Caso di studio · Controllo delle emissioni industriali
Come un impianto di rame elettrolitico nella provincia dello Yunnan, che genera 170 m³/giorno di elettrolita di spurgo di rame a base di acido solforico, ha trattato 20.000 Nm³/h di vapore evaporativo carico di nebbia acida, ottenendo scarichi invisibili, piena conformità alla norma GB 26132-2010 e zero acque reflue secondarie, sostituendo il trattamento convenzionale di lavaggio alcalino dei pennacchi con un sistema di abbattimento magnetico dei pennacchi a base di composito di grafene.
Trattamento con nebbia acida per la fusione del rame
Abbattimento dei gas di scarico tramite elettrolisi
Soppressione del pennacchio non termico
Cattura magnetica con nebbia di acido solforico
01 — Contesto del settore
Fusione del rame, elettrolisi e la sfida della conformità alle normative sulle nebbie acide nell'ambito del rispetto della Linea Rossa Ecologica dello Yunnan
Il 10 novembre 2020, il governo provinciale dello Yunnan ha emesso il Opinioni sull'implementazione del sistema di gestione della zonizzazione ecologica e ambientale "Tre linee e un elenco". (Yunzhengfa [2020] n. 29). Il documento ha classificato 1.164 unità di gestione ambientale ecologica nello Yunnan in tre classi: protezione prioritaria, gestione chiave e gestione generale, e ha stabilito requisiti vincolanti per: la rigorosa applicazione delle leggi sulla protezione ambientale ecologica, la copertura completa dei permessi di emissione di inquinanti da fonti fisse, il potenziamento del controllo dell'inquinamento da veicoli a motore, il rafforzamento della gestione del rischio di inquinamento del suolo e il trattamento profondo dell'inquinamento industriale attraverso la bonifica integrata delle imprese "disperse, caotiche e inquinanti".
In base a questo quadro normativo, le attività di fusione industriale del rame nella provincia dello Yunnan, una delle principali regioni produttrici di rame, sono soggette a un controllo più rigoroso per quanto riguarda le emissioni atmosferiche, la protezione delle risorse idriche e il consumo energetico per unità di prodotto. Nello specifico, per gli impianti di estrazione elettrolitica del rame, la principale sfida in termini di conformità atmosferica è rappresentata dalla nebbia acida generata dal sistema di evaporazione utilizzato per concentrare l'elettrolita di spurgo. L'evaporatore genera 20.000 Nm³/h di vapore a circa 50 °C contenente goccioline di nebbia di acido solforico finemente disperse a 100 mg/Nm³, ben al di sopra del limite di 50 mg/Nm³ previsto dalla norma GB 26132-2010 per gli NOx e del limite generale di 10 mg/Nm³ per il particolato.
Il trattamento convenzionale di questo flusso di nebbia acida utilizza scrubber di lavaggio alcalini (soluzione di NaOH, soluzione di Ca(OH)₂ o reagenti alcalini simili) per neutralizzare l'aerosol di acido solforico. Tuttavia, questo approccio genera volumi significativi di acque reflue contaminate (ricche di solfati, con elevati contenuti di rame, arsenico e metalli pesanti derivanti dal processo di elettrolisi), comporta costi continui per l'approvvigionamento dei reagenti e in genere non riesce a soddisfare il requisito di "assenza di pennacchio bianco visibile" perché non rimuove il vapore acqueo saturo e l'aerosol fine residuo che fuoriescono dallo scrubber. La tecnologia di abbattimento magnetico del pennacchio è stata scelta specificamente perché elimina tutte e tre le componenti del pennacchio visibile - particolato, nebbia acida e vapore acqueo saturo - senza l'impiego di alcun reagente liquido.
“Il lavaggio alcalino convenzionale tratta la nebbia di acido solforico neutralizzandola, ma non è in grado di eliminare la nube bianca, poiché il vapore acqueo saturo e la frazione residua di aerosol sub-micronico che genera la nube visibile attraversano direttamente il materiale di riempimento dello scrubber. Solo una tecnologia in grado di rimuovere simultaneamente la fase aerosol risolve il problema della nube bianca. Ed è esattamente ciò che il meccanismo di cattura magnetica riesce a fare.”
— Sintesi tecnica del progetto di abbattimento delle emissioni magnetiche derivanti dalla fusione del rame

02 — Profilo di inquinamento
Caratterizzazione del vapore dell'evaporatore: gas di scarico contenenti nebbia di acido solforico derivanti dalla concentrazione di elettroliti nel flusso di rame durante l'elettroestrazione
L'impianto è un'azienda di estrazione elettrolitica del rame con un tasso di evaporazione dell'elettrolita di rame solforico pari a 170 m³/giorno, che produce 20.000 Nm³/h di vapore evaporativo. Nel processo di evaporazione, il vapore attraversa una soluzione di rame solforico e viene riscaldato, provocando l'evaporazione. Il vapore viene raccolto e convogliato in un serbatoio di acqua di condensa; l'acqua di condensa scaricata dall'alto (con un contenuto di acido di circa 1,9 mg/m³) rispetta gli standard nazionali di scarico a 40 mg/m³ e viene scaricata in atmosfera.
Tuttavia, con l'inasprirsi delle normative ambientali e l'impegno dell'azienda per uno sviluppo ecocompatibile, è stato avviato un trattamento completo per affrontare in modo più approfondito la depurazione dei gas di scarico. I percorsi di raccolta delle nebbie acide e della condensa sono stati riprogettati ed è stato aggiunto un sistema di gestione del vapore acqueo per consentire un trattamento completo dei gas di scarico. Le nebbie acide provenienti dalle linee di sfiato del serbatoio di reazione vengono raccolte tramite collettori in una torre di condensazione a freddo per il recupero delle nebbie acide, quindi convogliate da un ventilatore a tiraggio forzato nell'unità MPA per la purificazione finale e lo scarico.
- Nebbia di acido solforico (inquinante primario): Il processo di elettrolisi genera finissime goccioline di nebbia di acido solforico trasportate dal vapore dell'evaporatore. La concentrazione iniziale all'ingresso dell'unità MPA è di 50 mg/Nm³ (dopo il recupero per condensazione a freddo), con una concentrazione target in uscita di ≤10 mg/Nm³. La nebbia acida è sia un inquinante soggetto a controlli che la principale causa della formazione di un pennacchio bianco visibile.
- SO₂ (proveniente da residui di nebbia acida): Concentrazione iniziale 100 mg/Nm³; valore target in uscita ≤30 mg/Nm³. Presente sia come SO₂ gassoso che come aerosol di solfato trascinato dal flusso di vapore dell'evaporatore.
- Particolato (PM): Concentrazione iniziale 50 mg/Nm³; valore target in uscita ≤10 mg/Nm³. Include cristalli di sale fini e goccioline di aerosol provenienti dall'evaporatore, oltre alla frazione di nebbia acida.
- Complessità del percorso di instradamento delle condotte per le nebbie acide: Il sistema di reazione dell'acido solforico è costituito da numerosi reattori con lunghe tubazioni di collegamento. La modellazione del campo di flusso del gas (CFD) è necessaria per caratterizzare correttamente la distribuzione del flusso prima di finalizzare la progettazione dei condotti, e devono essere installate serrande d'aria manuali su ogni diramazione della nebbia acida per consentire il bilanciamento e la regolazione complessiva del flusso d'aria.
- Vapore saturo che genera una colonna di fumo bianco: Il vapore dell'evaporatore è completamente saturo a circa 50 °C. Dopo aver attraversato la torre di condensazione a freddo, il gas entra nell'unità MPA a circa 40 °C con un'umidità di 50% e un carico di inquinanti in ingresso misto di 50 mg/Nm³, producendo un denso pennacchio bianco in tutte le condizioni ambientali senza rimozione attiva dell'aerosol.
| Parametro | Concentrazione iniziale | Punto vendita (design) | Limite regolamentare |
|---|---|---|---|
| NOx | — | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 100 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Particolato (PM) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Nebbia di acido solforico (ingresso MPA) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Pennacchio bianco visibile | Presente (densa nube di nebbia acida) | Nessuno (invisibile) | Invisibile e privo di odore anomalo. |
| Volume dei gas di scarico (nominale) | 20.000 Nm³/h | — | — |
| Temperatura dei gas di scarico (in uscita dall'evaporatore) | 50 °C | — | — |
| Temperatura di ingresso (unità MPA, dopo il condensatore freddo) | ≈40°C | — | — |
| Umidità (all'ingresso dell'unità MPA) | 50% | — | — |
| Norma di emissione applicabile | GB 26132−2010 Norma sulle emissioni di inquinanti atmosferici per l'industria dell'acido solforico | ||
03 — Requisiti di ingegneria
Criteri di progettazione per l'abbattimento dei pennacchi magnetici nei gas di scarico dell'elettroestrazione di rame
Prima della selezione della tecnologia, sono stati definiti i seguenti requisiti di progettazione vincolanti, che tengono conto della composizione della nebbia acida, dell'ambiente di servizio corrosivo, del complesso percorso delle condotte e del requisito di zero acque reflue secondarie di questa applicazione di elettrolisi per la fusione del rame.
Tecnologia collaudata, standard nazionali
Sono accettabili solo tecnologie di purificazione commercialmente mature e collaudate sul campo. Tutte le apparecchiature, i materiali ausiliari e i processi di produzione devono essere conformi alle specifiche degli standard nazionali. Il sistema deve raggiungere un miglioramento di 30%–50% rispetto al livello di riferimento esistente, utilizzando tecniche di abbattimento verificate e applicabili alla cattura della nebbia di acido solforico.
Tolleranza di carico 10%–110%
Il sistema deve mantenere una purificazione stabile e la soppressione del pennacchio di gas quando il volume dei fumi varia tra 10% e 110% della capacità di progetto. I tassi di evaporazione dell'impianto di elettrolisi variano con la portata di produzione del rame catodico e con le variazioni della composizione dell'elettrolita, richiedendo un'ampia capacità operativa.
Resistenza alla corrosione da nebbia di acido solforico
Tutti i componenti a contatto con il flusso di nebbia di acido solforico devono essere dotati di una protezione anticorrosione certificata. Lo strato assorbente in composito di grafene garantisce la resistenza agli acidi necessaria per il contatto prolungato con aerosol di acido solforico a una concentrazione di 50 mg/Nm³ e la stabilità termica per il lavaggio in controcorrente rigenerativo periodico.
Zero inquinamento secondario - Nessun reagente alcalino
La tecnologia selezionata non deve utilizzare reagenti alcalini (soluzione di NaOH, Ca(OH)₂ o simili) e non deve generare acque reflue o reagenti esausti. Questo requisito esclude esplicitamente il lavaggio alcalino convenzionale come opzione, poiché le acque reflue solfatiche risultanti non possono essere scaricate nel sistema fognario esistente senza un ulteriore trattamento.
Efficienza energetica
La selezione delle apparecchiature deve ridurre al minimo sia i costi di capitale che quelli di esercizio. La progettazione deve integrare tecnologie e dispositivi per il risparmio energetico al fine di ridurre i costi di gestione. Tutte le principali apparecchiature devono essere fornite da produttori di qualità certificati a livello nazionale, con consolidate catene di approvvigionamento nazionali.
Conformità al rumore
Il rumore prodotto dalle apparecchiature non deve superare gli 85 dB(A) a 1 m, in conformità ai limiti di Classe II della norma GB 12348-2008. L'impianto di fusione del rame è soggetto agli stessi obblighi in materia di rumore ambientale previsti per tutte le attività industriali ai sensi del quadro normativo "Tre linee e una lista" dello Yunnan.
Progettazione del campo di flusso delle condotte per nebbie acide
Il sistema di reattori per acido solforico è costituito da numerosi recipienti con lunghe tubazioni. La modellazione del campo di flusso del gas (CFD) deve essere eseguita prima della finalizzazione della progettazione dei condotti. Su ogni diramazione della nebbia acida devono essere installate serrande d'aria manuali per consentire il bilanciamento complessivo del flusso d'aria e la compensazione delle asimmetrie di distribuzione del flusso nella lunga rete di tubazioni.
Modulare e a prova di futuro
La progettazione modulare deve adattarsi al progressivo inasprimento dei limiti di emissione nell'arco di 3-5 anni, in conformità con il quadro normativo rafforzato per la tutela ambientale dello Yunnan. La tecnologia avanzata deve al contempo affrontare il problema delle emissioni gassose residue, consentendo all'impianto di ottenere la classificazione a bassissime emissioni senza la necessità di una completa sostituzione del sistema.
04 — Soluzione di trattamento
Come è stato configurato il sistema di abbattimento del pennacchio magnetico per i gas di scarico dell'elettrolisi della fusione del rame
Abbattimento magnetico del pennacchio (MPA) — noto anche come purificazione magnetica dei fumi, cattura della nebbia di acido solforico in fase secca, soppressione del pennacchio non termico, O eliminazione della nebbia acida tramite campo magnetico — elimina la visibile colonna di vapore bianca rimuovendo simultaneamente particelle fini, aerosol di nebbia acida e vapore acqueo saturo dal flusso di vapore dell'evaporatore. Il generatore BLEMG-1KA crea un gradiente di campo magnetico controllato che fa sì che le molecole paramagnetiche e le particelle di aerosol cariche, comprese le goccioline di nebbia di acido solforico e le particelle fini di cristalliti di sale specifiche dei gas di scarico dell'elettrolisi del rame, migrino verso lo strato assorbente composito di grafene, rendendo il gas in uscita effettivamente invisibile.
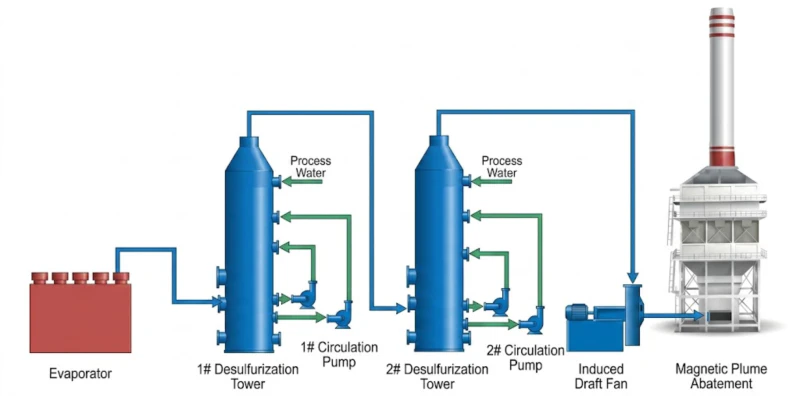
La sequenza di trattamento inizia con la raccolta della nebbia acida dalle linee di sfiato del reattore tramite un sistema di collettori a più diramazioni. Il gas raccolto passa attraverso una torre di condensazione a freddo dove viene recuperata la condensa di nebbia acida. Il gas pretrattato entra quindi nell'unità MPA tramite un ventilatore a tiraggio forzato per la purificazione finale, prima di essere scaricato attraverso il camino. Questo approccio a due fasi – recupero tramite condensazione a freddo seguito da purificazione MPA – consente di raggiungere sia l'obiettivo di conformità normativa sia il massimo recupero di nebbia acida per un potenziale riutilizzo nel processo.
Flusso di processo: Reattori → Condensatore freddo → Unità MPA → Camino
Sfiati dei vasi
Intestazione
Torre
Appassionato di draft
(BLCNXB-2W)
Pila
Configurazione del sistema e parametri tecnici chiave
L'unità BLCNXB-2W utilizza un torre esterna, ingresso dal basso / scarico dall'alto Configurazione. Con dimensioni di 3,6×3,6×13,2 m, la sua pianta quadrata e compatta si presta bene all'installazione negli spazi ristretti disponibili tra l'infrastruttura esistente delle celle elettrolitiche e la torre di condensazione a freddo.
| Parametro | Specifica |
|---|---|
| Modello unitario | BLCNXB-2W |
| Tipo di layout | Modulo esterno alla torre, autonomo |
| Orientamento del flusso d'aria | Ingresso dal basso, scarico dall'alto |
| Efficienza di purificazione | ≥97% |
| Concentrazione di inquinanti misti in ingresso | 50 mg/Nm³ |
| Concentrazione di inquinanti misti in uscita | ≤10 mg/Nm³ |
| Resistenza del sistema | 250 Pa |
| Volume dei gas di scarico trattati | 20.000 Nm³/h |
| Temperatura dei gas di scarico in ingresso (unità MPa) | ≈40°C |
| Materiale dello strato assorbente | Composito di grafene |
| Dimensioni dell'apparecchiatura (L×P×A) | 3,6 m × 3,6 m × 13,2 m |
| Modello di generatore di energia magnetica | BLEMG-1KA |
| Potenza di esercizio | 15 kW |
| Giorni di attività annuali | 300 giorni/anno |
| Costo annuale dell'elettricità | Circa 43.200 RMB/anno |
| Norma sulle emissioni applicabile | Norma GB 26132-2010 sulle emissioni dell'industria dell'acido solforico |

05 — Vantaggi principali
Perché l'abbattimento magnetico delle nubi acide è più efficace del lavaggio alcalino per il trattamento delle nebbie acide nella fusione del rame
- ✓
Zero reagenti alcalini — Zero acque reflue secondarie — il fattore determinante: Il lavaggio convenzionale della nebbia di acido solforico con NaOH o Ca(OH)₂ genera acque reflue ricche di solfati che contengono elevate concentrazioni di rame, arsenico, cadmio e altri metalli pesanti provenienti dal processo di elettrolisi. Queste acque reflue non possono essere semplicemente scaricate e richiedono un trattamento aggiuntivo o il reimpiego nel processo, con conseguente aumento dei costi e della complessità operativa. Il processo a secco MPA non introduce alcun reagente liquido e non genera acque reflue continue, eliminando completamente questo problema di inquinamento secondario. Questo è stato il criterio principale che ha determinato la scelta della tecnologia. - ✓
Eliminazione completa della patina bianca dove la pulizia alcalina non riesce: Anche se il lavaggio alcalino convenzionale riduce la concentrazione di nebbia di acido solforico al di sotto dei limiti normativi, il vapore acqueo saturo e la frazione residua di aerosol sub-micronico che attraversa il riempimento dello scrubber continuano a generare un pennacchio bianco o grigio visibile in corrispondenza del camino. Il sistema MPA cattura simultaneamente particolato, nebbia acida e fase di vapore acqueo saturo, rendendo i gas di scarico effettivamente invisibili. Questa è la differenza fondamentale a livello di meccanismo fisico tra le due tecnologie. - ✓
Energia specifica ultra-bassa: 15 kW per 20.000 Nm³/h: Con un consumo energetico specifico di 0,75 W per Nm³/h, il BLCNXB-2W presenta un assorbimento di energia inferiore rispetto a qualsiasi alternativa di lavaggio alcalino, precipitazione elettrostatica o riscaldamento del gas. Il costo annuo dell'elettricità, pari a 0,4 RMB/kWh per 300 giorni di funzionamento, è di circa 43.200 RMB, uno dei costi operativi annui più bassi per un impianto MPA commerciale di qualsiasi dimensione nel settore della fusione del rame. - ✓
La fase preliminare di condensazione a freddo recupera la nebbia acida per il riutilizzo, riducendo al contempo il carico di MPA: La torre di condensazione a freddo installata a monte dell'unità MPA recupera una frazione significativa della nebbia acida sotto forma di condensato liquido che può essere reimmesso nel processo. Ciò riduce simultaneamente il carico inquinante in ingresso presentato allo strato assorbente MPA (prolungandone la durata) e recupera acido prezioso per il riutilizzo nel processo anziché trattarlo come rifiuto. L'approccio a due stadi — recupero tramite condensazione a freddo + trattamento di affinamento MPA — rappresenta la configurazione ottimale per i flussi di nebbia acida derivanti dalla fusione del rame. - ✓
Ingombro ridotto di 3,6×3,6×13,2 m. Installabile anche in spazi ristretti come le sale di elettrolisi: Gli impianti di elettrolisi del rame presentano tipicamente layout di apparecchiature molto densi, con una superficie libera limitata tra le file di celle, le unità di rettifica e le infrastrutture di gestione degli acidi. L'ingombro minimo di 13 m² del BLCNXB-2W lo rende installabile in spazi che non sarebbero disponibili per le più grandi infrastrutture di lavaggio, pompaggio e stoccaggio dei reagenti richieste dai tradizionali aggiornamenti degli impianti di lavaggio alcalino. - ✓
Posizionamento proattivo nell'ambito dell'applicazione della Linea Rossa Ecologica dello Yunnan: Il quadro normativo "Tre linee e un elenco" dello Yunnan crea una traiettoria pluriennale di inasprimento delle normative per gli impianti di fusione del rame. Installando la tecnologia MPA, che già supera gli attuali limiti di emissione, l'impianto ha creato un margine di sicurezza che riduce la probabilità di dover richiedere ulteriori investimenti in risposta a future revisioni degli standard. La progettazione modulare consente inoltre di aumentare la capacità produttiva qualora le normative future lo richiedessero.
Confronto tecnologico: MPA contro alternative convenzionali per la nebbia acida nella fusione del rame
| Criterio | Abbattimento del pennacchio magnetico | Lavaggio alcalino (NaOH) | GGH + Diluizione |
|---|---|---|---|
| Eliminazione della colonna bianca | Completo (invisibile) | No (la foschia persiste) | Parziale |
| È necessario un reagente alcalino | Nessuno | Sì (costo continuo dell'NaOH) | Nessuno |
| Acque reflue secondarie contenenti metalli pesanti | Nessuno | Alto volume (solfato + Cu, As) | Nessuno |
| Efficienza di rimozione della nebbia di acido solforico | ≥97% | ≈85–90% | N/D (nessuna rimozione) |
| Potenza di funzionamento (kW) | 15 kW | 40–80 kW (pompe + ventilatori) | 60–120 kW |
| Ingombro delle apparecchiature | 13 m² (3,6×3,6 m) | Grande (recipiente + pompa + serbatoio) | Medio |
| Potenziale di recupero dell'acido | Sì (condensatore freddo a monte) | No (neutralizzato come rifiuto) | Parziale |
06 — Risultati operativi
Messa in servizio riuscita al primo tentativo e prestazioni dello stack verificate.
L'unità di abbattimento magnetico dei pennacchi di fumo ha superato con successo la prima fase di collaudo. Tutti i dati operativi e le prestazioni di eliminazione dei pennacchi hanno soddisfatto gli obiettivi di progetto fin dall'avvio iniziale. I fumi di scarico del camino sono diventati praticamente invisibili in tutte le normali condizioni operative, confermando la completa eliminazione del pennacchio bianco di nebbia acida che in precedenza era visibile sopra l'impianto di fusione del rame in tutte le condizioni atmosferiche.

07 — Avvertenze sull'implementazione
Considerazioni ingegneristiche critiche per le applicazioni di nebulizzazione acida nell'elettrolisi della fusione del rame.
- ⚠️
Numerosi reattori a nebbia acida con lunghe tubazioni richiedono la simulazione del campo di flusso del gas prima della progettazione dei condotti: Il sistema di elettrolisi ed evaporazione dell'acido solforico in un impianto di rame presenta in genere diversi reattori, serbatoi di evaporazione e punti di raccolta distribuiti su un'ampia superficie. Le lunghe tubazioni tra i punti di raccolta e l'unità MPA creano una distribuzione asimmetrica del flusso: i reattori più vicini al ventilatore di aspirazione ricevono un flusso d'aria sproporzionatamente elevato, mentre quelli più distanti ricevono un'estrazione insufficiente. Questo problema deve essere diagnosticato e corretto mediante la modellazione CFD del campo di flusso del gas prima di finalizzare il dimensionamento dei condotti, e devono essere installate serrande manuali su ogni diramazione per consentire il bilanciamento. Gli impianti che trascurano questo passaggio riscontrano regolarmente che, dopo la messa in servizio, 30-50% dei reattori risultano sotto-raccolti e continuano a emettere nebbie acide nell'ambiente di lavoro. - ⚠️
I tradizionali processi di lavaggio alcalino generano acque reflue solfatiche contenenti rame, arsenico e metalli pesanti che non possono essere semplicemente scaricate: Qualora un futuro aggiornamento o piano di emergenza preveda l'aggiunta di una fase di lavaggio alcalino a monte o a valle dell'unità MPA, le acque reflue risultanti conterranno non solo solfato di sodio o solfato di calcio, ma anche rame, arsenico e cadmio provenienti dall'elettrolita utilizzato nell'elettrolisi. Ciò classifica le acque reflue come rifiuti potenzialmente pericolosi anziché come normali acque reflue industriali, richiedendo un trattamento specializzato o il reimpiego nel processo produttivo. È proprio per questo motivo che è stato scelto l'approccio MPA a secco per questa applicazione, e qualsiasi deviazione dalla filosofia progettuale senza reagenti dovrebbe essere soggetta a una completa valutazione della classificazione dei rifiuti pericolosi. - ⚠️
Il condensato di acido solforico proveniente dall'assorbitore MPA deve essere gestito come un flusso acido controllato dal processo: Il condensato catturato dallo strato assorbente BLCNXB-2W contiene acido solforico diluito. A differenza del condensato proveniente da applicazioni farmaceutiche o di fusione, questo condensato può essere riutilizzato direttamente nel processo come acido di ritorno per il bagno di elettrolisi. Prima di definire la modalità di smaltimento del condensato, è necessario effettuare un'analisi di laboratorio per determinare il pH, il contenuto di rame, il contenuto di arsenico e altri parametri rilevanti per l'elettrolisi. Se la qualità è compatibile, il condensato può essere reimmesso direttamente nel sistema di gestione degli acidi anziché essere smaltito come rifiuto. - ⚠️
Le prestazioni della torre di condensazione a freddo devono essere validate prima di finalizzare il carico in ingresso dell'MPA: La torre di condensazione a freddo rimuove una frazione significativa della nebbia acida sotto forma di condensato liquido prima che il gas entri nell'unità MPA. La specifica di ingresso dell'unità MPA (carico di inquinanti misti pari a 50 mg/Nm³) si basa sulla composizione del gas a valle del condensatore a freddo, non sulla composizione del vapore grezzo dell'evaporatore. Se la torre di condensazione a freddo non funziona correttamente, a causa di un flusso di acqua di raffreddamento insufficiente, dell'intasamento delle superfici di condensazione o di una temperatura ambiente elevata, il carico effettivo in ingresso all'unità MPA supererà la specifica di progetto. Monitorare separatamente la concentrazione in uscita dalla torre di condensazione a freddo e assicurarsi che la progettazione dell'unità MPA preveda un margine di concentrazione di 20% al di sopra del carico massimo previsto a valle del condensatore. - ⚠️
La variazione del tasso di produzione dell'elettrolisi influisce direttamente sul volume del gas di evaporazione e sulla concentrazione della nebbia acida: La produzione di un impianto di elettrolisi del rame varia in base alle condizioni tariffarie dell'energia elettrica, alla domanda di catodi e alla manutenzione programmata delle linee di celle. Queste variazioni di produzione causano corrispondenti cambiamenti nel volume dell'elettrolita di spurgo, nel tasso di evaporazione e, di conseguenza, nel volume di gas e nella concentrazione di nebbia acida che entrano nel sistema MPA. Il sistema di controllo BLEMG-1KA regola automaticamente l'intensità del campo magnetico, ma il bilanciamento manuale delle valvole di smorzamento, impostato durante la messa in servizio, è calibrato per uno specifico punto di funzionamento della produzione. Se la velocità di produzione cambia in modo permanente (ad esempio, espansione o contrazione della capacità), il bilanciamento delle valvole di smorzamento deve essere ricalibrato. - ⚠️
Tutti i condotti, gli involucri delle ventole, le serrande e le flange di collegamento devono essere specificati per un servizio continuo con nebbia di acido solforico: L'acciaio al carbonio standard o persino l'acciaio inossidabile 304 si corrodono rapidamente a contatto continuo con la nebbia di acido solforico alle concentrazioni tipiche dei gas di scarico dell'elettroestrazione del rame. Specificare FRP (plastica rinforzata con fibre) o acciaio rivestito in gomma resistente agli acidi per tutte le canalizzazioni, gli involucri delle ventole e i giunti di dilatazione. Materiali di guarnizione resistenti agli acidi (PTFE o equivalenti) devono essere utilizzati su tutte le connessioni flangiate. La mancata specifica di materiali resistenti alla corrosione lungo l'intera tratta di canalizzazione, dai collettori di raccolta all'unità MPA, è la causa più comune di guasti precoci del sistema in questa applicazione.
08 — Considerazioni ingegneristiche
Quattro lezioni trasferibili da questo progetto di elettrolisi per la fusione del rame
- 1
Il requisito di assenza di acque reflue secondarie è un fattore determinante nella scelta della tecnologia per le applicazioni di fusione del rame. Quando il flusso di processo contiene metalli pesanti (rame, arsenico, cadmio) e il contesto normativo e di gestione dei rifiuti è rigoroso, come nel caso del quadro di protezione ecologica dello Yunnan, la presenza o l'assenza di un reagente liquido nel processo di trattamento è spesso il criterio determinante per la scelta della tecnologia, non l'efficienza del trattamento o il costo di investimento. Qualsiasi tecnologia che richieda l'aggiunta di un reagente alcalino e generi acque reflue contaminate da metalli pesanti si trova ad affrontare un onere di conformità sproporzionato in questo contesto. Il processo a secco MPA aggira completamente questo problema. - 2
Il pretrattamento mediante condensazione a freddo a monte dell'MPA rappresenta la configurazione a due stadi ottimale per flussi di nebbia acida ad alta concentrazione. La torre di condensazione a freddo in questo progetto svolge una duplice funzione: recupera l'acido liquido per il riutilizzo nel processo (particolarmente utile in un contesto di elettrolisi del rame) e riduce il carico in ingresso allo strato assorbente MPA, prolungandone la durata. Per qualsiasi applicazione in cui la concentrazione di nebbia acida del gas grezzo superi significativamente i 50 mg/Nm³, l'inserimento di uno stadio di condensazione a freddo o di prelavaggio parziale prima dell'unità MPA rappresenta la configurazione preferibile, e il percorso di recupero del condensato dovrebbe essere considerato nell'analisi economica per la scelta della tecnologia. - 3
La modellazione del campo di flusso del gas è obbligatoria, non facoltativa, per i sistemi di raccolta di nebbie acide a più recipienti. La sintesi dell'esperienza ingegneristica per questo progetto identifica esplicitamente la complessità del percorso della condotta per le nebbie acide come una sfida ingegneristica chiave che richiede la simulazione del flusso di gas e il bilanciamento manuale delle serrande. Per qualsiasi impianto di fusione del rame con più di quattro reattori o serbatoi di evaporazione collegati a un collettore di raccolta condiviso, la modellazione CFD del campo di flusso del gas nella rete di condotti dovrebbe essere un risultato contrattuale nella fase di progettazione di dettaglio, non un'aggiunta opzionale. Il costo della modellazione è irrisorio rispetto al costo di un intervento correttivo post-commissioning per correggere lo squilibrio del flusso. - 4
Il costo annuo dell'elettricità di 43.200 RMB rappresenta lo standard di riferimento per la conformità ai requisiti di emissioni di nebbie acide pari a 20.000 Nm³/h. La potenza operativa di 15 kW del BLCNXB-2W, che eroga una portata di 20.000 Nm³/h con un'efficienza di purificazione ≥97%, stabilisce un punto di riferimento per la conformità economicamente vantaggiosa nel settore della fusione del rame. Quando si presenta il caso di investimento alla direzione dell'impianto, è opportuno confrontare i costi operativi (OPEX) dell'elettricità di 43.200 RMB/anno con i costi combinati di reagenti, trattamento delle acque reflue ed energia dell'alternativa convenzionale di lavaggio alcalino: la differenza è in genere 5-8 volte superiore al costo annuo dell'elettricità MPA, rappresentando un argomento convincente a favore del ritorno sull'investimento.
09 — Domande frequenti
Soppressione magnetica delle nubi di acido generate dalla fusione del rame: dieci domande e risposte
Domande poste da ingegneri addetti alla conformità ambientale, direttori di stabilimento e team HSE di impianti di rame elettrolitico e di fusione del rame che valutano la tecnologia MPA.
Pronti a eliminare la nube bianca di nebbia acida senza reagenti alcalini?
Scopri la gamma completa di soluzioni per il controllo delle emissioni industriali.
Dalla riduzione magnetica a secco delle nubi di acido derivanti dalla fusione del rame a sistemi di ossidazione termica rigenerativa per l'abbattimento di VOC ad alta concentrazioneIl nostro team di ingegneri offre soluzioni a zero rifiuti secondari per i requisiti più esigenti in materia di controllo delle emissioni di metalli non ferrosi.





















