Estudo de Caso · Controle de Emissões Industriais
Como uma fábrica de cobre eletrolítico na província de Yunnan, que gera 170 m³/dia de eletrólito de cobre tratado com ácido sulfúrico, tratou 20.000 Nm³/h de vapor de evaporador carregado de névoa ácida — alcançando descarga invisível na chaminé, total conformidade com a norma GB 26132−2010 e zero efluentes secundários — substituindo o tratamento convencional de pluma por lavagem alcalina por um sistema de atenuação magnética de pluma com composto de grafeno.
Tratamento de névoa ácida na fundição de cobre
Redução de gases residuais da eletroextração
Supressão de pluma não térmica
Captura magnética de névoa de ácido sulfúrico
01 — Contexto do Setor
Fundição de cobre, eletroextração e o desafio de conformidade com a névoa ácida sob a aplicação da Linha Vermelha Ecológica de Yunnan
Em 10 de novembro de 2020, o Governo Provincial de Yunnan emitiu o Opiniões sobre a implementação do modelo de gestão de zoneamento ecológico e ambiental "Três Linhas e Uma Lista". (Yunzhengfa [2020] nº 29). O documento classificou 1.164 unidades de gestão ambiental ecológica em Yunnan em três classes — proteção prioritária, gestão chave e gestão geral — e estabeleceu requisitos vinculativos para: aplicação rigorosa das leis de proteção ambiental ecológica, cobertura abrangente das licenças de emissão de poluentes de fonte fixa, aprimoramento do controle da poluição de veículos motorizados, fortalecimento da gestão de riscos de poluição do solo e tratamento profundo da poluição industrial por meio da remediação integrada de empresas “dispersas, caóticas e poluentes”.
Sob este quadro regulatório, as operações industriais de fundição de cobre na província de Yunnan — uma importante região produtora de cobre — enfrentam um escrutínio intensificado em relação às emissões atmosféricas, à proteção dos recursos hídricos e ao consumo de energia por unidade de produção. Especificamente para as usinas de eletrodeposição de cobre, o principal desafio de conformidade atmosférica é a névoa ácida gerada pelo sistema de evaporação utilizado para concentrar o eletrólito de purga. O evaporador gera 20.000 Nm³/h de vapor a aproximadamente 50 °C, transportando finas gotículas de névoa de ácido sulfúrico a 100 mg/Nm³ — muito acima do limite de 50 mg/Nm³ para NOx estabelecido pela norma GB 26132-2010 e do limite geral para partículas de 10 mg/Nm³.
O tratamento convencional desse fluxo de névoa ácida utiliza lavadores alcalinos (solução de NaOH, solução de Ca(OH)₂ ou reagentes alcalinos similares) para neutralizar o aerossol de ácido sulfúrico. No entanto, essa abordagem gera volumes significativos de águas residuais contaminadas (ricas em sulfato, com elevado teor de cobre, arsênio e metais pesados provenientes do processo de eletrodeposição), acarreta custos contínuos de aquisição de reagentes e, normalmente, não atende ao requisito de "ausência de pluma branca visível", pois não remove o vapor de água saturado e o aerossol fino residual que saem do lavador. A tecnologia de Redução Magnética de Pluma foi selecionada especificamente por eliminar todos os três componentes da pluma visível — partículas, névoa ácida e vapor de água saturado — sem a necessidade de qualquer reagente líquido.
“A lavagem alcalina convencional trata a névoa de ácido sulfúrico por neutralização, mas não consegue eliminar a pluma branca, porque o vapor de água saturado e a fração residual de aerossol submicrônico que gera a pluma visível passam diretamente pelo enchimento do lavador. Somente uma tecnologia que remova simultaneamente a fase de aerossol resolve o problema da pluma branca. É exatamente isso que o mecanismo de captura magnética faz.”
— Resumo Técnico de Engenharia, Projeto de Redução da Pluma Magnética da Fundição de Cobre

02 — Perfil de Poluição
Caracterização do vapor do evaporador: concentração do eletrólito de purga do gás de exaustão carregado de ácido sulfúrico proveniente da eletroextração de cobre.
A instalação é uma empresa de eletrólise de cobre com uma taxa de evaporação do eletrólito de cobre em ácido sulfúrico de 170 m³/dia, produzindo 20.000 Nm³/h de vapor de evaporação. No processo de evaporação, o vapor passa pela solução de cobre em ácido sulfúrico e é aquecido, causando a evaporação. O vapor é coletado e direcionado para um tanque de água condensada, e a água condensada descarregada no topo (contendo aproximadamente 1,9 mg/m³ de teor de ácido) atende aos padrões nacionais de descarte de 40 mg/m³ e é lançada na atmosfera.
No entanto, com o aumento das exigências ambientais e a busca da empresa por um desenvolvimento sustentável, foi implementado um tratamento abrangente para processar os gases de exaustão de forma mais profunda. Os principais sistemas de coleta de névoa ácida e condensado foram redesenhados e um sistema de gerenciamento de vapor d'água foi adicionado para permitir o tratamento profundo dos gases de descarga. A névoa ácida proveniente das linhas de ventilação do tanque de reação é coletada por meio de coletores em uma torre de condensação a frio para recuperação da névoa ácida por condensação a frio, sendo então direcionada por um ventilador de tiragem induzida para a unidade MPA para purificação final e descarga.
- Névoa de ácido sulfúrico (poluente primário): O processo de eletrodeposição gera gotículas finas de névoa de ácido sulfúrico transportadas pelo vapor do evaporador. A concentração inicial é de 50 mg/Nm³ na entrada da unidade MPA (após a recuperação por condensação a frio), com uma concentração alvo na saída de ≤10 mg/Nm³. A névoa ácida é tanto um poluente que contribui para o cumprimento das normas quanto o principal fator responsável pela formação da pluma branca visível.
- SO₂ (proveniente do arraste de névoa ácida): Concentração inicial de 100 mg/Nm³; meta de saída ≤30 mg/Nm³. Presente tanto como SO₂ gasoso quanto como aerossol de sulfato arrastado pela corrente de vapor do evaporador.
- Material particulado (MP): Concentração inicial de 50 mg/Nm³; concentração alvo na saída ≤10 mg/Nm³. Inclui cristais finos de sal e gotículas de aerossol provenientes do evaporador, além da fração de névoa ácida.
- Complexidade do roteamento de dutos de névoa ácida: O sistema de reação de ácido sulfúrico possui inúmeros reatores com longos trechos de tubulação interligados. A modelagem do campo de fluxo de gás (CFD) é necessária para caracterizar corretamente a distribuição do fluxo antes da finalização do projeto dos dutos, e dampers de ar manuais devem ser instalados em cada ramificação da linha de névoa ácida para permitir o balanceamento e ajuste geral do fluxo de ar.
- Vapor saturado gerando pluma branca: O vapor do evaporador está totalmente saturado a aproximadamente 50°C. Após passar pela torre de condensação fria, o gás entra na unidade MPA a aproximadamente 40°C com umidade 50% e uma carga mista de poluentes na entrada de 50 mg/Nm³, produzindo uma pluma branca densa em todas as condições ambientais sem remoção ativa de aerossóis.
| Parâmetro | Concentração inicial | Outlet (Design) | Limite regulamentar |
|---|---|---|---|
| NOx | — | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 100 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Material particulado (MP) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Névoa de ácido sulfúrico (entrada MPA) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| pluma branca visível | Presente (nuvem densa de névoa ácida) | Nenhum (invisível) | Invisível e sem odor anormal. |
| Volume de gases de combustão (nominal) | 20.000 Nm³/h | — | — |
| Temperatura dos gases de combustão (saída do evaporador) | 50°C | — | — |
| Temperatura de entrada (unidade MPA, após o condensador frio) | ≈40°C | — | — |
| Umidade (na entrada da unidade MPA) | 50% | — | — |
| Padrão de emissão aplicável | GB 26132−2010 Norma de Emissão de Poluentes Atmosféricos para a Indústria de Ácido Sulfúrico | ||
03 — Requisitos de Engenharia
Critérios de projeto para redução da pluma magnética em aplicações de gases residuais de eletrodeposição na fundição de cobre
Os seguintes requisitos de projeto vinculativos foram estabelecidos antes da seleção da tecnologia, refletindo a composição da névoa ácida, o ambiente de serviço corrosivo, o traçado complexo da tubulação e a exigência de zero efluentes secundários desta aplicação de eletrodeposição de cobre.
Tecnologia comprovada, padrões nacionais
Somente tecnologias de purificação comercialmente maduras e comprovadas em campo são aceitáveis. Todos os equipamentos, materiais auxiliares e processos de fabricação devem atender às especificações das normas nacionais. O sistema deve alcançar uma melhoria de 30% a 50% em relação à linha de base existente, utilizando técnicas de redução verificadas aplicáveis à captura de névoa de ácido sulfúrico.
Tolerância de carga 10%–110%
O sistema deve manter a purificação estável e a supressão da pluma quando o volume de gases de combustão variar entre 10% e 110% da capacidade de projeto. As taxas de evaporação em plantas de eletrodeposição variam com a produção de cobre no cátodo e com as alterações na composição do eletrólito, exigindo uma ampla faixa de operação.
Resistência à corrosão por névoa de ácido sulfúrico
Todos os componentes que entram em contato com o jato de névoa de ácido sulfúrico devem incorporar proteção anticorrosiva certificada. A camada absorvedora de compósito de grafeno proporciona a resistência ácida necessária para o contato contínuo com aerossol de ácido sulfúrico a uma concentração de 50 mg/Nm³ e a estabilidade térmica para a purga periódica de retrolavagem regenerativa.
Poluição secundária zero — Sem reagente alcalino
A tecnologia selecionada não deve utilizar reagentes alcalinos (solução de NaOH, Ca(OH)₂ ou similares) e não deve gerar efluentes de águas residuais ou reagentes gastos. Este requisito exclui explicitamente a lavagem alcalina convencional como opção, uma vez que as águas residuais sulfatadas resultantes não podem ser descartadas no sistema de esgoto existente sem tratamento adicional.
Eficiência energética
A seleção de equipamentos deve minimizar os custos de capital e operacionais. O projeto deve incorporar tecnologias e dispositivos de economia de energia para reduzir os custos de funcionamento. Todos os equipamentos principais devem ser adquiridos de fabricantes com certificação nacional de qualidade e cadeias de suprimentos nacionais estabelecidas.
Conformidade com o ruído
O ruído dos equipamentos não deve exceder 85 dB(A) a 1 m, atendendo aos limites da Classe II da norma GB 12348−2008. A instalação de fundição de cobre está sujeita às mesmas obrigações de ruído comunitário que todas as operações industriais, de acordo com a estrutura regulatória de Três Linhas e Uma Lista de Yunnan.
Projeto do campo de fluxo em dutos com névoa ácida
O sistema de reatores de ácido sulfúrico possui inúmeros reatores com longos trechos de tubulação. A modelagem do campo de fluxo de gás (CFD) deve ser realizada antes da finalização do projeto dos dutos. Amortecedores de ar manuais devem ser instalados em cada ramal de névoa ácida para permitir o balanceamento geral do fluxo de ar e a compensação das assimetrias na distribuição do fluxo na extensa rede de dutos.
Modular e à prova de futuro
O projeto modular deve acomodar limites de emissão cada vez mais rigorosos ao longo de 3 a 5 anos, no âmbito do fortalecimento da estrutura de proteção ecológica de Yunnan. A tecnologia avançada deve abordar simultaneamente as coemissões gasosas residuais, permitindo que a instalação seja classificada como de baixíssima emissão sem a necessidade de substituição completa do sistema.
04 — Solução de Tratamento
Como o sistema de redução da pluma magnética foi configurado para os gases residuais da eletrodeposição na fundição de cobre.
Redução da pluma magnética (MPA) — também conhecida como purificação magnética de fumos, captura de névoa de ácido sulfúrico em fase seca, supressão de pluma não térmica, ou eliminação de névoa ácida por campo magnético — Elimina a pluma branca visível, removendo simultaneamente partículas finas, aerossóis de névoa ácida e vapor de água saturado do fluxo de vapor do evaporador. O gerador BLEMG-1KA cria um gradiente de campo magnético controlado que faz com que moléculas paramagnéticas e partículas de aerossol carregadas — incluindo gotículas de névoa de ácido sulfúrico e partículas finas de cristalito de sal específicas do gás residual da eletrodeposição da fundição de cobre — migrem em direção à camada absorvedora de composto de grafeno, tornando o gás de saída verdadeiramente invisível.
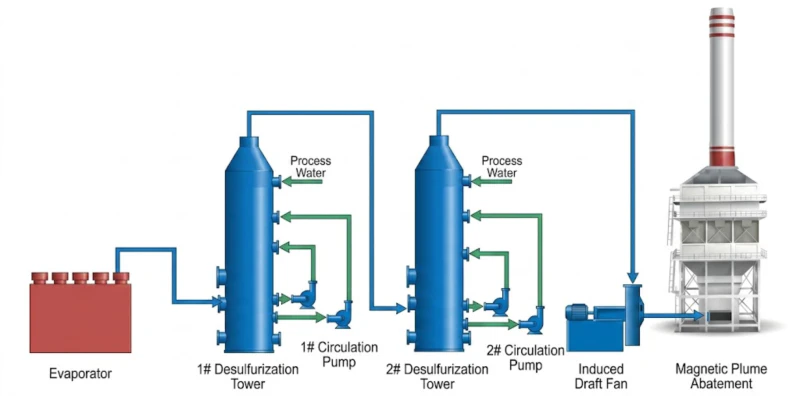
A sequência de tratamento começa com a coleta da névoa ácida das linhas de ventilação do reator por meio de um sistema de coletores com múltiplas ramificações. O gás coletado passa por uma torre de condensação a frio, onde a maior parte do condensado da névoa ácida é recuperada. O gás pré-tratado entra então na unidade MPA através do ventilador de tiragem induzida para purificação final, antes de ser descarregado pela chaminé. Essa abordagem em dois estágios — recuperação por condensação a frio seguida de polimento por MPA — atinge tanto a meta de conformidade regulatória quanto a recuperação máxima da névoa ácida para potencial reutilização no processo.
Fluxograma do processo: Vasos de reação → Condensador frio → Unidade MPA → Chaminé
Respiros de embarcação
Cabeçalho
Torre
Fã de Draft
(BLCNXB-2W)
Pilha
Configuração do sistema e principais parâmetros técnicos
A unidade BLCNXB-2W utiliza um torre externa, entrada inferior / exaustão superior Configuração. Com dimensões de 3,6×3,6×13,2 m, sua planta quadrada compacta é ideal para instalação nos espaços restritos disponíveis entre a infraestrutura existente da célula de eletroextração e a torre de condensação a frio.
| Parâmetro | Especificação |
|---|---|
| Modelo de unidade | BLCNXB-2W |
| Tipo de layout | Módulo independente externo à torre |
| Orientação do fluxo de ar | Entrada por baixo, exaustão por cima |
| Eficiência de purificação | ≥97% |
| Concentração de poluentes mistos na entrada | 50 mg/Nm³ |
| Concentração de poluentes mistos na saída | ≤10 mg/Nm³ |
| Resistência do sistema | 250 Pa |
| Volume de gases de combustão tratados | 20.000 Nm³/h |
| Temperatura dos gases de combustão na entrada (unidade MPA) | ≈40°C |
| Material da camada absorvente | compósito de grafeno |
| Dimensões do equipamento (C×L×A) | 3,6 m × 3,6 m × 13,2 m |
| Modelo de gerador de energia magnética | BLEMG-1KA |
| Potência de funcionamento | 15 kW |
| Dias de funcionamento anual | 300 dias/ano |
| Custo anual de eletricidade | Aproximadamente 43.200 RMB/ano |
| Padrão de Emissão Aplicável | GB 26132−2010 Norma de Emissão da Indústria de Ácido Sulfúrico |

05 — Principais Vantagens
Por que a redução da pluma magnética supera a lavagem alcalina no tratamento da névoa ácida na fundição de cobre?
- ✓
Reagente sem álcalis — Efluentes secundários sem resíduos — o diferencial decisivo: A lavagem convencional com NaOH ou Ca(OH)₂ da névoa de ácido sulfúrico gera águas residuais ricas em sulfato, que carregam concentrações elevadas de cobre, arsênio, cádmio e outros metais pesados provenientes do processo de eletrodeposição. Essas águas residuais não podem ser simplesmente descartadas e exigem tratamento adicional ou retorno ao processo, aumentando os custos e a complexidade operacional. O processo a seco MPA não utiliza reagentes líquidos e não gera águas residuais contínuas, eliminando completamente esse problema de poluição secundária. Esse foi o principal critério que determinou a seleção da tecnologia. - ✓
Eliminação completa da pluma branca onde a lavagem alcalina não funciona: Mesmo que a lavagem alcalina convencional reduza a concentração da névoa de ácido sulfúrico abaixo dos limites regulamentares, o vapor de água saturado e a fração residual de aerossol submicrônico que passa pelo enchimento do lavador continuam a gerar uma pluma branca ou cinza visível na chaminé. O sistema MPA captura simultaneamente partículas, névoa ácida e a fase de vapor de água saturado, tornando o escapamento verdadeiramente invisível. Essa é a diferença fundamental no mecanismo físico entre as duas tecnologias. - ✓
Energia específica ultrabaixa — 15 kW para 20.000 Nm³/h: Com um consumo de energia de 0,75 W por Nm³/h, o BLCNXB-2W apresenta um consumo específico de energia inferior a qualquer alternativa de lavagem alcalina, precipitação eletrostática ou reaquecimento de gás. O custo anual de eletricidade a 0,4 RMB/kWh para 300 dias de operação é de aproximadamente 43.200 RMB — um dos custos operacionais anuais mais baixos para uma instalação comercial de MPA de qualquer escala no setor de fundição de cobre. - ✓
A etapa prévia de condensação a frio recupera a névoa ácida para reutilização, reduzindo a carga de MPA: A torre de condensação a frio instalada a montante da unidade MPA recupera uma fração significativa da névoa ácida como condensado líquido, que pode ser retornado ao processo. Isso reduz simultaneamente a carga de poluentes na entrada da camada absorvedora MPA (prolongando sua vida útil) e captura o ácido, que pode ser reutilizado no processo, em vez de ser descartado como resíduo. A abordagem em dois estágios — recuperação por condensação a frio + polimento por MPA — é a configuração ideal para fluxos de névoa ácida na fundição de cobre. - ✓
Com dimensões compactas de 3,6×3,6×13,2 m, é ideal para instalações em espaços reduzidos de salas de eletroextração. As plantas de eletroextração de cobre caracterizam-se por layouts de equipamentos densos, com área livre limitada entre as fileiras de células, unidades retificadoras e infraestrutura de gerenciamento de ácido. A área ocupada mínima de 13 m² pelo BLCNXB-2W permite sua instalação em espaços que seriam inacessíveis para o vaso de lavagem, bomba e infraestrutura de armazenamento de reagentes de maior porte exigidos pelas atualizações convencionais de lavagem alcalina. - ✓
Posicionamento proativo sob a aplicação da Linha Vermelha Ecológica de Yunnan: A estrutura “Três Linhas e Uma Lista” de Yunnan cria uma trajetória plurianual de rigor regulatório para instalações de fundição de cobre. Ao instalar a tecnologia MPA, que já supera os limites de emissão atuais, a instalação construiu uma reserva de conformidade que reduz a probabilidade de exigir investimentos adicionais em resposta a futuras revisões das normas. O projeto modular também permite a expansão da capacidade, caso regulamentações futuras o exijam.
Comparação de Tecnologias: MPA vs. Alternativas Convencionais para Névoa Ácida na Fundição de Cobre
| Critério | Redução da pluma magnética | Esfoliação com álcali (NaOH) | GGH + Diluição |
|---|---|---|---|
| eliminação da pluma branca | Completo (invisível) | Não (a neblina persiste) | Parcial |
| Reagente alcalino necessário | Nenhum | Sim (custo contínuo do NaOH) | Nenhum |
| Efluentes secundários com metais pesados | Nenhum | Alto volume (sulfato + Cu, As) | Nenhum |
| Eficiência na remoção de névoa de ácido sulfúrico | ≥97% | ≈85–90% | N/A (sem remoção) |
| Potência de funcionamento (kW) | 15 kW | 40–80 kW (bombas + ventiladores) | 60–120 kW |
| Espaço ocupado pelo equipamento | 13 m² (3,6×3,6 m) | Grande (recipiente + bomba + tanque) | Médio |
| Potencial de recuperação de ácido | Sim (condensador frio a montante) | Não (neutralizado como resíduo) | Parcial |
06 — Resultados Operacionais
Comissionamento bem-sucedido na primeira tentativa e desempenho comprovado da pilha.
A unidade de redução da pluma magnética obteve sucesso completo na primeira comissionamento. Todos os dados operacionais e o desempenho de eliminação da pluma atenderam às metas de projeto desde o início da operação. A exaustão da chaminé tornou-se genuinamente invisível em todas as condições normais de operação, confirmando a eliminação completa da pluma branca de névoa ácida que antes era visível acima da planta de fundição de cobre em todas as condições atmosféricas.

07 — Precauções de Implementação
Considerações críticas de engenharia para aplicações de névoa ácida na eletrodeposição de cobre.
- ⚠️
Numerosos reatores de névoa ácida com longos trechos de tubulação exigem simulação do campo de fluxo de gás antes do projeto dos dutos: O sistema de eletrodeposição e evaporação de ácido sulfúrico em uma planta de cobre normalmente possui múltiplos reatores, tanques de evaporação e pontos de coleta distribuídos por uma grande área. Os longos trechos de tubulação entre os pontos de coleta e a unidade MPA criam uma distribuição de fluxo assimétrica: os reatores mais próximos do ventilador de tiragem induzida recebem um fluxo de ar desproporcionalmente alto, enquanto os reatores mais distantes recebem extração insuficiente. Isso deve ser diagnosticado e corrigido por meio de modelagem de campo de fluxo de gás CFD antes que o dimensionamento dos dutos seja finalizado, e dampers manuais devem ser instalados em cada linha de ramificação para permitir o balanceamento. Instalações que ignoram essa etapa rotineiramente descobrem que, após o comissionamento, 30–50% dos reatores apresentam coleta insuficiente e continuam a emitir névoa ácida para o ambiente de trabalho. - ⚠️
A lavagem alcalina convencional gera águas residuais sulfatadas contendo cobre, arsênio e metais pesados que não podem ser simplesmente descartadas: Se uma futura atualização ou plano de contingência envolver a adição de uma etapa de lavagem alcalina antes ou depois da unidade MPA, a água residual resultante conterá não apenas sulfato de sódio ou sulfato de cálcio, mas também cobre, arsênio e cádmio provenientes do eletrólito de eletrodeposição. Isso classifica a água residual como resíduo potencialmente perigoso, em vez de efluente industrial padrão, exigindo tratamento especializado ou retorno ao processo. É precisamente por isso que a abordagem MPA a seco foi selecionada para esta aplicação, e qualquer desvio da filosofia de projeto sem reagentes deve ser submetido a uma revisão completa de classificação de resíduos perigosos. - ⚠️
O condensado de ácido sulfúrico proveniente do absorvedor MPA deve ser gerenciado como um fluxo ácido controlado pelo processo: O condensado capturado pela camada absorvedora BLCNXB-2W contém ácido sulfúrico diluído. Ao contrário do condensado proveniente de aplicações farmacêuticas ou de fundição, este condensado pode ter valor de reutilização direta no processo como ácido de retorno para o banho de eletrodeposição. Antes de finalizar a destinação do condensado, realize uma análise laboratorial de pH, teor de cobre, teor de arsênio e outros parâmetros relevantes para a eletrodeposição. Se a qualidade for compatível, direcione o condensado diretamente de volta para o sistema de gerenciamento de ácido, em vez de tratá-lo como resíduo. - ⚠️
O desempenho da torre de condensação a frio deve ser validado antes de finalizar a carga de entrada do MPA: A torre de condensação a frio remove uma fração significativa da névoa ácida como condensado líquido antes que o gás entre na unidade MPA. A especificação de entrada da MPA (carga de poluentes mistos de 50 mg/Nm³) baseia-se na composição do gás pós-condensador a frio, e não na composição do vapor bruto do evaporador. Se a torre de condensação a frio apresentar desempenho inferior — devido a fluxo insuficiente de água de resfriamento, incrustação das superfícies do condensado ou temperatura ambiente elevada — a carga real de entrada da MPA excederá a especificação de projeto. Monitore a concentração na saída da torre de condensação a frio separadamente e assegure-se de que o projeto da MPA tenha uma margem de concentração 20% acima da carga máxima esperada pós-condensador. - ⚠️
A variação na taxa de produção por eletrodeposição afeta diretamente o volume de gás de evaporação e a concentração da névoa ácida: A produção de uma planta de eletroextração de cobre varia de acordo com a tarifa de energia elétrica, a demanda por cátodos e a manutenção programada das linhas de produção. Essas variações na produção causam alterações correspondentes no volume de eletrólito drenado, na taxa de evaporação e, consequentemente, no volume de gás e na concentração da névoa ácida que entra no sistema MPA. O sistema de controle BLEMG-1KA ajusta a intensidade do campo magnético automaticamente, mas o balanceamento manual do amortecedor, estabelecido durante o comissionamento, é calibrado para um ponto de operação de produção específico. Se a taxa de produção mudar permanentemente (por exemplo, expansão ou contração da capacidade), o balanceamento do amortecedor deve ser recalibrado. - ⚠️
Todos os dutos, carcaças de ventiladores, dampers e flanges de conexão devem ser especificados para serviço contínuo com névoa de ácido sulfúrico: O aço carbono padrão ou mesmo o aço inoxidável 304 corroem rapidamente em contato contínuo com névoa de ácido sulfúrico nas concentrações características dos gases residuais da eletrodeposição de cobre. Especifique PRFV (plástico reforçado com fibra) ou aço revestido com borracha resistente a ácidos para todos os dutos, carcaças de ventiladores e juntas de expansão. Materiais de vedação resistentes a ácidos (PTFE ou equivalente) devem ser usados em todas as conexões flangeadas. A não especificação de materiais resistentes à corrosão em toda a extensão dos dutos, desde os coletores até a unidade MPA, é a causa mais comum de falha prematura do sistema nesta aplicação.
08 — Principais conclusões de engenharia
Quatro lições aplicáveis deste projeto de eletrodeposição para fundição de cobre
- 1
A exigência de ausência de efluentes secundários é um fator decisivo na seleção de tecnologias para aplicações de fundição de cobre. Quando o efluente do processo contém metais pesados (cobre, arsênio, cádmio) e o ambiente regulatório e de gestão de resíduos é rigoroso — como ocorre no âmbito da proteção ambiental de Yunnan — a presença ou ausência de um reagente líquido no processo de tratamento costuma ser o critério determinante para a seleção da tecnologia, e não a eficiência do tratamento ou o custo de capital. Qualquer tecnologia que exija a adição de reagente alcalino e gere efluentes contaminados com metais pesados enfrenta uma carga de conformidade desproporcional nesse contexto. O processo a seco MPA contorna completamente esse problema. - 2
O pré-tratamento por condensação a frio a montante do MPA é a configuração ideal em dois estágios para fluxos de névoa ácida de alta concentração. A torre de condensação a frio neste projeto desempenha uma dupla função: recupera o ácido líquido para reutilização no processo (valioso em um contexto de eletroextração de cobre) e reduz a carga de entrada na camada absorvedora do MPA, prolongando sua vida útil. Para qualquer aplicação em que a concentração da névoa ácida do gás bruto exceda significativamente 50 mg/Nm³, a inserção de um estágio de condensação a frio ou de pré-lavagem parcial antes da unidade MPA é a configuração preferencial, e a rota de recuperação do condensado deve ser considerada na análise econômica da seleção da tecnologia. - 3
A modelagem do campo de fluxo de gás é obrigatória, e não opcional, para sistemas de coleta de névoa ácida com múltiplos recipientes. O resumo da experiência em engenharia para este projeto identifica explicitamente a complexidade do traçado da tubulação de névoa ácida como um desafio fundamental de engenharia, exigindo simulação do fluxo de gás e balanceamento manual dos dampers. Para qualquer instalação de fundição de cobre com mais de quatro reatores ou tanques de evaporação conectados a um coletor comum, a modelagem CFD do campo de fluxo de gás na rede de dutos deve ser um item contratual obrigatório na fase de projeto detalhado, e não um opcional. O custo da modelagem é insignificante comparado ao custo de uma correção pós-comissionamento para solucionar o desequilíbrio de fluxo. - 4
O custo anual de eletricidade de 43.200 RMB representa o padrão ouro para conformidade com a névoa ácida de 20.000 Nm³/h. A potência de operação de 15 kW do BLCNXB-2W, que proporciona uma vazão de 20.000 Nm³/h com eficiência de purificação ≥97%, estabelece um padrão de referência para conformidade com baixo custo no setor de fundição de cobre. Ao apresentar a justificativa de investimento à gerência da instalação, compare o custo operacional anual de eletricidade de 43.200 RMB com o custo combinado de reagentes, tratamento de efluentes e energia da alternativa convencional de lavagem alcalina — a diferença é tipicamente de 5 a 8 vezes o custo anual de eletricidade do MPA, representando um argumento convincente de retorno do investimento.
09 — Perguntas Frequentes
Redução magnética da pluma ácida na fundição de cobre: dez perguntas respondidas
Perguntas de engenheiros de conformidade ambiental, gerentes de fábrica e equipes de HSE (Saúde, Segurança e Meio Ambiente) em instalações de cobre eletrolítico e fundição de cobre que avaliam a tecnologia MPA (Áreas Marinhas Protegidas).
Pronto para eliminar a névoa ácida branca sem usar reagente alcalino?
Explore a gama completa de soluções para controle de emissões industriais.
Desde o controle magnético a seco da pluma de névoa ácida na fundição de cobre até Sistemas regenerativos de oxidação térmica para redução de COVs em altas concentraçõesNossa equipe de engenharia oferece soluções com zero resíduos secundários para os requisitos mais exigentes de controle de emissões de metais não ferrosos.





















