) |
| Осаждение солей аммония в RTO | 29 | Модульная нижняя керамическая панель с защитой от засорения и функцией промывки в режиме онлайн. |
| Загрязнение смолой блокирует все оборудование. | 30 | Система гашения распыления + ионизационный уловитель + сухой фильтр + RTO |
| HCl из хлорированных растворителей после RTO | 22, 29 | После обработки едким раствором RTO (скруббер NaOH) |
| H₂S перед RTO (риск генерации SO₂) | 23 | Предварительная щелочная промывка RTO (удаление H₂S перед сжиганием) |
| Изменчивость НПВ (взрывоопасной концентрации) | 23, 26 | Мониторинг НПВ + разбавление свежим воздухом + аварийный обход |
10 — Часто задаваемые вопросы
Устройство для ионизации при гранулировании пластика + RTO: ответы на восемь вопросов.
Загрязнение смолой при гранулировании пластика? Ионизационный ловушка + RTO — вот решение.
Изучите решения для улавливания ионизации, предварительной обработки и RTO-фильтрации летучих органических соединений в пластмассовой промышленности.
От цепочек предварительной обработки отходящих газов, содержащих смолы, путем промывки распылением + ионизации в улавливающем устройстве + сухого фильтра до трехслойные системы глубокой обработки RTOНаша инженерная команда разрабатывает комплексные решения по снижению содержания летучих органических соединений для самых сложных задач переработки и утилизации полимеров.





















