مطالعه موردی · کنترل انتشار گازهای صنعتی
چگونه یک کارخانه مس الکترولیتی در استان یوننان که روزانه ۱۷۰ متر مکعب الکترولیت مس سولفوریک اسید تولید میکند، ۲۰۰۰۰ نیوتن متر مکعب در ساعت بخار تبخیرکننده حاوی غبار اسیدی را تصفیه کرد - به تخلیه نامرئی دودکش، انطباق کامل با GB 26132-2010 و صفر فاضلاب ثانویه دست یافت - با جایگزینی تصفیه مرسوم دود با شستشوی قلیایی با یک سیستم کاهش دود مغناطیسی کامپوزیت گرافن.
عملیات مه اسیدی ذوب مس
کاهش گازهای خروجی ناشی از الکترووینینگ
مهار دود غیر حرارتی
جذب مغناطیسی غبار اسید سولفوریک
۰۱ — پیشینه صنعت
ذوب مس، استخراج الکتریکی و چالش انطباق با قانون مه اسیدی تحت نظارت خط قرمز اکولوژیکی یوننان
در 10 نوامبر 2020، دولت استان یوننان بیانیهای صادر کرد. نظرات در مورد اجرای مدیریت پهنهبندی اکولوژیکی و محیطی «سه خط و یک فهرست» (یونژنگفا [2020] شماره 29). این سند، 1164 واحد مدیریت زیستمحیطی اکولوژیکی را در سراسر یوننان به سه دسته - حفاظت اولویتدار، مدیریت کلیدی و مدیریت عمومی - طبقهبندی کرد و الزامات الزامآوری را برای موارد زیر تعیین کرد: اجرای دقیق قوانین حفاظت از محیط زیست اکولوژیکی، پوشش جامع مجوزهای انتشار آلودگی با منبع ثابت، افزایش کنترل آلودگی وسایل نقلیه موتوری، تقویت مدیریت ریسک آلودگی خاک و تصفیه عمیق آلودگی صنعتی از طریق اصلاح یکپارچه شرکتهای «پراکنده، آشفته و آلاینده».
تحت این چارچوب نظارتی، عملیات ذوب مس صنعتی در استان یوننان - یک منطقه اصلی تولیدکننده مس - با بررسی دقیقتری در مورد انتشار گازهای گلخانهای، حفاظت از منابع آب و مصرف انرژی به ازای هر واحد تولید مواجه است. به طور خاص برای کارخانههای مس الکترووینینگ، چالش اصلی رعایت الزامات جوی، غبار اسیدی تولید شده توسط سیستم تبخیرکننده مورد استفاده برای تغلیظ الکترولیت تخلیه شده است. تبخیرکننده 20000 نیوتن متر مکعب در ساعت بخار در دمای تقریباً 50 درجه سانتیگراد تولید میکند که حاوی قطرات غبار اسید سولفوریک ریز با غلظت 100 میلیگرم بر نیوتن متر مکعب است - بسیار بالاتر از حد مجاز GB 26132-2010 برای NOx، 50 میلیگرم بر نیوتن متر مکعب و حد مجاز کلی ذرات معلق 10 میلیگرم بر نیوتن متر مکعب.
تصفیه مرسوم این جریان غبار اسیدی از اسکرابرهای شستشوی قلیایی (محلول NaOH، محلول Ca(OH)₂ یا معرفهای قلیایی مشابه) برای خنثیسازی آئروسل اسید سولفوریک استفاده میکند. با این حال، این رویکرد حجم قابل توجهی از فاضلاب آلوده (غنی از سولفات، با محتوای بالای مس، آرسنیک و فلزات سنگین از فرآیند الکترووینینگ) تولید میکند، هزینه تهیه مداوم معرف را افزایش میدهد و معمولاً در دستیابی به الزام "عدم وجود ستون سفید قابل مشاهده" شکست میخورد زیرا بخار آب اشباع و آئروسل ریز باقیمانده که از اسکرابر خارج میشوند را حذف نمیکند. فناوری کاهش ستون مغناطیسی به طور خاص انتخاب شد زیرا هر سه جزء ستون قابل مشاهده - ذرات، غبار اسید و بخار آب اشباع - را بدون هیچ گونه ورودی معرف مایع حذف میکند.
«شستشوی قلیایی مرسوم، غبار اسید سولفوریک را با خنثیسازی تصفیه میکند - اما نمیتواند دود سفید را از بین ببرد، زیرا بخار آب اشباع شده و کسر آئروسل زیر میکرونی باقیمانده که دود مرئی را تولید میکنند، مستقیماً از میان بستهبندی اسکرابر عبور میکنند. تنها فناوریای که فاز آئروسل را همزمان حذف میکند، مشکل دود سفید را برطرف میکند. این دقیقاً همان کاری است که مکانیسم جذب مغناطیسی انجام میدهد.»
— خلاصه فنی مهندسی، پروژه کاهش دود مغناطیسی ذوب مس

۰۲ — مشخصات آلودگی
مشخصهیابی بخار اواپراتور: گاز خروجی مملو از اسید سولفوریک حاصل از الکترووینینگ، غلظت الکترولیت نشتی مس
این تأسیسات یک واحد مس الکترولیتی با نرخ تبخیر الکترولیت اسید سولفوریک ۱۷۰ متر مکعب در روز است که ۲۰۰۰۰ نیوتن متر مکعب در ساعت بخار تبخیرکننده تولید میکند. در فرآیند تبخیر، بخار از محلول مس اسید سولفوریک عبور کرده و گرم میشود و باعث تبخیر میشود. بخار جمعآوری شده و به مخزن آب کندانس هدایت میشود و آب کندانس تخلیه شده در بالا (حاوی تقریباً ۱.۹ میلیگرم در متر مکعب اسید) مطابق با استانداردهای تخلیه ملی با ۴۰ میلیگرم در متر مکعب است و به جو تخلیه میشود.
با این حال، با تشدید الزامات زیستمحیطی و پیگیری توسعه سبز توسط شرکت، تصفیه جامع برای رسیدگی به فرآوری عمیقتر گازهای خروجی آغاز شد. مسیرهای اولیه جمعآوری غبار اسید و میعانات دوباره طراحی شدند و یک سیستم مدیریت بخار آب اضافه شد تا امکان تصفیه عمیق گازهای خروجی فراهم شود. غبار اسید از خطوط تهویه مخزن واکنش از طریق هدرها به یک برج تراکم سرد برای بازیابی میعانات سرد غبار اسید جمعآوری میشود، سپس توسط فن القایی به واحد MPA برای تصفیه نهایی و تخلیه هدایت میشود.
- غبار اسید سولفوریک (آلاینده اصلی): فرآیند الکترووینینگ قطرات ریز غبار اسید سولفوریک تولید میکند که در بخار اواپراتور حمل میشوند. غلظت اولیه ۵۰ میلیگرم بر نیوتن متر مکعب در ورودی واحد MPA (بازیابی پس از میعان سرد)، با غلظت هدف خروجی ≤۱۰ میلیگرم بر نیوتن متر مکعب. غبار اسید هم یک آلاینده سازگار و هم عامل اصلی تشکیل ستون سفید قابل مشاهده است.
- SO₂ (از انتقال غبار اسیدی): غلظت اولیه ۱۰۰ میلیگرم بر نیوتن متر مکعب؛ غلظت هدف خروجی ≤۳۰ میلیگرم بر نیوتن متر مکعب. هم به صورت گاز SO₂ و هم به صورت آئروسل سولفات که در جریان بخار اواپراتور وجود دارد.
- ذرات معلق (PM): غلظت اولیه ۵۰ میلیگرم بر نیوتن متر مکعب؛ غلظت هدف خروجی ≤۱۰ میلیگرم بر نیوتن متر مکعب. شامل کریستالهای ریز نمک و قطرات آئروسل از اواپراتور، علاوه بر بخش غبار اسیدی است.
- پیچیدگی مسیریابی خط لوله مه اسیدی: سیستم واکنش اسید سولفوریک دارای مخازن واکنش متعددی با لولههای طولانی بین آنها است. مدلسازی میدان جریان گاز (CFD) برای توصیف صحیح توزیع جریان قبل از نهایی شدن طراحی کانال مورد نیاز است و باید دمپرهای هوای دستی روی هر خط شاخه مه اسید نصب شوند تا امکان تعادل و تنظیم کلی جریان هوا فراهم شود.
- بخار اشباع شده، دود سفید تولید میکند: بخار اواپراتور در دمای تقریباً ۵۰ درجه سانتیگراد کاملاً اشباع شده است. پس از عبور از برج تراکم سرد، گاز با دمای تقریباً ۴۰ درجه سانتیگراد با رطوبت ۵۰۱TP3T و بار آلاینده ورودی مخلوط ۵۰ میلیگرم بر نیوتن متر مکعب وارد واحد MPA میشود و در تمام شرایط محیطی بدون حذف فعال آئروسل، یک توده سفید متراکم تولید میکند.
| پارامتر | غلظت اولیه | پریز (طراحی) | محدودیت نظارتی |
|---|---|---|---|
| اکسیدهای نیتروژن | — | ≤50 میلیگرم بر نیوتن متر مکعب | ۵۰ میلیگرم بر نیوتن متر مکعب |
| SO₂ | ۱۰۰ میلیگرم بر نیوتن متر مکعب | ≤30 میلیگرم بر نیوتن متر مکعب | 30 میلیگرم بر نیوتن متر مکعب |
| ذرات معلق (PM) | ۵۰ میلیگرم بر نیوتن متر مکعب | ≤10 میلیگرم بر نیوتن متر مکعب | ۱۰ میلیگرم بر نیوتن متر مکعب |
| غبار اسید سولفوریک (ورودی MPA) | ۵۰ میلیگرم بر نیوتن متر مکعب | ≤10 میلیگرم بر نیوتن متر مکعب | ۱۰ میلیگرم بر نیوتن متر مکعب |
| ستون سفید قابل مشاهده | موجود (ستون غبار غلیظ اسیدی) | هیچکدام (نامرئی) | نامرئی بدون بوی غیرطبیعی |
| حجم گاز دودکش (نامی) | ۲۰،۰۰۰ نیوتن متر مکعب بر ساعت | — | — |
| دمای گاز دودکش (خروجی اواپراتور) | ۵۰ درجه سانتیگراد | — | — |
| دمای ورودی (واحد MPA، کندانسور پس از سرد شدن) | ۴۰ درجه سانتیگراد | — | — |
| رطوبت (در ورودی واحد MPA) | 50% | — | — |
| استاندارد انتشار قابل اجرا | استاندارد انتشار آلایندههای هوا برای صنعت اسید سولفوریک GB 26132-2010 | ||
۰۳ — الزامات مهندسی
معیارهای طراحی برای کاهش انتشار مغناطیسی در کاربردهای گاز خروجی از ذوب مس به روش الکترووینینگ
الزامات طراحی اتصال زیر قبل از انتخاب فناوری تعیین شدند که منعکس کننده ترکیب غبار اسیدی، محیط خورنده سرویس، مسیر پیچیده خط لوله و نیاز به فاضلاب ثانویه صفر برای این کاربرد الکترووینینگ ذوب مس است.
فناوری اثباتشده، استانداردهای ملی
فقط فناوریهای تصفیهی اثباتشدهی میدانی و از نظر تجاری بالغ، قابل قبول هستند. تمام تجهیزات، مواد جانبی و فرآیندهای تولید باید مشخصات استاندارد ملی را برآورده کنند. سیستم باید با استفاده از تکنیکهای کاهش تأیید شدهی قابل اجرا برای جذب غبار اسید سولفوریک، به بهبود 30%-50% نسبت به خط پایهی موجود دست یابد.
تحمل بار ۱۰۱TP3T–۱۱۰۱TP3T
سیستم باید هنگامی که حجم گاز دودکش بین 10% و 110% ظرفیت طراحی متغیر است، تصفیه پایدار و مهار دود را حفظ کند. نرخ تبخیر کارخانه الکترووینینگ با توجه به توان تولید مس کاتد و تغییرات ترکیب الکترولیت متفاوت است و نیاز به قابلیت عملیاتی در طیف وسیعی دارد.
مقاومت در برابر خوردگی غبار اسید سولفوریک
تمام اجزایی که با جریان غبار اسید سولفوریک در تماس هستند باید دارای محافظت ضد خوردگی تایید شده باشند. لایه جاذب کامپوزیت گرافن، مقاومت اسیدی لازم برای تماس مداوم با آئروسل اسید سولفوریک با غلظت 50 میلیگرم بر نیوتن متر مکعب و پایداری حرارتی برای پاکسازی شستشوی معکوس احیاکننده دورهای را فراهم میکند.
بدون آلودگی ثانویه - بدون معرف قلیایی
فناوری انتخابشده نباید از واکنشگرهای قلیایی (محلول NaOH، Ca(OH)₂ یا مشابه) استفاده کند و نباید پساب فاضلاب یا واکنشگر مصرفشده تولید کند. این الزام صراحتاً شستشوی قلیایی مرسوم را به عنوان یک گزینه مستثنی میکند، زیرا فاضلاب سولفاته حاصل را نمیتوان بدون تصفیه اضافی به سیستم فاضلاب موجود تخلیه کرد.
بهرهوری انرژی
انتخاب تجهیزات باید هم هزینههای سرمایهای و هم هزینههای عملیاتی را به حداقل برساند. طراحی باید شامل فناوریها و دستگاههای صرفهجویی در انرژی باشد تا هزینههای جاری را کاهش دهد. تمام تجهیزات اصلی باید از تولیدکنندگان با کیفیت دارای گواهینامه ملی و دارای زنجیرههای تأمین داخلی معتبر تهیه شوند.
انطباق با نویز
صدای تجهیزات نباید از ۸۵ دسیبل (A) در فاصله ۱ متری تجاوز کند و محدودیتهای کلاس II استاندارد GB 12348-2008 را برآورده سازد. این کارخانه ذوب مس نیز مانند تمام عملیات صنعتی تحت چارچوب نظارتی Yunnan Three Lines and One List مشمول الزامات مربوط به سر و صدای عمومی است.
طراحی میدان جریان خط لوله مه اسیدی
سیستم مخزن واکنش اسید سولفوریک دارای مخازن متعددی با لولهکشیهای طولانی است. مدلسازی میدان جریان گاز (CFD) باید قبل از نهایی شدن طراحی کانال انجام شود. دمپرهای هوای دستی باید روی هر خط شاخهای از مه اسیدی نصب شوند تا تعادل کلی جریان هوا و جبران عدم تقارن توزیع جریان در شبکه خط لوله طولانی امکانپذیر شود.
ماژولار و آیندهنگر
طراحی ماژولار باید محدودیتهای سختگیرانهتر انتشار گازهای گلخانهای را طی ۳ تا ۵ سال تحت چارچوب حفاظت زیستمحیطی تقویتشده یوننان در نظر بگیرد. فناوری پیشرفته باید همزمان به انتشار گازهای گلخانهای باقیمانده نیز بپردازد و تأسیسات را در موقعیت طبقهبندی انتشار بسیار کم بدون جایگزینی کامل سیستم قرار دهد.
04 — راهکار درمانی
نحوه پیکربندی سیستم فرونشانی مغناطیسی برای استخراج گاز خروجی از ذوب مس به روش الکترووینینگ
کاهش حجم توده مغناطیسی (MPA) - که با نامهای دیگری نیز شناخته میشود تصفیه دود مغناطیسی, جذب غبار اسید سولفوریک در فاز خشک, سرکوب پلوم غیر حرارتی، یا حذف غبار اسیدی میدان مغناطیسی - با حذف همزمان ذرات ریز، آئروسلهای غبار اسیدی و بخار آب اشباع از جریان بخار اواپراتور، دود سفید قابل مشاهده را از بین میبرد. ژنراتور BLEMG-1KA یک گرادیان میدان مغناطیسی کنترلشده ایجاد میکند که باعث میشود مولکولهای پارامغناطیس و ذرات آئروسل باردار - از جمله قطرات غبار اسید سولفوریک و ذرات کریستالیت نمک ریز مخصوص گازهای خروجی الکترووینینگ ذوب مس - به سمت لایه جاذب کامپوزیت گرافن مهاجرت کنند و گاز خروجی را واقعاً نامرئی کنند.
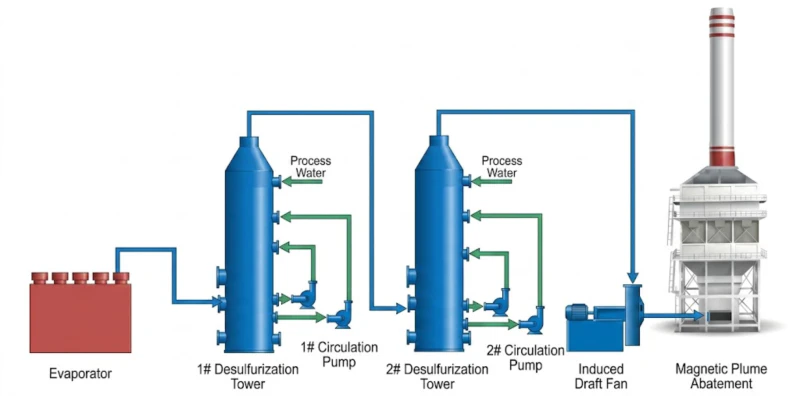
مراحل تصفیه با جمعآوری غبار اسید از خطوط تهویه مخزن واکنش از طریق یک سیستم هدر منیفولد چند شاخهای آغاز میشود. گاز جمعآوریشده از یک برج تراکم سرد عبور میکند که در آن میعانات غبار اسید فله بازیابی میشوند. سپس گاز پیشتصفیهشده از طریق فن القایی برای تصفیه عمیق نهایی، قبل از تخلیه از طریق دودکش، وارد واحد MPA میشود. این رویکرد دو مرحلهای - بازیابی میعانات سرد و به دنبال آن پرداخت MPA - هم به هدف انطباق با مقررات و هم به حداکثر بازیابی غبار اسید برای استفاده مجدد بالقوه در فرآیند دست مییابد.
جریان فرآیند: مخازن واکنش → کندانسور سرد → واحد MPA → دودکش
دریچههای کشتی
سربرگ
برج
فن پیش نویس
(BLCNXB-2W)
پشته
پیکربندی سیستم و پارامترهای فنی کلیدی
واحد BLCNXB-2W از یک برج خنککننده خارجی، ورودی از پایین / خروجی از بالا پیکربندی. با ابعاد 3.6×3.6×13.2 متر، فضای مربعی شکل جمع و جور آن برای نصب در فضاهای محدود موجود بین زیرساختهای سلول الکترووینینگ موجود و برج تراکم سرد بسیار مناسب است.
| پارامتر | مشخصات |
|---|---|
| مدل واحد | BLCNXB-2W |
| نوع طرح بندی | ماژول مستقل و خارجی دکل |
| جهت جریان هوا | ورودی از پایین، اگزوز از بالا |
| راندمان تصفیه | ≥97% |
| غلظت آلاینده مخلوط ورودی | ۵۰ میلیگرم بر نیوتن متر مکعب |
| غلظت آلاینده مخلوط خروجی | ≤10 میلیگرم بر نیوتن متر مکعب |
| مقاومت سیستم | ۲۵۰ پاسکال |
| حجم گاز دودکش تصفیه شده | ۲۰،۰۰۰ نیوتن متر مکعب بر ساعت |
| دمای گاز دودکش ورودی (واحد MPA) | ۴۰ درجه سانتیگراد |
| جنس لایه جاذب | کامپوزیت گرافن |
| ابعاد تجهیزات (طول × عرض × ارتفاع) | ۳.۶ متر × ۳.۶ متر × ۱۳.۲ متر |
| مدل ژنراتور انرژی مغناطیسی | BLEMG-1KA |
| قدرت دویدن | ۱۵ کیلووات |
| روزهای عملیاتی سالانه | ۳۰۰ روز در سال |
| هزینه برق سالانه | تقریباً ۴۳۲۰۰ یوان در سال |
| استاندارد انتشار قابل اجرا | استاندارد انتشار صنعت اسید سولفوریک GB 26132−2010 |

۰۵ — مزایای اصلی
چرا روش فرونشانی مغناطیسی برای عملیات مه اسیدی ذوب مس، بهتر از شستشوی قلیایی عمل میکند؟
- ✓
معرف بدون قلیا — بدون فاضلاب ثانویه — عامل تعیینکننده تمایز: شستشوی مرسوم غبار اسید سولفوریک با NaOH یا Ca(OH)₂، فاضلاب غنی از سولفات تولید میکند که حاوی مس، آرسنیک، کادمیوم و سایر فلزات سنگین ناشی از فرآیند الکترووینینگ است. این فاضلاب را نمیتوان به سادگی تخلیه کرد و نیاز به تصفیه اضافی یا بازگشت به فرآیند دارد که هم هزینه و هم پیچیدگی عملیاتی را افزایش میدهد. فرآیند خشک MPA هیچ معرف مایعی را وارد نمیکند و هیچ فاضلاب پیوستهای تولید نمیکند و این چالش آلودگی ثانویه را به طور کامل از بین میبرد. این معیار اصلی تعیینکننده انتخاب فناوری بود. - ✓
حذف کامل دود سفید در مواردی که شستشوی قلیایی امکانپذیر نیست: حتی اگر شستشوی قلیایی معمولی غلظت غبار اسید سولفوریک را به زیر حد مجاز کاهش دهد، بخار آب اشباع و کسر آئروسل زیر میکرونی باقیمانده که از طریق بستهبندی اسکرابر عبور میکند، همچنان یک توده سفید یا خاکستری قابل مشاهده در دودکش ایجاد میکند. سیستم MPA به طور همزمان ذرات، غبار اسید و فاز بخار آب اشباع را جذب میکند و خروجی را واقعاً نامرئی میکند. این تفاوت اساسی مکانیسم فیزیکی بین این دو فناوری است. - ✓
انرژی ویژه بسیار پایین - ۱۵ کیلووات برای ۲۰۰۰۰ نیوتن متر مکعب بر ساعت: با مصرف انرژی ۰.۷۵ وات به ازای هر نیوتن متر مکعب در ساعت، BLCNXB-2W مصرف انرژی ویژه کمتری نسبت به هر روش شستشوی قلیایی، رسوبدهنده الکترواستاتیک یا گرمایش مجدد گاز دارد. هزینه برق سالانه با ۰.۴ یوان به ازای هر کیلووات ساعت برای ۳۰۰ روز عملیاتی تقریباً ۴۳۲۰۰ یوان است - یکی از کمترین هزینههای عملیاتی سالانه برای یک تأسیسات MPA تجاری در هر مقیاسی در بخش ذوب مس. - ✓
پیش مرحله چگالش سرد، غبار اسیدی را برای استفاده مجدد بازیابی میکند و در عین حال MPA را کاهش میدهد. برج تراکم سرد که در بالادست واحد MPA نصب شده است، بخش قابل توجهی از غبار اسیدی را به عنوان میعانات مایع بازیابی میکند که میتواند به فرآیند بازگردانده شود. این امر همزمان بار آلاینده ورودی به لایه جاذب MPA را کاهش میدهد (طول عمر را افزایش میدهد) و اسید ارزشمند را برای استفاده مجدد در فرآیند به جای تصفیه به عنوان ضایعات، جذب میکند. رویکرد دو مرحلهای - بازیابی میعانات سرد + پرداخت MPA - پیکربندی بهینه برای جریانهای غبار اسیدی ذوب مس است. - ✓
ابعاد جمع و جور 3.6×3.6×13.2 متر مربع در فضاهای محدود سالنهای الکترووینینگ: کارخانههای الکترووینینگ مس، چیدمان تجهیزات متراکمی دارند و فضای آزاد محدودی بین ردیفهای سلول، واحدهای یکسوکننده و زیرساختهای مدیریت اسید دارند. حداقل مساحت پلان BLCNXB-2W، یعنی ۱۳ متر مربع، آن را در فضاهایی قابل نصب میکند که برای مخزن اسکرابر بزرگتر، پمپ و زیرساختهای ذخیرهسازی واکنشگر مورد نیاز در ارتقاءهای شستشوی قلیایی مرسوم، در دسترس نیستند. - ✓
موقعیتیابی پیشگیرانه تحت اجرای خط قرمز اکولوژیکی یوننان: چارچوب «سه خط و یک فهرست» یوننان، یک مسیر چندساله برای تشدید مقررات برای تأسیسات ذوب مس ایجاد میکند. این تأسیسات با نصب فناوری MPA که از قبل از محدودیتهای انتشار فعلی فراتر رفته است، یک بافر انطباق ایجاد کرده است که احتمال نیاز به سرمایهگذاری بیشتر در پاسخ به اصلاحات استاندارد آینده را کاهش میدهد. طراحی مدولار همچنین در صورت نیاز مقررات آینده، امکان افزایش ظرفیت را فراهم میکند.
مقایسه فناوری: MPA در مقابل جایگزینهای مرسوم برای مه اسیدی ذوب مس
| معیار | فرونشانی مغناطیسی | اسکراب قلیایی (NaOH) | GGH + رقیقسازی |
|---|---|---|---|
| حذف دود سفید | کامل (نامرئی) | خیر (مه ادامه دارد) | جزئی |
| معرف قلیایی مورد نیاز است | هیچکدام | بله (هزینه NaOH در حال انجام) | هیچکدام |
| فاضلاب ثانویه حاوی فلزات سنگین | هیچکدام | حجم بالا (سولفات + مس، آرسنیک) | هیچکدام |
| راندمان حذف غبار اسید سولفوریک | ≥97% | ≈۸۵–۹۰۱TP3T | ناموجود (حذف نمیشود) |
| توان عملیاتی (کیلووات) | ۱۵ کیلووات | ۴۰ تا ۸۰ کیلووات (پمپها + فنها) | ۶۰–۱۲۰ کیلووات |
| ردپای تجهیزات | ۱۳ متر مربع (۳.۶×۳.۶ متر) | بزرگ (ظرف + پمپ + مخزن) | متوسط |
| پتانسیل بازیابی اسید | بله (کندانسور سرد بالادست) | خیر (به عنوان زباله خنثی میشود) | جزئی |
۶ — نتایج عملیاتی
موفقیت در راهاندازی اولیه و عملکرد تایید شدهی استک
واحد کاهش دود مغناطیسی در اولین راهاندازی با موفقیت کامل به بهرهبرداری رسید. تمام دادههای عملیاتی و عملکرد حذف دود از همان ابتدا مطابق با اهداف طراحی بود. خروجی دودکش در تمام شرایط عملیاتی عادی به وضعیت واقعاً نامرئی رسید و حذف کامل دود سفید غبار اسیدی را که قبلاً در بالای کارخانه ذوب مس در تمام شرایط جوی قابل مشاهده بود، تأیید کرد.

07 — هشدارهای اجرایی
ملاحظات مهندسی حیاتی برای کاربردهای مه اسیدی ذوب مس به روش الکترووینینگ
- ⚠️
مخازن واکنش غبار اسیدی متعدد با لولهکشی طولانی، قبل از طراحی کانال، نیاز به شبیهسازی میدان جریان گاز دارند: سیستم الکترووینینگ و تبخیرکننده اسید سولفوریک در یک کارخانه مس معمولاً دارای چندین مخزن واکنش، مخازن تبخیر و نقاط جمعآوری است که در یک سطح وسیع از کف توزیع شدهاند. لولهکشی طولانی بین نقاط جمعآوری و واحد MPA توزیع جریان نامتقارن ایجاد میکند: مخازن نزدیکتر به فن القایی، جریان هوای نامتناسبی دریافت میکنند، در حالی که مخازن دورتر، استخراج ناکافی دریافت میکنند. این مشکل باید قبل از نهایی شدن اندازه کانالها، با مدلسازی میدان جریان گاز CFD تشخیص داده شده و اصلاح شود و برای ایجاد تعادل، باید دمپرهای دستی روی هر خط شاخه نصب شوند. تأسیساتی که این مرحله را نادیده میگیرند، معمولاً پس از راهاندازی متوجه میشوند که 30 تا 50% از مخازن واکنش، به اندازه کافی جمعآوری نشدهاند و همچنان غبار اسیدی را به محیط کار منتشر میکنند. - ⚠️
شستشوی قلیایی مرسوم، فاضلاب سولفاتی حاوی مس، آرسنیک و فلزات سنگین تولید میکند که نمیتوان آنها را به سادگی تخلیه کرد: اگر یک طرح ارتقاء یا اضطراری در آینده شامل اضافه کردن یک مرحله شستشوی قلیایی قبل یا بعد از واحد MPA باشد، فاضلاب حاصل نه تنها حاوی سولفات سدیم یا سولفات کلسیم، بلکه حاوی مس، آرسنیک و کادمیوم از الکترولیت الکترووینینگ نیز خواهد بود. این امر فاضلاب را به عنوان زباله بالقوه خطرناک به جای فاضلاب صنعتی استاندارد طبقهبندی میکند که نیاز به تصفیه تخصصی یا بازگشت به فرآیند دارد. دقیقاً به همین دلیل است که رویکرد MPA خشک برای این کاربرد انتخاب شده است و هرگونه انحراف از فلسفه طراحی بدون معرف باید مشمول بررسی کامل طبقهبندی زبالههای خطرناک باشد. - ⚠️
میعانات اسید سولفوریک حاصل از جاذب MPA باید به عنوان یک جریان اسید تحت کنترل فرآیند مدیریت شود: میعانات جذب شده توسط لایه جاذب BLCNXB-2W حاوی اسید سولفوریک رقیق است. برخلاف میعانات حاصل از کاربردهای دارویی یا ذوب، این میعانات ممکن است به عنوان اسید برگشتی برای حمام الکترووینینگ، ارزش استفاده مجدد در فرآیند مستقیم را داشته باشند. قبل از نهایی کردن مسیر دفع میعانات، تجزیه و تحلیل آزمایشگاهی pH، محتوای مس، محتوای آرسنیک و سایر پارامترهای مرتبط با الکترووینینگ را انجام دهید. در صورت سازگاری کیفیت، میعانات را مستقیماً به سیستم مدیریت اسید برگردانید و آن را به عنوان ضایعات تصفیه نکنید. - ⚠️
عملکرد برج تراکم سرد باید قبل از نهایی کردن بارگذاری ورودی MPA اعتبارسنجی شود: برج تراکم سرد، بخش قابل توجهی از غبار اسید را قبل از ورود گاز به واحد MPA به صورت میعانات مایع حذف میکند. مشخصات ورودی MPA (بارگذاری آلاینده مخلوط 50 میلیگرم بر نیوتن متر مکعب) بر اساس ترکیب گاز پس از کندانسور سرد است، نه ترکیب بخار خام اواپراتور. اگر برج تراکم سرد - به دلیل جریان ناکافی آب خنککننده، گرفتگی سطوح میعانات یا دمای بالای محیط - عملکرد ضعیفی داشته باشد، بارگذاری واقعی ورودی MPA از مشخصات طراحی فراتر خواهد رفت. غلظت خروجی برج تراکم سرد را به طور جداگانه رصد کنید و مطمئن شوید که طراحی MPA دارای حاشیه غلظت 20% بالاتر از حداکثر بارگذاری مورد انتظار پس از کندانسور است. - ⚠️
تغییرات نرخ تولید الکترووینینگ مستقیماً بر حجم گاز تبخیر و غلظت غبار اسید تأثیر میگذارد: خروجی کارخانه مس الکترووینینگ با توجه به اقتصاد تعرفه برق، تقاضای کاتد و نگهداری برنامهریزیشده خطوط سلولی تغییر میکند. این تغییرات تولید باعث تغییرات متناظر در حجم الکترولیت تخلیهشده، نرخ تبخیر و در نتیجه حجم گاز و غلظت غبار اسیدی ورودی به سیستم MPA میشود. سیستم کنترل BLEMG-1KA شدت میدان مغناطیسی را به طور خودکار تنظیم میکند، اما تعادل دمپر دستی که در طول راهاندازی ایجاد میشود، برای یک نقطه عملیاتی تولید خاص کالیبره میشود. اگر نرخ تولید به طور دائم تغییر کند (مثلاً انبساط یا انقباض ظرفیت)، تعادل دمپر باید دوباره کالیبره شود. - ⚠️
تمام کانالها، محفظههای فن، دمپرها و فلنجهای اتصال باید برای سرویس مداوم در برابر مه اسید سولفوریک مشخص شوند: فولاد کربنی استاندارد یا حتی فولاد ضد زنگ 304 در تماس مداوم با غبار اسید سولفوریک در غلظتهای مشخص گاز خروجی از الکترووینینگ مس، به سرعت دچار خوردگی میشود. برای تمام کانالها، محفظههای فن و اتصالات انبساطی، FRP (پلاستیک تقویتشده با الیاف) یا فولاد با آستر لاستیکی مقاوم در برابر اسید را مشخص کنید. مواد واشر مقاوم در برابر اسید (PTFE یا معادل آن) باید در تمام اتصالات فلنجی استفاده شود. عدم مشخص کردن مواد مقاوم در برابر خوردگی در سراسر کانال از هدرهای جمعآوری تا واحد MPA، شایعترین علت خرابی اولیه سیستم در این کاربرد است.
۸ - نکات مهندسی
چهار درس قابل انتقال از این پروژه الکترووینینگ ذوب مس
- 1
الزام عدم تولید فاضلاب ثانویه، یک عامل تعیینکننده در انتخاب فناوری در کاربردهای ذوب مس است. وقتی جریان فرآیند حاوی فلزات سنگین (مس، آرسنیک، کادمیوم) باشد و محیط نظارتی و مدیریت پسماند سختگیرانه باشد - همانطور که در چارچوب حفاظت از محیط زیست یوننان اینگونه است - وجود یا عدم وجود یک معرف مایع در فرآیند تصفیه اغلب معیار تعیین کننده انتخاب فناوری است، نه راندمان تصفیه یا هزینه سرمایه. هر فناوری که نیاز به افزودن معرف قلیایی داشته باشد و فاضلاب آلوده به فلزات سنگین تولید کند، در این زمینه با بار انطباق نامتناسبی روبرو است. فرآیند خشک MPA از کل این مسئله طفره میرود. - 2
پیشتصفیه چگالش سرد در بالادست MPA، پیکربندی دو مرحلهای بهینه برای جریانهای مه اسیدی با غلظت بالا است. برج چگالش سرد در این پروژه دو وظیفه را انجام میدهد: اسید مایع را برای استفاده مجدد در فرآیند بازیابی میکند (که در زمینه الکترووینینگ مس ارزشمند است)، و بار ورودی را در لایه جاذب MPA کاهش میدهد و عمر مفید جاذب را افزایش میدهد. برای هر کاربردی که غلظت غبار اسید گاز خام به طور قابل توجهی از 50 میلیگرم بر نیوتن متر مکعب تجاوز کند، قرار دادن یک مرحله چگالش سرد یا پیش شستشوی جزئی قبل از واحد MPA پیکربندی ترجیحی است و مسیر بازیابی میعانات باید در تحلیل اقتصادی انتخاب فناوری لحاظ شود. - 3
مدلسازی میدان جریان گاز برای سیستمهای جمعآوری غبار اسیدی چند مخزنی، اجباری است، نه اختیاری. خلاصه تجربیات مهندسی برای این پروژه، پیچیدگی مسیریابی خط لوله بخار اسیدی را به عنوان یک چالش کلیدی مهندسی که نیاز به شبیهسازی جریان گاز و بالانس دستی دمپر دارد، به صراحت مشخص میکند. برای هر تأسیسات ذوب مس با بیش از چهار مخزن واکنش یا مخزن تبخیر متصل به یک هدر جمعآوری مشترک، مدلسازی CFD میدان جریان گاز در شبکه کانال باید یک دستاورد قراردادی در مرحله طراحی دقیق باشد، نه یک گزینه اختیاری. هزینه مدلسازی در مقایسه با هزینه اصلاح پس از راهاندازی برای اصلاح عدم تعادل جریان، ناچیز است. - 4
هزینه برق سالانه ۴۳۲۰۰ یوان، استاندارد طلایی برای رعایت ۲۰۰۰۰ نیوتن متر مکعب در ساعت بخار اسیدی است. توان عملیاتی ۱۵ کیلوواتی BLCNXB-2W که توان عملیاتی ۲۰۰۰۰ نیوتن متر مکعب بر ساعت را با راندمان تصفیه ≥۹۷۱TP3T ارائه میدهد، معیاری برای انطباق با استانداردهای مقرون به صرفه در بخش ذوب مس ایجاد میکند. هنگام ارائه طرح سرمایهگذاری به مدیریت تأسیسات، هزینه عملیاتی برق ۴۳۲۰۰ یوان در سال را با هزینه ترکیبی معرف، تصفیه فاضلاب و انرژی جایگزین شستشوی قلیایی مرسوم مقایسه کنید - تفاوت معمولاً ۵ تا ۸ برابر هزینه برق سالانه MPA است که نشاندهنده یک استدلال قانعکننده برای بازگشت سرمایه برای سرمایهگذاری اولیه است.
09 — سوالات متداول
کاهش پلوم مغناطیسی برای مه اسیدی ذوب مس: پاسخ به ده سوال
سوالاتی از مهندسان رعایت الزامات زیستمحیطی، مدیران کارخانهها و تیمهای HSE در تأسیسات مس الکترولیتی و ذوب مس که فناوری MPA را ارزیابی میکنند.
آمادهاید تا بدون استفاده از معرف قلیایی، غبار سفید اسیدی خود را از بین ببرید؟
طیف کاملی از راهکارهای کنترل انتشار گازهای صنعتی را بررسی کنید
از کاهش غلظت مغناطیسی دود حاصل از فرآیند خشک برای غبار اسیدی ذوب مس گرفته تا سیستمهای اکسیداسیون حرارتی احیاکننده برای کاهش غلظت بالای VOCتیم مهندسی ما، راهکارهای بدون ضایعات ثانویه را برای سختترین الزامات کنترل انتشار فلزات غیرآهنی ارائه میدهد.





















